3
1980
... 随着空天装备、核能工业、船舶工业等特殊领域的发展,对高温结构材料的性能要求变得极为苛刻,如航空发动机、燃气轮机等动力装备,不仅要求材料具备良好的高温力学性能,还要求其具备极佳的高温抗氧化性能和抗热腐蚀性能[1 ,2 ] .目前,改善材料高温性能的主要途径分为两种:合金化技术和表面涂层保护技术[3 ,4 ] .合金化技术虽能有效提高高温合金的高温抗氧化性能,但其往往会导致合金的力学性能降低.此外,由于大多数金属元素与C之间易形成碳化物或导致碳基体石墨化[5 ,6 ] ,严重损伤了碳基体的性能,故难以很好地应用于碳基新型高温材料.表面涂层保护技术不仅适用于目前所有的高温结构材料,且可在兼顾基体力学性能的同时,使其获得更为优良的高温力学性能和抗氧化性能,是有效改善高温结构材料抗氧化性能与抗热腐蚀性能的最常用手段[3 ,4 ] .目前,常用高温涂层主要分为以下几种:(1) 耐热合金涂层[1 ] ,主要包括Ni、Co、Cr、Al等元素,使用温度一般低于900 ℃;(2) 贵金属涂层[7 ] ,主要以Ru、Ir、Rh等铂族金属为主,其造价极其昂贵,难以大规模应用;(3) 铝化物涂层[1 ,8 ] ,抗氧化性能良好,但高温力学性能较差;(4) 硅化物涂层[4 ] ,抗高温腐蚀与氧化性能优异、高温化学稳定性较好、高温力学性能良好.较前3种高温涂层,硅化物涂层拥有较长的工程应用历史.早在20世纪60~70年代,硅化物涂层已在航空航天领域展开商业化生产及应用,如航天器的热盾隔热瓦、涡轮发动机叶片和尾喷管等部件表面均涂覆了不同性能的硅化物涂层. ...
... [1 ],主要包括Ni、Co、Cr、Al等元素,使用温度一般低于900 ℃;(2) 贵金属涂层[7 ] ,主要以Ru、Ir、Rh等铂族金属为主,其造价极其昂贵,难以大规模应用;(3) 铝化物涂层[1 ,8 ] ,抗氧化性能良好,但高温力学性能较差;(4) 硅化物涂层[4 ] ,抗高温腐蚀与氧化性能优异、高温化学稳定性较好、高温力学性能良好.较前3种高温涂层,硅化物涂层拥有较长的工程应用历史.早在20世纪60~70年代,硅化物涂层已在航空航天领域展开商业化生产及应用,如航天器的热盾隔热瓦、涡轮发动机叶片和尾喷管等部件表面均涂覆了不同性能的硅化物涂层. ...
... [1 ,8 ],抗氧化性能良好,但高温力学性能较差;(4) 硅化物涂层[4 ] ,抗高温腐蚀与氧化性能优异、高温化学稳定性较好、高温力学性能良好.较前3种高温涂层,硅化物涂层拥有较长的工程应用历史.早在20世纪60~70年代,硅化物涂层已在航空航天领域展开商业化生产及应用,如航天器的热盾隔热瓦、涡轮发动机叶片和尾喷管等部件表面均涂覆了不同性能的硅化物涂层. ...
3
1980
... 随着空天装备、核能工业、船舶工业等特殊领域的发展,对高温结构材料的性能要求变得极为苛刻,如航空发动机、燃气轮机等动力装备,不仅要求材料具备良好的高温力学性能,还要求其具备极佳的高温抗氧化性能和抗热腐蚀性能[1 ,2 ] .目前,改善材料高温性能的主要途径分为两种:合金化技术和表面涂层保护技术[3 ,4 ] .合金化技术虽能有效提高高温合金的高温抗氧化性能,但其往往会导致合金的力学性能降低.此外,由于大多数金属元素与C之间易形成碳化物或导致碳基体石墨化[5 ,6 ] ,严重损伤了碳基体的性能,故难以很好地应用于碳基新型高温材料.表面涂层保护技术不仅适用于目前所有的高温结构材料,且可在兼顾基体力学性能的同时,使其获得更为优良的高温力学性能和抗氧化性能,是有效改善高温结构材料抗氧化性能与抗热腐蚀性能的最常用手段[3 ,4 ] .目前,常用高温涂层主要分为以下几种:(1) 耐热合金涂层[1 ] ,主要包括Ni、Co、Cr、Al等元素,使用温度一般低于900 ℃;(2) 贵金属涂层[7 ] ,主要以Ru、Ir、Rh等铂族金属为主,其造价极其昂贵,难以大规模应用;(3) 铝化物涂层[1 ,8 ] ,抗氧化性能良好,但高温力学性能较差;(4) 硅化物涂层[4 ] ,抗高温腐蚀与氧化性能优异、高温化学稳定性较好、高温力学性能良好.较前3种高温涂层,硅化物涂层拥有较长的工程应用历史.早在20世纪60~70年代,硅化物涂层已在航空航天领域展开商业化生产及应用,如航天器的热盾隔热瓦、涡轮发动机叶片和尾喷管等部件表面均涂覆了不同性能的硅化物涂层. ...
... [1 ],主要包括Ni、Co、Cr、Al等元素,使用温度一般低于900 ℃;(2) 贵金属涂层[7 ] ,主要以Ru、Ir、Rh等铂族金属为主,其造价极其昂贵,难以大规模应用;(3) 铝化物涂层[1 ,8 ] ,抗氧化性能良好,但高温力学性能较差;(4) 硅化物涂层[4 ] ,抗高温腐蚀与氧化性能优异、高温化学稳定性较好、高温力学性能良好.较前3种高温涂层,硅化物涂层拥有较长的工程应用历史.早在20世纪60~70年代,硅化物涂层已在航空航天领域展开商业化生产及应用,如航天器的热盾隔热瓦、涡轮发动机叶片和尾喷管等部件表面均涂覆了不同性能的硅化物涂层. ...
... [1 ,8 ],抗氧化性能良好,但高温力学性能较差;(4) 硅化物涂层[4 ] ,抗高温腐蚀与氧化性能优异、高温化学稳定性较好、高温力学性能良好.较前3种高温涂层,硅化物涂层拥有较长的工程应用历史.早在20世纪60~70年代,硅化物涂层已在航空航天领域展开商业化生产及应用,如航天器的热盾隔热瓦、涡轮发动机叶片和尾喷管等部件表面均涂覆了不同性能的硅化物涂层. ...
1
1988
... 随着空天装备、核能工业、船舶工业等特殊领域的发展,对高温结构材料的性能要求变得极为苛刻,如航空发动机、燃气轮机等动力装备,不仅要求材料具备良好的高温力学性能,还要求其具备极佳的高温抗氧化性能和抗热腐蚀性能[1 ,2 ] .目前,改善材料高温性能的主要途径分为两种:合金化技术和表面涂层保护技术[3 ,4 ] .合金化技术虽能有效提高高温合金的高温抗氧化性能,但其往往会导致合金的力学性能降低.此外,由于大多数金属元素与C之间易形成碳化物或导致碳基体石墨化[5 ,6 ] ,严重损伤了碳基体的性能,故难以很好地应用于碳基新型高温材料.表面涂层保护技术不仅适用于目前所有的高温结构材料,且可在兼顾基体力学性能的同时,使其获得更为优良的高温力学性能和抗氧化性能,是有效改善高温结构材料抗氧化性能与抗热腐蚀性能的最常用手段[3 ,4 ] .目前,常用高温涂层主要分为以下几种:(1) 耐热合金涂层[1 ] ,主要包括Ni、Co、Cr、Al等元素,使用温度一般低于900 ℃;(2) 贵金属涂层[7 ] ,主要以Ru、Ir、Rh等铂族金属为主,其造价极其昂贵,难以大规模应用;(3) 铝化物涂层[1 ,8 ] ,抗氧化性能良好,但高温力学性能较差;(4) 硅化物涂层[4 ] ,抗高温腐蚀与氧化性能优异、高温化学稳定性较好、高温力学性能良好.较前3种高温涂层,硅化物涂层拥有较长的工程应用历史.早在20世纪60~70年代,硅化物涂层已在航空航天领域展开商业化生产及应用,如航天器的热盾隔热瓦、涡轮发动机叶片和尾喷管等部件表面均涂覆了不同性能的硅化物涂层. ...
1
1988
... 随着空天装备、核能工业、船舶工业等特殊领域的发展,对高温结构材料的性能要求变得极为苛刻,如航空发动机、燃气轮机等动力装备,不仅要求材料具备良好的高温力学性能,还要求其具备极佳的高温抗氧化性能和抗热腐蚀性能[1 ,2 ] .目前,改善材料高温性能的主要途径分为两种:合金化技术和表面涂层保护技术[3 ,4 ] .合金化技术虽能有效提高高温合金的高温抗氧化性能,但其往往会导致合金的力学性能降低.此外,由于大多数金属元素与C之间易形成碳化物或导致碳基体石墨化[5 ,6 ] ,严重损伤了碳基体的性能,故难以很好地应用于碳基新型高温材料.表面涂层保护技术不仅适用于目前所有的高温结构材料,且可在兼顾基体力学性能的同时,使其获得更为优良的高温力学性能和抗氧化性能,是有效改善高温结构材料抗氧化性能与抗热腐蚀性能的最常用手段[3 ,4 ] .目前,常用高温涂层主要分为以下几种:(1) 耐热合金涂层[1 ] ,主要包括Ni、Co、Cr、Al等元素,使用温度一般低于900 ℃;(2) 贵金属涂层[7 ] ,主要以Ru、Ir、Rh等铂族金属为主,其造价极其昂贵,难以大规模应用;(3) 铝化物涂层[1 ,8 ] ,抗氧化性能良好,但高温力学性能较差;(4) 硅化物涂层[4 ] ,抗高温腐蚀与氧化性能优异、高温化学稳定性较好、高温力学性能良好.较前3种高温涂层,硅化物涂层拥有较长的工程应用历史.早在20世纪60~70年代,硅化物涂层已在航空航天领域展开商业化生产及应用,如航天器的热盾隔热瓦、涡轮发动机叶片和尾喷管等部件表面均涂覆了不同性能的硅化物涂层. ...
现代航空表面防护技术的特点及其主要进展
2
1999
... 随着空天装备、核能工业、船舶工业等特殊领域的发展,对高温结构材料的性能要求变得极为苛刻,如航空发动机、燃气轮机等动力装备,不仅要求材料具备良好的高温力学性能,还要求其具备极佳的高温抗氧化性能和抗热腐蚀性能[1 ,2 ] .目前,改善材料高温性能的主要途径分为两种:合金化技术和表面涂层保护技术[3 ,4 ] .合金化技术虽能有效提高高温合金的高温抗氧化性能,但其往往会导致合金的力学性能降低.此外,由于大多数金属元素与C之间易形成碳化物或导致碳基体石墨化[5 ,6 ] ,严重损伤了碳基体的性能,故难以很好地应用于碳基新型高温材料.表面涂层保护技术不仅适用于目前所有的高温结构材料,且可在兼顾基体力学性能的同时,使其获得更为优良的高温力学性能和抗氧化性能,是有效改善高温结构材料抗氧化性能与抗热腐蚀性能的最常用手段[3 ,4 ] .目前,常用高温涂层主要分为以下几种:(1) 耐热合金涂层[1 ] ,主要包括Ni、Co、Cr、Al等元素,使用温度一般低于900 ℃;(2) 贵金属涂层[7 ] ,主要以Ru、Ir、Rh等铂族金属为主,其造价极其昂贵,难以大规模应用;(3) 铝化物涂层[1 ,8 ] ,抗氧化性能良好,但高温力学性能较差;(4) 硅化物涂层[4 ] ,抗高温腐蚀与氧化性能优异、高温化学稳定性较好、高温力学性能良好.较前3种高温涂层,硅化物涂层拥有较长的工程应用历史.早在20世纪60~70年代,硅化物涂层已在航空航天领域展开商业化生产及应用,如航天器的热盾隔热瓦、涡轮发动机叶片和尾喷管等部件表面均涂覆了不同性能的硅化物涂层. ...
... [3 ,4 ].目前,常用高温涂层主要分为以下几种:(1) 耐热合金涂层[1 ] ,主要包括Ni、Co、Cr、Al等元素,使用温度一般低于900 ℃;(2) 贵金属涂层[7 ] ,主要以Ru、Ir、Rh等铂族金属为主,其造价极其昂贵,难以大规模应用;(3) 铝化物涂层[1 ,8 ] ,抗氧化性能良好,但高温力学性能较差;(4) 硅化物涂层[4 ] ,抗高温腐蚀与氧化性能优异、高温化学稳定性较好、高温力学性能良好.较前3种高温涂层,硅化物涂层拥有较长的工程应用历史.早在20世纪60~70年代,硅化物涂层已在航空航天领域展开商业化生产及应用,如航天器的热盾隔热瓦、涡轮发动机叶片和尾喷管等部件表面均涂覆了不同性能的硅化物涂层. ...
现代航空表面防护技术的特点及其主要进展
2
1999
... 随着空天装备、核能工业、船舶工业等特殊领域的发展,对高温结构材料的性能要求变得极为苛刻,如航空发动机、燃气轮机等动力装备,不仅要求材料具备良好的高温力学性能,还要求其具备极佳的高温抗氧化性能和抗热腐蚀性能[1 ,2 ] .目前,改善材料高温性能的主要途径分为两种:合金化技术和表面涂层保护技术[3 ,4 ] .合金化技术虽能有效提高高温合金的高温抗氧化性能,但其往往会导致合金的力学性能降低.此外,由于大多数金属元素与C之间易形成碳化物或导致碳基体石墨化[5 ,6 ] ,严重损伤了碳基体的性能,故难以很好地应用于碳基新型高温材料.表面涂层保护技术不仅适用于目前所有的高温结构材料,且可在兼顾基体力学性能的同时,使其获得更为优良的高温力学性能和抗氧化性能,是有效改善高温结构材料抗氧化性能与抗热腐蚀性能的最常用手段[3 ,4 ] .目前,常用高温涂层主要分为以下几种:(1) 耐热合金涂层[1 ] ,主要包括Ni、Co、Cr、Al等元素,使用温度一般低于900 ℃;(2) 贵金属涂层[7 ] ,主要以Ru、Ir、Rh等铂族金属为主,其造价极其昂贵,难以大规模应用;(3) 铝化物涂层[1 ,8 ] ,抗氧化性能良好,但高温力学性能较差;(4) 硅化物涂层[4 ] ,抗高温腐蚀与氧化性能优异、高温化学稳定性较好、高温力学性能良好.较前3种高温涂层,硅化物涂层拥有较长的工程应用历史.早在20世纪60~70年代,硅化物涂层已在航空航天领域展开商业化生产及应用,如航天器的热盾隔热瓦、涡轮发动机叶片和尾喷管等部件表面均涂覆了不同性能的硅化物涂层. ...
... [3 ,4 ].目前,常用高温涂层主要分为以下几种:(1) 耐热合金涂层[1 ] ,主要包括Ni、Co、Cr、Al等元素,使用温度一般低于900 ℃;(2) 贵金属涂层[7 ] ,主要以Ru、Ir、Rh等铂族金属为主,其造价极其昂贵,难以大规模应用;(3) 铝化物涂层[1 ,8 ] ,抗氧化性能良好,但高温力学性能较差;(4) 硅化物涂层[4 ] ,抗高温腐蚀与氧化性能优异、高温化学稳定性较好、高温力学性能良好.较前3种高温涂层,硅化物涂层拥有较长的工程应用历史.早在20世纪60~70年代,硅化物涂层已在航空航天领域展开商业化生产及应用,如航天器的热盾隔热瓦、涡轮发动机叶片和尾喷管等部件表面均涂覆了不同性能的硅化物涂层. ...
4
2012
... 随着空天装备、核能工业、船舶工业等特殊领域的发展,对高温结构材料的性能要求变得极为苛刻,如航空发动机、燃气轮机等动力装备,不仅要求材料具备良好的高温力学性能,还要求其具备极佳的高温抗氧化性能和抗热腐蚀性能[1 ,2 ] .目前,改善材料高温性能的主要途径分为两种:合金化技术和表面涂层保护技术[3 ,4 ] .合金化技术虽能有效提高高温合金的高温抗氧化性能,但其往往会导致合金的力学性能降低.此外,由于大多数金属元素与C之间易形成碳化物或导致碳基体石墨化[5 ,6 ] ,严重损伤了碳基体的性能,故难以很好地应用于碳基新型高温材料.表面涂层保护技术不仅适用于目前所有的高温结构材料,且可在兼顾基体力学性能的同时,使其获得更为优良的高温力学性能和抗氧化性能,是有效改善高温结构材料抗氧化性能与抗热腐蚀性能的最常用手段[3 ,4 ] .目前,常用高温涂层主要分为以下几种:(1) 耐热合金涂层[1 ] ,主要包括Ni、Co、Cr、Al等元素,使用温度一般低于900 ℃;(2) 贵金属涂层[7 ] ,主要以Ru、Ir、Rh等铂族金属为主,其造价极其昂贵,难以大规模应用;(3) 铝化物涂层[1 ,8 ] ,抗氧化性能良好,但高温力学性能较差;(4) 硅化物涂层[4 ] ,抗高温腐蚀与氧化性能优异、高温化学稳定性较好、高温力学性能良好.较前3种高温涂层,硅化物涂层拥有较长的工程应用历史.早在20世纪60~70年代,硅化物涂层已在航空航天领域展开商业化生产及应用,如航天器的热盾隔热瓦、涡轮发动机叶片和尾喷管等部件表面均涂覆了不同性能的硅化物涂层. ...
... ,4 ].目前,常用高温涂层主要分为以下几种:(1) 耐热合金涂层[1 ] ,主要包括Ni、Co、Cr、Al等元素,使用温度一般低于900 ℃;(2) 贵金属涂层[7 ] ,主要以Ru、Ir、Rh等铂族金属为主,其造价极其昂贵,难以大规模应用;(3) 铝化物涂层[1 ,8 ] ,抗氧化性能良好,但高温力学性能较差;(4) 硅化物涂层[4 ] ,抗高温腐蚀与氧化性能优异、高温化学稳定性较好、高温力学性能良好.较前3种高温涂层,硅化物涂层拥有较长的工程应用历史.早在20世纪60~70年代,硅化物涂层已在航空航天领域展开商业化生产及应用,如航天器的热盾隔热瓦、涡轮发动机叶片和尾喷管等部件表面均涂覆了不同性能的硅化物涂层. ...
... [4 ],抗高温腐蚀与氧化性能优异、高温化学稳定性较好、高温力学性能良好.较前3种高温涂层,硅化物涂层拥有较长的工程应用历史.早在20世纪60~70年代,硅化物涂层已在航空航天领域展开商业化生产及应用,如航天器的热盾隔热瓦、涡轮发动机叶片和尾喷管等部件表面均涂覆了不同性能的硅化物涂层. ...
... Si-Fe系金属间化合物因其优异的物理性能在功能材料方面具有广阔的商业应用[9 ,10 ] ,近年来受到研究人员的广泛关注.更值得关注的是,Si-Fe化合物中Fe3 Si相因其独特的DO3 型结构,具有硬度高、耐磨性好、抗氧化等优良特性[11 -13 ] ,在高温防护涂层方面具有较大的应用潜力.目前,Fe3 Si涂层制备方法主要有以下几种:(1) 化学气相沉积法,早在1993年日本NKK便成功开发了CVD连续渗硅生产线,其制备速率高、覆盖能力强、涂层质量好,但工艺及设备比较复杂,且易产生HCl等腐蚀性很强的气体副产物;(2) 粉末包埋法,在上世纪90年代,麻启承等[14 ,15 ] 通过固态包埋法在45钢表面制备了硬度为HRV 530~550的多孔Fe3 Si涂层,并实现了涂层孔隙率的可控化.虽然多孔型涂层可通过孔隙贮油来提高涂层的耐磨性,但其高温抗氧化性能大大降低.王金兰等[16 ,17 ] 以Si-Fe合金为主渗剂,采用粉末包埋法实现了无孔Fe3 Si涂层的制备,但涂层在900 ℃保温60 h便出现剪切裂纹,导致其抗氧化防护作用丧失.此外,固态包埋法制备温度高达1050~1150 ℃,保温时间长,成本高、效率低,难以实现大规模工业化应用;(3) 熔盐法,此工艺比粉末包埋法保温温度低,且涂层生长效率高[4 ] .笔者曾对熔盐法制备硅化物涂层的工艺进行了研究,相关结果[18 ] 显示,900 ℃下保温3 h即在AISI 304不锈钢表面成功制备了厚约250 μm的涂层;文献[16 ,17 ,19 ] 采用粉末包埋法在≥1000 ℃保温4 h仅在基体表面获得了不足100 μm的涂层.此外,激光熔覆法、等离子喷涂法、磁控溅射法等也能制备质量较好的涂层,但设备昂贵,且适用范围较窄,仅适用于平板及块状等规则形状的部件,本文不再详述. ...
4
2012
... 随着空天装备、核能工业、船舶工业等特殊领域的发展,对高温结构材料的性能要求变得极为苛刻,如航空发动机、燃气轮机等动力装备,不仅要求材料具备良好的高温力学性能,还要求其具备极佳的高温抗氧化性能和抗热腐蚀性能[1 ,2 ] .目前,改善材料高温性能的主要途径分为两种:合金化技术和表面涂层保护技术[3 ,4 ] .合金化技术虽能有效提高高温合金的高温抗氧化性能,但其往往会导致合金的力学性能降低.此外,由于大多数金属元素与C之间易形成碳化物或导致碳基体石墨化[5 ,6 ] ,严重损伤了碳基体的性能,故难以很好地应用于碳基新型高温材料.表面涂层保护技术不仅适用于目前所有的高温结构材料,且可在兼顾基体力学性能的同时,使其获得更为优良的高温力学性能和抗氧化性能,是有效改善高温结构材料抗氧化性能与抗热腐蚀性能的最常用手段[3 ,4 ] .目前,常用高温涂层主要分为以下几种:(1) 耐热合金涂层[1 ] ,主要包括Ni、Co、Cr、Al等元素,使用温度一般低于900 ℃;(2) 贵金属涂层[7 ] ,主要以Ru、Ir、Rh等铂族金属为主,其造价极其昂贵,难以大规模应用;(3) 铝化物涂层[1 ,8 ] ,抗氧化性能良好,但高温力学性能较差;(4) 硅化物涂层[4 ] ,抗高温腐蚀与氧化性能优异、高温化学稳定性较好、高温力学性能良好.较前3种高温涂层,硅化物涂层拥有较长的工程应用历史.早在20世纪60~70年代,硅化物涂层已在航空航天领域展开商业化生产及应用,如航天器的热盾隔热瓦、涡轮发动机叶片和尾喷管等部件表面均涂覆了不同性能的硅化物涂层. ...
... ,4 ].目前,常用高温涂层主要分为以下几种:(1) 耐热合金涂层[1 ] ,主要包括Ni、Co、Cr、Al等元素,使用温度一般低于900 ℃;(2) 贵金属涂层[7 ] ,主要以Ru、Ir、Rh等铂族金属为主,其造价极其昂贵,难以大规模应用;(3) 铝化物涂层[1 ,8 ] ,抗氧化性能良好,但高温力学性能较差;(4) 硅化物涂层[4 ] ,抗高温腐蚀与氧化性能优异、高温化学稳定性较好、高温力学性能良好.较前3种高温涂层,硅化物涂层拥有较长的工程应用历史.早在20世纪60~70年代,硅化物涂层已在航空航天领域展开商业化生产及应用,如航天器的热盾隔热瓦、涡轮发动机叶片和尾喷管等部件表面均涂覆了不同性能的硅化物涂层. ...
... [4 ],抗高温腐蚀与氧化性能优异、高温化学稳定性较好、高温力学性能良好.较前3种高温涂层,硅化物涂层拥有较长的工程应用历史.早在20世纪60~70年代,硅化物涂层已在航空航天领域展开商业化生产及应用,如航天器的热盾隔热瓦、涡轮发动机叶片和尾喷管等部件表面均涂覆了不同性能的硅化物涂层. ...
... Si-Fe系金属间化合物因其优异的物理性能在功能材料方面具有广阔的商业应用[9 ,10 ] ,近年来受到研究人员的广泛关注.更值得关注的是,Si-Fe化合物中Fe3 Si相因其独特的DO3 型结构,具有硬度高、耐磨性好、抗氧化等优良特性[11 -13 ] ,在高温防护涂层方面具有较大的应用潜力.目前,Fe3 Si涂层制备方法主要有以下几种:(1) 化学气相沉积法,早在1993年日本NKK便成功开发了CVD连续渗硅生产线,其制备速率高、覆盖能力强、涂层质量好,但工艺及设备比较复杂,且易产生HCl等腐蚀性很强的气体副产物;(2) 粉末包埋法,在上世纪90年代,麻启承等[14 ,15 ] 通过固态包埋法在45钢表面制备了硬度为HRV 530~550的多孔Fe3 Si涂层,并实现了涂层孔隙率的可控化.虽然多孔型涂层可通过孔隙贮油来提高涂层的耐磨性,但其高温抗氧化性能大大降低.王金兰等[16 ,17 ] 以Si-Fe合金为主渗剂,采用粉末包埋法实现了无孔Fe3 Si涂层的制备,但涂层在900 ℃保温60 h便出现剪切裂纹,导致其抗氧化防护作用丧失.此外,固态包埋法制备温度高达1050~1150 ℃,保温时间长,成本高、效率低,难以实现大规模工业化应用;(3) 熔盐法,此工艺比粉末包埋法保温温度低,且涂层生长效率高[4 ] .笔者曾对熔盐法制备硅化物涂层的工艺进行了研究,相关结果[18 ] 显示,900 ℃下保温3 h即在AISI 304不锈钢表面成功制备了厚约250 μm的涂层;文献[16 ,17 ,19 ] 采用粉末包埋法在≥1000 ℃保温4 h仅在基体表面获得了不足100 μm的涂层.此外,激光熔覆法、等离子喷涂法、磁控溅射法等也能制备质量较好的涂层,但设备昂贵,且适用范围较窄,仅适用于平板及块状等规则形状的部件,本文不再详述. ...
Aluminum matrix composite reinforced by carbon fibers
1
2019
... 随着空天装备、核能工业、船舶工业等特殊领域的发展,对高温结构材料的性能要求变得极为苛刻,如航空发动机、燃气轮机等动力装备,不仅要求材料具备良好的高温力学性能,还要求其具备极佳的高温抗氧化性能和抗热腐蚀性能[1 ,2 ] .目前,改善材料高温性能的主要途径分为两种:合金化技术和表面涂层保护技术[3 ,4 ] .合金化技术虽能有效提高高温合金的高温抗氧化性能,但其往往会导致合金的力学性能降低.此外,由于大多数金属元素与C之间易形成碳化物或导致碳基体石墨化[5 ,6 ] ,严重损伤了碳基体的性能,故难以很好地应用于碳基新型高温材料.表面涂层保护技术不仅适用于目前所有的高温结构材料,且可在兼顾基体力学性能的同时,使其获得更为优良的高温力学性能和抗氧化性能,是有效改善高温结构材料抗氧化性能与抗热腐蚀性能的最常用手段[3 ,4 ] .目前,常用高温涂层主要分为以下几种:(1) 耐热合金涂层[1 ] ,主要包括Ni、Co、Cr、Al等元素,使用温度一般低于900 ℃;(2) 贵金属涂层[7 ] ,主要以Ru、Ir、Rh等铂族金属为主,其造价极其昂贵,难以大规模应用;(3) 铝化物涂层[1 ,8 ] ,抗氧化性能良好,但高温力学性能较差;(4) 硅化物涂层[4 ] ,抗高温腐蚀与氧化性能优异、高温化学稳定性较好、高温力学性能良好.较前3种高温涂层,硅化物涂层拥有较长的工程应用历史.早在20世纪60~70年代,硅化物涂层已在航空航天领域展开商业化生产及应用,如航天器的热盾隔热瓦、涡轮发动机叶片和尾喷管等部件表面均涂覆了不同性能的硅化物涂层. ...
Carbon fiber reinforced metal matrix composites: Fabrication processes and properties
1
2017
... 随着空天装备、核能工业、船舶工业等特殊领域的发展,对高温结构材料的性能要求变得极为苛刻,如航空发动机、燃气轮机等动力装备,不仅要求材料具备良好的高温力学性能,还要求其具备极佳的高温抗氧化性能和抗热腐蚀性能[1 ,2 ] .目前,改善材料高温性能的主要途径分为两种:合金化技术和表面涂层保护技术[3 ,4 ] .合金化技术虽能有效提高高温合金的高温抗氧化性能,但其往往会导致合金的力学性能降低.此外,由于大多数金属元素与C之间易形成碳化物或导致碳基体石墨化[5 ,6 ] ,严重损伤了碳基体的性能,故难以很好地应用于碳基新型高温材料.表面涂层保护技术不仅适用于目前所有的高温结构材料,且可在兼顾基体力学性能的同时,使其获得更为优良的高温力学性能和抗氧化性能,是有效改善高温结构材料抗氧化性能与抗热腐蚀性能的最常用手段[3 ,4 ] .目前,常用高温涂层主要分为以下几种:(1) 耐热合金涂层[1 ] ,主要包括Ni、Co、Cr、Al等元素,使用温度一般低于900 ℃;(2) 贵金属涂层[7 ] ,主要以Ru、Ir、Rh等铂族金属为主,其造价极其昂贵,难以大规模应用;(3) 铝化物涂层[1 ,8 ] ,抗氧化性能良好,但高温力学性能较差;(4) 硅化物涂层[4 ] ,抗高温腐蚀与氧化性能优异、高温化学稳定性较好、高温力学性能良好.较前3种高温涂层,硅化物涂层拥有较长的工程应用历史.早在20世纪60~70年代,硅化物涂层已在航空航天领域展开商业化生产及应用,如航天器的热盾隔热瓦、涡轮发动机叶片和尾喷管等部件表面均涂覆了不同性能的硅化物涂层. ...
贵金属高温材料的研究及应用进展
1
2013
... 随着空天装备、核能工业、船舶工业等特殊领域的发展,对高温结构材料的性能要求变得极为苛刻,如航空发动机、燃气轮机等动力装备,不仅要求材料具备良好的高温力学性能,还要求其具备极佳的高温抗氧化性能和抗热腐蚀性能[1 ,2 ] .目前,改善材料高温性能的主要途径分为两种:合金化技术和表面涂层保护技术[3 ,4 ] .合金化技术虽能有效提高高温合金的高温抗氧化性能,但其往往会导致合金的力学性能降低.此外,由于大多数金属元素与C之间易形成碳化物或导致碳基体石墨化[5 ,6 ] ,严重损伤了碳基体的性能,故难以很好地应用于碳基新型高温材料.表面涂层保护技术不仅适用于目前所有的高温结构材料,且可在兼顾基体力学性能的同时,使其获得更为优良的高温力学性能和抗氧化性能,是有效改善高温结构材料抗氧化性能与抗热腐蚀性能的最常用手段[3 ,4 ] .目前,常用高温涂层主要分为以下几种:(1) 耐热合金涂层[1 ] ,主要包括Ni、Co、Cr、Al等元素,使用温度一般低于900 ℃;(2) 贵金属涂层[7 ] ,主要以Ru、Ir、Rh等铂族金属为主,其造价极其昂贵,难以大规模应用;(3) 铝化物涂层[1 ,8 ] ,抗氧化性能良好,但高温力学性能较差;(4) 硅化物涂层[4 ] ,抗高温腐蚀与氧化性能优异、高温化学稳定性较好、高温力学性能良好.较前3种高温涂层,硅化物涂层拥有较长的工程应用历史.早在20世纪60~70年代,硅化物涂层已在航空航天领域展开商业化生产及应用,如航天器的热盾隔热瓦、涡轮发动机叶片和尾喷管等部件表面均涂覆了不同性能的硅化物涂层. ...
贵金属高温材料的研究及应用进展
1
2013
... 随着空天装备、核能工业、船舶工业等特殊领域的发展,对高温结构材料的性能要求变得极为苛刻,如航空发动机、燃气轮机等动力装备,不仅要求材料具备良好的高温力学性能,还要求其具备极佳的高温抗氧化性能和抗热腐蚀性能[1 ,2 ] .目前,改善材料高温性能的主要途径分为两种:合金化技术和表面涂层保护技术[3 ,4 ] .合金化技术虽能有效提高高温合金的高温抗氧化性能,但其往往会导致合金的力学性能降低.此外,由于大多数金属元素与C之间易形成碳化物或导致碳基体石墨化[5 ,6 ] ,严重损伤了碳基体的性能,故难以很好地应用于碳基新型高温材料.表面涂层保护技术不仅适用于目前所有的高温结构材料,且可在兼顾基体力学性能的同时,使其获得更为优良的高温力学性能和抗氧化性能,是有效改善高温结构材料抗氧化性能与抗热腐蚀性能的最常用手段[3 ,4 ] .目前,常用高温涂层主要分为以下几种:(1) 耐热合金涂层[1 ] ,主要包括Ni、Co、Cr、Al等元素,使用温度一般低于900 ℃;(2) 贵金属涂层[7 ] ,主要以Ru、Ir、Rh等铂族金属为主,其造价极其昂贵,难以大规模应用;(3) 铝化物涂层[1 ,8 ] ,抗氧化性能良好,但高温力学性能较差;(4) 硅化物涂层[4 ] ,抗高温腐蚀与氧化性能优异、高温化学稳定性较好、高温力学性能良好.较前3种高温涂层,硅化物涂层拥有较长的工程应用历史.早在20世纪60~70年代,硅化物涂层已在航空航天领域展开商业化生产及应用,如航天器的热盾隔热瓦、涡轮发动机叶片和尾喷管等部件表面均涂覆了不同性能的硅化物涂层. ...
航空用高温合金防护涂层的研制及其应用的新进展
1
2006
... 随着空天装备、核能工业、船舶工业等特殊领域的发展,对高温结构材料的性能要求变得极为苛刻,如航空发动机、燃气轮机等动力装备,不仅要求材料具备良好的高温力学性能,还要求其具备极佳的高温抗氧化性能和抗热腐蚀性能[1 ,2 ] .目前,改善材料高温性能的主要途径分为两种:合金化技术和表面涂层保护技术[3 ,4 ] .合金化技术虽能有效提高高温合金的高温抗氧化性能,但其往往会导致合金的力学性能降低.此外,由于大多数金属元素与C之间易形成碳化物或导致碳基体石墨化[5 ,6 ] ,严重损伤了碳基体的性能,故难以很好地应用于碳基新型高温材料.表面涂层保护技术不仅适用于目前所有的高温结构材料,且可在兼顾基体力学性能的同时,使其获得更为优良的高温力学性能和抗氧化性能,是有效改善高温结构材料抗氧化性能与抗热腐蚀性能的最常用手段[3 ,4 ] .目前,常用高温涂层主要分为以下几种:(1) 耐热合金涂层[1 ] ,主要包括Ni、Co、Cr、Al等元素,使用温度一般低于900 ℃;(2) 贵金属涂层[7 ] ,主要以Ru、Ir、Rh等铂族金属为主,其造价极其昂贵,难以大规模应用;(3) 铝化物涂层[1 ,8 ] ,抗氧化性能良好,但高温力学性能较差;(4) 硅化物涂层[4 ] ,抗高温腐蚀与氧化性能优异、高温化学稳定性较好、高温力学性能良好.较前3种高温涂层,硅化物涂层拥有较长的工程应用历史.早在20世纪60~70年代,硅化物涂层已在航空航天领域展开商业化生产及应用,如航天器的热盾隔热瓦、涡轮发动机叶片和尾喷管等部件表面均涂覆了不同性能的硅化物涂层. ...
航空用高温合金防护涂层的研制及其应用的新进展
1
2006
... 随着空天装备、核能工业、船舶工业等特殊领域的发展,对高温结构材料的性能要求变得极为苛刻,如航空发动机、燃气轮机等动力装备,不仅要求材料具备良好的高温力学性能,还要求其具备极佳的高温抗氧化性能和抗热腐蚀性能[1 ,2 ] .目前,改善材料高温性能的主要途径分为两种:合金化技术和表面涂层保护技术[3 ,4 ] .合金化技术虽能有效提高高温合金的高温抗氧化性能,但其往往会导致合金的力学性能降低.此外,由于大多数金属元素与C之间易形成碳化物或导致碳基体石墨化[5 ,6 ] ,严重损伤了碳基体的性能,故难以很好地应用于碳基新型高温材料.表面涂层保护技术不仅适用于目前所有的高温结构材料,且可在兼顾基体力学性能的同时,使其获得更为优良的高温力学性能和抗氧化性能,是有效改善高温结构材料抗氧化性能与抗热腐蚀性能的最常用手段[3 ,4 ] .目前,常用高温涂层主要分为以下几种:(1) 耐热合金涂层[1 ] ,主要包括Ni、Co、Cr、Al等元素,使用温度一般低于900 ℃;(2) 贵金属涂层[7 ] ,主要以Ru、Ir、Rh等铂族金属为主,其造价极其昂贵,难以大规模应用;(3) 铝化物涂层[1 ,8 ] ,抗氧化性能良好,但高温力学性能较差;(4) 硅化物涂层[4 ] ,抗高温腐蚀与氧化性能优异、高温化学稳定性较好、高温力学性能良好.较前3种高温涂层,硅化物涂层拥有较长的工程应用历史.早在20世纪60~70年代,硅化物涂层已在航空航天领域展开商业化生产及应用,如航天器的热盾隔热瓦、涡轮发动机叶片和尾喷管等部件表面均涂覆了不同性能的硅化物涂层. ...
Fe3 Si-core/amorphous-C-shell nanocapsules with enhanced microwave absorption
1
2019
... Si-Fe系金属间化合物因其优异的物理性能在功能材料方面具有广阔的商业应用[9 ,10 ] ,近年来受到研究人员的广泛关注.更值得关注的是,Si-Fe化合物中Fe3 Si相因其独特的DO3 型结构,具有硬度高、耐磨性好、抗氧化等优良特性[11 -13 ] ,在高温防护涂层方面具有较大的应用潜力.目前,Fe3 Si涂层制备方法主要有以下几种:(1) 化学气相沉积法,早在1993年日本NKK便成功开发了CVD连续渗硅生产线,其制备速率高、覆盖能力强、涂层质量好,但工艺及设备比较复杂,且易产生HCl等腐蚀性很强的气体副产物;(2) 粉末包埋法,在上世纪90年代,麻启承等[14 ,15 ] 通过固态包埋法在45钢表面制备了硬度为HRV 530~550的多孔Fe3 Si涂层,并实现了涂层孔隙率的可控化.虽然多孔型涂层可通过孔隙贮油来提高涂层的耐磨性,但其高温抗氧化性能大大降低.王金兰等[16 ,17 ] 以Si-Fe合金为主渗剂,采用粉末包埋法实现了无孔Fe3 Si涂层的制备,但涂层在900 ℃保温60 h便出现剪切裂纹,导致其抗氧化防护作用丧失.此外,固态包埋法制备温度高达1050~1150 ℃,保温时间长,成本高、效率低,难以实现大规模工业化应用;(3) 熔盐法,此工艺比粉末包埋法保温温度低,且涂层生长效率高[4 ] .笔者曾对熔盐法制备硅化物涂层的工艺进行了研究,相关结果[18 ] 显示,900 ℃下保温3 h即在AISI 304不锈钢表面成功制备了厚约250 μm的涂层;文献[16 ,17 ,19 ] 采用粉末包埋法在≥1000 ℃保温4 h仅在基体表面获得了不足100 μm的涂层.此外,激光熔覆法、等离子喷涂法、磁控溅射法等也能制备质量较好的涂层,但设备昂贵,且适用范围较窄,仅适用于平板及块状等规则形状的部件,本文不再详述. ...
Preparation and electromagnetic wave absorption performance of Fe3 Si/SiC@SiO2 nanocomposites
1
2019
... Si-Fe系金属间化合物因其优异的物理性能在功能材料方面具有广阔的商业应用[9 ,10 ] ,近年来受到研究人员的广泛关注.更值得关注的是,Si-Fe化合物中Fe3 Si相因其独特的DO3 型结构,具有硬度高、耐磨性好、抗氧化等优良特性[11 -13 ] ,在高温防护涂层方面具有较大的应用潜力.目前,Fe3 Si涂层制备方法主要有以下几种:(1) 化学气相沉积法,早在1993年日本NKK便成功开发了CVD连续渗硅生产线,其制备速率高、覆盖能力强、涂层质量好,但工艺及设备比较复杂,且易产生HCl等腐蚀性很强的气体副产物;(2) 粉末包埋法,在上世纪90年代,麻启承等[14 ,15 ] 通过固态包埋法在45钢表面制备了硬度为HRV 530~550的多孔Fe3 Si涂层,并实现了涂层孔隙率的可控化.虽然多孔型涂层可通过孔隙贮油来提高涂层的耐磨性,但其高温抗氧化性能大大降低.王金兰等[16 ,17 ] 以Si-Fe合金为主渗剂,采用粉末包埋法实现了无孔Fe3 Si涂层的制备,但涂层在900 ℃保温60 h便出现剪切裂纹,导致其抗氧化防护作用丧失.此外,固态包埋法制备温度高达1050~1150 ℃,保温时间长,成本高、效率低,难以实现大规模工业化应用;(3) 熔盐法,此工艺比粉末包埋法保温温度低,且涂层生长效率高[4 ] .笔者曾对熔盐法制备硅化物涂层的工艺进行了研究,相关结果[18 ] 显示,900 ℃下保温3 h即在AISI 304不锈钢表面成功制备了厚约250 μm的涂层;文献[16 ,17 ,19 ] 采用粉末包埋法在≥1000 ℃保温4 h仅在基体表面获得了不足100 μm的涂层.此外,激光熔覆法、等离子喷涂法、磁控溅射法等也能制备质量较好的涂层,但设备昂贵,且适用范围较窄,仅适用于平板及块状等规则形状的部件,本文不再详述. ...
Fe3 Si金属间化合物高温抗氧化性能研究
1
2011
... Si-Fe系金属间化合物因其优异的物理性能在功能材料方面具有广阔的商业应用[9 ,10 ] ,近年来受到研究人员的广泛关注.更值得关注的是,Si-Fe化合物中Fe3 Si相因其独特的DO3 型结构,具有硬度高、耐磨性好、抗氧化等优良特性[11 -13 ] ,在高温防护涂层方面具有较大的应用潜力.目前,Fe3 Si涂层制备方法主要有以下几种:(1) 化学气相沉积法,早在1993年日本NKK便成功开发了CVD连续渗硅生产线,其制备速率高、覆盖能力强、涂层质量好,但工艺及设备比较复杂,且易产生HCl等腐蚀性很强的气体副产物;(2) 粉末包埋法,在上世纪90年代,麻启承等[14 ,15 ] 通过固态包埋法在45钢表面制备了硬度为HRV 530~550的多孔Fe3 Si涂层,并实现了涂层孔隙率的可控化.虽然多孔型涂层可通过孔隙贮油来提高涂层的耐磨性,但其高温抗氧化性能大大降低.王金兰等[16 ,17 ] 以Si-Fe合金为主渗剂,采用粉末包埋法实现了无孔Fe3 Si涂层的制备,但涂层在900 ℃保温60 h便出现剪切裂纹,导致其抗氧化防护作用丧失.此外,固态包埋法制备温度高达1050~1150 ℃,保温时间长,成本高、效率低,难以实现大规模工业化应用;(3) 熔盐法,此工艺比粉末包埋法保温温度低,且涂层生长效率高[4 ] .笔者曾对熔盐法制备硅化物涂层的工艺进行了研究,相关结果[18 ] 显示,900 ℃下保温3 h即在AISI 304不锈钢表面成功制备了厚约250 μm的涂层;文献[16 ,17 ,19 ] 采用粉末包埋法在≥1000 ℃保温4 h仅在基体表面获得了不足100 μm的涂层.此外,激光熔覆法、等离子喷涂法、磁控溅射法等也能制备质量较好的涂层,但设备昂贵,且适用范围较窄,仅适用于平板及块状等规则形状的部件,本文不再详述. ...
Fe3 Si金属间化合物高温抗氧化性能研究
1
2011
... Si-Fe系金属间化合物因其优异的物理性能在功能材料方面具有广阔的商业应用[9 ,10 ] ,近年来受到研究人员的广泛关注.更值得关注的是,Si-Fe化合物中Fe3 Si相因其独特的DO3 型结构,具有硬度高、耐磨性好、抗氧化等优良特性[11 -13 ] ,在高温防护涂层方面具有较大的应用潜力.目前,Fe3 Si涂层制备方法主要有以下几种:(1) 化学气相沉积法,早在1993年日本NKK便成功开发了CVD连续渗硅生产线,其制备速率高、覆盖能力强、涂层质量好,但工艺及设备比较复杂,且易产生HCl等腐蚀性很强的气体副产物;(2) 粉末包埋法,在上世纪90年代,麻启承等[14 ,15 ] 通过固态包埋法在45钢表面制备了硬度为HRV 530~550的多孔Fe3 Si涂层,并实现了涂层孔隙率的可控化.虽然多孔型涂层可通过孔隙贮油来提高涂层的耐磨性,但其高温抗氧化性能大大降低.王金兰等[16 ,17 ] 以Si-Fe合金为主渗剂,采用粉末包埋法实现了无孔Fe3 Si涂层的制备,但涂层在900 ℃保温60 h便出现剪切裂纹,导致其抗氧化防护作用丧失.此外,固态包埋法制备温度高达1050~1150 ℃,保温时间长,成本高、效率低,难以实现大规模工业化应用;(3) 熔盐法,此工艺比粉末包埋法保温温度低,且涂层生长效率高[4 ] .笔者曾对熔盐法制备硅化物涂层的工艺进行了研究,相关结果[18 ] 显示,900 ℃下保温3 h即在AISI 304不锈钢表面成功制备了厚约250 μm的涂层;文献[16 ,17 ,19 ] 采用粉末包埋法在≥1000 ℃保温4 h仅在基体表面获得了不足100 μm的涂层.此外,激光熔覆法、等离子喷涂法、磁控溅射法等也能制备质量较好的涂层,但设备昂贵,且适用范围较窄,仅适用于平板及块状等规则形状的部件,本文不再详述. ...
Fe3 Si金属间化合物在干摩擦及水润滑条件下的摩擦学性能研究
0
2008
Fe3 Si金属间化合物在干摩擦及水润滑条件下的摩擦学性能研究
0
2008
Friction and wear properties of Fe-Si intermetallic compounds in ethyl alcohol
1
2012
... Si-Fe系金属间化合物因其优异的物理性能在功能材料方面具有广阔的商业应用[9 ,10 ] ,近年来受到研究人员的广泛关注.更值得关注的是,Si-Fe化合物中Fe3 Si相因其独特的DO3 型结构,具有硬度高、耐磨性好、抗氧化等优良特性[11 -13 ] ,在高温防护涂层方面具有较大的应用潜力.目前,Fe3 Si涂层制备方法主要有以下几种:(1) 化学气相沉积法,早在1993年日本NKK便成功开发了CVD连续渗硅生产线,其制备速率高、覆盖能力强、涂层质量好,但工艺及设备比较复杂,且易产生HCl等腐蚀性很强的气体副产物;(2) 粉末包埋法,在上世纪90年代,麻启承等[14 ,15 ] 通过固态包埋法在45钢表面制备了硬度为HRV 530~550的多孔Fe3 Si涂层,并实现了涂层孔隙率的可控化.虽然多孔型涂层可通过孔隙贮油来提高涂层的耐磨性,但其高温抗氧化性能大大降低.王金兰等[16 ,17 ] 以Si-Fe合金为主渗剂,采用粉末包埋法实现了无孔Fe3 Si涂层的制备,但涂层在900 ℃保温60 h便出现剪切裂纹,导致其抗氧化防护作用丧失.此外,固态包埋法制备温度高达1050~1150 ℃,保温时间长,成本高、效率低,难以实现大规模工业化应用;(3) 熔盐法,此工艺比粉末包埋法保温温度低,且涂层生长效率高[4 ] .笔者曾对熔盐法制备硅化物涂层的工艺进行了研究,相关结果[18 ] 显示,900 ℃下保温3 h即在AISI 304不锈钢表面成功制备了厚约250 μm的涂层;文献[16 ,17 ,19 ] 采用粉末包埋法在≥1000 ℃保温4 h仅在基体表面获得了不足100 μm的涂层.此外,激光熔覆法、等离子喷涂法、磁控溅射法等也能制备质量较好的涂层,但设备昂贵,且适用范围较窄,仅适用于平板及块状等规则形状的部件,本文不再详述. ...
碳钢多孔渗硅层耐磨性的研究
1
1992
... Si-Fe系金属间化合物因其优异的物理性能在功能材料方面具有广阔的商业应用[9 ,10 ] ,近年来受到研究人员的广泛关注.更值得关注的是,Si-Fe化合物中Fe3 Si相因其独特的DO3 型结构,具有硬度高、耐磨性好、抗氧化等优良特性[11 -13 ] ,在高温防护涂层方面具有较大的应用潜力.目前,Fe3 Si涂层制备方法主要有以下几种:(1) 化学气相沉积法,早在1993年日本NKK便成功开发了CVD连续渗硅生产线,其制备速率高、覆盖能力强、涂层质量好,但工艺及设备比较复杂,且易产生HCl等腐蚀性很强的气体副产物;(2) 粉末包埋法,在上世纪90年代,麻启承等[14 ,15 ] 通过固态包埋法在45钢表面制备了硬度为HRV 530~550的多孔Fe3 Si涂层,并实现了涂层孔隙率的可控化.虽然多孔型涂层可通过孔隙贮油来提高涂层的耐磨性,但其高温抗氧化性能大大降低.王金兰等[16 ,17 ] 以Si-Fe合金为主渗剂,采用粉末包埋法实现了无孔Fe3 Si涂层的制备,但涂层在900 ℃保温60 h便出现剪切裂纹,导致其抗氧化防护作用丧失.此外,固态包埋法制备温度高达1050~1150 ℃,保温时间长,成本高、效率低,难以实现大规模工业化应用;(3) 熔盐法,此工艺比粉末包埋法保温温度低,且涂层生长效率高[4 ] .笔者曾对熔盐法制备硅化物涂层的工艺进行了研究,相关结果[18 ] 显示,900 ℃下保温3 h即在AISI 304不锈钢表面成功制备了厚约250 μm的涂层;文献[16 ,17 ,19 ] 采用粉末包埋法在≥1000 ℃保温4 h仅在基体表面获得了不足100 μm的涂层.此外,激光熔覆法、等离子喷涂法、磁控溅射法等也能制备质量较好的涂层,但设备昂贵,且适用范围较窄,仅适用于平板及块状等规则形状的部件,本文不再详述. ...
碳钢多孔渗硅层耐磨性的研究
1
1992
... Si-Fe系金属间化合物因其优异的物理性能在功能材料方面具有广阔的商业应用[9 ,10 ] ,近年来受到研究人员的广泛关注.更值得关注的是,Si-Fe化合物中Fe3 Si相因其独特的DO3 型结构,具有硬度高、耐磨性好、抗氧化等优良特性[11 -13 ] ,在高温防护涂层方面具有较大的应用潜力.目前,Fe3 Si涂层制备方法主要有以下几种:(1) 化学气相沉积法,早在1993年日本NKK便成功开发了CVD连续渗硅生产线,其制备速率高、覆盖能力强、涂层质量好,但工艺及设备比较复杂,且易产生HCl等腐蚀性很强的气体副产物;(2) 粉末包埋法,在上世纪90年代,麻启承等[14 ,15 ] 通过固态包埋法在45钢表面制备了硬度为HRV 530~550的多孔Fe3 Si涂层,并实现了涂层孔隙率的可控化.虽然多孔型涂层可通过孔隙贮油来提高涂层的耐磨性,但其高温抗氧化性能大大降低.王金兰等[16 ,17 ] 以Si-Fe合金为主渗剂,采用粉末包埋法实现了无孔Fe3 Si涂层的制备,但涂层在900 ℃保温60 h便出现剪切裂纹,导致其抗氧化防护作用丧失.此外,固态包埋法制备温度高达1050~1150 ℃,保温时间长,成本高、效率低,难以实现大规模工业化应用;(3) 熔盐法,此工艺比粉末包埋法保温温度低,且涂层生长效率高[4 ] .笔者曾对熔盐法制备硅化物涂层的工艺进行了研究,相关结果[18 ] 显示,900 ℃下保温3 h即在AISI 304不锈钢表面成功制备了厚约250 μm的涂层;文献[16 ,17 ,19 ] 采用粉末包埋法在≥1000 ℃保温4 h仅在基体表面获得了不足100 μm的涂层.此外,激光熔覆法、等离子喷涂法、磁控溅射法等也能制备质量较好的涂层,但设备昂贵,且适用范围较窄,仅适用于平板及块状等规则形状的部件,本文不再详述. ...
碳钢渗硅层组织中孔隙的形成原因研究
1
1999
... Si-Fe系金属间化合物因其优异的物理性能在功能材料方面具有广阔的商业应用[9 ,10 ] ,近年来受到研究人员的广泛关注.更值得关注的是,Si-Fe化合物中Fe3 Si相因其独特的DO3 型结构,具有硬度高、耐磨性好、抗氧化等优良特性[11 -13 ] ,在高温防护涂层方面具有较大的应用潜力.目前,Fe3 Si涂层制备方法主要有以下几种:(1) 化学气相沉积法,早在1993年日本NKK便成功开发了CVD连续渗硅生产线,其制备速率高、覆盖能力强、涂层质量好,但工艺及设备比较复杂,且易产生HCl等腐蚀性很强的气体副产物;(2) 粉末包埋法,在上世纪90年代,麻启承等[14 ,15 ] 通过固态包埋法在45钢表面制备了硬度为HRV 530~550的多孔Fe3 Si涂层,并实现了涂层孔隙率的可控化.虽然多孔型涂层可通过孔隙贮油来提高涂层的耐磨性,但其高温抗氧化性能大大降低.王金兰等[16 ,17 ] 以Si-Fe合金为主渗剂,采用粉末包埋法实现了无孔Fe3 Si涂层的制备,但涂层在900 ℃保温60 h便出现剪切裂纹,导致其抗氧化防护作用丧失.此外,固态包埋法制备温度高达1050~1150 ℃,保温时间长,成本高、效率低,难以实现大规模工业化应用;(3) 熔盐法,此工艺比粉末包埋法保温温度低,且涂层生长效率高[4 ] .笔者曾对熔盐法制备硅化物涂层的工艺进行了研究,相关结果[18 ] 显示,900 ℃下保温3 h即在AISI 304不锈钢表面成功制备了厚约250 μm的涂层;文献[16 ,17 ,19 ] 采用粉末包埋法在≥1000 ℃保温4 h仅在基体表面获得了不足100 μm的涂层.此外,激光熔覆法、等离子喷涂法、磁控溅射法等也能制备质量较好的涂层,但设备昂贵,且适用范围较窄,仅适用于平板及块状等规则形状的部件,本文不再详述. ...
碳钢渗硅层组织中孔隙的形成原因研究
1
1999
... Si-Fe系金属间化合物因其优异的物理性能在功能材料方面具有广阔的商业应用[9 ,10 ] ,近年来受到研究人员的广泛关注.更值得关注的是,Si-Fe化合物中Fe3 Si相因其独特的DO3 型结构,具有硬度高、耐磨性好、抗氧化等优良特性[11 -13 ] ,在高温防护涂层方面具有较大的应用潜力.目前,Fe3 Si涂层制备方法主要有以下几种:(1) 化学气相沉积法,早在1993年日本NKK便成功开发了CVD连续渗硅生产线,其制备速率高、覆盖能力强、涂层质量好,但工艺及设备比较复杂,且易产生HCl等腐蚀性很强的气体副产物;(2) 粉末包埋法,在上世纪90年代,麻启承等[14 ,15 ] 通过固态包埋法在45钢表面制备了硬度为HRV 530~550的多孔Fe3 Si涂层,并实现了涂层孔隙率的可控化.虽然多孔型涂层可通过孔隙贮油来提高涂层的耐磨性,但其高温抗氧化性能大大降低.王金兰等[16 ,17 ] 以Si-Fe合金为主渗剂,采用粉末包埋法实现了无孔Fe3 Si涂层的制备,但涂层在900 ℃保温60 h便出现剪切裂纹,导致其抗氧化防护作用丧失.此外,固态包埋法制备温度高达1050~1150 ℃,保温时间长,成本高、效率低,难以实现大规模工业化应用;(3) 熔盐法,此工艺比粉末包埋法保温温度低,且涂层生长效率高[4 ] .笔者曾对熔盐法制备硅化物涂层的工艺进行了研究,相关结果[18 ] 显示,900 ℃下保温3 h即在AISI 304不锈钢表面成功制备了厚约250 μm的涂层;文献[16 ,17 ,19 ] 采用粉末包埋法在≥1000 ℃保温4 h仅在基体表面获得了不足100 μm的涂层.此外,激光熔覆法、等离子喷涂法、磁控溅射法等也能制备质量较好的涂层,但设备昂贵,且适用范围较窄,仅适用于平板及块状等规则形状的部件,本文不再详述. ...
Cr18Ni9奥氏体不锈钢表面粉末渗硅层精细结构研究
2
2008
... Si-Fe系金属间化合物因其优异的物理性能在功能材料方面具有广阔的商业应用[9 ,10 ] ,近年来受到研究人员的广泛关注.更值得关注的是,Si-Fe化合物中Fe3 Si相因其独特的DO3 型结构,具有硬度高、耐磨性好、抗氧化等优良特性[11 -13 ] ,在高温防护涂层方面具有较大的应用潜力.目前,Fe3 Si涂层制备方法主要有以下几种:(1) 化学气相沉积法,早在1993年日本NKK便成功开发了CVD连续渗硅生产线,其制备速率高、覆盖能力强、涂层质量好,但工艺及设备比较复杂,且易产生HCl等腐蚀性很强的气体副产物;(2) 粉末包埋法,在上世纪90年代,麻启承等[14 ,15 ] 通过固态包埋法在45钢表面制备了硬度为HRV 530~550的多孔Fe3 Si涂层,并实现了涂层孔隙率的可控化.虽然多孔型涂层可通过孔隙贮油来提高涂层的耐磨性,但其高温抗氧化性能大大降低.王金兰等[16 ,17 ] 以Si-Fe合金为主渗剂,采用粉末包埋法实现了无孔Fe3 Si涂层的制备,但涂层在900 ℃保温60 h便出现剪切裂纹,导致其抗氧化防护作用丧失.此外,固态包埋法制备温度高达1050~1150 ℃,保温时间长,成本高、效率低,难以实现大规模工业化应用;(3) 熔盐法,此工艺比粉末包埋法保温温度低,且涂层生长效率高[4 ] .笔者曾对熔盐法制备硅化物涂层的工艺进行了研究,相关结果[18 ] 显示,900 ℃下保温3 h即在AISI 304不锈钢表面成功制备了厚约250 μm的涂层;文献[16 ,17 ,19 ] 采用粉末包埋法在≥1000 ℃保温4 h仅在基体表面获得了不足100 μm的涂层.此外,激光熔覆法、等离子喷涂法、磁控溅射法等也能制备质量较好的涂层,但设备昂贵,且适用范围较窄,仅适用于平板及块状等规则形状的部件,本文不再详述. ...
... [16 ,17 ,19 ]采用粉末包埋法在≥1000 ℃保温4 h仅在基体表面获得了不足100 μm的涂层.此外,激光熔覆法、等离子喷涂法、磁控溅射法等也能制备质量较好的涂层,但设备昂贵,且适用范围较窄,仅适用于平板及块状等规则形状的部件,本文不再详述. ...
Cr18Ni9奥氏体不锈钢表面粉末渗硅层精细结构研究
2
2008
... Si-Fe系金属间化合物因其优异的物理性能在功能材料方面具有广阔的商业应用[9 ,10 ] ,近年来受到研究人员的广泛关注.更值得关注的是,Si-Fe化合物中Fe3 Si相因其独特的DO3 型结构,具有硬度高、耐磨性好、抗氧化等优良特性[11 -13 ] ,在高温防护涂层方面具有较大的应用潜力.目前,Fe3 Si涂层制备方法主要有以下几种:(1) 化学气相沉积法,早在1993年日本NKK便成功开发了CVD连续渗硅生产线,其制备速率高、覆盖能力强、涂层质量好,但工艺及设备比较复杂,且易产生HCl等腐蚀性很强的气体副产物;(2) 粉末包埋法,在上世纪90年代,麻启承等[14 ,15 ] 通过固态包埋法在45钢表面制备了硬度为HRV 530~550的多孔Fe3 Si涂层,并实现了涂层孔隙率的可控化.虽然多孔型涂层可通过孔隙贮油来提高涂层的耐磨性,但其高温抗氧化性能大大降低.王金兰等[16 ,17 ] 以Si-Fe合金为主渗剂,采用粉末包埋法实现了无孔Fe3 Si涂层的制备,但涂层在900 ℃保温60 h便出现剪切裂纹,导致其抗氧化防护作用丧失.此外,固态包埋法制备温度高达1050~1150 ℃,保温时间长,成本高、效率低,难以实现大规模工业化应用;(3) 熔盐法,此工艺比粉末包埋法保温温度低,且涂层生长效率高[4 ] .笔者曾对熔盐法制备硅化物涂层的工艺进行了研究,相关结果[18 ] 显示,900 ℃下保温3 h即在AISI 304不锈钢表面成功制备了厚约250 μm的涂层;文献[16 ,17 ,19 ] 采用粉末包埋法在≥1000 ℃保温4 h仅在基体表面获得了不足100 μm的涂层.此外,激光熔覆法、等离子喷涂法、磁控溅射法等也能制备质量较好的涂层,但设备昂贵,且适用范围较窄,仅适用于平板及块状等规则形状的部件,本文不再详述. ...
... [16 ,17 ,19 ]采用粉末包埋法在≥1000 ℃保温4 h仅在基体表面获得了不足100 μm的涂层.此外,激光熔覆法、等离子喷涂法、磁控溅射法等也能制备质量较好的涂层,但设备昂贵,且适用范围较窄,仅适用于平板及块状等规则形状的部件,本文不再详述. ...
奥氏体不锈钢渗硅及其抗高温腐蚀性能应用研究
4
2008
... Si-Fe系金属间化合物因其优异的物理性能在功能材料方面具有广阔的商业应用[9 ,10 ] ,近年来受到研究人员的广泛关注.更值得关注的是,Si-Fe化合物中Fe3 Si相因其独特的DO3 型结构,具有硬度高、耐磨性好、抗氧化等优良特性[11 -13 ] ,在高温防护涂层方面具有较大的应用潜力.目前,Fe3 Si涂层制备方法主要有以下几种:(1) 化学气相沉积法,早在1993年日本NKK便成功开发了CVD连续渗硅生产线,其制备速率高、覆盖能力强、涂层质量好,但工艺及设备比较复杂,且易产生HCl等腐蚀性很强的气体副产物;(2) 粉末包埋法,在上世纪90年代,麻启承等[14 ,15 ] 通过固态包埋法在45钢表面制备了硬度为HRV 530~550的多孔Fe3 Si涂层,并实现了涂层孔隙率的可控化.虽然多孔型涂层可通过孔隙贮油来提高涂层的耐磨性,但其高温抗氧化性能大大降低.王金兰等[16 ,17 ] 以Si-Fe合金为主渗剂,采用粉末包埋法实现了无孔Fe3 Si涂层的制备,但涂层在900 ℃保温60 h便出现剪切裂纹,导致其抗氧化防护作用丧失.此外,固态包埋法制备温度高达1050~1150 ℃,保温时间长,成本高、效率低,难以实现大规模工业化应用;(3) 熔盐法,此工艺比粉末包埋法保温温度低,且涂层生长效率高[4 ] .笔者曾对熔盐法制备硅化物涂层的工艺进行了研究,相关结果[18 ] 显示,900 ℃下保温3 h即在AISI 304不锈钢表面成功制备了厚约250 μm的涂层;文献[16 ,17 ,19 ] 采用粉末包埋法在≥1000 ℃保温4 h仅在基体表面获得了不足100 μm的涂层.此外,激光熔覆法、等离子喷涂法、磁控溅射法等也能制备质量较好的涂层,但设备昂贵,且适用范围较窄,仅适用于平板及块状等规则形状的部件,本文不再详述. ...
... ,17 ,19 ]采用粉末包埋法在≥1000 ℃保温4 h仅在基体表面获得了不足100 μm的涂层.此外,激光熔覆法、等离子喷涂法、磁控溅射法等也能制备质量较好的涂层,但设备昂贵,且适用范围较窄,仅适用于平板及块状等规则形状的部件,本文不再详述. ...
... Tatemoto等
[20 ] 采用熔盐法在Mo、Nb、Cr等难熔金属表面成功制备了致密无孔、与基体结合良好的渗Si层,且制备温度仅为700~900 ℃,明显低于固态包埋法.受此启发,笔者曾以NaCl-KCl-NaF (摩尔比为2∶2∶1) 低熔点盐体系为载体,以Na
2 SiF
6 -Si (摩尔比为8∶2) 作渗硅剂,在AISI 304不锈钢表面成功制备了与基体结合牢固且致密的Fe
3 Si涂层,其涂层硬度高达700 HV,且渗硅修饰后试样的名义屈服应力明显提高
[21 ,22 ] .同时,还对渗Si过程和机理进行了分析,如
图1 所示.熔融盐中,Si粉在NaF和Na
2 SiF
6 作用下与Si
4+ 反应形成Si
2+ ,Si
2+ 与不锈钢基体反应形成Fe
3 Si涂层,且可通过改变渗Si剂成分,控制涂层中Si的含量
[23 ] .在上述基础上,进一步对Fe
3 Si涂层的高温抗氧化性能 (900 ℃下循环氧化100 h) 进行了研究,其氧化膜截面形貌及成分分布如
图2 所示,可见氧化膜明显分为两层,内层 (区域B) 氧化产物以SiO
2 和Cr
2 O
3 为主,外层以Fe
2 O
3 为主.经分析可知:900 ℃下,Si发生上坡扩散在涂层表面形成了SiO
2 保护膜,一方面阻止了O的深度扩散,另一方面阻止了基体中Cr的扩散,使渗硅后的AISI 304不锈钢在900 ℃下仍表现出良好的抗氧化性能
[24 ,25 ] .
图1 渗硅层的形成机理<sup>[<xref ref-type="bibr" rid="R17">17</xref>]</sup> Mechanisms of silicide layer formation<sup>[<xref ref-type="bibr" rid="R17">17</xref>]</sup> Fig.1 ![]()
图2 Fe<sub>3</sub>Si渗层900 ℃氧化100 h后氧化膜截面SEM像及元素线分布<sup>[<xref ref-type="bibr" rid="R25">25</xref>]</sup> SEM image and the line distribution of elements in cross-section (A-AISI304 matrix; B-inner layer of oxidation film; C-outer layer of oxidation film)<sup>[<xref ref-type="bibr" rid="R25">25</xref>]</sup> Fig.2 ![]()
为进一步提高Fe3 Si涂层的高温性能,研究人员开始尝试对其进行合金化处理.研究[26 ] 表明,适量Al的引入能够很好地改善Fe3 Si相的高温抗氧化性能,这主要是因为在涂层表面优先形成Al2 O3 阻止了Si、Fe扩散,从而有效抑制了短程扩散通道的产生.需要说明的是,Ni、Co、Cr等难熔金属元素的引入虽能提高Fe3 Si相熔点,但对其热稳定性的改善效果不佳[27 ] .此外,随着陶瓷等高温材料的制备技术日趋成熟,近年来对Fe3 Si相高温性能改善的研究逐渐减少. ...
... [
17 ]
Fig.1 ![]()
图2 Fe<sub>3</sub>Si渗层900 ℃氧化100 h后氧化膜截面SEM像及元素线分布<sup>[<xref ref-type="bibr" rid="R25">25</xref>]</sup> SEM image and the line distribution of elements in cross-section (A-AISI304 matrix; B-inner layer of oxidation film; C-outer layer of oxidation film)<sup>[<xref ref-type="bibr" rid="R25">25</xref>]</sup> Fig.2 ![]()
为进一步提高Fe3 Si涂层的高温性能,研究人员开始尝试对其进行合金化处理.研究[26 ] 表明,适量Al的引入能够很好地改善Fe3 Si相的高温抗氧化性能,这主要是因为在涂层表面优先形成Al2 O3 阻止了Si、Fe扩散,从而有效抑制了短程扩散通道的产生.需要说明的是,Ni、Co、Cr等难熔金属元素的引入虽能提高Fe3 Si相熔点,但对其热稳定性的改善效果不佳[27 ] .此外,随着陶瓷等高温材料的制备技术日趋成熟,近年来对Fe3 Si相高温性能改善的研究逐渐减少. ...
奥氏体不锈钢渗硅及其抗高温腐蚀性能应用研究
4
2008
... Si-Fe系金属间化合物因其优异的物理性能在功能材料方面具有广阔的商业应用[9 ,10 ] ,近年来受到研究人员的广泛关注.更值得关注的是,Si-Fe化合物中Fe3 Si相因其独特的DO3 型结构,具有硬度高、耐磨性好、抗氧化等优良特性[11 -13 ] ,在高温防护涂层方面具有较大的应用潜力.目前,Fe3 Si涂层制备方法主要有以下几种:(1) 化学气相沉积法,早在1993年日本NKK便成功开发了CVD连续渗硅生产线,其制备速率高、覆盖能力强、涂层质量好,但工艺及设备比较复杂,且易产生HCl等腐蚀性很强的气体副产物;(2) 粉末包埋法,在上世纪90年代,麻启承等[14 ,15 ] 通过固态包埋法在45钢表面制备了硬度为HRV 530~550的多孔Fe3 Si涂层,并实现了涂层孔隙率的可控化.虽然多孔型涂层可通过孔隙贮油来提高涂层的耐磨性,但其高温抗氧化性能大大降低.王金兰等[16 ,17 ] 以Si-Fe合金为主渗剂,采用粉末包埋法实现了无孔Fe3 Si涂层的制备,但涂层在900 ℃保温60 h便出现剪切裂纹,导致其抗氧化防护作用丧失.此外,固态包埋法制备温度高达1050~1150 ℃,保温时间长,成本高、效率低,难以实现大规模工业化应用;(3) 熔盐法,此工艺比粉末包埋法保温温度低,且涂层生长效率高[4 ] .笔者曾对熔盐法制备硅化物涂层的工艺进行了研究,相关结果[18 ] 显示,900 ℃下保温3 h即在AISI 304不锈钢表面成功制备了厚约250 μm的涂层;文献[16 ,17 ,19 ] 采用粉末包埋法在≥1000 ℃保温4 h仅在基体表面获得了不足100 μm的涂层.此外,激光熔覆法、等离子喷涂法、磁控溅射法等也能制备质量较好的涂层,但设备昂贵,且适用范围较窄,仅适用于平板及块状等规则形状的部件,本文不再详述. ...
... ,17 ,19 ]采用粉末包埋法在≥1000 ℃保温4 h仅在基体表面获得了不足100 μm的涂层.此外,激光熔覆法、等离子喷涂法、磁控溅射法等也能制备质量较好的涂层,但设备昂贵,且适用范围较窄,仅适用于平板及块状等规则形状的部件,本文不再详述. ...
... Tatemoto等
[20 ] 采用熔盐法在Mo、Nb、Cr等难熔金属表面成功制备了致密无孔、与基体结合良好的渗Si层,且制备温度仅为700~900 ℃,明显低于固态包埋法.受此启发,笔者曾以NaCl-KCl-NaF (摩尔比为2∶2∶1) 低熔点盐体系为载体,以Na
2 SiF
6 -Si (摩尔比为8∶2) 作渗硅剂,在AISI 304不锈钢表面成功制备了与基体结合牢固且致密的Fe
3 Si涂层,其涂层硬度高达700 HV,且渗硅修饰后试样的名义屈服应力明显提高
[21 ,22 ] .同时,还对渗Si过程和机理进行了分析,如
图1 所示.熔融盐中,Si粉在NaF和Na
2 SiF
6 作用下与Si
4+ 反应形成Si
2+ ,Si
2+ 与不锈钢基体反应形成Fe
3 Si涂层,且可通过改变渗Si剂成分,控制涂层中Si的含量
[23 ] .在上述基础上,进一步对Fe
3 Si涂层的高温抗氧化性能 (900 ℃下循环氧化100 h) 进行了研究,其氧化膜截面形貌及成分分布如
图2 所示,可见氧化膜明显分为两层,内层 (区域B) 氧化产物以SiO
2 和Cr
2 O
3 为主,外层以Fe
2 O
3 为主.经分析可知:900 ℃下,Si发生上坡扩散在涂层表面形成了SiO
2 保护膜,一方面阻止了O的深度扩散,另一方面阻止了基体中Cr的扩散,使渗硅后的AISI 304不锈钢在900 ℃下仍表现出良好的抗氧化性能
[24 ,25 ] .
图1 渗硅层的形成机理<sup>[<xref ref-type="bibr" rid="R17">17</xref>]</sup> Mechanisms of silicide layer formation<sup>[<xref ref-type="bibr" rid="R17">17</xref>]</sup> Fig.1 ![]()
图2 Fe<sub>3</sub>Si渗层900 ℃氧化100 h后氧化膜截面SEM像及元素线分布<sup>[<xref ref-type="bibr" rid="R25">25</xref>]</sup> SEM image and the line distribution of elements in cross-section (A-AISI304 matrix; B-inner layer of oxidation film; C-outer layer of oxidation film)<sup>[<xref ref-type="bibr" rid="R25">25</xref>]</sup> Fig.2 ![]()
为进一步提高Fe3 Si涂层的高温性能,研究人员开始尝试对其进行合金化处理.研究[26 ] 表明,适量Al的引入能够很好地改善Fe3 Si相的高温抗氧化性能,这主要是因为在涂层表面优先形成Al2 O3 阻止了Si、Fe扩散,从而有效抑制了短程扩散通道的产生.需要说明的是,Ni、Co、Cr等难熔金属元素的引入虽能提高Fe3 Si相熔点,但对其热稳定性的改善效果不佳[27 ] .此外,随着陶瓷等高温材料的制备技术日趋成熟,近年来对Fe3 Si相高温性能改善的研究逐渐减少. ...
... [
17 ]
Fig.1 ![]()
图2 Fe<sub>3</sub>Si渗层900 ℃氧化100 h后氧化膜截面SEM像及元素线分布<sup>[<xref ref-type="bibr" rid="R25">25</xref>]</sup> SEM image and the line distribution of elements in cross-section (A-AISI304 matrix; B-inner layer of oxidation film; C-outer layer of oxidation film)<sup>[<xref ref-type="bibr" rid="R25">25</xref>]</sup> Fig.2 ![]()
为进一步提高Fe3 Si涂层的高温性能,研究人员开始尝试对其进行合金化处理.研究[26 ] 表明,适量Al的引入能够很好地改善Fe3 Si相的高温抗氧化性能,这主要是因为在涂层表面优先形成Al2 O3 阻止了Si、Fe扩散,从而有效抑制了短程扩散通道的产生.需要说明的是,Ni、Co、Cr等难熔金属元素的引入虽能提高Fe3 Si相熔点,但对其热稳定性的改善效果不佳[27 ] .此外,随着陶瓷等高温材料的制备技术日趋成熟,近年来对Fe3 Si相高温性能改善的研究逐渐减少. ...
Fe3 Si基过渡金属硅化物渗层及纳米复合粉体的制备与表征
1
2011
... Si-Fe系金属间化合物因其优异的物理性能在功能材料方面具有广阔的商业应用[9 ,10 ] ,近年来受到研究人员的广泛关注.更值得关注的是,Si-Fe化合物中Fe3 Si相因其独特的DO3 型结构,具有硬度高、耐磨性好、抗氧化等优良特性[11 -13 ] ,在高温防护涂层方面具有较大的应用潜力.目前,Fe3 Si涂层制备方法主要有以下几种:(1) 化学气相沉积法,早在1993年日本NKK便成功开发了CVD连续渗硅生产线,其制备速率高、覆盖能力强、涂层质量好,但工艺及设备比较复杂,且易产生HCl等腐蚀性很强的气体副产物;(2) 粉末包埋法,在上世纪90年代,麻启承等[14 ,15 ] 通过固态包埋法在45钢表面制备了硬度为HRV 530~550的多孔Fe3 Si涂层,并实现了涂层孔隙率的可控化.虽然多孔型涂层可通过孔隙贮油来提高涂层的耐磨性,但其高温抗氧化性能大大降低.王金兰等[16 ,17 ] 以Si-Fe合金为主渗剂,采用粉末包埋法实现了无孔Fe3 Si涂层的制备,但涂层在900 ℃保温60 h便出现剪切裂纹,导致其抗氧化防护作用丧失.此外,固态包埋法制备温度高达1050~1150 ℃,保温时间长,成本高、效率低,难以实现大规模工业化应用;(3) 熔盐法,此工艺比粉末包埋法保温温度低,且涂层生长效率高[4 ] .笔者曾对熔盐法制备硅化物涂层的工艺进行了研究,相关结果[18 ] 显示,900 ℃下保温3 h即在AISI 304不锈钢表面成功制备了厚约250 μm的涂层;文献[16 ,17 ,19 ] 采用粉末包埋法在≥1000 ℃保温4 h仅在基体表面获得了不足100 μm的涂层.此外,激光熔覆法、等离子喷涂法、磁控溅射法等也能制备质量较好的涂层,但设备昂贵,且适用范围较窄,仅适用于平板及块状等规则形状的部件,本文不再详述. ...
Fe3 Si基过渡金属硅化物渗层及纳米复合粉体的制备与表征
1
2011
... Si-Fe系金属间化合物因其优异的物理性能在功能材料方面具有广阔的商业应用[9 ,10 ] ,近年来受到研究人员的广泛关注.更值得关注的是,Si-Fe化合物中Fe3 Si相因其独特的DO3 型结构,具有硬度高、耐磨性好、抗氧化等优良特性[11 -13 ] ,在高温防护涂层方面具有较大的应用潜力.目前,Fe3 Si涂层制备方法主要有以下几种:(1) 化学气相沉积法,早在1993年日本NKK便成功开发了CVD连续渗硅生产线,其制备速率高、覆盖能力强、涂层质量好,但工艺及设备比较复杂,且易产生HCl等腐蚀性很强的气体副产物;(2) 粉末包埋法,在上世纪90年代,麻启承等[14 ,15 ] 通过固态包埋法在45钢表面制备了硬度为HRV 530~550的多孔Fe3 Si涂层,并实现了涂层孔隙率的可控化.虽然多孔型涂层可通过孔隙贮油来提高涂层的耐磨性,但其高温抗氧化性能大大降低.王金兰等[16 ,17 ] 以Si-Fe合金为主渗剂,采用粉末包埋法实现了无孔Fe3 Si涂层的制备,但涂层在900 ℃保温60 h便出现剪切裂纹,导致其抗氧化防护作用丧失.此外,固态包埋法制备温度高达1050~1150 ℃,保温时间长,成本高、效率低,难以实现大规模工业化应用;(3) 熔盐法,此工艺比粉末包埋法保温温度低,且涂层生长效率高[4 ] .笔者曾对熔盐法制备硅化物涂层的工艺进行了研究,相关结果[18 ] 显示,900 ℃下保温3 h即在AISI 304不锈钢表面成功制备了厚约250 μm的涂层;文献[16 ,17 ,19 ] 采用粉末包埋法在≥1000 ℃保温4 h仅在基体表面获得了不足100 μm的涂层.此外,激光熔覆法、等离子喷涂法、磁控溅射法等也能制备质量较好的涂层,但设备昂贵,且适用范围较窄,仅适用于平板及块状等规则形状的部件,本文不再详述. ...
钛合金包埋渗铝及硅铝共渗层组织结构与高温抗氧化性能
1
2017
... Si-Fe系金属间化合物因其优异的物理性能在功能材料方面具有广阔的商业应用[9 ,10 ] ,近年来受到研究人员的广泛关注.更值得关注的是,Si-Fe化合物中Fe3 Si相因其独特的DO3 型结构,具有硬度高、耐磨性好、抗氧化等优良特性[11 -13 ] ,在高温防护涂层方面具有较大的应用潜力.目前,Fe3 Si涂层制备方法主要有以下几种:(1) 化学气相沉积法,早在1993年日本NKK便成功开发了CVD连续渗硅生产线,其制备速率高、覆盖能力强、涂层质量好,但工艺及设备比较复杂,且易产生HCl等腐蚀性很强的气体副产物;(2) 粉末包埋法,在上世纪90年代,麻启承等[14 ,15 ] 通过固态包埋法在45钢表面制备了硬度为HRV 530~550的多孔Fe3 Si涂层,并实现了涂层孔隙率的可控化.虽然多孔型涂层可通过孔隙贮油来提高涂层的耐磨性,但其高温抗氧化性能大大降低.王金兰等[16 ,17 ] 以Si-Fe合金为主渗剂,采用粉末包埋法实现了无孔Fe3 Si涂层的制备,但涂层在900 ℃保温60 h便出现剪切裂纹,导致其抗氧化防护作用丧失.此外,固态包埋法制备温度高达1050~1150 ℃,保温时间长,成本高、效率低,难以实现大规模工业化应用;(3) 熔盐法,此工艺比粉末包埋法保温温度低,且涂层生长效率高[4 ] .笔者曾对熔盐法制备硅化物涂层的工艺进行了研究,相关结果[18 ] 显示,900 ℃下保温3 h即在AISI 304不锈钢表面成功制备了厚约250 μm的涂层;文献[16 ,17 ,19 ] 采用粉末包埋法在≥1000 ℃保温4 h仅在基体表面获得了不足100 μm的涂层.此外,激光熔覆法、等离子喷涂法、磁控溅射法等也能制备质量较好的涂层,但设备昂贵,且适用范围较窄,仅适用于平板及块状等规则形状的部件,本文不再详述. ...
钛合金包埋渗铝及硅铝共渗层组织结构与高温抗氧化性能
1
2017
... Si-Fe系金属间化合物因其优异的物理性能在功能材料方面具有广阔的商业应用[9 ,10 ] ,近年来受到研究人员的广泛关注.更值得关注的是,Si-Fe化合物中Fe3 Si相因其独特的DO3 型结构,具有硬度高、耐磨性好、抗氧化等优良特性[11 -13 ] ,在高温防护涂层方面具有较大的应用潜力.目前,Fe3 Si涂层制备方法主要有以下几种:(1) 化学气相沉积法,早在1993年日本NKK便成功开发了CVD连续渗硅生产线,其制备速率高、覆盖能力强、涂层质量好,但工艺及设备比较复杂,且易产生HCl等腐蚀性很强的气体副产物;(2) 粉末包埋法,在上世纪90年代,麻启承等[14 ,15 ] 通过固态包埋法在45钢表面制备了硬度为HRV 530~550的多孔Fe3 Si涂层,并实现了涂层孔隙率的可控化.虽然多孔型涂层可通过孔隙贮油来提高涂层的耐磨性,但其高温抗氧化性能大大降低.王金兰等[16 ,17 ] 以Si-Fe合金为主渗剂,采用粉末包埋法实现了无孔Fe3 Si涂层的制备,但涂层在900 ℃保温60 h便出现剪切裂纹,导致其抗氧化防护作用丧失.此外,固态包埋法制备温度高达1050~1150 ℃,保温时间长,成本高、效率低,难以实现大规模工业化应用;(3) 熔盐法,此工艺比粉末包埋法保温温度低,且涂层生长效率高[4 ] .笔者曾对熔盐法制备硅化物涂层的工艺进行了研究,相关结果[18 ] 显示,900 ℃下保温3 h即在AISI 304不锈钢表面成功制备了厚约250 μm的涂层;文献[16 ,17 ,19 ] 采用粉末包埋法在≥1000 ℃保温4 h仅在基体表面获得了不足100 μm的涂层.此外,激光熔覆法、等离子喷涂法、磁控溅射法等也能制备质量较好的涂层,但设备昂贵,且适用范围较窄,仅适用于平板及块状等规则形状的部件,本文不再详述. ...
Silicide coating on refractory metals in molten salt
1
2005
... Tatemoto等[20 ] 采用熔盐法在Mo、Nb、Cr等难熔金属表面成功制备了致密无孔、与基体结合良好的渗Si层,且制备温度仅为700~900 ℃,明显低于固态包埋法.受此启发,笔者曾以NaCl-KCl-NaF (摩尔比为2∶2∶1) 低熔点盐体系为载体,以Na2 SiF6 -Si (摩尔比为8∶2) 作渗硅剂,在AISI 304不锈钢表面成功制备了与基体结合牢固且致密的Fe3 Si涂层,其涂层硬度高达700 HV,且渗硅修饰后试样的名义屈服应力明显提高[21 ,22 ] .同时,还对渗Si过程和机理进行了分析,如图1 所示.熔融盐中,Si粉在NaF和Na2 SiF6 作用下与Si4+ 反应形成Si2+ ,Si2+ 与不锈钢基体反应形成Fe3 Si涂层,且可通过改变渗Si剂成分,控制涂层中Si的含量[23 ] .在上述基础上,进一步对Fe3 Si涂层的高温抗氧化性能 (900 ℃下循环氧化100 h) 进行了研究,其氧化膜截面形貌及成分分布如图2 所示,可见氧化膜明显分为两层,内层 (区域B) 氧化产物以SiO2 和Cr2 O3 为主,外层以Fe2 O3 为主.经分析可知:900 ℃下,Si发生上坡扩散在涂层表面形成了SiO2 保护膜,一方面阻止了O的深度扩散,另一方面阻止了基体中Cr的扩散,使渗硅后的AISI 304不锈钢在900 ℃下仍表现出良好的抗氧化性能[24 ,25 ] . ...
AISI 304不锈钢表面Fe3 Si型硅化物渗层制备及其力学性能
1
2011
... Tatemoto等[20 ] 采用熔盐法在Mo、Nb、Cr等难熔金属表面成功制备了致密无孔、与基体结合良好的渗Si层,且制备温度仅为700~900 ℃,明显低于固态包埋法.受此启发,笔者曾以NaCl-KCl-NaF (摩尔比为2∶2∶1) 低熔点盐体系为载体,以Na2 SiF6 -Si (摩尔比为8∶2) 作渗硅剂,在AISI 304不锈钢表面成功制备了与基体结合牢固且致密的Fe3 Si涂层,其涂层硬度高达700 HV,且渗硅修饰后试样的名义屈服应力明显提高[21 ,22 ] .同时,还对渗Si过程和机理进行了分析,如图1 所示.熔融盐中,Si粉在NaF和Na2 SiF6 作用下与Si4+ 反应形成Si2+ ,Si2+ 与不锈钢基体反应形成Fe3 Si涂层,且可通过改变渗Si剂成分,控制涂层中Si的含量[23 ] .在上述基础上,进一步对Fe3 Si涂层的高温抗氧化性能 (900 ℃下循环氧化100 h) 进行了研究,其氧化膜截面形貌及成分分布如图2 所示,可见氧化膜明显分为两层,内层 (区域B) 氧化产物以SiO2 和Cr2 O3 为主,外层以Fe2 O3 为主.经分析可知:900 ℃下,Si发生上坡扩散在涂层表面形成了SiO2 保护膜,一方面阻止了O的深度扩散,另一方面阻止了基体中Cr的扩散,使渗硅后的AISI 304不锈钢在900 ℃下仍表现出良好的抗氧化性能[24 ,25 ] . ...
AISI 304不锈钢表面Fe3 Si型硅化物渗层制备及其力学性能
1
2011
... Tatemoto等[20 ] 采用熔盐法在Mo、Nb、Cr等难熔金属表面成功制备了致密无孔、与基体结合良好的渗Si层,且制备温度仅为700~900 ℃,明显低于固态包埋法.受此启发,笔者曾以NaCl-KCl-NaF (摩尔比为2∶2∶1) 低熔点盐体系为载体,以Na2 SiF6 -Si (摩尔比为8∶2) 作渗硅剂,在AISI 304不锈钢表面成功制备了与基体结合牢固且致密的Fe3 Si涂层,其涂层硬度高达700 HV,且渗硅修饰后试样的名义屈服应力明显提高[21 ,22 ] .同时,还对渗Si过程和机理进行了分析,如图1 所示.熔融盐中,Si粉在NaF和Na2 SiF6 作用下与Si4+ 反应形成Si2+ ,Si2+ 与不锈钢基体反应形成Fe3 Si涂层,且可通过改变渗Si剂成分,控制涂层中Si的含量[23 ] .在上述基础上,进一步对Fe3 Si涂层的高温抗氧化性能 (900 ℃下循环氧化100 h) 进行了研究,其氧化膜截面形貌及成分分布如图2 所示,可见氧化膜明显分为两层,内层 (区域B) 氧化产物以SiO2 和Cr2 O3 为主,外层以Fe2 O3 为主.经分析可知:900 ℃下,Si发生上坡扩散在涂层表面形成了SiO2 保护膜,一方面阻止了O的深度扩散,另一方面阻止了基体中Cr的扩散,使渗硅后的AISI 304不锈钢在900 ℃下仍表现出良好的抗氧化性能[24 ,25 ] . ...
0Cr18Ni9钢表面熔盐法渗硅层的组织与性能
1
2011
... Tatemoto等[20 ] 采用熔盐法在Mo、Nb、Cr等难熔金属表面成功制备了致密无孔、与基体结合良好的渗Si层,且制备温度仅为700~900 ℃,明显低于固态包埋法.受此启发,笔者曾以NaCl-KCl-NaF (摩尔比为2∶2∶1) 低熔点盐体系为载体,以Na2 SiF6 -Si (摩尔比为8∶2) 作渗硅剂,在AISI 304不锈钢表面成功制备了与基体结合牢固且致密的Fe3 Si涂层,其涂层硬度高达700 HV,且渗硅修饰后试样的名义屈服应力明显提高[21 ,22 ] .同时,还对渗Si过程和机理进行了分析,如图1 所示.熔融盐中,Si粉在NaF和Na2 SiF6 作用下与Si4+ 反应形成Si2+ ,Si2+ 与不锈钢基体反应形成Fe3 Si涂层,且可通过改变渗Si剂成分,控制涂层中Si的含量[23 ] .在上述基础上,进一步对Fe3 Si涂层的高温抗氧化性能 (900 ℃下循环氧化100 h) 进行了研究,其氧化膜截面形貌及成分分布如图2 所示,可见氧化膜明显分为两层,内层 (区域B) 氧化产物以SiO2 和Cr2 O3 为主,外层以Fe2 O3 为主.经分析可知:900 ℃下,Si发生上坡扩散在涂层表面形成了SiO2 保护膜,一方面阻止了O的深度扩散,另一方面阻止了基体中Cr的扩散,使渗硅后的AISI 304不锈钢在900 ℃下仍表现出良好的抗氧化性能[24 ,25 ] . ...
0Cr18Ni9钢表面熔盐法渗硅层的组织与性能
1
2011
... Tatemoto等[20 ] 采用熔盐法在Mo、Nb、Cr等难熔金属表面成功制备了致密无孔、与基体结合良好的渗Si层,且制备温度仅为700~900 ℃,明显低于固态包埋法.受此启发,笔者曾以NaCl-KCl-NaF (摩尔比为2∶2∶1) 低熔点盐体系为载体,以Na2 SiF6 -Si (摩尔比为8∶2) 作渗硅剂,在AISI 304不锈钢表面成功制备了与基体结合牢固且致密的Fe3 Si涂层,其涂层硬度高达700 HV,且渗硅修饰后试样的名义屈服应力明显提高[21 ,22 ] .同时,还对渗Si过程和机理进行了分析,如图1 所示.熔融盐中,Si粉在NaF和Na2 SiF6 作用下与Si4+ 反应形成Si2+ ,Si2+ 与不锈钢基体反应形成Fe3 Si涂层,且可通过改变渗Si剂成分,控制涂层中Si的含量[23 ] .在上述基础上,进一步对Fe3 Si涂层的高温抗氧化性能 (900 ℃下循环氧化100 h) 进行了研究,其氧化膜截面形貌及成分分布如图2 所示,可见氧化膜明显分为两层,内层 (区域B) 氧化产物以SiO2 和Cr2 O3 为主,外层以Fe2 O3 为主.经分析可知:900 ℃下,Si发生上坡扩散在涂层表面形成了SiO2 保护膜,一方面阻止了O的深度扩散,另一方面阻止了基体中Cr的扩散,使渗硅后的AISI 304不锈钢在900 ℃下仍表现出良好的抗氧化性能[24 ,25 ] . ...
AISI 304不锈钢表面Fe3 Si型硅化物渗层的制备及渗硅机理
1
2011
... Tatemoto等[20 ] 采用熔盐法在Mo、Nb、Cr等难熔金属表面成功制备了致密无孔、与基体结合良好的渗Si层,且制备温度仅为700~900 ℃,明显低于固态包埋法.受此启发,笔者曾以NaCl-KCl-NaF (摩尔比为2∶2∶1) 低熔点盐体系为载体,以Na2 SiF6 -Si (摩尔比为8∶2) 作渗硅剂,在AISI 304不锈钢表面成功制备了与基体结合牢固且致密的Fe3 Si涂层,其涂层硬度高达700 HV,且渗硅修饰后试样的名义屈服应力明显提高[21 ,22 ] .同时,还对渗Si过程和机理进行了分析,如图1 所示.熔融盐中,Si粉在NaF和Na2 SiF6 作用下与Si4+ 反应形成Si2+ ,Si2+ 与不锈钢基体反应形成Fe3 Si涂层,且可通过改变渗Si剂成分,控制涂层中Si的含量[23 ] .在上述基础上,进一步对Fe3 Si涂层的高温抗氧化性能 (900 ℃下循环氧化100 h) 进行了研究,其氧化膜截面形貌及成分分布如图2 所示,可见氧化膜明显分为两层,内层 (区域B) 氧化产物以SiO2 和Cr2 O3 为主,外层以Fe2 O3 为主.经分析可知:900 ℃下,Si发生上坡扩散在涂层表面形成了SiO2 保护膜,一方面阻止了O的深度扩散,另一方面阻止了基体中Cr的扩散,使渗硅后的AISI 304不锈钢在900 ℃下仍表现出良好的抗氧化性能[24 ,25 ] . ...
AISI 304不锈钢表面Fe3 Si型硅化物渗层的制备及渗硅机理
1
2011
... Tatemoto等[20 ] 采用熔盐法在Mo、Nb、Cr等难熔金属表面成功制备了致密无孔、与基体结合良好的渗Si层,且制备温度仅为700~900 ℃,明显低于固态包埋法.受此启发,笔者曾以NaCl-KCl-NaF (摩尔比为2∶2∶1) 低熔点盐体系为载体,以Na2 SiF6 -Si (摩尔比为8∶2) 作渗硅剂,在AISI 304不锈钢表面成功制备了与基体结合牢固且致密的Fe3 Si涂层,其涂层硬度高达700 HV,且渗硅修饰后试样的名义屈服应力明显提高[21 ,22 ] .同时,还对渗Si过程和机理进行了分析,如图1 所示.熔融盐中,Si粉在NaF和Na2 SiF6 作用下与Si4+ 反应形成Si2+ ,Si2+ 与不锈钢基体反应形成Fe3 Si涂层,且可通过改变渗Si剂成分,控制涂层中Si的含量[23 ] .在上述基础上,进一步对Fe3 Si涂层的高温抗氧化性能 (900 ℃下循环氧化100 h) 进行了研究,其氧化膜截面形貌及成分分布如图2 所示,可见氧化膜明显分为两层,内层 (区域B) 氧化产物以SiO2 和Cr2 O3 为主,外层以Fe2 O3 为主.经分析可知:900 ℃下,Si发生上坡扩散在涂层表面形成了SiO2 保护膜,一方面阻止了O的深度扩散,另一方面阻止了基体中Cr的扩散,使渗硅后的AISI 304不锈钢在900 ℃下仍表现出良好的抗氧化性能[24 ,25 ] . ...
AISI 304不锈钢表面硅化物渗层的制备与抗氧化性能
1
2011
... Tatemoto等[20 ] 采用熔盐法在Mo、Nb、Cr等难熔金属表面成功制备了致密无孔、与基体结合良好的渗Si层,且制备温度仅为700~900 ℃,明显低于固态包埋法.受此启发,笔者曾以NaCl-KCl-NaF (摩尔比为2∶2∶1) 低熔点盐体系为载体,以Na2 SiF6 -Si (摩尔比为8∶2) 作渗硅剂,在AISI 304不锈钢表面成功制备了与基体结合牢固且致密的Fe3 Si涂层,其涂层硬度高达700 HV,且渗硅修饰后试样的名义屈服应力明显提高[21 ,22 ] .同时,还对渗Si过程和机理进行了分析,如图1 所示.熔融盐中,Si粉在NaF和Na2 SiF6 作用下与Si4+ 反应形成Si2+ ,Si2+ 与不锈钢基体反应形成Fe3 Si涂层,且可通过改变渗Si剂成分,控制涂层中Si的含量[23 ] .在上述基础上,进一步对Fe3 Si涂层的高温抗氧化性能 (900 ℃下循环氧化100 h) 进行了研究,其氧化膜截面形貌及成分分布如图2 所示,可见氧化膜明显分为两层,内层 (区域B) 氧化产物以SiO2 和Cr2 O3 为主,外层以Fe2 O3 为主.经分析可知:900 ℃下,Si发生上坡扩散在涂层表面形成了SiO2 保护膜,一方面阻止了O的深度扩散,另一方面阻止了基体中Cr的扩散,使渗硅后的AISI 304不锈钢在900 ℃下仍表现出良好的抗氧化性能[24 ,25 ] . ...
AISI 304不锈钢表面硅化物渗层的制备与抗氧化性能
1
2011
... Tatemoto等[20 ] 采用熔盐法在Mo、Nb、Cr等难熔金属表面成功制备了致密无孔、与基体结合良好的渗Si层,且制备温度仅为700~900 ℃,明显低于固态包埋法.受此启发,笔者曾以NaCl-KCl-NaF (摩尔比为2∶2∶1) 低熔点盐体系为载体,以Na2 SiF6 -Si (摩尔比为8∶2) 作渗硅剂,在AISI 304不锈钢表面成功制备了与基体结合牢固且致密的Fe3 Si涂层,其涂层硬度高达700 HV,且渗硅修饰后试样的名义屈服应力明显提高[21 ,22 ] .同时,还对渗Si过程和机理进行了分析,如图1 所示.熔融盐中,Si粉在NaF和Na2 SiF6 作用下与Si4+ 反应形成Si2+ ,Si2+ 与不锈钢基体反应形成Fe3 Si涂层,且可通过改变渗Si剂成分,控制涂层中Si的含量[23 ] .在上述基础上,进一步对Fe3 Si涂层的高温抗氧化性能 (900 ℃下循环氧化100 h) 进行了研究,其氧化膜截面形貌及成分分布如图2 所示,可见氧化膜明显分为两层,内层 (区域B) 氧化产物以SiO2 和Cr2 O3 为主,外层以Fe2 O3 为主.经分析可知:900 ℃下,Si发生上坡扩散在涂层表面形成了SiO2 保护膜,一方面阻止了O的深度扩散,另一方面阻止了基体中Cr的扩散,使渗硅后的AISI 304不锈钢在900 ℃下仍表现出良好的抗氧化性能[24 ,25 ] . ...
AISI 304表面硅化物渗层的制备及其900 ℃循环氧化性能研究
3
2011
... Tatemoto等[20 ] 采用熔盐法在Mo、Nb、Cr等难熔金属表面成功制备了致密无孔、与基体结合良好的渗Si层,且制备温度仅为700~900 ℃,明显低于固态包埋法.受此启发,笔者曾以NaCl-KCl-NaF (摩尔比为2∶2∶1) 低熔点盐体系为载体,以Na2 SiF6 -Si (摩尔比为8∶2) 作渗硅剂,在AISI 304不锈钢表面成功制备了与基体结合牢固且致密的Fe3 Si涂层,其涂层硬度高达700 HV,且渗硅修饰后试样的名义屈服应力明显提高[21 ,22 ] .同时,还对渗Si过程和机理进行了分析,如图1 所示.熔融盐中,Si粉在NaF和Na2 SiF6 作用下与Si4+ 反应形成Si2+ ,Si2+ 与不锈钢基体反应形成Fe3 Si涂层,且可通过改变渗Si剂成分,控制涂层中Si的含量[23 ] .在上述基础上,进一步对Fe3 Si涂层的高温抗氧化性能 (900 ℃下循环氧化100 h) 进行了研究,其氧化膜截面形貌及成分分布如图2 所示,可见氧化膜明显分为两层,内层 (区域B) 氧化产物以SiO2 和Cr2 O3 为主,外层以Fe2 O3 为主.经分析可知:900 ℃下,Si发生上坡扩散在涂层表面形成了SiO2 保护膜,一方面阻止了O的深度扩散,另一方面阻止了基体中Cr的扩散,使渗硅后的AISI 304不锈钢在900 ℃下仍表现出良好的抗氧化性能[24 ,25 ] . ...
... [
25 ]
SEM image and the line distribution of elements in cross-section (A-AISI304 matrix; B-inner layer of oxidation film; C-outer layer of oxidation film)<sup>[<xref ref-type="bibr" rid="R25">25</xref>]</sup> Fig.2 ![]()
为进一步提高Fe3 Si涂层的高温性能,研究人员开始尝试对其进行合金化处理.研究[26 ] 表明,适量Al的引入能够很好地改善Fe3 Si相的高温抗氧化性能,这主要是因为在涂层表面优先形成Al2 O3 阻止了Si、Fe扩散,从而有效抑制了短程扩散通道的产生.需要说明的是,Ni、Co、Cr等难熔金属元素的引入虽能提高Fe3 Si相熔点,但对其热稳定性的改善效果不佳[27 ] .此外,随着陶瓷等高温材料的制备技术日趋成熟,近年来对Fe3 Si相高温性能改善的研究逐渐减少. ...
... [
25 ]
Fig.2 ![]()
为进一步提高Fe3 Si涂层的高温性能,研究人员开始尝试对其进行合金化处理.研究[26 ] 表明,适量Al的引入能够很好地改善Fe3 Si相的高温抗氧化性能,这主要是因为在涂层表面优先形成Al2 O3 阻止了Si、Fe扩散,从而有效抑制了短程扩散通道的产生.需要说明的是,Ni、Co、Cr等难熔金属元素的引入虽能提高Fe3 Si相熔点,但对其热稳定性的改善效果不佳[27 ] .此外,随着陶瓷等高温材料的制备技术日趋成熟,近年来对Fe3 Si相高温性能改善的研究逐渐减少. ...
AISI 304表面硅化物渗层的制备及其900 ℃循环氧化性能研究
3
2011
... Tatemoto等[20 ] 采用熔盐法在Mo、Nb、Cr等难熔金属表面成功制备了致密无孔、与基体结合良好的渗Si层,且制备温度仅为700~900 ℃,明显低于固态包埋法.受此启发,笔者曾以NaCl-KCl-NaF (摩尔比为2∶2∶1) 低熔点盐体系为载体,以Na2 SiF6 -Si (摩尔比为8∶2) 作渗硅剂,在AISI 304不锈钢表面成功制备了与基体结合牢固且致密的Fe3 Si涂层,其涂层硬度高达700 HV,且渗硅修饰后试样的名义屈服应力明显提高[21 ,22 ] .同时,还对渗Si过程和机理进行了分析,如图1 所示.熔融盐中,Si粉在NaF和Na2 SiF6 作用下与Si4+ 反应形成Si2+ ,Si2+ 与不锈钢基体反应形成Fe3 Si涂层,且可通过改变渗Si剂成分,控制涂层中Si的含量[23 ] .在上述基础上,进一步对Fe3 Si涂层的高温抗氧化性能 (900 ℃下循环氧化100 h) 进行了研究,其氧化膜截面形貌及成分分布如图2 所示,可见氧化膜明显分为两层,内层 (区域B) 氧化产物以SiO2 和Cr2 O3 为主,外层以Fe2 O3 为主.经分析可知:900 ℃下,Si发生上坡扩散在涂层表面形成了SiO2 保护膜,一方面阻止了O的深度扩散,另一方面阻止了基体中Cr的扩散,使渗硅后的AISI 304不锈钢在900 ℃下仍表现出良好的抗氧化性能[24 ,25 ] . ...
... [
25 ]
SEM image and the line distribution of elements in cross-section (A-AISI304 matrix; B-inner layer of oxidation film; C-outer layer of oxidation film)<sup>[<xref ref-type="bibr" rid="R25">25</xref>]</sup> Fig.2 ![]()
为进一步提高Fe3 Si涂层的高温性能,研究人员开始尝试对其进行合金化处理.研究[26 ] 表明,适量Al的引入能够很好地改善Fe3 Si相的高温抗氧化性能,这主要是因为在涂层表面优先形成Al2 O3 阻止了Si、Fe扩散,从而有效抑制了短程扩散通道的产生.需要说明的是,Ni、Co、Cr等难熔金属元素的引入虽能提高Fe3 Si相熔点,但对其热稳定性的改善效果不佳[27 ] .此外,随着陶瓷等高温材料的制备技术日趋成熟,近年来对Fe3 Si相高温性能改善的研究逐渐减少. ...
... [
25 ]
Fig.2 ![]()
为进一步提高Fe3 Si涂层的高温性能,研究人员开始尝试对其进行合金化处理.研究[26 ] 表明,适量Al的引入能够很好地改善Fe3 Si相的高温抗氧化性能,这主要是因为在涂层表面优先形成Al2 O3 阻止了Si、Fe扩散,从而有效抑制了短程扩散通道的产生.需要说明的是,Ni、Co、Cr等难熔金属元素的引入虽能提高Fe3 Si相熔点,但对其热稳定性的改善效果不佳[27 ] .此外,随着陶瓷等高温材料的制备技术日趋成熟,近年来对Fe3 Si相高温性能改善的研究逐渐减少. ...
Al对Fe3 Si基有序合金800 ℃氧化行为的影响
1
2011
... 为进一步提高Fe3 Si涂层的高温性能,研究人员开始尝试对其进行合金化处理.研究[26 ] 表明,适量Al的引入能够很好地改善Fe3 Si相的高温抗氧化性能,这主要是因为在涂层表面优先形成Al2 O3 阻止了Si、Fe扩散,从而有效抑制了短程扩散通道的产生.需要说明的是,Ni、Co、Cr等难熔金属元素的引入虽能提高Fe3 Si相熔点,但对其热稳定性的改善效果不佳[27 ] .此外,随着陶瓷等高温材料的制备技术日趋成熟,近年来对Fe3 Si相高温性能改善的研究逐渐减少. ...
Al对Fe3 Si基有序合金800 ℃氧化行为的影响
1
2011
... 为进一步提高Fe3 Si涂层的高温性能,研究人员开始尝试对其进行合金化处理.研究[26 ] 表明,适量Al的引入能够很好地改善Fe3 Si相的高温抗氧化性能,这主要是因为在涂层表面优先形成Al2 O3 阻止了Si、Fe扩散,从而有效抑制了短程扩散通道的产生.需要说明的是,Ni、Co、Cr等难熔金属元素的引入虽能提高Fe3 Si相熔点,但对其热稳定性的改善效果不佳[27 ] .此外,随着陶瓷等高温材料的制备技术日趋成熟,近年来对Fe3 Si相高温性能改善的研究逐渐减少. ...
合金化效应对Fe3 Si结构稳定性和力学性能的影响
1
2014
... 为进一步提高Fe3 Si涂层的高温性能,研究人员开始尝试对其进行合金化处理.研究[26 ] 表明,适量Al的引入能够很好地改善Fe3 Si相的高温抗氧化性能,这主要是因为在涂层表面优先形成Al2 O3 阻止了Si、Fe扩散,从而有效抑制了短程扩散通道的产生.需要说明的是,Ni、Co、Cr等难熔金属元素的引入虽能提高Fe3 Si相熔点,但对其热稳定性的改善效果不佳[27 ] .此外,随着陶瓷等高温材料的制备技术日趋成熟,近年来对Fe3 Si相高温性能改善的研究逐渐减少. ...
合金化效应对Fe3 Si结构稳定性和力学性能的影响
1
2014
... 为进一步提高Fe3 Si涂层的高温性能,研究人员开始尝试对其进行合金化处理.研究[26 ] 表明,适量Al的引入能够很好地改善Fe3 Si相的高温抗氧化性能,这主要是因为在涂层表面优先形成Al2 O3 阻止了Si、Fe扩散,从而有效抑制了短程扩散通道的产生.需要说明的是,Ni、Co、Cr等难熔金属元素的引入虽能提高Fe3 Si相熔点,但对其热稳定性的改善效果不佳[27 ] .此外,随着陶瓷等高温材料的制备技术日趋成熟,近年来对Fe3 Si相高温性能改善的研究逐渐减少. ...
1
2013
... 作为难熔金属的一种,金属Mo具有熔点高、高温强度高、线膨胀系数小等特点[28 ] .通过热压烧结、自蔓延合成、机械合金化等制备方法,在不同工艺条件下Mo与Si可合成MoSi2 、Mo5 Si3 、Mo3 Si等多种高熔点化合物.其中,MoSi2 同时兼备金属和陶瓷的双重特性,即模量高、高温抗氧化性能和抗热冲击性能好,是一种非常理想的高温涂层材料[29 ] .但值得注意的是,MoSi2 本身缺陷使其使用范围大大受限.在低温 (450~550 ℃) 工况下,MoSi2 表面难以形成完整的玻璃态SiO2 膜,MoO3 大量挥发,致使其出现“Pesting”效应而发生失效;高温下 (>1200 ℃) 次表面的Mo5 Si3 贫化和鳞石英SiO2 向方石英SiO2 的转变使得MoO3 的扩散及蒸发速率明显升高,导致其在高温结构材料方面的预期服役温度仅为1200 ℃[30 ] .为此,向Si-Mo涂层中添加Al、B、Cr等元素使其合金化,可有效改善涂层的抗氧化性能.目前,Si-Mo涂层较为常用制备方法以热喷涂法为主,其主要包括等离子喷涂、激光熔覆、电热热源喷涂、气体燃料火焰喷涂等几种[31 ] .但对于三元或多元Si-Mo-X(-X) 涂层的制备,目前多采用热喷涂-包埋法等复合工艺.目前,以Al、B合金化效应研究较多,并取得了诸多成果. ...
1
2013
... 作为难熔金属的一种,金属Mo具有熔点高、高温强度高、线膨胀系数小等特点[28 ] .通过热压烧结、自蔓延合成、机械合金化等制备方法,在不同工艺条件下Mo与Si可合成MoSi2 、Mo5 Si3 、Mo3 Si等多种高熔点化合物.其中,MoSi2 同时兼备金属和陶瓷的双重特性,即模量高、高温抗氧化性能和抗热冲击性能好,是一种非常理想的高温涂层材料[29 ] .但值得注意的是,MoSi2 本身缺陷使其使用范围大大受限.在低温 (450~550 ℃) 工况下,MoSi2 表面难以形成完整的玻璃态SiO2 膜,MoO3 大量挥发,致使其出现“Pesting”效应而发生失效;高温下 (>1200 ℃) 次表面的Mo5 Si3 贫化和鳞石英SiO2 向方石英SiO2 的转变使得MoO3 的扩散及蒸发速率明显升高,导致其在高温结构材料方面的预期服役温度仅为1200 ℃[30 ] .为此,向Si-Mo涂层中添加Al、B、Cr等元素使其合金化,可有效改善涂层的抗氧化性能.目前,Si-Mo涂层较为常用制备方法以热喷涂法为主,其主要包括等离子喷涂、激光熔覆、电热热源喷涂、气体燃料火焰喷涂等几种[31 ] .但对于三元或多元Si-Mo-X(-X) 涂层的制备,目前多采用热喷涂-包埋法等复合工艺.目前,以Al、B合金化效应研究较多,并取得了诸多成果. ...
液相法制备碳-碳Si-Mo防氧化涂层
1
1996
... 作为难熔金属的一种,金属Mo具有熔点高、高温强度高、线膨胀系数小等特点[28 ] .通过热压烧结、自蔓延合成、机械合金化等制备方法,在不同工艺条件下Mo与Si可合成MoSi2 、Mo5 Si3 、Mo3 Si等多种高熔点化合物.其中,MoSi2 同时兼备金属和陶瓷的双重特性,即模量高、高温抗氧化性能和抗热冲击性能好,是一种非常理想的高温涂层材料[29 ] .但值得注意的是,MoSi2 本身缺陷使其使用范围大大受限.在低温 (450~550 ℃) 工况下,MoSi2 表面难以形成完整的玻璃态SiO2 膜,MoO3 大量挥发,致使其出现“Pesting”效应而发生失效;高温下 (>1200 ℃) 次表面的Mo5 Si3 贫化和鳞石英SiO2 向方石英SiO2 的转变使得MoO3 的扩散及蒸发速率明显升高,导致其在高温结构材料方面的预期服役温度仅为1200 ℃[30 ] .为此,向Si-Mo涂层中添加Al、B、Cr等元素使其合金化,可有效改善涂层的抗氧化性能.目前,Si-Mo涂层较为常用制备方法以热喷涂法为主,其主要包括等离子喷涂、激光熔覆、电热热源喷涂、气体燃料火焰喷涂等几种[31 ] .但对于三元或多元Si-Mo-X(-X) 涂层的制备,目前多采用热喷涂-包埋法等复合工艺.目前,以Al、B合金化效应研究较多,并取得了诸多成果. ...
液相法制备碳-碳Si-Mo防氧化涂层
1
1996
... 作为难熔金属的一种,金属Mo具有熔点高、高温强度高、线膨胀系数小等特点[28 ] .通过热压烧结、自蔓延合成、机械合金化等制备方法,在不同工艺条件下Mo与Si可合成MoSi2 、Mo5 Si3 、Mo3 Si等多种高熔点化合物.其中,MoSi2 同时兼备金属和陶瓷的双重特性,即模量高、高温抗氧化性能和抗热冲击性能好,是一种非常理想的高温涂层材料[29 ] .但值得注意的是,MoSi2 本身缺陷使其使用范围大大受限.在低温 (450~550 ℃) 工况下,MoSi2 表面难以形成完整的玻璃态SiO2 膜,MoO3 大量挥发,致使其出现“Pesting”效应而发生失效;高温下 (>1200 ℃) 次表面的Mo5 Si3 贫化和鳞石英SiO2 向方石英SiO2 的转变使得MoO3 的扩散及蒸发速率明显升高,导致其在高温结构材料方面的预期服役温度仅为1200 ℃[30 ] .为此,向Si-Mo涂层中添加Al、B、Cr等元素使其合金化,可有效改善涂层的抗氧化性能.目前,Si-Mo涂层较为常用制备方法以热喷涂法为主,其主要包括等离子喷涂、激光熔覆、电热热源喷涂、气体燃料火焰喷涂等几种[31 ] .但对于三元或多元Si-Mo-X(-X) 涂层的制备,目前多采用热喷涂-包埋法等复合工艺.目前,以Al、B合金化效应研究较多,并取得了诸多成果. ...
Oxidation behavior of a Mo(Si,Al)2 composite at 900-1600 ℃ in dry air
2
2013
... 作为难熔金属的一种,金属Mo具有熔点高、高温强度高、线膨胀系数小等特点[28 ] .通过热压烧结、自蔓延合成、机械合金化等制备方法,在不同工艺条件下Mo与Si可合成MoSi2 、Mo5 Si3 、Mo3 Si等多种高熔点化合物.其中,MoSi2 同时兼备金属和陶瓷的双重特性,即模量高、高温抗氧化性能和抗热冲击性能好,是一种非常理想的高温涂层材料[29 ] .但值得注意的是,MoSi2 本身缺陷使其使用范围大大受限.在低温 (450~550 ℃) 工况下,MoSi2 表面难以形成完整的玻璃态SiO2 膜,MoO3 大量挥发,致使其出现“Pesting”效应而发生失效;高温下 (>1200 ℃) 次表面的Mo5 Si3 贫化和鳞石英SiO2 向方石英SiO2 的转变使得MoO3 的扩散及蒸发速率明显升高,导致其在高温结构材料方面的预期服役温度仅为1200 ℃[30 ] .为此,向Si-Mo涂层中添加Al、B、Cr等元素使其合金化,可有效改善涂层的抗氧化性能.目前,Si-Mo涂层较为常用制备方法以热喷涂法为主,其主要包括等离子喷涂、激光熔覆、电热热源喷涂、气体燃料火焰喷涂等几种[31 ] .但对于三元或多元Si-Mo-X(-X) 涂层的制备,目前多采用热喷涂-包埋法等复合工艺.目前,以Al、B合金化效应研究较多,并取得了诸多成果. ...
... 但由于Al2 O3 标准生成能仅为-792.191 KJ/mol O2 ,故多相涂层首先消耗Al原子在其表面形成Al2 O3 薄膜并形成孔洞缺陷,如图4 所示,经30 h氧化后其次表面形成Mo5 (Si,Al)3 相及孔洞.此外,1200~1500 ℃条件下Mo-Si-Al涂层表面Al2 O3 薄膜厚度可达30 μm,明显大于厚约10 μm的SiO2 薄膜[30 ] ,可防止产生因鳞石英SiO2 相变而贯穿氧化层的裂纹,从而提高了涂层的抗氧化性能[32 ,36 ] . ...
1
2008
... 作为难熔金属的一种,金属Mo具有熔点高、高温强度高、线膨胀系数小等特点[28 ] .通过热压烧结、自蔓延合成、机械合金化等制备方法,在不同工艺条件下Mo与Si可合成MoSi2 、Mo5 Si3 、Mo3 Si等多种高熔点化合物.其中,MoSi2 同时兼备金属和陶瓷的双重特性,即模量高、高温抗氧化性能和抗热冲击性能好,是一种非常理想的高温涂层材料[29 ] .但值得注意的是,MoSi2 本身缺陷使其使用范围大大受限.在低温 (450~550 ℃) 工况下,MoSi2 表面难以形成完整的玻璃态SiO2 膜,MoO3 大量挥发,致使其出现“Pesting”效应而发生失效;高温下 (>1200 ℃) 次表面的Mo5 Si3 贫化和鳞石英SiO2 向方石英SiO2 的转变使得MoO3 的扩散及蒸发速率明显升高,导致其在高温结构材料方面的预期服役温度仅为1200 ℃[30 ] .为此,向Si-Mo涂层中添加Al、B、Cr等元素使其合金化,可有效改善涂层的抗氧化性能.目前,Si-Mo涂层较为常用制备方法以热喷涂法为主,其主要包括等离子喷涂、激光熔覆、电热热源喷涂、气体燃料火焰喷涂等几种[31 ] .但对于三元或多元Si-Mo-X(-X) 涂层的制备,目前多采用热喷涂-包埋法等复合工艺.目前,以Al、B合金化效应研究较多,并取得了诸多成果. ...
1
2008
... 作为难熔金属的一种,金属Mo具有熔点高、高温强度高、线膨胀系数小等特点[28 ] .通过热压烧结、自蔓延合成、机械合金化等制备方法,在不同工艺条件下Mo与Si可合成MoSi2 、Mo5 Si3 、Mo3 Si等多种高熔点化合物.其中,MoSi2 同时兼备金属和陶瓷的双重特性,即模量高、高温抗氧化性能和抗热冲击性能好,是一种非常理想的高温涂层材料[29 ] .但值得注意的是,MoSi2 本身缺陷使其使用范围大大受限.在低温 (450~550 ℃) 工况下,MoSi2 表面难以形成完整的玻璃态SiO2 膜,MoO3 大量挥发,致使其出现“Pesting”效应而发生失效;高温下 (>1200 ℃) 次表面的Mo5 Si3 贫化和鳞石英SiO2 向方石英SiO2 的转变使得MoO3 的扩散及蒸发速率明显升高,导致其在高温结构材料方面的预期服役温度仅为1200 ℃[30 ] .为此,向Si-Mo涂层中添加Al、B、Cr等元素使其合金化,可有效改善涂层的抗氧化性能.目前,Si-Mo涂层较为常用制备方法以热喷涂法为主,其主要包括等离子喷涂、激光熔覆、电热热源喷涂、气体燃料火焰喷涂等几种[31 ] .但对于三元或多元Si-Mo-X(-X) 涂层的制备,目前多采用热喷涂-包埋法等复合工艺.目前,以Al、B合金化效应研究较多,并取得了诸多成果. ...
Microstructure and oxidation resistance of Mo-Si and Mo-Si-Al alloy coatings prepared by electro-thermal explosion ultrahigh speed spraying
4
2009
... 轻金属Al性质活泼,在常温下便可与O反应形成厚约0.1 nm的致密、连续Al2 O3 薄膜,且高温 (>1200 ℃) 下Al2 O3 结构稳定,故Al的添加有望抑制Si-Mo涂层的“Pesting”效应并提高其高温抗氧化性能.Hou等[32 ] 以镍基高温合金为基体,采用电热爆炸超高速喷涂技术在其表面分别制备了Mo-Si涂层和Mo-Si-Al涂层,并分析比较了二者不同温度下的抗氧化性能,涂层质量变化曲线如图3 所示.研究表明,500 ℃热暴露840 h后Mo-Si-Al涂层失重仅为0.5 mg/cm2 ,与Mo-Si涂层相比,失重率降低了70%左右,“pesting”现象明显被抑制.其原因主要有以下两个方面:首先,Al2 O3 吉布斯自由能低于SiO2 ,中低温 (500~900 ℃) 条件下涂层表面率先形成Al2 O3 薄膜,有效降低了MoO3 的挥发速率;其次,Al2 O3 形成时体积膨胀率小于SiO2 [33 ] ,减小了晶界处的残余应力,一定程度上避免了引起“pesting”效应的裂纹的萌生与扩展.此外,Hou等[34 ] 进一步研究了Al含量 (摩尔分数分别为0%,15.3%,22%,29.3%) 对Mo-Si-Al涂层组织结构和高温抗氧化性能的影响,结果发现,随着Al含量的升高,涂层晶粒尺寸由0.5 μm逐渐增大2 μm,Al含量为15.3%的涂层在1100 ℃下抗氧化性能最优.Liu等[35 ] 则通过爆炸喷涂-包埋法制备了多相Mo-Si-Al涂层,即:外层为Mo(Si,Al)2 相,中间主要为Mo5 (Si,Al)3 和Al8 Mo3 两相结构,而内层为AlMo3 相;1250 ℃氧化条件下,多相Mo-Si-Al涂层发生以下反应: ...
... [
32 ]
Oxidation dynamics curves of EEUSS coatings<sup>[<xref ref-type="bibr" rid="R32">32</xref>]</sup> Fig.3 ![]()
但由于Al2 O3 标准生成能仅为-792.191 KJ/mol O2 ,故多相涂层首先消耗Al原子在其表面形成Al2 O3 薄膜并形成孔洞缺陷,如图4 所示,经30 h氧化后其次表面形成Mo5 (Si,Al)3 相及孔洞.此外,1200~1500 ℃条件下Mo-Si-Al涂层表面Al2 O3 薄膜厚度可达30 μm,明显大于厚约10 μm的SiO2 薄膜[30 ] ,可防止产生因鳞石英SiO2 相变而贯穿氧化层的裂纹,从而提高了涂层的抗氧化性能[32 ,36 ] . ...
... [
32 ]
Fig.3 ![]()
但由于Al2 O3 标准生成能仅为-792.191 KJ/mol O2 ,故多相涂层首先消耗Al原子在其表面形成Al2 O3 薄膜并形成孔洞缺陷,如图4 所示,经30 h氧化后其次表面形成Mo5 (Si,Al)3 相及孔洞.此外,1200~1500 ℃条件下Mo-Si-Al涂层表面Al2 O3 薄膜厚度可达30 μm,明显大于厚约10 μm的SiO2 薄膜[30 ] ,可防止产生因鳞石英SiO2 相变而贯穿氧化层的裂纹,从而提高了涂层的抗氧化性能[32 ,36 ] . ...
... 但由于Al2 O3 标准生成能仅为-792.191 KJ/mol O2 ,故多相涂层首先消耗Al原子在其表面形成Al2 O3 薄膜并形成孔洞缺陷,如图4 所示,经30 h氧化后其次表面形成Mo5 (Si,Al)3 相及孔洞.此外,1200~1500 ℃条件下Mo-Si-Al涂层表面Al2 O3 薄膜厚度可达30 μm,明显大于厚约10 μm的SiO2 薄膜[30 ] ,可防止产生因鳞石英SiO2 相变而贯穿氧化层的裂纹,从而提高了涂层的抗氧化性能[32 ,36 ] . ...
Effect of microstructure on oxidation resistance of MoSi2 fabricated by spark plasma sintering
1
2004
... 轻金属Al性质活泼,在常温下便可与O反应形成厚约0.1 nm的致密、连续Al2 O3 薄膜,且高温 (>1200 ℃) 下Al2 O3 结构稳定,故Al的添加有望抑制Si-Mo涂层的“Pesting”效应并提高其高温抗氧化性能.Hou等[32 ] 以镍基高温合金为基体,采用电热爆炸超高速喷涂技术在其表面分别制备了Mo-Si涂层和Mo-Si-Al涂层,并分析比较了二者不同温度下的抗氧化性能,涂层质量变化曲线如图3 所示.研究表明,500 ℃热暴露840 h后Mo-Si-Al涂层失重仅为0.5 mg/cm2 ,与Mo-Si涂层相比,失重率降低了70%左右,“pesting”现象明显被抑制.其原因主要有以下两个方面:首先,Al2 O3 吉布斯自由能低于SiO2 ,中低温 (500~900 ℃) 条件下涂层表面率先形成Al2 O3 薄膜,有效降低了MoO3 的挥发速率;其次,Al2 O3 形成时体积膨胀率小于SiO2 [33 ] ,减小了晶界处的残余应力,一定程度上避免了引起“pesting”效应的裂纹的萌生与扩展.此外,Hou等[34 ] 进一步研究了Al含量 (摩尔分数分别为0%,15.3%,22%,29.3%) 对Mo-Si-Al涂层组织结构和高温抗氧化性能的影响,结果发现,随着Al含量的升高,涂层晶粒尺寸由0.5 μm逐渐增大2 μm,Al含量为15.3%的涂层在1100 ℃下抗氧化性能最优.Liu等[35 ] 则通过爆炸喷涂-包埋法制备了多相Mo-Si-Al涂层,即:外层为Mo(Si,Al)2 相,中间主要为Mo5 (Si,Al)3 和Al8 Mo3 两相结构,而内层为AlMo3 相;1250 ℃氧化条件下,多相Mo-Si-Al涂层发生以下反应: ...
Effect of alloying with al on oxidation behavior of MoSi2 coatings at 1100 °C
1
2012
... 轻金属Al性质活泼,在常温下便可与O反应形成厚约0.1 nm的致密、连续Al2 O3 薄膜,且高温 (>1200 ℃) 下Al2 O3 结构稳定,故Al的添加有望抑制Si-Mo涂层的“Pesting”效应并提高其高温抗氧化性能.Hou等[32 ] 以镍基高温合金为基体,采用电热爆炸超高速喷涂技术在其表面分别制备了Mo-Si涂层和Mo-Si-Al涂层,并分析比较了二者不同温度下的抗氧化性能,涂层质量变化曲线如图3 所示.研究表明,500 ℃热暴露840 h后Mo-Si-Al涂层失重仅为0.5 mg/cm2 ,与Mo-Si涂层相比,失重率降低了70%左右,“pesting”现象明显被抑制.其原因主要有以下两个方面:首先,Al2 O3 吉布斯自由能低于SiO2 ,中低温 (500~900 ℃) 条件下涂层表面率先形成Al2 O3 薄膜,有效降低了MoO3 的挥发速率;其次,Al2 O3 形成时体积膨胀率小于SiO2 [33 ] ,减小了晶界处的残余应力,一定程度上避免了引起“pesting”效应的裂纹的萌生与扩展.此外,Hou等[34 ] 进一步研究了Al含量 (摩尔分数分别为0%,15.3%,22%,29.3%) 对Mo-Si-Al涂层组织结构和高温抗氧化性能的影响,结果发现,随着Al含量的升高,涂层晶粒尺寸由0.5 μm逐渐增大2 μm,Al含量为15.3%的涂层在1100 ℃下抗氧化性能最优.Liu等[35 ] 则通过爆炸喷涂-包埋法制备了多相Mo-Si-Al涂层,即:外层为Mo(Si,Al)2 相,中间主要为Mo5 (Si,Al)3 和Al8 Mo3 两相结构,而内层为AlMo3 相;1250 ℃氧化条件下,多相Mo-Si-Al涂层发生以下反应: ...
Microstructure and oxidation behavior of Mo-Si-Al coating on Nb-Based alloy
3
2018
... 轻金属Al性质活泼,在常温下便可与O反应形成厚约0.1 nm的致密、连续Al2 O3 薄膜,且高温 (>1200 ℃) 下Al2 O3 结构稳定,故Al的添加有望抑制Si-Mo涂层的“Pesting”效应并提高其高温抗氧化性能.Hou等[32 ] 以镍基高温合金为基体,采用电热爆炸超高速喷涂技术在其表面分别制备了Mo-Si涂层和Mo-Si-Al涂层,并分析比较了二者不同温度下的抗氧化性能,涂层质量变化曲线如图3 所示.研究表明,500 ℃热暴露840 h后Mo-Si-Al涂层失重仅为0.5 mg/cm2 ,与Mo-Si涂层相比,失重率降低了70%左右,“pesting”现象明显被抑制.其原因主要有以下两个方面:首先,Al2 O3 吉布斯自由能低于SiO2 ,中低温 (500~900 ℃) 条件下涂层表面率先形成Al2 O3 薄膜,有效降低了MoO3 的挥发速率;其次,Al2 O3 形成时体积膨胀率小于SiO2 [33 ] ,减小了晶界处的残余应力,一定程度上避免了引起“pesting”效应的裂纹的萌生与扩展.此外,Hou等[34 ] 进一步研究了Al含量 (摩尔分数分别为0%,15.3%,22%,29.3%) 对Mo-Si-Al涂层组织结构和高温抗氧化性能的影响,结果发现,随着Al含量的升高,涂层晶粒尺寸由0.5 μm逐渐增大2 μm,Al含量为15.3%的涂层在1100 ℃下抗氧化性能最优.Liu等[35 ] 则通过爆炸喷涂-包埋法制备了多相Mo-Si-Al涂层,即:外层为Mo(Si,Al)2 相,中间主要为Mo5 (Si,Al)3 和Al8 Mo3 两相结构,而内层为AlMo3 相;1250 ℃氧化条件下,多相Mo-Si-Al涂层发生以下反应: ...
... 但由于Al
2 O
3 标准生成能仅为-792.191 KJ/mol O
2 ,故多相涂层首先消耗Al原子在其表面形成Al
2 O
3 薄膜并形成孔洞缺陷,如
图4 所示,经30 h氧化后其次表面形成Mo
5 (Si,Al)
3 相及孔洞.此外,1200~1500 ℃条件下Mo-Si-Al涂层表面Al
2 O
3 薄膜厚度可达30 μm,明显大于厚约10 μm的SiO
2 薄膜
[30 ] ,可防止产生因鳞石英SiO
2 相变而贯穿氧化层的裂纹,从而提高了涂层的抗氧化性能
[32 ,36 ] .
图4 1250 ℃不同氧化时间下Mo-Si-Al涂层截面BSE形貌<sup>[<xref ref-type="bibr" rid="R35">35</xref>]</sup> Cross-sectional BSE images of the Mo-Si-Al coating oxidized at 1250 ℃ for 1 h (a) and 30 h (b)<sup>[<xref ref-type="bibr" rid="R35">35</xref>]</sup> Fig.4 ![]()
2.2 Mo-Si-B涂层 Mo-Si-B合金因其优异的高温抗氧化性能和力学性能,在高温材料应用领域占有重要的地位.同样,在高温涂层开发及应用方面也具有极大的应用潜力[37 ,38 ] .Pang等[39 ,40 ] 通过爆炸喷涂-包埋复合工艺在Nb-Si合金表面制备了由多相组成的复相涂层,涂层组织及成分如图5 a所示,由内向外依次为Mo、MoB、MoSi2 相,且各相之间呈冶金结合,无明显孔隙缺陷.在1250 ℃下氧化100 h后,MoB相高温下分解并与O形成B2 O3 相,B2 O3 相则降低了高温下SiO2 的粘度,从而使SiO2 薄膜自愈合速率提高,如图5 b和c所示,氧化层内层出现了致密且连续的B2 O3 -SiO2 涂层,故Mo-Si-B涂层表现出良好的高温抗氧化性能.此外,通过对Mo-Si-B涂层的热稳定性研究[41 ] 可知,其高温抗氧化性能与Si含量及B/Si比紧密相关,即Si含量高于25% (原子分数),B/Si比不低于0.25,Mo含量在50%~60% (原子分数),涂层表现出最佳的高温抗氧化性能.Perepezko[42 ] 研究表明,适当成分的Mo-Si-B涂层不仅具备良好的高温自修复性,而且拥有极佳的抗高温湿氧化能力.Deng等[43 ] 则研究了Mo-Si-B涂层微观结构与其抗氧化性能二者之间的关系:与Mo3 Si/Mo5 SiB2 共晶相比较,Mo5 SiB2 枝晶相具有更好的高温抗氧化性能. ...
... [
35 ]
Fig.4 ![]()
2.2 Mo-Si-B涂层 Mo-Si-B合金因其优异的高温抗氧化性能和力学性能,在高温材料应用领域占有重要的地位.同样,在高温涂层开发及应用方面也具有极大的应用潜力[37 ,38 ] .Pang等[39 ,40 ] 通过爆炸喷涂-包埋复合工艺在Nb-Si合金表面制备了由多相组成的复相涂层,涂层组织及成分如图5 a所示,由内向外依次为Mo、MoB、MoSi2 相,且各相之间呈冶金结合,无明显孔隙缺陷.在1250 ℃下氧化100 h后,MoB相高温下分解并与O形成B2 O3 相,B2 O3 相则降低了高温下SiO2 的粘度,从而使SiO2 薄膜自愈合速率提高,如图5 b和c所示,氧化层内层出现了致密且连续的B2 O3 -SiO2 涂层,故Mo-Si-B涂层表现出良好的高温抗氧化性能.此外,通过对Mo-Si-B涂层的热稳定性研究[41 ] 可知,其高温抗氧化性能与Si含量及B/Si比紧密相关,即Si含量高于25% (原子分数),B/Si比不低于0.25,Mo含量在50%~60% (原子分数),涂层表现出最佳的高温抗氧化性能.Perepezko[42 ] 研究表明,适当成分的Mo-Si-B涂层不仅具备良好的高温自修复性,而且拥有极佳的抗高温湿氧化能力.Deng等[43 ] 则研究了Mo-Si-B涂层微观结构与其抗氧化性能二者之间的关系:与Mo3 Si/Mo5 SiB2 共晶相比较,Mo5 SiB2 枝晶相具有更好的高温抗氧化性能. ...
Oxidation behaviors and microstructural alterations of a Mo(Si,Al)2 -based composite after heating at 1580 ℃ either in a furnace (Ex -Situ ) or via alternating current (In -Situ )
1
2015
... 但由于Al2 O3 标准生成能仅为-792.191 KJ/mol O2 ,故多相涂层首先消耗Al原子在其表面形成Al2 O3 薄膜并形成孔洞缺陷,如图4 所示,经30 h氧化后其次表面形成Mo5 (Si,Al)3 相及孔洞.此外,1200~1500 ℃条件下Mo-Si-Al涂层表面Al2 O3 薄膜厚度可达30 μm,明显大于厚约10 μm的SiO2 薄膜[30 ] ,可防止产生因鳞石英SiO2 相变而贯穿氧化层的裂纹,从而提高了涂层的抗氧化性能[32 ,36 ] . ...
致密Mo-Si-B合金制备的新方法
1
2011
... Mo-Si-B合金因其优异的高温抗氧化性能和力学性能,在高温材料应用领域占有重要的地位.同样,在高温涂层开发及应用方面也具有极大的应用潜力[37 ,38 ] .Pang等[39 ,40 ] 通过爆炸喷涂-包埋复合工艺在Nb-Si合金表面制备了由多相组成的复相涂层,涂层组织及成分如图5 a所示,由内向外依次为Mo、MoB、MoSi2 相,且各相之间呈冶金结合,无明显孔隙缺陷.在1250 ℃下氧化100 h后,MoB相高温下分解并与O形成B2 O3 相,B2 O3 相则降低了高温下SiO2 的粘度,从而使SiO2 薄膜自愈合速率提高,如图5 b和c所示,氧化层内层出现了致密且连续的B2 O3 -SiO2 涂层,故Mo-Si-B涂层表现出良好的高温抗氧化性能.此外,通过对Mo-Si-B涂层的热稳定性研究[41 ] 可知,其高温抗氧化性能与Si含量及B/Si比紧密相关,即Si含量高于25% (原子分数),B/Si比不低于0.25,Mo含量在50%~60% (原子分数),涂层表现出最佳的高温抗氧化性能.Perepezko[42 ] 研究表明,适当成分的Mo-Si-B涂层不仅具备良好的高温自修复性,而且拥有极佳的抗高温湿氧化能力.Deng等[43 ] 则研究了Mo-Si-B涂层微观结构与其抗氧化性能二者之间的关系:与Mo3 Si/Mo5 SiB2 共晶相比较,Mo5 SiB2 枝晶相具有更好的高温抗氧化性能. ...
致密Mo-Si-B合金制备的新方法
1
2011
... Mo-Si-B合金因其优异的高温抗氧化性能和力学性能,在高温材料应用领域占有重要的地位.同样,在高温涂层开发及应用方面也具有极大的应用潜力[37 ,38 ] .Pang等[39 ,40 ] 通过爆炸喷涂-包埋复合工艺在Nb-Si合金表面制备了由多相组成的复相涂层,涂层组织及成分如图5 a所示,由内向外依次为Mo、MoB、MoSi2 相,且各相之间呈冶金结合,无明显孔隙缺陷.在1250 ℃下氧化100 h后,MoB相高温下分解并与O形成B2 O3 相,B2 O3 相则降低了高温下SiO2 的粘度,从而使SiO2 薄膜自愈合速率提高,如图5 b和c所示,氧化层内层出现了致密且连续的B2 O3 -SiO2 涂层,故Mo-Si-B涂层表现出良好的高温抗氧化性能.此外,通过对Mo-Si-B涂层的热稳定性研究[41 ] 可知,其高温抗氧化性能与Si含量及B/Si比紧密相关,即Si含量高于25% (原子分数),B/Si比不低于0.25,Mo含量在50%~60% (原子分数),涂层表现出最佳的高温抗氧化性能.Perepezko[42 ] 研究表明,适当成分的Mo-Si-B涂层不仅具备良好的高温自修复性,而且拥有极佳的抗高温湿氧化能力.Deng等[43 ] 则研究了Mo-Si-B涂层微观结构与其抗氧化性能二者之间的关系:与Mo3 Si/Mo5 SiB2 共晶相比较,Mo5 SiB2 枝晶相具有更好的高温抗氧化性能. ...
Mo-Si-B三元系中T2相合金制备及其室温力学性能
1
2013
... Mo-Si-B合金因其优异的高温抗氧化性能和力学性能,在高温材料应用领域占有重要的地位.同样,在高温涂层开发及应用方面也具有极大的应用潜力[37 ,38 ] .Pang等[39 ,40 ] 通过爆炸喷涂-包埋复合工艺在Nb-Si合金表面制备了由多相组成的复相涂层,涂层组织及成分如图5 a所示,由内向外依次为Mo、MoB、MoSi2 相,且各相之间呈冶金结合,无明显孔隙缺陷.在1250 ℃下氧化100 h后,MoB相高温下分解并与O形成B2 O3 相,B2 O3 相则降低了高温下SiO2 的粘度,从而使SiO2 薄膜自愈合速率提高,如图5 b和c所示,氧化层内层出现了致密且连续的B2 O3 -SiO2 涂层,故Mo-Si-B涂层表现出良好的高温抗氧化性能.此外,通过对Mo-Si-B涂层的热稳定性研究[41 ] 可知,其高温抗氧化性能与Si含量及B/Si比紧密相关,即Si含量高于25% (原子分数),B/Si比不低于0.25,Mo含量在50%~60% (原子分数),涂层表现出最佳的高温抗氧化性能.Perepezko[42 ] 研究表明,适当成分的Mo-Si-B涂层不仅具备良好的高温自修复性,而且拥有极佳的抗高温湿氧化能力.Deng等[43 ] 则研究了Mo-Si-B涂层微观结构与其抗氧化性能二者之间的关系:与Mo3 Si/Mo5 SiB2 共晶相比较,Mo5 SiB2 枝晶相具有更好的高温抗氧化性能. ...
Mo-Si-B三元系中T2相合金制备及其室温力学性能
1
2013
... Mo-Si-B合金因其优异的高温抗氧化性能和力学性能,在高温材料应用领域占有重要的地位.同样,在高温涂层开发及应用方面也具有极大的应用潜力[37 ,38 ] .Pang等[39 ,40 ] 通过爆炸喷涂-包埋复合工艺在Nb-Si合金表面制备了由多相组成的复相涂层,涂层组织及成分如图5 a所示,由内向外依次为Mo、MoB、MoSi2 相,且各相之间呈冶金结合,无明显孔隙缺陷.在1250 ℃下氧化100 h后,MoB相高温下分解并与O形成B2 O3 相,B2 O3 相则降低了高温下SiO2 的粘度,从而使SiO2 薄膜自愈合速率提高,如图5 b和c所示,氧化层内层出现了致密且连续的B2 O3 -SiO2 涂层,故Mo-Si-B涂层表现出良好的高温抗氧化性能.此外,通过对Mo-Si-B涂层的热稳定性研究[41 ] 可知,其高温抗氧化性能与Si含量及B/Si比紧密相关,即Si含量高于25% (原子分数),B/Si比不低于0.25,Mo含量在50%~60% (原子分数),涂层表现出最佳的高温抗氧化性能.Perepezko[42 ] 研究表明,适当成分的Mo-Si-B涂层不仅具备良好的高温自修复性,而且拥有极佳的抗高温湿氧化能力.Deng等[43 ] 则研究了Mo-Si-B涂层微观结构与其抗氧化性能二者之间的关系:与Mo3 Si/Mo5 SiB2 共晶相比较,Mo5 SiB2 枝晶相具有更好的高温抗氧化性能. ...
Microstructural evolution and interdiffusion behavior of Mo-Si-B coating on Nb-Si based alloy
1
2018
... Mo-Si-B合金因其优异的高温抗氧化性能和力学性能,在高温材料应用领域占有重要的地位.同样,在高温涂层开发及应用方面也具有极大的应用潜力[37 ,38 ] .Pang等[39 ,40 ] 通过爆炸喷涂-包埋复合工艺在Nb-Si合金表面制备了由多相组成的复相涂层,涂层组织及成分如图5 a所示,由内向外依次为Mo、MoB、MoSi2 相,且各相之间呈冶金结合,无明显孔隙缺陷.在1250 ℃下氧化100 h后,MoB相高温下分解并与O形成B2 O3 相,B2 O3 相则降低了高温下SiO2 的粘度,从而使SiO2 薄膜自愈合速率提高,如图5 b和c所示,氧化层内层出现了致密且连续的B2 O3 -SiO2 涂层,故Mo-Si-B涂层表现出良好的高温抗氧化性能.此外,通过对Mo-Si-B涂层的热稳定性研究[41 ] 可知,其高温抗氧化性能与Si含量及B/Si比紧密相关,即Si含量高于25% (原子分数),B/Si比不低于0.25,Mo含量在50%~60% (原子分数),涂层表现出最佳的高温抗氧化性能.Perepezko[42 ] 研究表明,适当成分的Mo-Si-B涂层不仅具备良好的高温自修复性,而且拥有极佳的抗高温湿氧化能力.Deng等[43 ] 则研究了Mo-Si-B涂层微观结构与其抗氧化性能二者之间的关系:与Mo3 Si/Mo5 SiB2 共晶相比较,Mo5 SiB2 枝晶相具有更好的高温抗氧化性能. ...
Microstructure evolution and oxidation behavior of B modified MoSi2 coating on Nb-Si based alloys
3
2016
... Mo-Si-B合金因其优异的高温抗氧化性能和力学性能,在高温材料应用领域占有重要的地位.同样,在高温涂层开发及应用方面也具有极大的应用潜力[37 ,38 ] .Pang等[39 ,40 ] 通过爆炸喷涂-包埋复合工艺在Nb-Si合金表面制备了由多相组成的复相涂层,涂层组织及成分如图5 a所示,由内向外依次为Mo、MoB、MoSi2 相,且各相之间呈冶金结合,无明显孔隙缺陷.在1250 ℃下氧化100 h后,MoB相高温下分解并与O形成B2 O3 相,B2 O3 相则降低了高温下SiO2 的粘度,从而使SiO2 薄膜自愈合速率提高,如图5 b和c所示,氧化层内层出现了致密且连续的B2 O3 -SiO2 涂层,故Mo-Si-B涂层表现出良好的高温抗氧化性能.此外,通过对Mo-Si-B涂层的热稳定性研究[41 ] 可知,其高温抗氧化性能与Si含量及B/Si比紧密相关,即Si含量高于25% (原子分数),B/Si比不低于0.25,Mo含量在50%~60% (原子分数),涂层表现出最佳的高温抗氧化性能.Perepezko[42 ] 研究表明,适当成分的Mo-Si-B涂层不仅具备良好的高温自修复性,而且拥有极佳的抗高温湿氧化能力.Deng等[43 ] 则研究了Mo-Si-B涂层微观结构与其抗氧化性能二者之间的关系:与Mo3 Si/Mo5 SiB2 共晶相比较,Mo5 SiB2 枝晶相具有更好的高温抗氧化性能. ...
... [
40 ]
Cross-sectional images of the Mo-Si-B coating (a) and oxidized at 1250 ℃ for 100 h (b), magnified image of the oxide scale of the Mo-Si-B coating after oxidation at 1250 ℃ for 100 h (c)<sup>[<xref ref-type="bibr" rid="R40">40</xref>]</sup> Fig.5 ![]()
由前述内容可知,Al和B的引入均能有效改善Mo-Si系涂层的高温抗氧化性能.在此基础上,Kiryukhantsev-Korneev等[44 ] 进一步对比了Mo-Si-B和Mo-Al-Si-B涂层在不同温度的抗氧化效果.其结果表明:在1200 ℃下,Mo-Si-B涂层表面SiO2 薄膜生长速率明显高于Mo-Al-Si-B涂层;氧化温度为1200~1700 ℃时,Mo-Al-Si-B涂层表面生成Al2 O3 -SiO2 双相薄膜,但Al的扩散导致涂层孔隙率增加,抗氧化性能降低;1700 ℃下涂层完全氧化失效,而Mo-Si-B涂层仍具有相当长的抗氧化服役寿命.可见,Al、B二者之间并不存在积极的协同作用,故目前暂未见有关于Mo-Al-Si-B涂层实际工程应用的报道. ...
... [
40 ]
Fig.5 ![]()
由前述内容可知,Al和B的引入均能有效改善Mo-Si系涂层的高温抗氧化性能.在此基础上,Kiryukhantsev-Korneev等[44 ] 进一步对比了Mo-Si-B和Mo-Al-Si-B涂层在不同温度的抗氧化效果.其结果表明:在1200 ℃下,Mo-Si-B涂层表面SiO2 薄膜生长速率明显高于Mo-Al-Si-B涂层;氧化温度为1200~1700 ℃时,Mo-Al-Si-B涂层表面生成Al2 O3 -SiO2 双相薄膜,但Al的扩散导致涂层孔隙率增加,抗氧化性能降低;1700 ℃下涂层完全氧化失效,而Mo-Si-B涂层仍具有相当长的抗氧化服役寿命.可见,Al、B二者之间并不存在积极的协同作用,故目前暂未见有关于Mo-Al-Si-B涂层实际工程应用的报道. ...
Thermal stability and mechanical properties of boron enhanced Mo-Si coatings
1
2015
... Mo-Si-B合金因其优异的高温抗氧化性能和力学性能,在高温材料应用领域占有重要的地位.同样,在高温涂层开发及应用方面也具有极大的应用潜力[37 ,38 ] .Pang等[39 ,40 ] 通过爆炸喷涂-包埋复合工艺在Nb-Si合金表面制备了由多相组成的复相涂层,涂层组织及成分如图5 a所示,由内向外依次为Mo、MoB、MoSi2 相,且各相之间呈冶金结合,无明显孔隙缺陷.在1250 ℃下氧化100 h后,MoB相高温下分解并与O形成B2 O3 相,B2 O3 相则降低了高温下SiO2 的粘度,从而使SiO2 薄膜自愈合速率提高,如图5 b和c所示,氧化层内层出现了致密且连续的B2 O3 -SiO2 涂层,故Mo-Si-B涂层表现出良好的高温抗氧化性能.此外,通过对Mo-Si-B涂层的热稳定性研究[41 ] 可知,其高温抗氧化性能与Si含量及B/Si比紧密相关,即Si含量高于25% (原子分数),B/Si比不低于0.25,Mo含量在50%~60% (原子分数),涂层表现出最佳的高温抗氧化性能.Perepezko[42 ] 研究表明,适当成分的Mo-Si-B涂层不仅具备良好的高温自修复性,而且拥有极佳的抗高温湿氧化能力.Deng等[43 ] 则研究了Mo-Si-B涂层微观结构与其抗氧化性能二者之间的关系:与Mo3 Si/Mo5 SiB2 共晶相比较,Mo5 SiB2 枝晶相具有更好的高温抗氧化性能. ...
Refract
1
2018
... Mo-Si-B合金因其优异的高温抗氧化性能和力学性能,在高温材料应用领域占有重要的地位.同样,在高温涂层开发及应用方面也具有极大的应用潜力[37 ,38 ] .Pang等[39 ,40 ] 通过爆炸喷涂-包埋复合工艺在Nb-Si合金表面制备了由多相组成的复相涂层,涂层组织及成分如图5 a所示,由内向外依次为Mo、MoB、MoSi2 相,且各相之间呈冶金结合,无明显孔隙缺陷.在1250 ℃下氧化100 h后,MoB相高温下分解并与O形成B2 O3 相,B2 O3 相则降低了高温下SiO2 的粘度,从而使SiO2 薄膜自愈合速率提高,如图5 b和c所示,氧化层内层出现了致密且连续的B2 O3 -SiO2 涂层,故Mo-Si-B涂层表现出良好的高温抗氧化性能.此外,通过对Mo-Si-B涂层的热稳定性研究[41 ] 可知,其高温抗氧化性能与Si含量及B/Si比紧密相关,即Si含量高于25% (原子分数),B/Si比不低于0.25,Mo含量在50%~60% (原子分数),涂层表现出最佳的高温抗氧化性能.Perepezko[42 ] 研究表明,适当成分的Mo-Si-B涂层不仅具备良好的高温自修复性,而且拥有极佳的抗高温湿氧化能力.Deng等[43 ] 则研究了Mo-Si-B涂层微观结构与其抗氧化性能二者之间的关系:与Mo3 Si/Mo5 SiB2 共晶相比较,Mo5 SiB2 枝晶相具有更好的高温抗氧化性能. ...
Microstructure and oxidation resistance of a multiphase Mo-Si-B ceramic coating on Mo substrates deposited by a plasma transferred arc process
1
2019
... Mo-Si-B合金因其优异的高温抗氧化性能和力学性能,在高温材料应用领域占有重要的地位.同样,在高温涂层开发及应用方面也具有极大的应用潜力[37 ,38 ] .Pang等[39 ,40 ] 通过爆炸喷涂-包埋复合工艺在Nb-Si合金表面制备了由多相组成的复相涂层,涂层组织及成分如图5 a所示,由内向外依次为Mo、MoB、MoSi2 相,且各相之间呈冶金结合,无明显孔隙缺陷.在1250 ℃下氧化100 h后,MoB相高温下分解并与O形成B2 O3 相,B2 O3 相则降低了高温下SiO2 的粘度,从而使SiO2 薄膜自愈合速率提高,如图5 b和c所示,氧化层内层出现了致密且连续的B2 O3 -SiO2 涂层,故Mo-Si-B涂层表现出良好的高温抗氧化性能.此外,通过对Mo-Si-B涂层的热稳定性研究[41 ] 可知,其高温抗氧化性能与Si含量及B/Si比紧密相关,即Si含量高于25% (原子分数),B/Si比不低于0.25,Mo含量在50%~60% (原子分数),涂层表现出最佳的高温抗氧化性能.Perepezko[42 ] 研究表明,适当成分的Mo-Si-B涂层不仅具备良好的高温自修复性,而且拥有极佳的抗高温湿氧化能力.Deng等[43 ] 则研究了Mo-Si-B涂层微观结构与其抗氧化性能二者之间的关系:与Mo3 Si/Mo5 SiB2 共晶相比较,Mo5 SiB2 枝晶相具有更好的高温抗氧化性能. ...
Comparative investigation of structure, mechanical properties, and oxidation resistance of Mo-Si-B and Mo-Al-Si-B coatings
1
2017
... 由前述内容可知,Al和B的引入均能有效改善Mo-Si系涂层的高温抗氧化性能.在此基础上,Kiryukhantsev-Korneev等[44 ] 进一步对比了Mo-Si-B和Mo-Al-Si-B涂层在不同温度的抗氧化效果.其结果表明:在1200 ℃下,Mo-Si-B涂层表面SiO2 薄膜生长速率明显高于Mo-Al-Si-B涂层;氧化温度为1200~1700 ℃时,Mo-Al-Si-B涂层表面生成Al2 O3 -SiO2 双相薄膜,但Al的扩散导致涂层孔隙率增加,抗氧化性能降低;1700 ℃下涂层完全氧化失效,而Mo-Si-B涂层仍具有相当长的抗氧化服役寿命.可见,Al、B二者之间并不存在积极的协同作用,故目前暂未见有关于Mo-Al-Si-B涂层实际工程应用的报道. ...
Binary Alloy Phase-Diagrams
1
2004
... 作为一种高熔点难熔金属,Zr的硅化物ZrSi2 和氧化物ZrO2 熔点分别高达1925和2700 ℃[45 ] ,有望满足新一代高超音速飞行器的高温性能要求.Yeom等[46 ] 采用磁控溅射法在Zr合金表面成功制备了Zr-Si涂层并对其抗氧化性能进行了研究,可知在高温下 (1200 ℃) Zr-Si涂层表面形成了致密连续的SiO2 和ZrO2 多相薄膜,有效地阻止了氧的扩散,同时Zr-Si涂层在热冲击作用下无球化结晶、裂纹等缺陷的产生. ...
Binary Alloy Phase-Diagrams
1
2004
... 作为一种高熔点难熔金属,Zr的硅化物ZrSi2 和氧化物ZrO2 熔点分别高达1925和2700 ℃[45 ] ,有望满足新一代高超音速飞行器的高温性能要求.Yeom等[46 ] 采用磁控溅射法在Zr合金表面成功制备了Zr-Si涂层并对其抗氧化性能进行了研究,可知在高温下 (1200 ℃) Zr-Si涂层表面形成了致密连续的SiO2 和ZrO2 多相薄膜,有效地阻止了氧的扩散,同时Zr-Si涂层在热冲击作用下无球化结晶、裂纹等缺陷的产生. ...
Magnetron sputter deposition of Zirconium-silicide coating for mitigating high temperature oxidation of Zirconium-alloy
1
2017
... 作为一种高熔点难熔金属,Zr的硅化物ZrSi2 和氧化物ZrO2 熔点分别高达1925和2700 ℃[45 ] ,有望满足新一代高超音速飞行器的高温性能要求.Yeom等[46 ] 采用磁控溅射法在Zr合金表面成功制备了Zr-Si涂层并对其抗氧化性能进行了研究,可知在高温下 (1200 ℃) Zr-Si涂层表面形成了致密连续的SiO2 和ZrO2 多相薄膜,有效地阻止了氧的扩散,同时Zr-Si涂层在热冲击作用下无球化结晶、裂纹等缺陷的产生. ...
Effect of Si addition on the microstructure, mechanical properties and tribological properties of Zr-Si-N nanocomposite coatings deposited by a hybrid coating system
4
2014
... 为进一步提高Zr-Si涂层的热稳定性与抗氧化性能,学者们多通过Ta、Al、C、Ti等元素的微合金来实现.目前,Zr-Si-X 多元涂层的制备多通过复合涂层制备系统来完成,其制备过程如图6 所示[47 ] ,分别以Zr、Si为靶材,并向设备中通入既定比例的N2 -Ar混合气体,起到保护、反应的双重作用;中间基体按照一定速率旋转,保证涂层的组织与成分均匀.该方法具有使用范围广,基体形状不受限制,生产效率高等优点. ...
... [
47 ]
Schematic diagram of the hybrid coating system combining AIP and sputtering techniques<sup>[<xref ref-type="bibr" rid="R47">47</xref>]</sup> Fig.6 ![]()
3.1 Si-Zr-C涂层 殷小玮等[48 ] 采用气相沉积法制备了Zr-Si-C复合涂层,涂层呈多相结构:由表面至基体依次为ZrC1- x 1- x [49 ] 对蒸镀-原位反应法在碳材料表面制备ZrC-SiC复相涂层的过程进行了探究,涂层生成过程如下式[50 ] : ...
... [
47 ]
Fig.6 ![]()
3.1 Si-Zr-C涂层 殷小玮等[48 ] 采用气相沉积法制备了Zr-Si-C复合涂层,涂层呈多相结构:由表面至基体依次为ZrC1- x 1- x [49 ] 对蒸镀-原位反应法在碳材料表面制备ZrC-SiC复相涂层的过程进行了探究,涂层生成过程如下式[50 ] : ...
... 对于Si-Zr涂层的改性,除了C外,N的引入同样倍受研究人员的关注.Si-Zr-N涂层显微硬度可达36 GPa[53 ] ,且具有良好的热稳定性,700 ℃下仍能保持其室温显微硬度和组织结构[54 ] .目前,关于Si-Zr-N涂层组织与性能的研究已取得诸多成果.相关研究表明[55 ] ,Si-Zr-N涂层的高温抗氧化性能与其相组成密切相关,如图7 所示,即:当涂层中含有56%~57% (体积分数) Si3 N4 相时,1300 ℃下涂层无明显质量变化.这主要有以下两方面原因:一方面Si3 N4 、ZrN等高温稳定相未完全晶化,仅存在少量被SiO2 及SiOx y 2 反应形成厚约115 nm的ZrO2 -ZrSiO4 -SiO2 多相致密氧化层,阻止了氧化过程的继续,抗氧化性能明显优于Mo-Si-N涂层[56 ] .但值得注意的是,ZrN相与Si3 N4 相润湿性较差,Si-Zr-N涂层力学性能反而低于ZrN单相涂层[57 ] .为进一步改善Si-Zr-N涂层的性能,科研人员探讨了Si含量对涂层组织与性能的影响.Choi等[47 ,58 ] 采用阴极电弧沉积技术制备了不同Si含量的Si-Zr-N涂层,并对其室温组织结构与性能进行研究,结果表明:随着Si含量的升高,Si-Zr-N涂层逐渐由晶态结构转变为纳米非晶态,Si原子分数为5.8%时涂层Young's模量和硬度达到最大值,摩擦系数则降至最低.但是,涂层力学性能因制备工艺的不同而存在明显差异.Wu等[59 ,60 ] 利用磁控溅射技术在Si晶片表面制备了0~20.9% (原子分数) Si含量的Si-Zr-N涂层,其结果表明:Si含量达1.8%~1.9%时Si-Zr-N涂层模量和硬度最大;且随着Si含量的升高,涂层结构逐渐由柱状晶转变为等轴晶.另外,更为值得关注的是,Si-Zr-N涂层组织结构对其高温抗氧化性能和高温耐磨性能起着决定性的作用,500 ℃柱状晶结构涂层的磨损率仅为1×10-4 mm3 /Nm,远远低于非晶态涂层[61 ] ,但非晶态涂层的抗氧化性能明显优于柱状晶结构涂层[62 ] .值得一提的是,1300 ℃氧化气氛下Si-Zr-N涂层的抗氧化性能明显优于Si-Zr-W涂层,且氧化层厚度仅为Si-N-Ta涂层的1/4,与Si-Mo-N相比也表现出更为优异的高温抗氧化性能[54 ,56 ] . ...
化学气相反应法制备Zr-Si-C涂层
1
2007
... 殷小玮等[48 ] 采用气相沉积法制备了Zr-Si-C复合涂层,涂层呈多相结构:由表面至基体依次为ZrC1- x 1- x [49 ] 对蒸镀-原位反应法在碳材料表面制备ZrC-SiC复相涂层的过程进行了探究,涂层生成过程如下式[50 ] : ...
化学气相反应法制备Zr-Si-C涂层
1
2007
... 殷小玮等[48 ] 采用气相沉积法制备了Zr-Si-C复合涂层,涂层呈多相结构:由表面至基体依次为ZrC1- x 1- x [49 ] 对蒸镀-原位反应法在碳材料表面制备ZrC-SiC复相涂层的过程进行了探究,涂层生成过程如下式[50 ] : ...
Microstructure and properties of ZrC-SiC multi-phase coatings prepared by thermal evaporation deposition and an In-Situ reaction method
1
2018
... 殷小玮等[48 ] 采用气相沉积法制备了Zr-Si-C复合涂层,涂层呈多相结构:由表面至基体依次为ZrC1- x 1- x [49 ] 对蒸镀-原位反应法在碳材料表面制备ZrC-SiC复相涂层的过程进行了探究,涂层生成过程如下式[50 ] : ...
Fabrication and microstructure of 3D Cf /ZrC-SiC composites: Through RMI method with ZrO2 powders as pore-making agent
1
2016
... 殷小玮等[48 ] 采用气相沉积法制备了Zr-Si-C复合涂层,涂层呈多相结构:由表面至基体依次为ZrC1- x 1- x [49 ] 对蒸镀-原位反应法在碳材料表面制备ZrC-SiC复相涂层的过程进行了探究,涂层生成过程如下式[50 ] : ...
Microstructure and ablation mechanism of SiC-ZrC-Al2 O3 coating for SiC coated C/C composites under oxyacetylene torch test
2
2018
... 蒸镀温度高于1410 ℃时,Si蒸汽与C基体反应形成SiC薄膜,随着温度升高涂层厚度增加;当蒸镀温度超过1800 ℃时,ZrC比SiC的生成自由能更低,一旦Zr蒸汽出现 (≥2100 ℃),SiC与Zr反应形成ZrC.此外,从其烧蚀实验可知,ZrC骨架主要起到抵抗热侵蚀的作用,而SiC氧化形成SiO2 薄膜弥补涂层微观裂纹.Huo等[51 ] 则通过原位合成法在C/C材料表面进一步制备了SiC-ZrC-Al2 O3 复相涂层,在2.4 MW/m2 的热负荷工况下涂层有效寿命达60 s以上,是ZrC单相涂层[52 ] 的两倍. ...
... 针对C/C复合材料的抗氧化防护,Savage[67 ] 提出了一种由内至外分别为过渡层、阻挡层、密封层、耐烧蚀层的四层涂层设计理念.根据此理念,郭海明等[68 ] 通过化学气相沉积法-料浆涂刷法复合工艺在C/C复合材料表面制备了TiC/SiC/ZrO2 -MoSi2 复合涂层,其中TiC为粘接层,保证涂层与基体结合良好并阻止二者间元素互扩散[69 ] ;SiC为氧阻挡层,有效阻止O原子的侵入;ZrO2 -MoSi2 为外耐烧蚀层,有效封填SiC层裂纹并防止液态SiO2 的挥发.虽然TiC/SiC/ZrO2 -MoSi2 涂层在1300 ℃表现出良好的抗氧化性能,但与单涂层相比[70 ,71 ] ,没有太大的工艺或性能优势.因此,科研人员开始摒弃固定的四层设计理念,开始重视双层或多层涂层高温性能的提升.鉴于SiC、ZrC与C/C材料热膨胀系数较为接近且阻隔性优良,目前多以二者为中间过渡层[72 -76 ] ,在此基础上制备双层或多层高温涂层.Huo等[51 ] 采用原位合成技术在C/C复合材料表面制备了SiC/Si-Zr-Al双层涂层,内层SiC涂层不仅解决了SiC-Zr-Al涂层与基体二者间的热膨胀系数失配现象,增强了界面结合力,同时还有效阻止二者间元素互扩散的发生.Feng等[77 ] 则采用两步包埋法在C/C复合材料表面制备了厚约200 μm的ZrB2 -CrSi2 -Si/SiC复合涂层,中间层SiC相有效改善了涂层与基体间的热力学相容性,而外层ZrB2 -CrSi2 -Si复相高温下形成Zr-Cr-Si-O复合玻璃相,有效阻止了O原子的扩散和孔洞的产生,2300 ℃下涂层有效防护时间长达90 s. ...
Ablation behavior of sharp-shape C/C-SiC-ZrB2 composites under oxyacetylene flame
1
2017
... 蒸镀温度高于1410 ℃时,Si蒸汽与C基体反应形成SiC薄膜,随着温度升高涂层厚度增加;当蒸镀温度超过1800 ℃时,ZrC比SiC的生成自由能更低,一旦Zr蒸汽出现 (≥2100 ℃),SiC与Zr反应形成ZrC.此外,从其烧蚀实验可知,ZrC骨架主要起到抵抗热侵蚀的作用,而SiC氧化形成SiO2 薄膜弥补涂层微观裂纹.Huo等[51 ] 则通过原位合成法在C/C材料表面进一步制备了SiC-ZrC-Al2 O3 复相涂层,在2.4 MW/m2 的热负荷工况下涂层有效寿命达60 s以上,是ZrC单相涂层[52 ] 的两倍. ...
Nanocomposite Ti-Si-N, Zr-Si-N, Ti-Al-Si-N, Ti-Al-V-Si-N thin film coatings deposited by vacuum arc deposition
1
2005
... 对于Si-Zr涂层的改性,除了C外,N的引入同样倍受研究人员的关注.Si-Zr-N涂层显微硬度可达36 GPa[53 ] ,且具有良好的热稳定性,700 ℃下仍能保持其室温显微硬度和组织结构[54 ] .目前,关于Si-Zr-N涂层组织与性能的研究已取得诸多成果.相关研究表明[55 ] ,Si-Zr-N涂层的高温抗氧化性能与其相组成密切相关,如图7 所示,即:当涂层中含有56%~57% (体积分数) Si3 N4 相时,1300 ℃下涂层无明显质量变化.这主要有以下两方面原因:一方面Si3 N4 、ZrN等高温稳定相未完全晶化,仅存在少量被SiO2 及SiOx y 2 反应形成厚约115 nm的ZrO2 -ZrSiO4 -SiO2 多相致密氧化层,阻止了氧化过程的继续,抗氧化性能明显优于Mo-Si-N涂层[56 ] .但值得注意的是,ZrN相与Si3 N4 相润湿性较差,Si-Zr-N涂层力学性能反而低于ZrN单相涂层[57 ] .为进一步改善Si-Zr-N涂层的性能,科研人员探讨了Si含量对涂层组织与性能的影响.Choi等[47 ,58 ] 采用阴极电弧沉积技术制备了不同Si含量的Si-Zr-N涂层,并对其室温组织结构与性能进行研究,结果表明:随着Si含量的升高,Si-Zr-N涂层逐渐由晶态结构转变为纳米非晶态,Si原子分数为5.8%时涂层Young's模量和硬度达到最大值,摩擦系数则降至最低.但是,涂层力学性能因制备工艺的不同而存在明显差异.Wu等[59 ,60 ] 利用磁控溅射技术在Si晶片表面制备了0~20.9% (原子分数) Si含量的Si-Zr-N涂层,其结果表明:Si含量达1.8%~1.9%时Si-Zr-N涂层模量和硬度最大;且随着Si含量的升高,涂层结构逐渐由柱状晶转变为等轴晶.另外,更为值得关注的是,Si-Zr-N涂层组织结构对其高温抗氧化性能和高温耐磨性能起着决定性的作用,500 ℃柱状晶结构涂层的磨损率仅为1×10-4 mm3 /Nm,远远低于非晶态涂层[61 ] ,但非晶态涂层的抗氧化性能明显优于柱状晶结构涂层[62 ] .值得一提的是,1300 ℃氧化气氛下Si-Zr-N涂层的抗氧化性能明显优于Si-Zr-W涂层,且氧化层厚度仅为Si-N-Ta涂层的1/4,与Si-Mo-N相比也表现出更为优异的高温抗氧化性能[54 ,56 ] . ...
Thermal stability of magnetron sputtered Zr-Si-N films
2
2006
... 对于Si-Zr涂层的改性,除了C外,N的引入同样倍受研究人员的关注.Si-Zr-N涂层显微硬度可达36 GPa[53 ] ,且具有良好的热稳定性,700 ℃下仍能保持其室温显微硬度和组织结构[54 ] .目前,关于Si-Zr-N涂层组织与性能的研究已取得诸多成果.相关研究表明[55 ] ,Si-Zr-N涂层的高温抗氧化性能与其相组成密切相关,如图7 所示,即:当涂层中含有56%~57% (体积分数) Si3 N4 相时,1300 ℃下涂层无明显质量变化.这主要有以下两方面原因:一方面Si3 N4 、ZrN等高温稳定相未完全晶化,仅存在少量被SiO2 及SiOx y 2 反应形成厚约115 nm的ZrO2 -ZrSiO4 -SiO2 多相致密氧化层,阻止了氧化过程的继续,抗氧化性能明显优于Mo-Si-N涂层[56 ] .但值得注意的是,ZrN相与Si3 N4 相润湿性较差,Si-Zr-N涂层力学性能反而低于ZrN单相涂层[57 ] .为进一步改善Si-Zr-N涂层的性能,科研人员探讨了Si含量对涂层组织与性能的影响.Choi等[47 ,58 ] 采用阴极电弧沉积技术制备了不同Si含量的Si-Zr-N涂层,并对其室温组织结构与性能进行研究,结果表明:随着Si含量的升高,Si-Zr-N涂层逐渐由晶态结构转变为纳米非晶态,Si原子分数为5.8%时涂层Young's模量和硬度达到最大值,摩擦系数则降至最低.但是,涂层力学性能因制备工艺的不同而存在明显差异.Wu等[59 ,60 ] 利用磁控溅射技术在Si晶片表面制备了0~20.9% (原子分数) Si含量的Si-Zr-N涂层,其结果表明:Si含量达1.8%~1.9%时Si-Zr-N涂层模量和硬度最大;且随着Si含量的升高,涂层结构逐渐由柱状晶转变为等轴晶.另外,更为值得关注的是,Si-Zr-N涂层组织结构对其高温抗氧化性能和高温耐磨性能起着决定性的作用,500 ℃柱状晶结构涂层的磨损率仅为1×10-4 mm3 /Nm,远远低于非晶态涂层[61 ] ,但非晶态涂层的抗氧化性能明显优于柱状晶结构涂层[62 ] .值得一提的是,1300 ℃氧化气氛下Si-Zr-N涂层的抗氧化性能明显优于Si-Zr-W涂层,且氧化层厚度仅为Si-N-Ta涂层的1/4,与Si-Mo-N相比也表现出更为优异的高温抗氧化性能[54 ,56 ] . ...
... [54 ,56 ]. ...
Difference in high-temperature oxidation resistance of amorphous Zr-Si-N and W-Si-N Films with a high Si content
3
2005
... 对于Si-Zr涂层的改性,除了C外,N的引入同样倍受研究人员的关注.Si-Zr-N涂层显微硬度可达36 GPa[53 ] ,且具有良好的热稳定性,700 ℃下仍能保持其室温显微硬度和组织结构[54 ] .目前,关于Si-Zr-N涂层组织与性能的研究已取得诸多成果.相关研究表明[55 ] ,Si-Zr-N涂层的高温抗氧化性能与其相组成密切相关,如图7 所示,即:当涂层中含有56%~57% (体积分数) Si3 N4 相时,1300 ℃下涂层无明显质量变化.这主要有以下两方面原因:一方面Si3 N4 、ZrN等高温稳定相未完全晶化,仅存在少量被SiO2 及SiOx y 2 反应形成厚约115 nm的ZrO2 -ZrSiO4 -SiO2 多相致密氧化层,阻止了氧化过程的继续,抗氧化性能明显优于Mo-Si-N涂层[56 ] .但值得注意的是,ZrN相与Si3 N4 相润湿性较差,Si-Zr-N涂层力学性能反而低于ZrN单相涂层[57 ] .为进一步改善Si-Zr-N涂层的性能,科研人员探讨了Si含量对涂层组织与性能的影响.Choi等[47 ,58 ] 采用阴极电弧沉积技术制备了不同Si含量的Si-Zr-N涂层,并对其室温组织结构与性能进行研究,结果表明:随着Si含量的升高,Si-Zr-N涂层逐渐由晶态结构转变为纳米非晶态,Si原子分数为5.8%时涂层Young's模量和硬度达到最大值,摩擦系数则降至最低.但是,涂层力学性能因制备工艺的不同而存在明显差异.Wu等[59 ,60 ] 利用磁控溅射技术在Si晶片表面制备了0~20.9% (原子分数) Si含量的Si-Zr-N涂层,其结果表明:Si含量达1.8%~1.9%时Si-Zr-N涂层模量和硬度最大;且随着Si含量的升高,涂层结构逐渐由柱状晶转变为等轴晶.另外,更为值得关注的是,Si-Zr-N涂层组织结构对其高温抗氧化性能和高温耐磨性能起着决定性的作用,500 ℃柱状晶结构涂层的磨损率仅为1×10-4 mm3 /Nm,远远低于非晶态涂层[61 ] ,但非晶态涂层的抗氧化性能明显优于柱状晶结构涂层[62 ] .值得一提的是,1300 ℃氧化气氛下Si-Zr-N涂层的抗氧化性能明显优于Si-Zr-W涂层,且氧化层厚度仅为Si-N-Ta涂层的1/4,与Si-Mo-N相比也表现出更为优异的高温抗氧化性能[54 ,56 ] . ...
... [
55 ]
Thermogravimetric curves of the Zr-Si-N films ann-ealed in air up to 1300 ℃<sup>[<xref ref-type="bibr" rid="R55">55</xref>]</sup> Fig.7 ![]()
4 双层或多层复合Si化物涂层 尽管上述多种Si化物涂层均具有良好的高温性能,但涂层与基体之间往往存在模量匹配度差、热膨胀系数差异大、元素互扩散等问题,热循环工况下涂层易发生开裂、剥离等失效.对此,学者们受复合材料可设计特性的启发,希望通过双层或多层复合涂层体系的构建解决上述问题. ...
... [
55 ]
Fig.7 ![]()
4 双层或多层复合Si化物涂层 尽管上述多种Si化物涂层均具有良好的高温性能,但涂层与基体之间往往存在模量匹配度差、热膨胀系数差异大、元素互扩散等问题,热循环工况下涂层易发生开裂、剥离等失效.对此,学者们受复合材料可设计特性的启发,希望通过双层或多层复合涂层体系的构建解决上述问题. ...
Physical properties and high-temperature oxidation resistance of sputtered Si3 N4 /MoNx
2
2005
... 对于Si-Zr涂层的改性,除了C外,N的引入同样倍受研究人员的关注.Si-Zr-N涂层显微硬度可达36 GPa[53 ] ,且具有良好的热稳定性,700 ℃下仍能保持其室温显微硬度和组织结构[54 ] .目前,关于Si-Zr-N涂层组织与性能的研究已取得诸多成果.相关研究表明[55 ] ,Si-Zr-N涂层的高温抗氧化性能与其相组成密切相关,如图7 所示,即:当涂层中含有56%~57% (体积分数) Si3 N4 相时,1300 ℃下涂层无明显质量变化.这主要有以下两方面原因:一方面Si3 N4 、ZrN等高温稳定相未完全晶化,仅存在少量被SiO2 及SiOx y 2 反应形成厚约115 nm的ZrO2 -ZrSiO4 -SiO2 多相致密氧化层,阻止了氧化过程的继续,抗氧化性能明显优于Mo-Si-N涂层[56 ] .但值得注意的是,ZrN相与Si3 N4 相润湿性较差,Si-Zr-N涂层力学性能反而低于ZrN单相涂层[57 ] .为进一步改善Si-Zr-N涂层的性能,科研人员探讨了Si含量对涂层组织与性能的影响.Choi等[47 ,58 ] 采用阴极电弧沉积技术制备了不同Si含量的Si-Zr-N涂层,并对其室温组织结构与性能进行研究,结果表明:随着Si含量的升高,Si-Zr-N涂层逐渐由晶态结构转变为纳米非晶态,Si原子分数为5.8%时涂层Young's模量和硬度达到最大值,摩擦系数则降至最低.但是,涂层力学性能因制备工艺的不同而存在明显差异.Wu等[59 ,60 ] 利用磁控溅射技术在Si晶片表面制备了0~20.9% (原子分数) Si含量的Si-Zr-N涂层,其结果表明:Si含量达1.8%~1.9%时Si-Zr-N涂层模量和硬度最大;且随着Si含量的升高,涂层结构逐渐由柱状晶转变为等轴晶.另外,更为值得关注的是,Si-Zr-N涂层组织结构对其高温抗氧化性能和高温耐磨性能起着决定性的作用,500 ℃柱状晶结构涂层的磨损率仅为1×10-4 mm3 /Nm,远远低于非晶态涂层[61 ] ,但非晶态涂层的抗氧化性能明显优于柱状晶结构涂层[62 ] .值得一提的是,1300 ℃氧化气氛下Si-Zr-N涂层的抗氧化性能明显优于Si-Zr-W涂层,且氧化层厚度仅为Si-N-Ta涂层的1/4,与Si-Mo-N相比也表现出更为优异的高温抗氧化性能[54 ,56 ] . ...
... ,56 ]. ...
Influence of silicon on the microstructure and mechanical properties of Zr-Si-N composite films
1
2006
... 对于Si-Zr涂层的改性,除了C外,N的引入同样倍受研究人员的关注.Si-Zr-N涂层显微硬度可达36 GPa[53 ] ,且具有良好的热稳定性,700 ℃下仍能保持其室温显微硬度和组织结构[54 ] .目前,关于Si-Zr-N涂层组织与性能的研究已取得诸多成果.相关研究表明[55 ] ,Si-Zr-N涂层的高温抗氧化性能与其相组成密切相关,如图7 所示,即:当涂层中含有56%~57% (体积分数) Si3 N4 相时,1300 ℃下涂层无明显质量变化.这主要有以下两方面原因:一方面Si3 N4 、ZrN等高温稳定相未完全晶化,仅存在少量被SiO2 及SiOx y 2 反应形成厚约115 nm的ZrO2 -ZrSiO4 -SiO2 多相致密氧化层,阻止了氧化过程的继续,抗氧化性能明显优于Mo-Si-N涂层[56 ] .但值得注意的是,ZrN相与Si3 N4 相润湿性较差,Si-Zr-N涂层力学性能反而低于ZrN单相涂层[57 ] .为进一步改善Si-Zr-N涂层的性能,科研人员探讨了Si含量对涂层组织与性能的影响.Choi等[47 ,58 ] 采用阴极电弧沉积技术制备了不同Si含量的Si-Zr-N涂层,并对其室温组织结构与性能进行研究,结果表明:随着Si含量的升高,Si-Zr-N涂层逐渐由晶态结构转变为纳米非晶态,Si原子分数为5.8%时涂层Young's模量和硬度达到最大值,摩擦系数则降至最低.但是,涂层力学性能因制备工艺的不同而存在明显差异.Wu等[59 ,60 ] 利用磁控溅射技术在Si晶片表面制备了0~20.9% (原子分数) Si含量的Si-Zr-N涂层,其结果表明:Si含量达1.8%~1.9%时Si-Zr-N涂层模量和硬度最大;且随着Si含量的升高,涂层结构逐渐由柱状晶转变为等轴晶.另外,更为值得关注的是,Si-Zr-N涂层组织结构对其高温抗氧化性能和高温耐磨性能起着决定性的作用,500 ℃柱状晶结构涂层的磨损率仅为1×10-4 mm3 /Nm,远远低于非晶态涂层[61 ] ,但非晶态涂层的抗氧化性能明显优于柱状晶结构涂层[62 ] .值得一提的是,1300 ℃氧化气氛下Si-Zr-N涂层的抗氧化性能明显优于Si-Zr-W涂层,且氧化层厚度仅为Si-N-Ta涂层的1/4,与Si-Mo-N相比也表现出更为优异的高温抗氧化性能[54 ,56 ] . ...
Investigation of microstructure and properties of magnetron sputtered Zr-Si-N thin films with different Si content
1
2018
... 对于Si-Zr涂层的改性,除了C外,N的引入同样倍受研究人员的关注.Si-Zr-N涂层显微硬度可达36 GPa[53 ] ,且具有良好的热稳定性,700 ℃下仍能保持其室温显微硬度和组织结构[54 ] .目前,关于Si-Zr-N涂层组织与性能的研究已取得诸多成果.相关研究表明[55 ] ,Si-Zr-N涂层的高温抗氧化性能与其相组成密切相关,如图7 所示,即:当涂层中含有56%~57% (体积分数) Si3 N4 相时,1300 ℃下涂层无明显质量变化.这主要有以下两方面原因:一方面Si3 N4 、ZrN等高温稳定相未完全晶化,仅存在少量被SiO2 及SiOx y 2 反应形成厚约115 nm的ZrO2 -ZrSiO4 -SiO2 多相致密氧化层,阻止了氧化过程的继续,抗氧化性能明显优于Mo-Si-N涂层[56 ] .但值得注意的是,ZrN相与Si3 N4 相润湿性较差,Si-Zr-N涂层力学性能反而低于ZrN单相涂层[57 ] .为进一步改善Si-Zr-N涂层的性能,科研人员探讨了Si含量对涂层组织与性能的影响.Choi等[47 ,58 ] 采用阴极电弧沉积技术制备了不同Si含量的Si-Zr-N涂层,并对其室温组织结构与性能进行研究,结果表明:随着Si含量的升高,Si-Zr-N涂层逐渐由晶态结构转变为纳米非晶态,Si原子分数为5.8%时涂层Young's模量和硬度达到最大值,摩擦系数则降至最低.但是,涂层力学性能因制备工艺的不同而存在明显差异.Wu等[59 ,60 ] 利用磁控溅射技术在Si晶片表面制备了0~20.9% (原子分数) Si含量的Si-Zr-N涂层,其结果表明:Si含量达1.8%~1.9%时Si-Zr-N涂层模量和硬度最大;且随着Si含量的升高,涂层结构逐渐由柱状晶转变为等轴晶.另外,更为值得关注的是,Si-Zr-N涂层组织结构对其高温抗氧化性能和高温耐磨性能起着决定性的作用,500 ℃柱状晶结构涂层的磨损率仅为1×10-4 mm3 /Nm,远远低于非晶态涂层[61 ] ,但非晶态涂层的抗氧化性能明显优于柱状晶结构涂层[62 ] .值得一提的是,1300 ℃氧化气氛下Si-Zr-N涂层的抗氧化性能明显优于Si-Zr-W涂层,且氧化层厚度仅为Si-N-Ta涂层的1/4,与Si-Mo-N相比也表现出更为优异的高温抗氧化性能[54 ,56 ] . ...
Structure, deformation and fracture of arc evaporated Zr-Si-N hard films
1
2014
... 对于Si-Zr涂层的改性,除了C外,N的引入同样倍受研究人员的关注.Si-Zr-N涂层显微硬度可达36 GPa[53 ] ,且具有良好的热稳定性,700 ℃下仍能保持其室温显微硬度和组织结构[54 ] .目前,关于Si-Zr-N涂层组织与性能的研究已取得诸多成果.相关研究表明[55 ] ,Si-Zr-N涂层的高温抗氧化性能与其相组成密切相关,如图7 所示,即:当涂层中含有56%~57% (体积分数) Si3 N4 相时,1300 ℃下涂层无明显质量变化.这主要有以下两方面原因:一方面Si3 N4 、ZrN等高温稳定相未完全晶化,仅存在少量被SiO2 及SiOx y 2 反应形成厚约115 nm的ZrO2 -ZrSiO4 -SiO2 多相致密氧化层,阻止了氧化过程的继续,抗氧化性能明显优于Mo-Si-N涂层[56 ] .但值得注意的是,ZrN相与Si3 N4 相润湿性较差,Si-Zr-N涂层力学性能反而低于ZrN单相涂层[57 ] .为进一步改善Si-Zr-N涂层的性能,科研人员探讨了Si含量对涂层组织与性能的影响.Choi等[47 ,58 ] 采用阴极电弧沉积技术制备了不同Si含量的Si-Zr-N涂层,并对其室温组织结构与性能进行研究,结果表明:随着Si含量的升高,Si-Zr-N涂层逐渐由晶态结构转变为纳米非晶态,Si原子分数为5.8%时涂层Young's模量和硬度达到最大值,摩擦系数则降至最低.但是,涂层力学性能因制备工艺的不同而存在明显差异.Wu等[59 ,60 ] 利用磁控溅射技术在Si晶片表面制备了0~20.9% (原子分数) Si含量的Si-Zr-N涂层,其结果表明:Si含量达1.8%~1.9%时Si-Zr-N涂层模量和硬度最大;且随着Si含量的升高,涂层结构逐渐由柱状晶转变为等轴晶.另外,更为值得关注的是,Si-Zr-N涂层组织结构对其高温抗氧化性能和高温耐磨性能起着决定性的作用,500 ℃柱状晶结构涂层的磨损率仅为1×10-4 mm3 /Nm,远远低于非晶态涂层[61 ] ,但非晶态涂层的抗氧化性能明显优于柱状晶结构涂层[62 ] .值得一提的是,1300 ℃氧化气氛下Si-Zr-N涂层的抗氧化性能明显优于Si-Zr-W涂层,且氧化层厚度仅为Si-N-Ta涂层的1/4,与Si-Mo-N相比也表现出更为优异的高温抗氧化性能[54 ,56 ] . ...
Understanding hardness evolution of Zr-Si-N nanocomposite coatings via investigating their deformation behaviors
1
2016
... 对于Si-Zr涂层的改性,除了C外,N的引入同样倍受研究人员的关注.Si-Zr-N涂层显微硬度可达36 GPa[53 ] ,且具有良好的热稳定性,700 ℃下仍能保持其室温显微硬度和组织结构[54 ] .目前,关于Si-Zr-N涂层组织与性能的研究已取得诸多成果.相关研究表明[55 ] ,Si-Zr-N涂层的高温抗氧化性能与其相组成密切相关,如图7 所示,即:当涂层中含有56%~57% (体积分数) Si3 N4 相时,1300 ℃下涂层无明显质量变化.这主要有以下两方面原因:一方面Si3 N4 、ZrN等高温稳定相未完全晶化,仅存在少量被SiO2 及SiOx y 2 反应形成厚约115 nm的ZrO2 -ZrSiO4 -SiO2 多相致密氧化层,阻止了氧化过程的继续,抗氧化性能明显优于Mo-Si-N涂层[56 ] .但值得注意的是,ZrN相与Si3 N4 相润湿性较差,Si-Zr-N涂层力学性能反而低于ZrN单相涂层[57 ] .为进一步改善Si-Zr-N涂层的性能,科研人员探讨了Si含量对涂层组织与性能的影响.Choi等[47 ,58 ] 采用阴极电弧沉积技术制备了不同Si含量的Si-Zr-N涂层,并对其室温组织结构与性能进行研究,结果表明:随着Si含量的升高,Si-Zr-N涂层逐渐由晶态结构转变为纳米非晶态,Si原子分数为5.8%时涂层Young's模量和硬度达到最大值,摩擦系数则降至最低.但是,涂层力学性能因制备工艺的不同而存在明显差异.Wu等[59 ,60 ] 利用磁控溅射技术在Si晶片表面制备了0~20.9% (原子分数) Si含量的Si-Zr-N涂层,其结果表明:Si含量达1.8%~1.9%时Si-Zr-N涂层模量和硬度最大;且随着Si含量的升高,涂层结构逐渐由柱状晶转变为等轴晶.另外,更为值得关注的是,Si-Zr-N涂层组织结构对其高温抗氧化性能和高温耐磨性能起着决定性的作用,500 ℃柱状晶结构涂层的磨损率仅为1×10-4 mm3 /Nm,远远低于非晶态涂层[61 ] ,但非晶态涂层的抗氧化性能明显优于柱状晶结构涂层[62 ] .值得一提的是,1300 ℃氧化气氛下Si-Zr-N涂层的抗氧化性能明显优于Si-Zr-W涂层,且氧化层厚度仅为Si-N-Ta涂层的1/4,与Si-Mo-N相比也表现出更为优异的高温抗氧化性能[54 ,56 ] . ...
Influence of microstructure and mechanical properties on the tribological behavior of reactive arc deposited Zr-Si-N coatings at room and high temperature
1
2016
... 对于Si-Zr涂层的改性,除了C外,N的引入同样倍受研究人员的关注.Si-Zr-N涂层显微硬度可达36 GPa[53 ] ,且具有良好的热稳定性,700 ℃下仍能保持其室温显微硬度和组织结构[54 ] .目前,关于Si-Zr-N涂层组织与性能的研究已取得诸多成果.相关研究表明[55 ] ,Si-Zr-N涂层的高温抗氧化性能与其相组成密切相关,如图7 所示,即:当涂层中含有56%~57% (体积分数) Si3 N4 相时,1300 ℃下涂层无明显质量变化.这主要有以下两方面原因:一方面Si3 N4 、ZrN等高温稳定相未完全晶化,仅存在少量被SiO2 及SiOx y 2 反应形成厚约115 nm的ZrO2 -ZrSiO4 -SiO2 多相致密氧化层,阻止了氧化过程的继续,抗氧化性能明显优于Mo-Si-N涂层[56 ] .但值得注意的是,ZrN相与Si3 N4 相润湿性较差,Si-Zr-N涂层力学性能反而低于ZrN单相涂层[57 ] .为进一步改善Si-Zr-N涂层的性能,科研人员探讨了Si含量对涂层组织与性能的影响.Choi等[47 ,58 ] 采用阴极电弧沉积技术制备了不同Si含量的Si-Zr-N涂层,并对其室温组织结构与性能进行研究,结果表明:随着Si含量的升高,Si-Zr-N涂层逐渐由晶态结构转变为纳米非晶态,Si原子分数为5.8%时涂层Young's模量和硬度达到最大值,摩擦系数则降至最低.但是,涂层力学性能因制备工艺的不同而存在明显差异.Wu等[59 ,60 ] 利用磁控溅射技术在Si晶片表面制备了0~20.9% (原子分数) Si含量的Si-Zr-N涂层,其结果表明:Si含量达1.8%~1.9%时Si-Zr-N涂层模量和硬度最大;且随着Si含量的升高,涂层结构逐渐由柱状晶转变为等轴晶.另外,更为值得关注的是,Si-Zr-N涂层组织结构对其高温抗氧化性能和高温耐磨性能起着决定性的作用,500 ℃柱状晶结构涂层的磨损率仅为1×10-4 mm3 /Nm,远远低于非晶态涂层[61 ] ,但非晶态涂层的抗氧化性能明显优于柱状晶结构涂层[62 ] .值得一提的是,1300 ℃氧化气氛下Si-Zr-N涂层的抗氧化性能明显优于Si-Zr-W涂层,且氧化层厚度仅为Si-N-Ta涂层的1/4,与Si-Mo-N相比也表现出更为优异的高温抗氧化性能[54 ,56 ] . ...
Oxidation resistance and mechanical properties of Zr-Si-N coatings with cyclic gradient concentration
1
2017
... 对于Si-Zr涂层的改性,除了C外,N的引入同样倍受研究人员的关注.Si-Zr-N涂层显微硬度可达36 GPa[53 ] ,且具有良好的热稳定性,700 ℃下仍能保持其室温显微硬度和组织结构[54 ] .目前,关于Si-Zr-N涂层组织与性能的研究已取得诸多成果.相关研究表明[55 ] ,Si-Zr-N涂层的高温抗氧化性能与其相组成密切相关,如图7 所示,即:当涂层中含有56%~57% (体积分数) Si3 N4 相时,1300 ℃下涂层无明显质量变化.这主要有以下两方面原因:一方面Si3 N4 、ZrN等高温稳定相未完全晶化,仅存在少量被SiO2 及SiOx y 2 反应形成厚约115 nm的ZrO2 -ZrSiO4 -SiO2 多相致密氧化层,阻止了氧化过程的继续,抗氧化性能明显优于Mo-Si-N涂层[56 ] .但值得注意的是,ZrN相与Si3 N4 相润湿性较差,Si-Zr-N涂层力学性能反而低于ZrN单相涂层[57 ] .为进一步改善Si-Zr-N涂层的性能,科研人员探讨了Si含量对涂层组织与性能的影响.Choi等[47 ,58 ] 采用阴极电弧沉积技术制备了不同Si含量的Si-Zr-N涂层,并对其室温组织结构与性能进行研究,结果表明:随着Si含量的升高,Si-Zr-N涂层逐渐由晶态结构转变为纳米非晶态,Si原子分数为5.8%时涂层Young's模量和硬度达到最大值,摩擦系数则降至最低.但是,涂层力学性能因制备工艺的不同而存在明显差异.Wu等[59 ,60 ] 利用磁控溅射技术在Si晶片表面制备了0~20.9% (原子分数) Si含量的Si-Zr-N涂层,其结果表明:Si含量达1.8%~1.9%时Si-Zr-N涂层模量和硬度最大;且随着Si含量的升高,涂层结构逐渐由柱状晶转变为等轴晶.另外,更为值得关注的是,Si-Zr-N涂层组织结构对其高温抗氧化性能和高温耐磨性能起着决定性的作用,500 ℃柱状晶结构涂层的磨损率仅为1×10-4 mm3 /Nm,远远低于非晶态涂层[61 ] ,但非晶态涂层的抗氧化性能明显优于柱状晶结构涂层[62 ] .值得一提的是,1300 ℃氧化气氛下Si-Zr-N涂层的抗氧化性能明显优于Si-Zr-W涂层,且氧化层厚度仅为Si-N-Ta涂层的1/4,与Si-Mo-N相比也表现出更为优异的高温抗氧化性能[54 ,56 ] . ...
Ti-Al-N/Mo-Si-B multilayers: an architectural arrangement for high temperature oxidation resistant hard coatings
1
2017
... 近年来,相关学者针对不同结构的双层或多层复合涂层的制备及其性能进行了大量研究.Riedl等[63 ] 采用阴极电弧/溅射沉积技术制备了厚约0.35 μm的Ti-Al-N/Mo-Si-B复合涂层,通过对其高温性能研究发现:Ti-Al-N/Mo-Si-B复合涂层周期为37 nm (Ti-Al-N和Mo-Si-B单层分别厚31和6 nm),其抗氧化性能明显优于其他周期涂层,且Ti-Al-N涂层在1000 ℃下仍具备良好的力学性能.此外,涂层结构对其残余热应力的大小也起着决定性作用[64 ] ,即:随着双层循环厚度的逐渐减小,残余热应力由-5.4 GPa下降至-2.75 GPa,双层厚度≤130 nm时涂层与基体结合良好,无开裂、剥离等失效现象出现.黎海旭等[65 ] 采用电弧离子镀膜技术在硬质合金表面制备了厚约2.8 μm的TiSiN/AlCrN涂层,内层AlCrN相与基体形成扩散-冶金结合[66 ] ,结合力达到了83 N;外层TiSiN相不仅具有良好的高温稳定性,且其高温摩擦系数与室温摩擦系数基本相同. ...
Strain and stress analyses on thermally annealed Ti-Al-N/Mo-Si-B multilayer coatings by synchrotron X-Ray diffraction
1
2019
... 近年来,相关学者针对不同结构的双层或多层复合涂层的制备及其性能进行了大量研究.Riedl等[63 ] 采用阴极电弧/溅射沉积技术制备了厚约0.35 μm的Ti-Al-N/Mo-Si-B复合涂层,通过对其高温性能研究发现:Ti-Al-N/Mo-Si-B复合涂层周期为37 nm (Ti-Al-N和Mo-Si-B单层分别厚31和6 nm),其抗氧化性能明显优于其他周期涂层,且Ti-Al-N涂层在1000 ℃下仍具备良好的力学性能.此外,涂层结构对其残余热应力的大小也起着决定性作用[64 ] ,即:随着双层循环厚度的逐渐减小,残余热应力由-5.4 GPa下降至-2.75 GPa,双层厚度≤130 nm时涂层与基体结合良好,无开裂、剥离等失效现象出现.黎海旭等[65 ] 采用电弧离子镀膜技术在硬质合金表面制备了厚约2.8 μm的TiSiN/AlCrN涂层,内层AlCrN相与基体形成扩散-冶金结合[66 ] ,结合力达到了83 N;外层TiSiN相不仅具有良好的高温稳定性,且其高温摩擦系数与室温摩擦系数基本相同. ...
TiSiN/AlCrN纳米多层涂层高温热稳定性及摩擦学特性研究
1
2018
... 近年来,相关学者针对不同结构的双层或多层复合涂层的制备及其性能进行了大量研究.Riedl等[63 ] 采用阴极电弧/溅射沉积技术制备了厚约0.35 μm的Ti-Al-N/Mo-Si-B复合涂层,通过对其高温性能研究发现:Ti-Al-N/Mo-Si-B复合涂层周期为37 nm (Ti-Al-N和Mo-Si-B单层分别厚31和6 nm),其抗氧化性能明显优于其他周期涂层,且Ti-Al-N涂层在1000 ℃下仍具备良好的力学性能.此外,涂层结构对其残余热应力的大小也起着决定性作用[64 ] ,即:随着双层循环厚度的逐渐减小,残余热应力由-5.4 GPa下降至-2.75 GPa,双层厚度≤130 nm时涂层与基体结合良好,无开裂、剥离等失效现象出现.黎海旭等[65 ] 采用电弧离子镀膜技术在硬质合金表面制备了厚约2.8 μm的TiSiN/AlCrN涂层,内层AlCrN相与基体形成扩散-冶金结合[66 ] ,结合力达到了83 N;外层TiSiN相不仅具有良好的高温稳定性,且其高温摩擦系数与室温摩擦系数基本相同. ...
TiSiN/AlCrN纳米多层涂层高温热稳定性及摩擦学特性研究
1
2018
... 近年来,相关学者针对不同结构的双层或多层复合涂层的制备及其性能进行了大量研究.Riedl等[63 ] 采用阴极电弧/溅射沉积技术制备了厚约0.35 μm的Ti-Al-N/Mo-Si-B复合涂层,通过对其高温性能研究发现:Ti-Al-N/Mo-Si-B复合涂层周期为37 nm (Ti-Al-N和Mo-Si-B单层分别厚31和6 nm),其抗氧化性能明显优于其他周期涂层,且Ti-Al-N涂层在1000 ℃下仍具备良好的力学性能.此外,涂层结构对其残余热应力的大小也起着决定性作用[64 ] ,即:随着双层循环厚度的逐渐减小,残余热应力由-5.4 GPa下降至-2.75 GPa,双层厚度≤130 nm时涂层与基体结合良好,无开裂、剥离等失效现象出现.黎海旭等[65 ] 采用电弧离子镀膜技术在硬质合金表面制备了厚约2.8 μm的TiSiN/AlCrN涂层,内层AlCrN相与基体形成扩散-冶金结合[66 ] ,结合力达到了83 N;外层TiSiN相不仅具有良好的高温稳定性,且其高温摩擦系数与室温摩擦系数基本相同. ...
AlCrN涂层硬质合金切削高温合金耐用度对比实验
1
2012
... 近年来,相关学者针对不同结构的双层或多层复合涂层的制备及其性能进行了大量研究.Riedl等[63 ] 采用阴极电弧/溅射沉积技术制备了厚约0.35 μm的Ti-Al-N/Mo-Si-B复合涂层,通过对其高温性能研究发现:Ti-Al-N/Mo-Si-B复合涂层周期为37 nm (Ti-Al-N和Mo-Si-B单层分别厚31和6 nm),其抗氧化性能明显优于其他周期涂层,且Ti-Al-N涂层在1000 ℃下仍具备良好的力学性能.此外,涂层结构对其残余热应力的大小也起着决定性作用[64 ] ,即:随着双层循环厚度的逐渐减小,残余热应力由-5.4 GPa下降至-2.75 GPa,双层厚度≤130 nm时涂层与基体结合良好,无开裂、剥离等失效现象出现.黎海旭等[65 ] 采用电弧离子镀膜技术在硬质合金表面制备了厚约2.8 μm的TiSiN/AlCrN涂层,内层AlCrN相与基体形成扩散-冶金结合[66 ] ,结合力达到了83 N;外层TiSiN相不仅具有良好的高温稳定性,且其高温摩擦系数与室温摩擦系数基本相同. ...
AlCrN涂层硬质合金切削高温合金耐用度对比实验
1
2012
... 近年来,相关学者针对不同结构的双层或多层复合涂层的制备及其性能进行了大量研究.Riedl等[63 ] 采用阴极电弧/溅射沉积技术制备了厚约0.35 μm的Ti-Al-N/Mo-Si-B复合涂层,通过对其高温性能研究发现:Ti-Al-N/Mo-Si-B复合涂层周期为37 nm (Ti-Al-N和Mo-Si-B单层分别厚31和6 nm),其抗氧化性能明显优于其他周期涂层,且Ti-Al-N涂层在1000 ℃下仍具备良好的力学性能.此外,涂层结构对其残余热应力的大小也起着决定性作用[64 ] ,即:随着双层循环厚度的逐渐减小,残余热应力由-5.4 GPa下降至-2.75 GPa,双层厚度≤130 nm时涂层与基体结合良好,无开裂、剥离等失效现象出现.黎海旭等[65 ] 采用电弧离子镀膜技术在硬质合金表面制备了厚约2.8 μm的TiSiN/AlCrN涂层,内层AlCrN相与基体形成扩散-冶金结合[66 ] ,结合力达到了83 N;外层TiSiN相不仅具有良好的高温稳定性,且其高温摩擦系数与室温摩擦系数基本相同. ...
1
1993
... 针对C/C复合材料的抗氧化防护,Savage[67 ] 提出了一种由内至外分别为过渡层、阻挡层、密封层、耐烧蚀层的四层涂层设计理念.根据此理念,郭海明等[68 ] 通过化学气相沉积法-料浆涂刷法复合工艺在C/C复合材料表面制备了TiC/SiC/ZrO2 -MoSi2 复合涂层,其中TiC为粘接层,保证涂层与基体结合良好并阻止二者间元素互扩散[69 ] ;SiC为氧阻挡层,有效阻止O原子的侵入;ZrO2 -MoSi2 为外耐烧蚀层,有效封填SiC层裂纹并防止液态SiO2 的挥发.虽然TiC/SiC/ZrO2 -MoSi2 涂层在1300 ℃表现出良好的抗氧化性能,但与单涂层相比[70 ,71 ] ,没有太大的工艺或性能优势.因此,科研人员开始摒弃固定的四层设计理念,开始重视双层或多层涂层高温性能的提升.鉴于SiC、ZrC与C/C材料热膨胀系数较为接近且阻隔性优良,目前多以二者为中间过渡层[72 -76 ] ,在此基础上制备双层或多层高温涂层.Huo等[51 ] 采用原位合成技术在C/C复合材料表面制备了SiC/Si-Zr-Al双层涂层,内层SiC涂层不仅解决了SiC-Zr-Al涂层与基体二者间的热膨胀系数失配现象,增强了界面结合力,同时还有效阻止二者间元素互扩散的发生.Feng等[77 ] 则采用两步包埋法在C/C复合材料表面制备了厚约200 μm的ZrB2 -CrSi2 -Si/SiC复合涂层,中间层SiC相有效改善了涂层与基体间的热力学相容性,而外层ZrB2 -CrSi2 -Si复相高温下形成Zr-Cr-Si-O复合玻璃相,有效阻止了O原子的扩散和孔洞的产生,2300 ℃下涂层有效防护时间长达90 s. ...
C/C复合材料防氧化复合涂层的制备及其性能
1
1998
... 针对C/C复合材料的抗氧化防护,Savage[67 ] 提出了一种由内至外分别为过渡层、阻挡层、密封层、耐烧蚀层的四层涂层设计理念.根据此理念,郭海明等[68 ] 通过化学气相沉积法-料浆涂刷法复合工艺在C/C复合材料表面制备了TiC/SiC/ZrO2 -MoSi2 复合涂层,其中TiC为粘接层,保证涂层与基体结合良好并阻止二者间元素互扩散[69 ] ;SiC为氧阻挡层,有效阻止O原子的侵入;ZrO2 -MoSi2 为外耐烧蚀层,有效封填SiC层裂纹并防止液态SiO2 的挥发.虽然TiC/SiC/ZrO2 -MoSi2 涂层在1300 ℃表现出良好的抗氧化性能,但与单涂层相比[70 ,71 ] ,没有太大的工艺或性能优势.因此,科研人员开始摒弃固定的四层设计理念,开始重视双层或多层涂层高温性能的提升.鉴于SiC、ZrC与C/C材料热膨胀系数较为接近且阻隔性优良,目前多以二者为中间过渡层[72 -76 ] ,在此基础上制备双层或多层高温涂层.Huo等[51 ] 采用原位合成技术在C/C复合材料表面制备了SiC/Si-Zr-Al双层涂层,内层SiC涂层不仅解决了SiC-Zr-Al涂层与基体二者间的热膨胀系数失配现象,增强了界面结合力,同时还有效阻止二者间元素互扩散的发生.Feng等[77 ] 则采用两步包埋法在C/C复合材料表面制备了厚约200 μm的ZrB2 -CrSi2 -Si/SiC复合涂层,中间层SiC相有效改善了涂层与基体间的热力学相容性,而外层ZrB2 -CrSi2 -Si复相高温下形成Zr-Cr-Si-O复合玻璃相,有效阻止了O原子的扩散和孔洞的产生,2300 ℃下涂层有效防护时间长达90 s. ...
C/C复合材料防氧化复合涂层的制备及其性能
1
1998
... 针对C/C复合材料的抗氧化防护,Savage[67 ] 提出了一种由内至外分别为过渡层、阻挡层、密封层、耐烧蚀层的四层涂层设计理念.根据此理念,郭海明等[68 ] 通过化学气相沉积法-料浆涂刷法复合工艺在C/C复合材料表面制备了TiC/SiC/ZrO2 -MoSi2 复合涂层,其中TiC为粘接层,保证涂层与基体结合良好并阻止二者间元素互扩散[69 ] ;SiC为氧阻挡层,有效阻止O原子的侵入;ZrO2 -MoSi2 为外耐烧蚀层,有效封填SiC层裂纹并防止液态SiO2 的挥发.虽然TiC/SiC/ZrO2 -MoSi2 涂层在1300 ℃表现出良好的抗氧化性能,但与单涂层相比[70 ,71 ] ,没有太大的工艺或性能优势.因此,科研人员开始摒弃固定的四层设计理念,开始重视双层或多层涂层高温性能的提升.鉴于SiC、ZrC与C/C材料热膨胀系数较为接近且阻隔性优良,目前多以二者为中间过渡层[72 -76 ] ,在此基础上制备双层或多层高温涂层.Huo等[51 ] 采用原位合成技术在C/C复合材料表面制备了SiC/Si-Zr-Al双层涂层,内层SiC涂层不仅解决了SiC-Zr-Al涂层与基体二者间的热膨胀系数失配现象,增强了界面结合力,同时还有效阻止二者间元素互扩散的发生.Feng等[77 ] 则采用两步包埋法在C/C复合材料表面制备了厚约200 μm的ZrB2 -CrSi2 -Si/SiC复合涂层,中间层SiC相有效改善了涂层与基体间的热力学相容性,而外层ZrB2 -CrSi2 -Si复相高温下形成Zr-Cr-Si-O复合玻璃相,有效阻止了O原子的扩散和孔洞的产生,2300 ℃下涂层有效防护时间长达90 s. ...
化学气相沉积法制备TiC涂层的相组成和表面形貌
1
2000
... 针对C/C复合材料的抗氧化防护,Savage[67 ] 提出了一种由内至外分别为过渡层、阻挡层、密封层、耐烧蚀层的四层涂层设计理念.根据此理念,郭海明等[68 ] 通过化学气相沉积法-料浆涂刷法复合工艺在C/C复合材料表面制备了TiC/SiC/ZrO2 -MoSi2 复合涂层,其中TiC为粘接层,保证涂层与基体结合良好并阻止二者间元素互扩散[69 ] ;SiC为氧阻挡层,有效阻止O原子的侵入;ZrO2 -MoSi2 为外耐烧蚀层,有效封填SiC层裂纹并防止液态SiO2 的挥发.虽然TiC/SiC/ZrO2 -MoSi2 涂层在1300 ℃表现出良好的抗氧化性能,但与单涂层相比[70 ,71 ] ,没有太大的工艺或性能优势.因此,科研人员开始摒弃固定的四层设计理念,开始重视双层或多层涂层高温性能的提升.鉴于SiC、ZrC与C/C材料热膨胀系数较为接近且阻隔性优良,目前多以二者为中间过渡层[72 -76 ] ,在此基础上制备双层或多层高温涂层.Huo等[51 ] 采用原位合成技术在C/C复合材料表面制备了SiC/Si-Zr-Al双层涂层,内层SiC涂层不仅解决了SiC-Zr-Al涂层与基体二者间的热膨胀系数失配现象,增强了界面结合力,同时还有效阻止二者间元素互扩散的发生.Feng等[77 ] 则采用两步包埋法在C/C复合材料表面制备了厚约200 μm的ZrB2 -CrSi2 -Si/SiC复合涂层,中间层SiC相有效改善了涂层与基体间的热力学相容性,而外层ZrB2 -CrSi2 -Si复相高温下形成Zr-Cr-Si-O复合玻璃相,有效阻止了O原子的扩散和孔洞的产生,2300 ℃下涂层有效防护时间长达90 s. ...
化学气相沉积法制备TiC涂层的相组成和表面形貌
1
2000
... 针对C/C复合材料的抗氧化防护,Savage[67 ] 提出了一种由内至外分别为过渡层、阻挡层、密封层、耐烧蚀层的四层涂层设计理念.根据此理念,郭海明等[68 ] 通过化学气相沉积法-料浆涂刷法复合工艺在C/C复合材料表面制备了TiC/SiC/ZrO2 -MoSi2 复合涂层,其中TiC为粘接层,保证涂层与基体结合良好并阻止二者间元素互扩散[69 ] ;SiC为氧阻挡层,有效阻止O原子的侵入;ZrO2 -MoSi2 为外耐烧蚀层,有效封填SiC层裂纹并防止液态SiO2 的挥发.虽然TiC/SiC/ZrO2 -MoSi2 涂层在1300 ℃表现出良好的抗氧化性能,但与单涂层相比[70 ,71 ] ,没有太大的工艺或性能优势.因此,科研人员开始摒弃固定的四层设计理念,开始重视双层或多层涂层高温性能的提升.鉴于SiC、ZrC与C/C材料热膨胀系数较为接近且阻隔性优良,目前多以二者为中间过渡层[72 -76 ] ,在此基础上制备双层或多层高温涂层.Huo等[51 ] 采用原位合成技术在C/C复合材料表面制备了SiC/Si-Zr-Al双层涂层,内层SiC涂层不仅解决了SiC-Zr-Al涂层与基体二者间的热膨胀系数失配现象,增强了界面结合力,同时还有效阻止二者间元素互扩散的发生.Feng等[77 ] 则采用两步包埋法在C/C复合材料表面制备了厚约200 μm的ZrB2 -CrSi2 -Si/SiC复合涂层,中间层SiC相有效改善了涂层与基体间的热力学相容性,而外层ZrB2 -CrSi2 -Si复相高温下形成Zr-Cr-Si-O复合玻璃相,有效阻止了O原子的扩散和孔洞的产生,2300 ℃下涂层有效防护时间长达90 s. ...
预氧化处理时间对C/C复合材料及其SiC抗氧化涂层的影响
1
2018
... 针对C/C复合材料的抗氧化防护,Savage[67 ] 提出了一种由内至外分别为过渡层、阻挡层、密封层、耐烧蚀层的四层涂层设计理念.根据此理念,郭海明等[68 ] 通过化学气相沉积法-料浆涂刷法复合工艺在C/C复合材料表面制备了TiC/SiC/ZrO2 -MoSi2 复合涂层,其中TiC为粘接层,保证涂层与基体结合良好并阻止二者间元素互扩散[69 ] ;SiC为氧阻挡层,有效阻止O原子的侵入;ZrO2 -MoSi2 为外耐烧蚀层,有效封填SiC层裂纹并防止液态SiO2 的挥发.虽然TiC/SiC/ZrO2 -MoSi2 涂层在1300 ℃表现出良好的抗氧化性能,但与单涂层相比[70 ,71 ] ,没有太大的工艺或性能优势.因此,科研人员开始摒弃固定的四层设计理念,开始重视双层或多层涂层高温性能的提升.鉴于SiC、ZrC与C/C材料热膨胀系数较为接近且阻隔性优良,目前多以二者为中间过渡层[72 -76 ] ,在此基础上制备双层或多层高温涂层.Huo等[51 ] 采用原位合成技术在C/C复合材料表面制备了SiC/Si-Zr-Al双层涂层,内层SiC涂层不仅解决了SiC-Zr-Al涂层与基体二者间的热膨胀系数失配现象,增强了界面结合力,同时还有效阻止二者间元素互扩散的发生.Feng等[77 ] 则采用两步包埋法在C/C复合材料表面制备了厚约200 μm的ZrB2 -CrSi2 -Si/SiC复合涂层,中间层SiC相有效改善了涂层与基体间的热力学相容性,而外层ZrB2 -CrSi2 -Si复相高温下形成Zr-Cr-Si-O复合玻璃相,有效阻止了O原子的扩散和孔洞的产生,2300 ℃下涂层有效防护时间长达90 s. ...
预氧化处理时间对C/C复合材料及其SiC抗氧化涂层的影响
1
2018
... 针对C/C复合材料的抗氧化防护,Savage[67 ] 提出了一种由内至外分别为过渡层、阻挡层、密封层、耐烧蚀层的四层涂层设计理念.根据此理念,郭海明等[68 ] 通过化学气相沉积法-料浆涂刷法复合工艺在C/C复合材料表面制备了TiC/SiC/ZrO2 -MoSi2 复合涂层,其中TiC为粘接层,保证涂层与基体结合良好并阻止二者间元素互扩散[69 ] ;SiC为氧阻挡层,有效阻止O原子的侵入;ZrO2 -MoSi2 为外耐烧蚀层,有效封填SiC层裂纹并防止液态SiO2 的挥发.虽然TiC/SiC/ZrO2 -MoSi2 涂层在1300 ℃表现出良好的抗氧化性能,但与单涂层相比[70 ,71 ] ,没有太大的工艺或性能优势.因此,科研人员开始摒弃固定的四层设计理念,开始重视双层或多层涂层高温性能的提升.鉴于SiC、ZrC与C/C材料热膨胀系数较为接近且阻隔性优良,目前多以二者为中间过渡层[72 -76 ] ,在此基础上制备双层或多层高温涂层.Huo等[51 ] 采用原位合成技术在C/C复合材料表面制备了SiC/Si-Zr-Al双层涂层,内层SiC涂层不仅解决了SiC-Zr-Al涂层与基体二者间的热膨胀系数失配现象,增强了界面结合力,同时还有效阻止二者间元素互扩散的发生.Feng等[77 ] 则采用两步包埋法在C/C复合材料表面制备了厚约200 μm的ZrB2 -CrSi2 -Si/SiC复合涂层,中间层SiC相有效改善了涂层与基体间的热力学相容性,而外层ZrB2 -CrSi2 -Si复相高温下形成Zr-Cr-Si-O复合玻璃相,有效阻止了O原子的扩散和孔洞的产生,2300 ℃下涂层有效防护时间长达90 s. ...
C/C-SiC复合材料表面ZrB2 基陶瓷涂层的制备及高温烧结机理
1
2015
... 针对C/C复合材料的抗氧化防护,Savage[67 ] 提出了一种由内至外分别为过渡层、阻挡层、密封层、耐烧蚀层的四层涂层设计理念.根据此理念,郭海明等[68 ] 通过化学气相沉积法-料浆涂刷法复合工艺在C/C复合材料表面制备了TiC/SiC/ZrO2 -MoSi2 复合涂层,其中TiC为粘接层,保证涂层与基体结合良好并阻止二者间元素互扩散[69 ] ;SiC为氧阻挡层,有效阻止O原子的侵入;ZrO2 -MoSi2 为外耐烧蚀层,有效封填SiC层裂纹并防止液态SiO2 的挥发.虽然TiC/SiC/ZrO2 -MoSi2 涂层在1300 ℃表现出良好的抗氧化性能,但与单涂层相比[70 ,71 ] ,没有太大的工艺或性能优势.因此,科研人员开始摒弃固定的四层设计理念,开始重视双层或多层涂层高温性能的提升.鉴于SiC、ZrC与C/C材料热膨胀系数较为接近且阻隔性优良,目前多以二者为中间过渡层[72 -76 ] ,在此基础上制备双层或多层高温涂层.Huo等[51 ] 采用原位合成技术在C/C复合材料表面制备了SiC/Si-Zr-Al双层涂层,内层SiC涂层不仅解决了SiC-Zr-Al涂层与基体二者间的热膨胀系数失配现象,增强了界面结合力,同时还有效阻止二者间元素互扩散的发生.Feng等[77 ] 则采用两步包埋法在C/C复合材料表面制备了厚约200 μm的ZrB2 -CrSi2 -Si/SiC复合涂层,中间层SiC相有效改善了涂层与基体间的热力学相容性,而外层ZrB2 -CrSi2 -Si复相高温下形成Zr-Cr-Si-O复合玻璃相,有效阻止了O原子的扩散和孔洞的产生,2300 ℃下涂层有效防护时间长达90 s. ...
C/C-SiC复合材料表面ZrB2 基陶瓷涂层的制备及高温烧结机理
1
2015
... 针对C/C复合材料的抗氧化防护,Savage[67 ] 提出了一种由内至外分别为过渡层、阻挡层、密封层、耐烧蚀层的四层涂层设计理念.根据此理念,郭海明等[68 ] 通过化学气相沉积法-料浆涂刷法复合工艺在C/C复合材料表面制备了TiC/SiC/ZrO2 -MoSi2 复合涂层,其中TiC为粘接层,保证涂层与基体结合良好并阻止二者间元素互扩散[69 ] ;SiC为氧阻挡层,有效阻止O原子的侵入;ZrO2 -MoSi2 为外耐烧蚀层,有效封填SiC层裂纹并防止液态SiO2 的挥发.虽然TiC/SiC/ZrO2 -MoSi2 涂层在1300 ℃表现出良好的抗氧化性能,但与单涂层相比[70 ,71 ] ,没有太大的工艺或性能优势.因此,科研人员开始摒弃固定的四层设计理念,开始重视双层或多层涂层高温性能的提升.鉴于SiC、ZrC与C/C材料热膨胀系数较为接近且阻隔性优良,目前多以二者为中间过渡层[72 -76 ] ,在此基础上制备双层或多层高温涂层.Huo等[51 ] 采用原位合成技术在C/C复合材料表面制备了SiC/Si-Zr-Al双层涂层,内层SiC涂层不仅解决了SiC-Zr-Al涂层与基体二者间的热膨胀系数失配现象,增强了界面结合力,同时还有效阻止二者间元素互扩散的发生.Feng等[77 ] 则采用两步包埋法在C/C复合材料表面制备了厚约200 μm的ZrB2 -CrSi2 -Si/SiC复合涂层,中间层SiC相有效改善了涂层与基体间的热力学相容性,而外层ZrB2 -CrSi2 -Si复相高温下形成Zr-Cr-Si-O复合玻璃相,有效阻止了O原子的扩散和孔洞的产生,2300 ℃下涂层有效防护时间长达90 s. ...
Gradient HfB2 -SiC multilayer oxidation resistant coating for C/C composites
1
2018
... 针对C/C复合材料的抗氧化防护,Savage[67 ] 提出了一种由内至外分别为过渡层、阻挡层、密封层、耐烧蚀层的四层涂层设计理念.根据此理念,郭海明等[68 ] 通过化学气相沉积法-料浆涂刷法复合工艺在C/C复合材料表面制备了TiC/SiC/ZrO2 -MoSi2 复合涂层,其中TiC为粘接层,保证涂层与基体结合良好并阻止二者间元素互扩散[69 ] ;SiC为氧阻挡层,有效阻止O原子的侵入;ZrO2 -MoSi2 为外耐烧蚀层,有效封填SiC层裂纹并防止液态SiO2 的挥发.虽然TiC/SiC/ZrO2 -MoSi2 涂层在1300 ℃表现出良好的抗氧化性能,但与单涂层相比[70 ,71 ] ,没有太大的工艺或性能优势.因此,科研人员开始摒弃固定的四层设计理念,开始重视双层或多层涂层高温性能的提升.鉴于SiC、ZrC与C/C材料热膨胀系数较为接近且阻隔性优良,目前多以二者为中间过渡层[72 -76 ] ,在此基础上制备双层或多层高温涂层.Huo等[51 ] 采用原位合成技术在C/C复合材料表面制备了SiC/Si-Zr-Al双层涂层,内层SiC涂层不仅解决了SiC-Zr-Al涂层与基体二者间的热膨胀系数失配现象,增强了界面结合力,同时还有效阻止二者间元素互扩散的发生.Feng等[77 ] 则采用两步包埋法在C/C复合材料表面制备了厚约200 μm的ZrB2 -CrSi2 -Si/SiC复合涂层,中间层SiC相有效改善了涂层与基体间的热力学相容性,而外层ZrB2 -CrSi2 -Si复相高温下形成Zr-Cr-Si-O复合玻璃相,有效阻止了O原子的扩散和孔洞的产生,2300 ℃下涂层有效防护时间长达90 s. ...
Oxidation and ablation protection of double layer HfB2 -SiC-Si/SiC-Si coating for graphite materials
0
2019
A ZrC-SiC/SiC multilayer anti-ablation coating for ZrC modified C/C composites
0
2018
Microstructure and thermal shock performance of Y2 Hf2 O7 coating deposited on SiC coated C/C composite
0
2018
Oxidation protection and mechanism of the HfB2 -SiC-Si/SiC coatings modified by in-situ strengthening of SiC whiskers for C/C composites
1
2018
... 针对C/C复合材料的抗氧化防护,Savage[67 ] 提出了一种由内至外分别为过渡层、阻挡层、密封层、耐烧蚀层的四层涂层设计理念.根据此理念,郭海明等[68 ] 通过化学气相沉积法-料浆涂刷法复合工艺在C/C复合材料表面制备了TiC/SiC/ZrO2 -MoSi2 复合涂层,其中TiC为粘接层,保证涂层与基体结合良好并阻止二者间元素互扩散[69 ] ;SiC为氧阻挡层,有效阻止O原子的侵入;ZrO2 -MoSi2 为外耐烧蚀层,有效封填SiC层裂纹并防止液态SiO2 的挥发.虽然TiC/SiC/ZrO2 -MoSi2 涂层在1300 ℃表现出良好的抗氧化性能,但与单涂层相比[70 ,71 ] ,没有太大的工艺或性能优势.因此,科研人员开始摒弃固定的四层设计理念,开始重视双层或多层涂层高温性能的提升.鉴于SiC、ZrC与C/C材料热膨胀系数较为接近且阻隔性优良,目前多以二者为中间过渡层[72 -76 ] ,在此基础上制备双层或多层高温涂层.Huo等[51 ] 采用原位合成技术在C/C复合材料表面制备了SiC/Si-Zr-Al双层涂层,内层SiC涂层不仅解决了SiC-Zr-Al涂层与基体二者间的热膨胀系数失配现象,增强了界面结合力,同时还有效阻止二者间元素互扩散的发生.Feng等[77 ] 则采用两步包埋法在C/C复合材料表面制备了厚约200 μm的ZrB2 -CrSi2 -Si/SiC复合涂层,中间层SiC相有效改善了涂层与基体间的热力学相容性,而外层ZrB2 -CrSi2 -Si复相高温下形成Zr-Cr-Si-O复合玻璃相,有效阻止了O原子的扩散和孔洞的产生,2300 ℃下涂层有效防护时间长达90 s. ...
Oxidation and ablation resistance of the ZrB2 -CrSi2 -Si/SiC coating for C/C composites at high temperature
1
2016
... 针对C/C复合材料的抗氧化防护,Savage[67 ] 提出了一种由内至外分别为过渡层、阻挡层、密封层、耐烧蚀层的四层涂层设计理念.根据此理念,郭海明等[68 ] 通过化学气相沉积法-料浆涂刷法复合工艺在C/C复合材料表面制备了TiC/SiC/ZrO2 -MoSi2 复合涂层,其中TiC为粘接层,保证涂层与基体结合良好并阻止二者间元素互扩散[69 ] ;SiC为氧阻挡层,有效阻止O原子的侵入;ZrO2 -MoSi2 为外耐烧蚀层,有效封填SiC层裂纹并防止液态SiO2 的挥发.虽然TiC/SiC/ZrO2 -MoSi2 涂层在1300 ℃表现出良好的抗氧化性能,但与单涂层相比[70 ,71 ] ,没有太大的工艺或性能优势.因此,科研人员开始摒弃固定的四层设计理念,开始重视双层或多层涂层高温性能的提升.鉴于SiC、ZrC与C/C材料热膨胀系数较为接近且阻隔性优良,目前多以二者为中间过渡层[72 -76 ] ,在此基础上制备双层或多层高温涂层.Huo等[51 ] 采用原位合成技术在C/C复合材料表面制备了SiC/Si-Zr-Al双层涂层,内层SiC涂层不仅解决了SiC-Zr-Al涂层与基体二者间的热膨胀系数失配现象,增强了界面结合力,同时还有效阻止二者间元素互扩散的发生.Feng等[77 ] 则采用两步包埋法在C/C复合材料表面制备了厚约200 μm的ZrB2 -CrSi2 -Si/SiC复合涂层,中间层SiC相有效改善了涂层与基体间的热力学相容性,而外层ZrB2 -CrSi2 -Si复相高温下形成Zr-Cr-Si-O复合玻璃相,有效阻止了O原子的扩散和孔洞的产生,2300 ℃下涂层有效防护时间长达90 s. ...



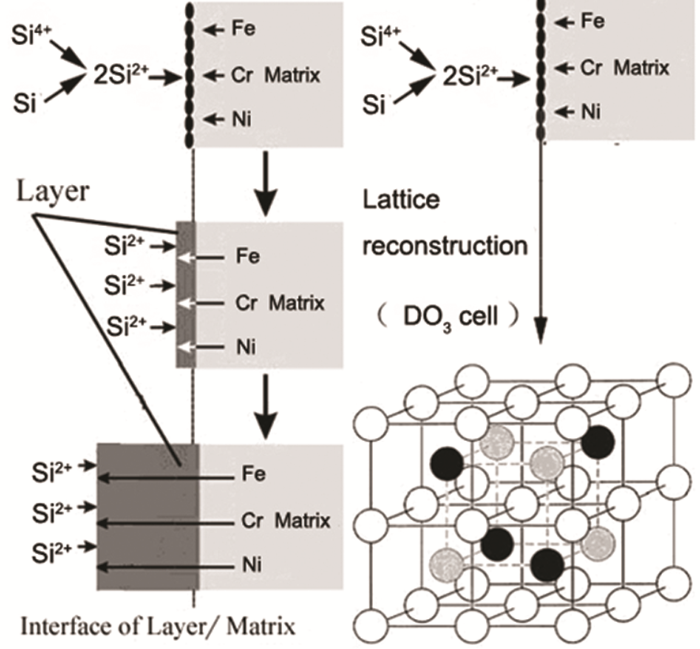
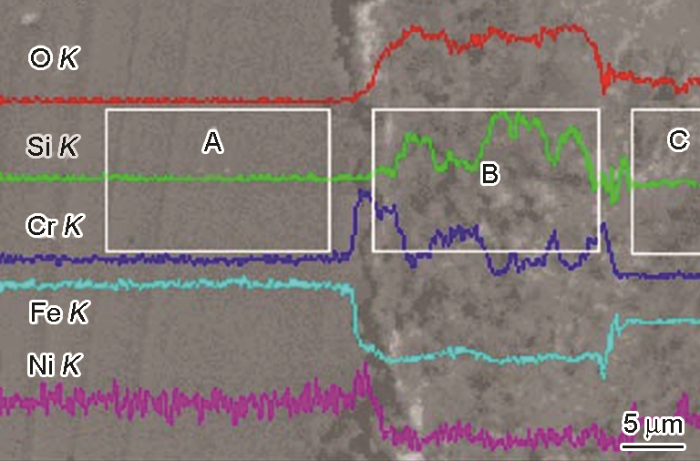
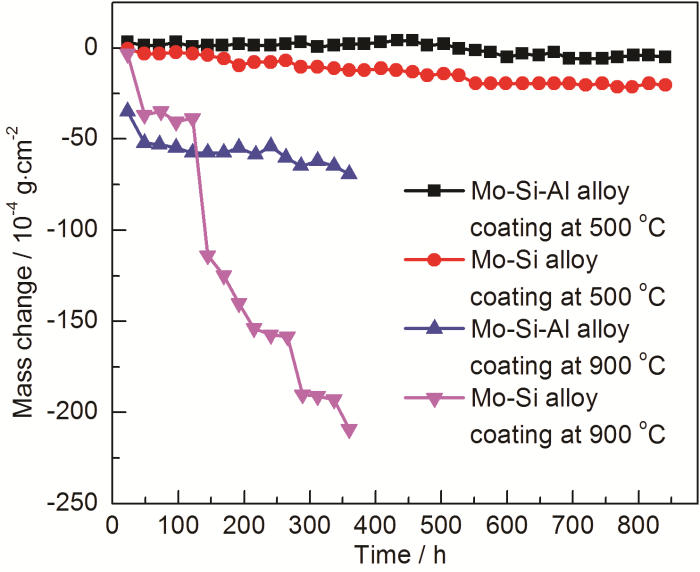
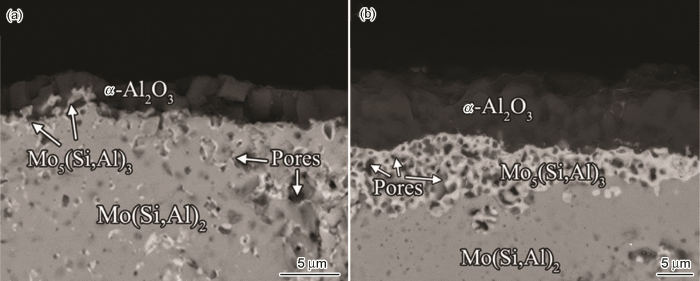
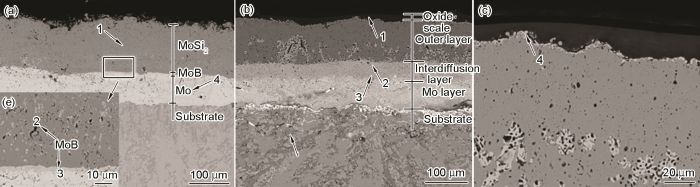
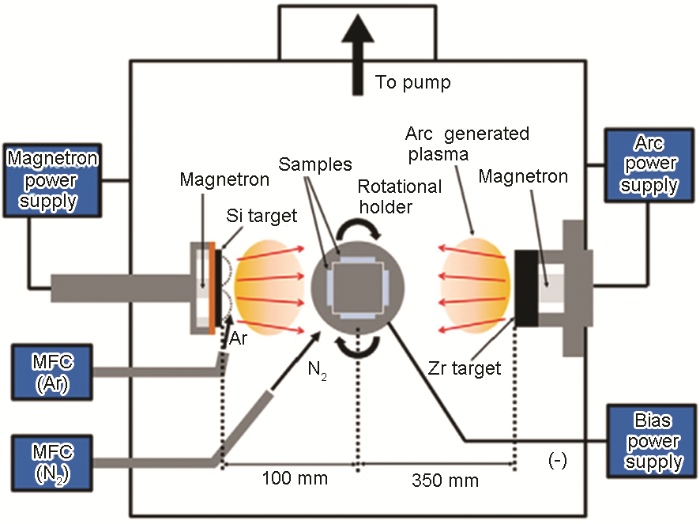
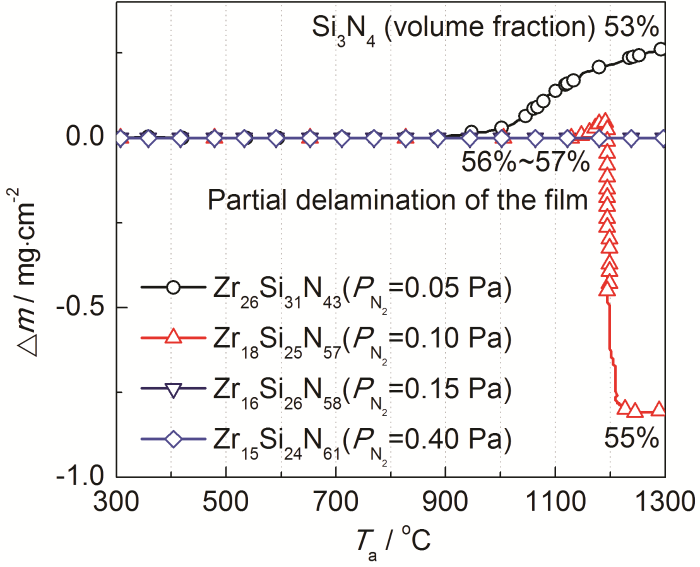

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}