


高速度和高安全性已成为高速列车以及重型履带车辆发展的必然趋势,其制动系统对摩擦系数稳定、寿命长、抗热衰减性能好的高性能摩擦材料提出了迫切应用需求[1,2]。传统碳/碳(C/C)复合材料具有重量轻、寿命长等优点,已经广泛应用于飞机刹车片、高性能离合器以及高温密封件等,但C/C复合材料的抗高温氧化能力差,在湿态环境中摩擦系数低且不稳定[3,4]。碳纤维增强碳化硅基复合材料(C/SiC)是一种是以碳纤维为增强体、SiC为基体的先进高温结构材料,兼具碳纤维增强体的优异力学性能(比如高的比强度和比模量)以及陶瓷基体的优异物化性能(比如好的耐磨耐蚀性)[5,6]。因此,C/SiC复合材料具有环境适应性强、抗氧化腐蚀性能优异、高温力学稳定等综合性能优势,在新型制动系统中具有重要的应用价值[7]。
摩擦磨损性能是评价制动材料优劣的关键指标。C/SiC复合材料的摩擦磨损性能研究引起诸多学者的广泛关注。已有研究结果表明,C/SiC复合材料的基体微观组织、预制体结构以及制动条件均会影响其摩擦磨损性能。例如,Langhof等[8]研究了C/SiC复合材料中残余Si对C/SiC复合材料摩擦磨损性能影响,与含有残余Si的C/SiC复合材料的磨损率相比,经过脱硅处理后的C/SiC复合材料的磨损率降为原来的20%。Krenkel等[9]研究表明,二维层叠C/C-SiC复合材料的横向热导率较低,导致其摩擦系数不稳定(最大值与最小值比率为3.3);引入一定比例的横向高热导碳纤维以及提高SiC含量均可以提高热导率,摩擦系数曲线变得更加稳定(最大值与最小值比率为1.6)。Ning等[10]研究FeSi2改性C/C-SiC复合材料在不同速度下的摩擦性能,结果表明,当速度达到1440 r/min时,磨损表面微凸体在较小的能量下不易发生破碎,从而产生较少的磨屑,导致难以形成连续的摩擦膜;当制动速率达到4320 r/min时,磨损表面出现较多的微凸体互相啮合和剪切,磨损表面的SiC峰被钝化,导致材料摩擦系数降低,而磨损率仅为未改性复合材料的10%。Zhao等[11]通过研究C/C-SiC复合材料与铜基粉末冶金复合材料匹配组成的摩擦副在较高制动速度(37~69 m/s)条件下具有较高的平均摩擦系数0.469。Stadler等[12]研究表明,C/C-SiC复合材料与铜基粉末冶金复合材料匹配组成的摩擦副在摩擦过程中材料表面生成了由CuO和Fe2O3组成的氧化膜,C/C-SiC复合材料具有较高的摩擦系数0.55。Ma等[13]研究表明全C/C-SiC复合材料摩擦副具有较高的摩擦系数(0.55~0.60),而FeSi2改性C/C-SiC复合材料自匹配组成的摩擦副的摩擦系数降低至0.3~0.5,高压(1~5 MPa)制动时摩擦表面基本保持不变,耐磨性得到明显改善。
在上述影响C/SiC复合材料的摩擦磨损性能的因素中,微观组织结构特征与其制备工艺密切相关。该材料的制备方法主要包括化学气相渗透法(CVI)、聚合物浸渍裂解法(PIP)和反应熔体浸渗法(RMI)等[14~17]。其中,CVI工艺制备过程中对碳纤维的损伤较小,所得复合材料中SiC基体均匀、力学性能好;PIP工艺具有渗透深度大、加工温度相对较低等优点。CVI与PIP工艺的主要不足在于SiC基体致密化速度较低,一般需重复多次工艺过程,导致制备周期较长、生产成本较高;材料存在10%~20%的气孔率,导致最终产品的热导率较低,不利于其摩擦磨损性能提升[14,15]。RMI工艺是在高温下用熔融Si对多孔C/C复合材料进行浸渗处理,使Si与C发生化学反应生成SiC基体,具有操作简单、成本低、最终产品致密度高等优点。然而,传统RMI过程中熔融Si与C基体无法完全反应,所得C/SiC复合材料含有大量残余Si[16,17],导致摩擦磨损性能不够理想[8]。因此,通过优化RMI工艺制备无残余硅或者残余硅含量较低的C/SiC复合材料,并研究其摩擦磨损性能尤为重要。
相关研究[18]表明,采用传统RMI技术所制备的C/SiC复合材料含有大量残余Si的主要原因在于传统C/C熔渗预制体中的碳基体为热解碳、树脂碳或沥青碳等,其碳壁较厚难以完全陶瓷化。以碳气凝胶为代表的微纳多孔碳具有较薄的碳壁以及可调的孔隙率,因此,用微纳多孔碳基体替代传统碳基体制得碳纤维增强微纳多孔碳熔渗预制体,在RMI过程中微纳多孔碳基体可以实现最高程度的陶瓷化转变以及熔体消耗,从而有望获得性能优异的C/SiC复合材料[18]。鉴于此,本研究工作中采用微纳多孔碳陶瓷化改进反应熔体浸渗技术制备了残余Si较少的C/SiC复合材料。在高温销-盘摩擦磨损实验机上模拟开展不同制动速度条件下的刹车实验,对比研究了碳纤维预制体结构以及环境温度对C/SiC复合材料自对偶摩擦磨损性能的影响规律,并分析了不同条件下的磨损机制,进而对高性能C/SiC制动材料的研发设计提供理论指导。
1 实验方法
以2D针刺和网胎针刺两种不同结构的碳纤维织物(T700聚丙烯腈基碳纤维)为增强体制备C/SiC复合材料。首先,在900~1100 ℃以C3H6为气相前驱体采用CVI工艺在碳纤维表面上制备热解碳(PyC)界面层;然后,将上述两种碳纤维织物分别置于乙二醇、酚醛树脂和固化剂按照特定比例组成的混合溶液中,经过反复浸渍-固化-炭化得到3种不同结构的碳纤维增强多孔炭预制体;最后,在1400~1600 ℃采用微纳多孔碳陶瓷化改进反应熔体浸渗技术分别对上述两种熔渗预制体进行熔融Si浸渗处理得到两种C/SiC复合材料:2D针刺C/SiC复合材料(记作NWS)和网胎针刺C/SiC复合材料(记作NNS)。
借助自行研制的高温销-盘摩擦磨损实验机参照YB/T 6178-2024标准进行C/SiC复合材料(ϕ40 mm × ϕ6 mm × 5 mm)的摩擦磨损性能测试实验,对偶材料选用C/SiC复合材料(ϕ8 mm × 11 mm),摩擦磨损测试时间1800 s (对应1个循环),载荷30 N,转速80 r/min (对应0.084 m/s)。由于实验环境温度与制动速度成正比,因此通过改变实验环境温度(25、200、400和500 ℃)模拟不同的制动速度[7]。
采用摩擦系数(COF)以及磨损率评价C/SiC复合材料的摩擦磨损性能[19]。平均摩擦系数(μf)由下式计算得到:
式中,μ表示瞬时摩擦系数,te表示摩擦磨损总时间(1800 s)。为保证测试结果的可靠性,每个试样摩擦磨损性能重复测试3~5次,并分别给出摩擦系数和磨损率(mg/cycle)的平均值。
通过Archimedes排水法测量C/SiC复合材料的密度和开气孔率。借助SmartLab型X射线衍射仪(XRD)分析材料的物相组成。采用VeriosG4 UC型扫描电子显微镜(SEM)分析材料的微观组织形貌。借助Octane Elect型能量色散X射线光谱仪(EDS)分析材料表面的元素分布情况。使用LSM700型激光共聚焦显微镜观察C/SiC复合材料的磨损形貌。
2 结果与讨论
2.1 C/SiC复合材料的微观结构
图1为2D针刺和网胎针刺结构的碳纤维织物以及相应C/SiC复合材料的微观形貌照片。图1a和b表明2D针刺织物XY向是0°/90°无纬布与网胎交替层叠,Z向通过倒向钩刺XY向纤维形成针刺纤维束,使层间具有相互作用力,进而形成周期性的准三维网络结构;网胎针刺织物是由短纤维网胎层交替层叠后沿着Z向针刺而成。图1c和d表明采用微纳多孔碳陶瓷化改进反应熔体浸渗技术制备的两种C/SiC复合材料均比较致密。图2为2D针刺和网胎针刺C/SiC复合材料的XRD谱。C/SiC复合材料主要由碳纤维(Cf)、PyC界面、SiC基体以及较少量的Si组成;通过对比SiC相最强衍射峰的峰强可知,与2D针刺C/SiC试样(NWS)相比,网胎针刺C/SiC试样(NNS)具有较高的SiC含量。两种不同预制体结构的C/SiC复合材料的密度、开气孔率以及各组元的相对含量如表1所示。虽然两种材料的开气孔率略有不同,但是密度基本一致;因其预制体结构差别较大,SiC含量相差明显。
图1
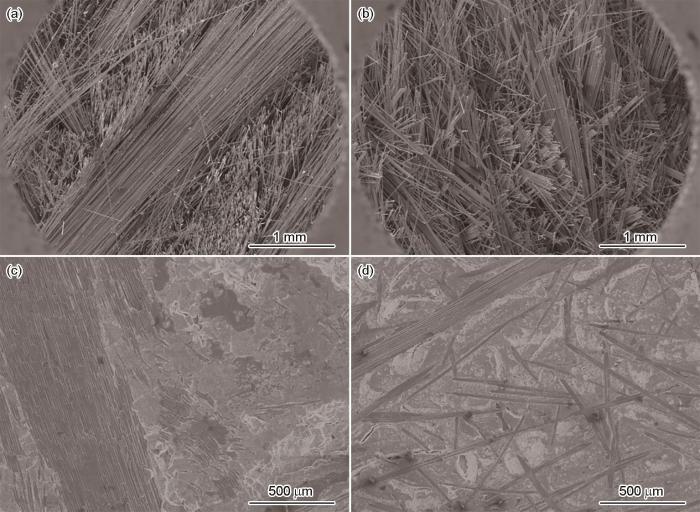
图1
2D针刺和网胎针刺结构的碳纤维织物以及相应C/SiC复合材料的微观形貌
Fig.1
Microscopic morphologies of carbon fiber fabrics with needle-punched weftless (a) and needle-punched nonwoven structures (b), and the C/SiC composites with needle-punched weftless (c) and needle-punched nonwoven structures (d)
图2

图2
2D针刺和网胎针刺C/SiC复合材料的XRD谱
Fig.2
XRD patterns for needle-punched weftless C/SiC composite (NWS) and needle-punched nonwoven C/SiC composite (NNS)
表1 2D针刺和网胎针刺C/SiC复合材料的物理参数
Table 1
| Sample | Density / g·cm-3 | Open porosity / % | Volume fraction / % | ||
|---|---|---|---|---|---|
| SiC | Carbon fiber | PyC | |||
| NWS | 2.43 ± 0.04 | 3.68 ± 0.42 | 60 ± 1 | 28 | 7 ± 1 |
| NNS | 2.46 ± 0.03 | 6.05 ± 0.66 | 75 ± 1 | 9 | 9 ± 1 |
2.2 C/SiC复合材料的摩擦磨损性能
图3a和b分别为2D针刺和网胎针刺C/SiC复合材料在不同实验环境温度下(25、200、400和500 ℃)的自对偶摩擦磨损测试过程中的瞬时摩擦系数曲线。由图3a可知,25 ℃时,2D针刺C/SiC复合材料的瞬时摩擦系数在前期(≤ 150 s)呈现先升高后降低的变化趋势;随着测试时间延长,瞬时摩擦曲线逐渐趋于稳定。这是因为2D针刺C/SiC复合材料原始表面存在许多微凸体(图4a),在摩擦实验前期这些表面微凸体之间发生碰撞、断裂,使得摩擦阻力增大,导致摩擦系数急速升高[20];随着测试时间延长,磨损表面的磨屑不断被碾压在材料表面的凹坑中,形成少量摩擦膜(图4b),磨损表面有效接触面积增大,加之摩擦膜的摩擦润滑作用,导致摩擦系数逐渐降低[21];在进行一定时间的摩擦实验后,摩擦膜的形成与微凸体之间的破坏达到动态平衡,C/SiC复合材料瞬时摩擦系数曲线趋于稳定[22]。200 ℃时,2D针刺C/SiC复合材料的瞬时摩擦曲线呈现先升高后趋于稳定的趋势。这是由于在实验前期(≤ 50 s),C/SiC复合材料表面微凸体在摩擦过程中发生啮合、断裂,从而摩擦阻力增大,导致摩擦系数升高。随着摩擦实验的进行,微凸体碰撞后所形成的磨屑在一定的压力下进行反复摩擦,从而填充在复合材料表面凹坑中,在磨损表面形成摩擦膜。摩擦过程中接触界面因局部高压形成黏着结点,这些结点的反复形成和断裂导致磨损表面产生热量,从而加速复合材料表面温度升高,使得复合材料发生疲劳磨损,从而摩擦膜少量脱落形成剥落坑(图4c)。当温度为400~500 ℃时,2D针刺C/SiC复合材料的瞬时摩擦系数变化曲线呈现先升高后趋于稳定的趋势,稳定性较差。这是因为在该温度条件下,复合材料表面发生氧化(图4i),尤其是碳纤维在温度超过400 ℃时氧化明显,使得材料表面出现部分凹坑(图4d)。在摩擦实验前期(≤ 50 s)表面温度变化不大,微凸体之间碰撞断裂产生较大摩擦阻力,摩擦系数升高。磨粒磨损产生的磨屑填充在凹坑中形成摩擦膜(图4e),同时磨损表面温度在实验环境温度与摩擦热的双重作用下迅速升高[23~25],使得表面发生疲劳磨损(图4f),造成部分摩擦膜脱落形成剥落坑(图4g和h)。C/SiC复合材料磨损表面的磨屑与凹坑形成达到动态平衡时,摩擦系数曲线趋于稳定[26,27]。
图3
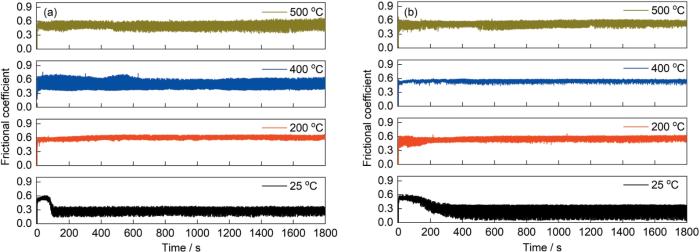
图3
2D针刺和网胎针刺C/SiC复合材料在不同温度摩擦测试过程中瞬时摩擦系数变化曲线
Fig.3
Curves of instantaneous COFs for the needle-punched weftless C/SiC composite (a) and needle-punched nonwoven C/SiC composite (b)
图4

图4
2D针刺C/SiC复合材料在不同实验环境温度下的磨损表面形貌和EDS分析
Fig.4
Surface morphologies of needle-punched weftless C/SiC composites before (a) and after friction and wear tests at 25 ℃ (b), 200 ℃ (c), 400 ℃ (d-f), 500 ℃ (g, h), and EDS result for the area marked by the solid line box in Fig.4h (i)
由图3b可知,当温度为25、200和500 ℃时,网胎针刺C/SiC复合材料的瞬时摩擦系数变化趋势与相同温度条件下2D针刺C/SiC复合材料的瞬时摩擦系数变化一致;磨损表面形貌(图5a~d和g,h)变化也基本一致。但是,400 ℃时,与2D针刺C/SiC复合材料相比,网胎针刺C/SiC复合材料的瞬时摩擦系数稳定性较好。究其原因,网胎针刺C/SiC复合材料表面SiC微凸体数量较多,摩擦前期摩擦阻力较大,摩擦系数较高;尽管磨损表面也能生成摩擦膜(图5e和f),但温度和压力的双重作用加速了表面摩擦膜疲劳磨损的发生,摩擦膜大量脱落,导致后期摩擦系数与前期摩擦系数相比无明显变化。因此,在整个摩擦过程中网胎针刺C/SiC复合材料的瞬时摩擦系数稳定性较好。
图5

图5
网胎针刺C/SiC复合材料在不同实验环境温度下的磨损表面形貌和EDS分析
Fig.5
Surface morphologies of needle-punched nonwoven C/SiC composites before (a) and after friction and wear tests at 25 ℃ (b), 200 ℃ (c, d), 400 ℃ (e-f), 500 ℃ (g, h), and EDS result for the area marked by the solid line box in Fig.5h (i)
图6为2D针刺和网胎针刺C/SiC复合材料在不同实验环境温度下的平均摩擦系数及磨损率。随环境温度升高,两种C/SiC复合材料的平均摩擦系数均呈现先增大后降低并趋于稳定的变化趋势。当温度为200 ℃时,2D针刺和网胎针刺C/SiC复合材料的最高摩擦系数分别位0.58和0.59。然而,两者的磨损率呈现先缓慢降低后急剧升高的变化趋势。这是由于当温度达到200 ℃时,表面微凸体在摩擦过程中发生啮合、断裂,从而摩擦阻力增大,导致摩擦系数升高;而形成的磨屑填充在凹坑表面,会导致磨损率降低。当温度达到高温(400和500 ℃)时,尽管碳纤维发生氧化,表面凹坑数量较多,在一定程度上导致摩擦阻力增大,同时表面摩擦膜的形成与微凸体之间的破坏达到动态平衡,材料表面摩擦膜面积较大,导致摩擦阻力大幅减小。上述两方面因素综合导致400和500 ℃时摩擦系数较200 ℃时摩擦系数有所降低。2D针刺C/SiC复合材料的摩擦系数分别为0.49和0.51,网胎针刺C/SiC复合材料的摩擦系数分别为0.54和0.53。由于500 ℃条件下表面形成的磨屑数量远大于剥落坑的数量,因此,随温度从400 ℃升高到500 ℃,磨损率急剧增加。当温度为500 ℃时,两者的最大磨损率分别为746.9和710.7 mg/cycle。Ma等[28]在制动压力为0.8 MPa,制动速度为5~28 m/s的条件下对C/C-SiC复合材料的自对偶摩擦磨损性能进行测试,研究表明,当制动速度低于15 m/s时,该材料摩擦系数为0.55~0.60;当制动速度为28 m/s时,摩擦系数降低约50%。Zhou等[29]研究表明在制动压力为0.82 MPa,转速为7500 r/min的条件下C/C-SiC的自对偶摩擦系数为0.24~0.36。可见,本工作报道的C/SiC复合材料具有较高的摩擦系数,有望成为高速列车以及重型履带车辆的制动材料。
图6

图6
2D针刺和网胎针刺C/SiC复合材料的平均摩擦系数及磨损率
Fig.6
COFs (a) and wear rates (b) of the needle-punched weftless C/SiC composite (NWS) and needle-punched nonwoven C/SiC composite (NNS)
为了分析C/SiC复合材料的摩擦磨损行为,图7给出了2D针刺和网胎针刺C/SiC复合材料在不同实验环境温度下摩擦磨损测试后试样表面轮廓的宏观形貌。在25 ℃摩擦磨损测试后两种C/SiC复合材料表面出现轻微的磨损痕迹,与磨损之前表面相比差异较小;当温度达到200 ℃时,磨损后复合材料表面磨痕明显;当温度达到400 ℃时,磨损表面磨痕宽度和深度较大;但是,当温度继续升高到500 ℃时,表面磨痕变得比较模糊。由表1可知,由于预制体结构不同,2D针刺和网胎针刺C/SiC复合材料的SiC体积分数分别为60%和75%。可见,C/SiC复合材料中的SiC含量(或者说碳纤维预制体结构)以及实验环境温度对其摩擦磨损行为影响明显。
图7

图7
2D针刺和网胎针刺C/SiC复合材料在不同实验环境温度下摩擦磨损测试后的表面轮廓宏观形貌
Fig.7
Macroscopic morphologies images of surface profiles of needle-punched weftless C/SiC composite (a-d) and needle-punched nonwoven C/SiC composites (e-h) after wear at 25 ℃ (a, e), 200 ℃ (b, f), 400 ℃ (c, g) and 500 ℃ (d, h)
为了更详细地分析复合材料的摩擦磨损行为,图8给出了2D针刺和网胎针刺C/SiC复合材料在不同环境温度(25、200、400和500 ℃)下摩擦磨损测试后的表面光学形貌照片。如图8a和b所示,在25 ℃摩擦磨损测试过程中,表面微凸体碰撞后产生的磨屑填充在表面凹坑中,两种C/SiC复合材料磨损表面出现不连续的摩擦膜。如图8c和d所示,当温度为200 ℃时,两种C/SiC复合材料磨损表面的微凸体发生碰撞并断裂形成的磨屑被不断碾压填充在凹坑中,磨损表面平整度较高。由图8e和f可知,400 ℃时,与2D针刺C/SiC相比,网胎针刺C/SiC表面平整度较低,磨损表面出现大量磨屑脱落而形成的剥落坑。这是由于400 ℃时碳纤维发生氧化,网胎针刺C/SiC中SiC含量较多,是摩擦过程中法向载荷的主要承载者[30]。在摩擦实验初期形成的摩擦膜面积较大,随摩擦时间增加,在温度场和压力场的共同作用下,表面发生疲劳磨损形成裂纹,裂纹增殖扩展导致大量摩擦膜脱落。由图8g和h可知,两种C/SiC复合材料表面均出现大量摩擦膜脱落,平整度较低。这是由于500 ℃时,碳纤维发生氧化,在摩擦初期发生磨粒磨损,磨屑填充在表面凹坑中形成摩擦膜;随后在环境温度和摩擦热的双重作用下,磨损表面温度升高,导致疲劳磨损加剧,从而出现大面积摩擦膜脱落,两种C/SiC复合材料磨损表面平整度变得更低。
图8

图8
2D针刺和网胎针刺C/SiC复合材料在不同环境温度下磨损后的表面光学形貌
Fig.8
Surface optical morphologies of the needle-punched weftless C/SiC composite (a, c, e, g) and needle-punched nonwoven C/SiC composite (b, d, f, h) after wear at 25 ℃ (a, b), 200 ℃ (c, d), 400 ℃ (e, f) and 500 ℃ (g, h)
2.3 C/SiC复合材料的磨损机制
如图9a所示,当实验环境温度为25 ℃时,C/SiC复合材料自对偶摩擦磨损测试过程中,材料表面的微凸体受到外部载荷的影响,C/SiC复合材料与对偶材料(C/SiC)表面之间的微凸体频繁发生碰撞。由于微凸体的形状及位置分布具有随机性,碰撞过程中出现啮合现象。这种碰撞与啮合的持续进行,使得材料表面的结构逐渐遭到破坏,从而导致大量磨屑的产生。在摩擦过程中,磨屑在载荷的能量驱动下,在磨损表面进行犁削。随着摩擦的持续,犁削作用不断累积,在磨损表面逐渐形成清晰可见的划痕,最终造成了犁沟效应,磨损表面呈现出许多方向一致的犁沟。这种具有明显方向性和规律性的犁沟特征,是磨粒磨损机制(图10a)在C/SiC复合材料磨损过程中的典型表现[31]。
图9
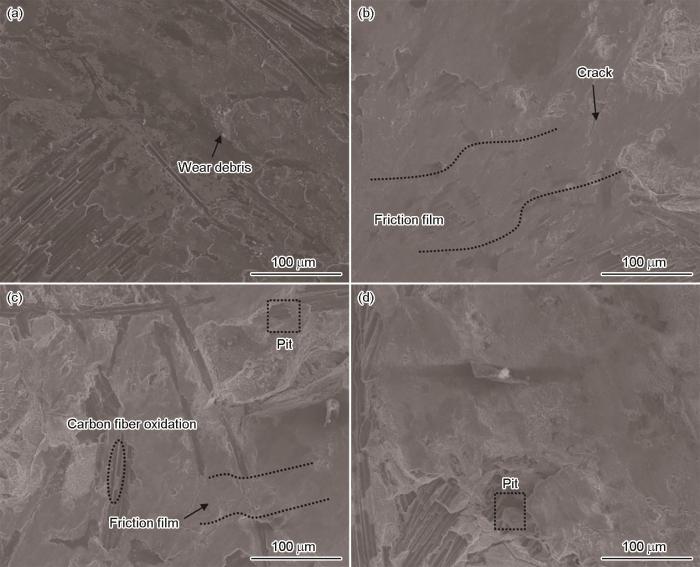
图9
不同温度下网胎针刺C/SiC复合材料磨损表面形貌
Fig.9
Surface morphologies of needle-punched nonwoven C/SiC composites after friction and wear tests at 25 ℃ (a), 200 ℃ (b), 400 ℃ (c), and 500 ℃ (d)
图10
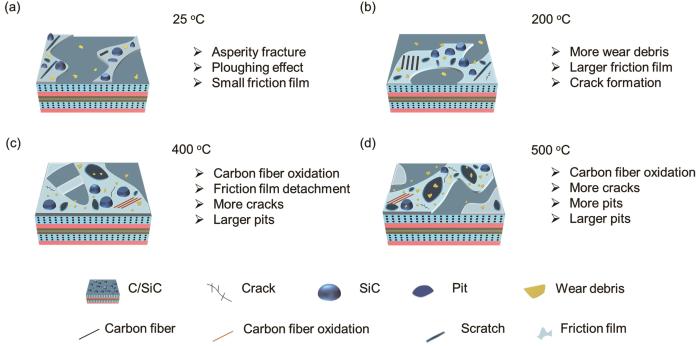
图10
不同实验环境温度下C/SiC复合材料的自对偶磨损机制示意图
Fig.10
Schematic diagram of wear mechanisms of the C/SiC composites: (a) abrasive wear at 25 ℃, (b) abrasive wear and fatigue wear at 200 ℃, (c) abrasive wear, oxidative wear and fatigue wear at 400 ℃, (d) abrasive wear, oxidative wear and fatigue wear at 500 ℃ with the formation of more pits due to the detachment of friction films
由图9c可知,当温度达到400 ℃以上时,复合材料表面发生氧化,尤其是碳纤维氧化明显,表面平整度较低。摩擦实验前期,微凸体碰撞后形成犁沟效应,从而发生磨粒磨损并形成摩擦膜。随着摩擦时间的增加,C/SiC复合材料磨损表面受到摩擦热和压力的双重作用,磨损表面形成不稳定的压力场和温度场,加速了C/SiC复合材料表面疲劳磨损的发生,从而导致表面摩擦膜出现许多微裂纹。随着摩擦时间的继续增加,裂纹发生扩展造成摩擦膜大量脱落,使得磨损表面形成许多剥落坑。值得注意的是,与400 ℃相比,500 ℃时,C/SiC复合材料氧化更加明显,疲劳磨损加剧,导致表面摩擦膜脱落更多,形成更多剥落坑(图9d)。因此,当温度为400~500 ℃时,C/SiC复合材料的磨损机制主要包括磨粒磨损、氧化磨损和疲劳磨损(图10c和d)。
3 结论
(1) 随实验环境温度升高,2D针刺结构和网胎针刺结构C/SiC复合材料的摩擦系数均呈现先升高后降低并趋于稳定的趋势,而磨损率呈现先降低后升高的趋势。
(2) 当环境温度达到500 ℃时,与2D针刺结构相比,网胎针刺C/SiC复合材料具有较高的摩擦系数(0.53)和较低的磨损率(710.7 mg/cycle),综合摩擦性能较好。
(3) 在载荷为30 N,转速为80 r/min,摩擦磨损时间为1800 s的测试条件下,对于2D针刺结构和网胎针刺结构C/SiC复合材料而言:25 ℃条件下,C/SiC复合材料表面犁沟效应明显,磨损机制为磨粒磨损;200 ℃条件下,C/SiC复合材料表面出现裂纹和少量剥落坑,磨损机制主要包括磨粒磨损和疲劳磨损;400~500 ℃条件下,C/SiC复合材料氧化导致表面裂纹和剥落坑数量增加,磨损机制包括磨粒磨损、氧化磨损和疲劳磨损。
参考文献
Research on the influence of time-varying wear of wheel-rail profile on vehicle dynamic response
[J].
Effect of one-step laser processed biomimetic coupling units' degrees on rolling contact fatigue wear resistance of train track alloy steel
[J].
Comparative analysis of oxidation resistance at 1700 ℃ for HfB2-SiC-MoSi2 coatings on curved C/C composites prepared via gaseous and liquid silicon infiltration
[J].
The laser ablation property, microstructure and mechanism of C/C composites with smooth and rough laminar pyrocarbon in different direction
[J].
Mechanical degradation of 3D Cf-SiC composites at elevated temperature
[J].
Preparation and properties of alumina ceramic film on Ti-alloy surface [J] J
钛合金表面Al2O3陶瓷膜制备及性能研究
[J].
Tribological performance of carbon/silicon carbide brake composite at high temperature: Behaviors and mechanisms
[J].
Full-ceramic brake systems for high performance friction applications [J] J
C/C-SiC composites for advanced friction systems
[J].
Effect of FeSi2 content on tribological properties of C/C-SiC-FeSi2 composites
[J].
The braking behaviors of Cu-Based powder metallurgy brake pads mated with C/C-SiC disk for high-speed train
[J].
Friction and wear of sintered metallic brake linings on a C/C-SiC composite brake disc
[J].
Investigation on braking performance and wear mechanism of full-carbon/ceramic braking pairs
[J].
Effect of graphitization on microstructure and tribological properties of C/SiC composites prepared by reactive melt infiltration
[J].
Fabrication and characterization of PIP based C/SiC composites having improved mechanical properties using high modulus M40J carbon fiber as reinforcement
[J].
Effect of Cu addition on the braking performance of Fe-Si alloy-modified C/C-SiC brake materials
[J].
Fabrication and mechanical properties of 3-D Cf/C-SiC-TiC composites prepared by RMI
[J].
Research progress of ceramic matrix composites prepared by improved reactive melt infiltration through ceramization of porous carbon matrix
[J].
多孔碳陶瓷化改进反应熔渗法制备陶瓷基复合材料研究进展
[J].
Investigation on the effect mechanism of oxidation on the tribological performance of cast steel/copper matrix composite
[J].
Wear evolution of graphite asperities on dry-sliding with the squamous textured SiC
[J].
Dry sliding tribological behavior of C/SiC under different load and speed
[J].
Tribological characteristics of C/C-SiC braking composites under dry and wet conditions
[J].
Fading behavior and wear mechanisms of C/C-SiC brake disc during cyclic braking
[J].
Friction and wear behavior of copper metal matrix composites at temperatures up to 800 ℃
[J].
Frictional performance of C/C-SiC materials at high loads: The role of composition and third-body
[J].
Tribological behavior and mechanism of carbon fibre reinforced carbon and SiC dual-matrice composites
[J].
熔融渗硅法制备C/C-SiC复合材料的干态摩擦磨损行为及机制
[J].
Wear mechanisms of the C/SiC brake materials
[J].
Flexural strength and wear resistance of C/C-SiC brake materials improved by introducing SiC ceramics into carbon fiber bundles
[J].
Friction and wear properties of C/C-SiC braking composites
[J].
Development and wear resistivity performance of SiC and TiB2 particles reinforced novel aluminium matrix composites
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}