


虽然粉末冶金技术存在诸多优点,但是该技术成形制件固有的孔隙缺陷会导致制件的机械性能和耐腐蚀性能下降。特别是在Cl-侵蚀环境下(如海洋环境与气候中),孔隙引发的毛细效应会加速腐蚀介质渗透,使铁基粉末冶金制件更易遭受氧化和锈蚀,开发有效的表面改性技术成为行业迫切需求。现有表面处理技术如喷丸处理、机械研磨、滚压、电镀、钝化、渗碳和碳氮共渗等[9~17],尽管可以部分改善表面状态,但难以实现孔隙的完全封闭,尤其对于20~50 μm级孔隙的填充率有限,无法满足一些特定环境的使用要求。另一方面,现有通过涂层进行表面处理的技术在恶劣工况下极易出现涂层剥落,且其成本偏高只能针对特定应用[18~21]。因此,发展兼具高致密度与冶金结合的新型表面改性技术,成为突破粉末冶金材料环境适应性瓶颈的关键。
高能量密度的激光表面熔凝处理,使金属表面快速熔融与凝固,在材料表面形成致密的改性层,从而改善材料的强度、硬度和耐磨性等[22~26]。对于粉末冶金制件来说,激光表面熔凝处理可借助熔池对流效应有效消除50 μm以下的孔隙,还能消除表面微裂纹等缺陷。相较于传统的表面处理技术,激光熔凝层与基体形成冶金结合界面,可构建连续致密屏障。因此,有效隔绝了外部环境与粉末冶金制件内部孔隙间的通道,增加了外部离子或介质进入工件深层的难度,为粉末冶金构件在特殊环境中长周期服役提供了新的解决方案。当前关于激光表面改性技术在粉末冶金领域的应用与研究,一般多聚焦于工艺变化对力学性能影响、动力学模型或热力学行为阐释等方面,对采用激光熔凝方式在铁基粉末冶金材料表面制备改性层,特别是熔凝改性层在特定环境下腐蚀防护的效果以及防护的机理等方面的研究还非常有限,这在很大程度上制约了激光熔凝改性技术在铁基粉末冶金产品领域的工程应用,以及在腐蚀防护工程领域的扩展[27,28]。
基于前期激光熔凝工艺优化研究工作基础,为此,本论文通过建立激光搭接率(35%~65%)与熔凝层组织重构间定量关系,系统研究了不同熔凝处理试样在特定环境下的腐蚀行为,揭示了其腐蚀防护机理。为铁基粉末冶金构件在海洋装备、新能源汽车等领域的腐蚀防护提供了新的技术路径。
1 实验方法
实验所用材料为某企业提供的铁基粉末冶金齿毂零件,其主要化学成分(质量分数,%)为:C 0.5~0.6、Cr 0.9~1.1、Mo 0.75~0.9、Ni 0.9~1.1、Si 0.55~0.75。采用DH-200M型全自动密度测量仪对试样密度进行测定,结果显示其平均密度为7.02 g/cm3(测量精度:± 0.01 g/cm³)。
1.1 材料制备
激光熔凝处理采用RFL-A750D型光纤激光器系统,具体工艺参数如下:激光频率500 Hz,激光头的端部到试样表面工作距离130 mm,光斑直径1.8 mm,激光功率200 W,扫描速度8 mm/s。实验在无保护气氛条件下进行,分别采用35%、50%和65% 3种不同搭接率对试样表面进行激光熔凝处理。对激光熔凝处理样品表面进行着色探伤检测。为后续性能表征与实验分析,将激光熔凝处理样品经电火花线切割,制备成尺寸为9 mm × 9 mm × 9 mm的标准试样。
1.2 材料表征与分析
依据GB/T 18851.1-2021,采用DPT-5系列着色渗透探伤剂对熔凝处理试样表面进行无损探伤检验。
利用AxioScope.A1型光学显微镜进行试样金相组织观察和熔凝层层厚测定,腐蚀剂使用4%硝酸酒精(体积分数)溶液;熔凝层厚度测量选取3个平行试样,在每个试样的3个不同位置进行测量并取平均值作为最终结果。通过Phenom XL型扫描电子显微镜(SEM)观察熔凝层显微组织,在中性盐雾实验清除腐蚀产物后,表征试样表面的腐蚀形貌。
采用DX-2700A型X射线衍射仪(XRD)进行物相分析。试样经研磨、抛光处理后,依次使用去离子水清洗并用吹风机干燥。测试条件为:Cu靶Kα辐射(λ = 0.15406 nm),管电压40 kV,管电流30 mA,扫描步长0.02°,扫描范围20°~90°。
采用IM4000plus型离子研磨仪将试样进行氩离子抛光处理,使用配备Oxford-SYMMETRY S2型背散射电子衍射(EBSD)的Gemini 300型场发射SEM对试样纵剖面的熔凝层中间部位和基体部位表征显微组织结构及晶体学信息。
1.3 腐蚀性能测试
采用YWX/F-750型盐雾实验箱进行中性盐雾实验。实验溶液为5% (质量分数) NaCl溶液(pH =6.5~7.2),实验周期为72 h。试样预处理过程如下:首先使用2000#砂纸对试样表面进行打磨,随后依次使用无水乙醇清洗和压缩空气吹干。每组实验设置3个平行试样,实验前使用精度为0.1 mg的海康FA114型电子天平记录试样初始质量。采用环氧树脂对试样非测试面进行密封处理。实验结束后,去除密封层,使用WD-40中性除锈剂清除表面腐蚀产物,随后依次用去离子水和无水乙醇清洗试样,干燥后称最终质量。根据GB/T 18175-2014,根据
式中,V为腐蚀速率,mm/a;m0为腐蚀前试样质量,g;m1为腐蚀后且清洗腐蚀产物后试样质量,g;s为试样暴露面积,cm2;ρ为试样密度(统一按基体密度取值,7.02 g/cm3);t为腐蚀时间,h。
采用电化学工作站(AMETEK Scientific Instruments VersaSTAT 4)对样品进行电化学性能测试。测试体系采用标准三电极系统:工作电极为待测试样,参比电极为饱和甘汞电极(SCE),对电极为石墨电极。电解液为3.5% (质量分数) NaCl中性溶液(pH = 6.5~7.2)。试样预处理过程如下:除工作面外,其余表面均用环氧树脂密封,工作面经2000#砂纸打磨后依次用去离子水和无水乙醇清洗。动电位极化测试时,电势扫描范围为从-1500 mV到电流密度为1 mA/cm2时所对应的电势,扫描速度为0.5 mV/s。每组参数进行3次平行测试,选取重复性最佳的数据作为最终结果。电化学阻抗谱(EIS)测试时,试样首先在开路电位下稳定60 min,再进行EIS测试,频率为105~10-2 Hz,电位幅值为10 mV,测得的阻抗数据采用Zview分析软件对其进行等效电路参数拟合。
2 结果与讨论
2.1 着色探伤与熔凝层形貌
图1

图1
不同搭接率下熔凝层渗透探伤宏观形貌
Fig.1
Macroscopic images of penetrant testing for the melted layer at different overlap rates: (a) 35%, (b) 50%, (c) 65%
图2
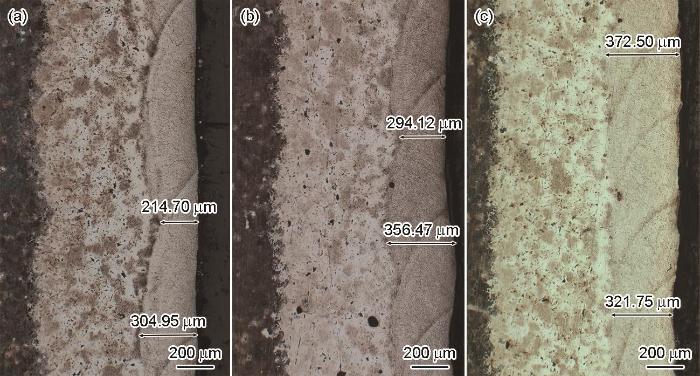
图2
不同搭接率下熔凝层纵剖面金相形貌
Fig.2
Metallographic cross-section images of the melted layer at different overlap rates: (a) 35%, (b) 50%, (c) 65%
图3
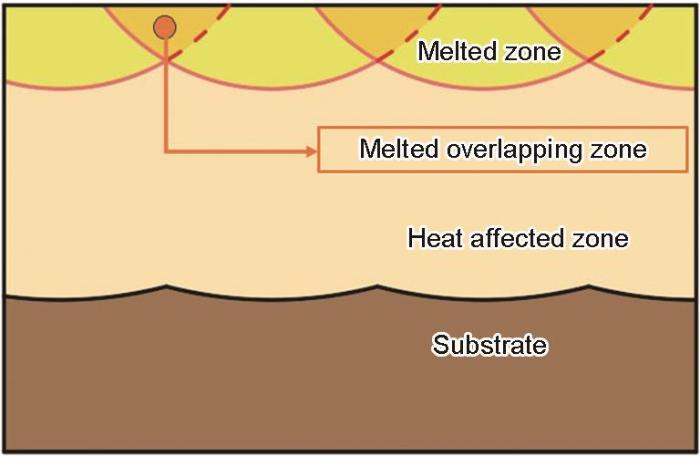
图3
激光熔凝从表层到基体的分层示意图
Fig.3
Schematic diagram of the layered structure from the surface to the substrate in laser melting
根据图2的显微组织可以进一步观察到,不同搭接率的熔凝处理试样均呈现出相似的组织结构特征,即试样从表层到基体可明显划分为3个特性区域,分别是熔凝层区、热影响区和基体区,如图3所示。其中,熔凝层的形态特征显著反映了激光束的扫描特征,表现为一系列具有特定搭接率的半椭圆形区域的连续叠加。这种特征形貌的形成机制与激光熔凝过程中的热力学行为密切相关。由于试样不同区域吸收的激光能量存在差异,导致由表及里形成梯度温度场,从而产生不同的组织结构特征。此外,由于激光束呈Gauss分布,其能量密度在径向上呈现非均匀性分布。在激光扫描过程中,熔池中心区域因吸收较高能量而形成较大熔深,而边缘区域因能量密度较低导致熔深较浅[29,30]。同时,搭接率的存在使得相邻激光扫描路径形成重叠区域(激光熔凝重叠区),且搭接率越高,重叠区域越大。因此,在特定工艺参数条件下,搭接率决定了熔凝层的厚度分布范围,即熔凝层的最深点与最浅点之间的厚度区间。
从熔凝层的层厚检测数据可知,在35%~65%的搭接率范围内,熔凝层厚度随搭接率的增加呈现明显的增厚趋势。当搭接率为35%时,熔凝层厚度在激光熔凝重叠区的中间部位达成最小值(约210 μm),而在单道激光熔池中心区域达到最大值(约310 μm);当搭接率提高至65%时,熔凝层整体厚度显著增加,达到320~380 μm。这一现象可归因于随着搭接率的提高,试样单位面积累积吸收的激光能量增加,导致相变区宽度增大,从而使熔凝层整体厚度增加。
2.2 熔凝层显微组织分析
图4
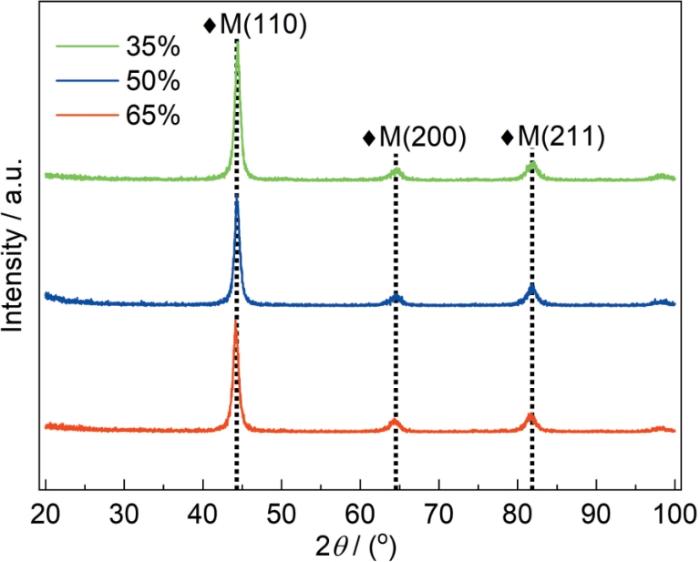
图4
不同搭接率下激光熔凝处理试样的XRD图
Fig.4
XRD patterns of laser-melted specimens at different overlap rates
图5
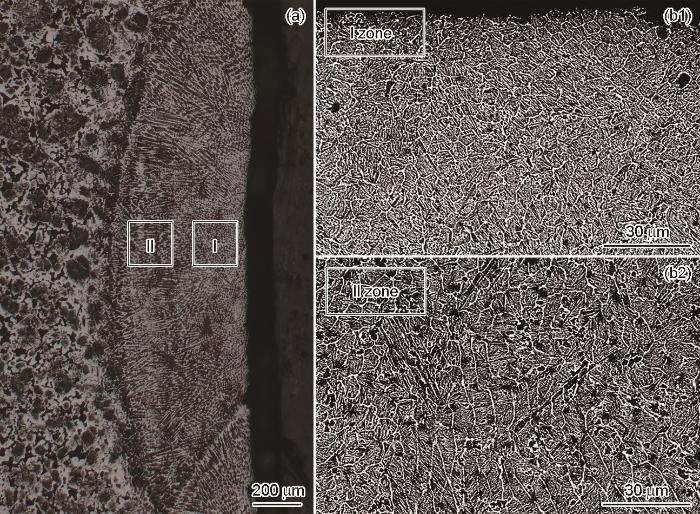
图5
35%搭接率下试样的熔凝层SEM形貌图
Fig.5
SEM image (a) and images of upper region (b1) and lower region (b2) of the melted layer in the specimen with 35% overlap rate
图6
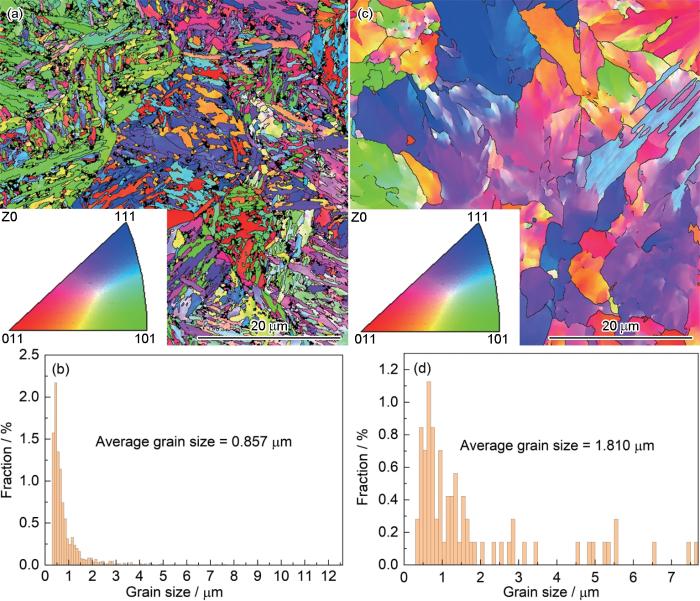
图6
35%搭接率下激光熔凝处理试样熔凝层与基体的IPF和晶粒尺寸分布图
Fig.6
IPF and grain size distribution maps of the melted layer (a, b) and substrate (c, d) in the laser melted specimen with 35% overlap rate
不同搭接率下激光熔凝处理试样的XRD图(图4)显示,所有试样的熔凝层均在2θ ≈ 44.6°、64.8°和82.2°位置出现衍射峰,证明熔凝层主要由马氏体相(M)组成。由于马氏体相变具有不完全性特点,可推断熔凝层组织中存在残余奥氏体。
35%搭接率下激光熔凝处理试样熔凝层与基体的IPF和晶粒尺寸分布图(图6)表明,熔凝层区域的晶粒和亚晶粒尺寸显著小于基体区域,其平均晶粒尺寸从基体区的约1.8 μm减小至熔凝层的约0.86 μm。同时,熔凝层中大尺寸晶粒和亚晶粒的数量明显减少。熔凝层晶粒细化的原因与超快冷速和相变过程中晶粒尺寸继承效应有关,激光熔凝过程中快热快冷过程导致液相结晶形成的奥氏体晶粒尺寸细小,相应地,随后组织相变形成的马氏体也具有细小的晶粒尺寸[32]。此外,熔凝层组织中观察到少量的{111}晶体学特征,一定程度上契合奥氏体向马氏体转变时,会残留少量奥氏体的相变理论。因此,熔凝层的微观组织主要由隐晶马氏体和残余奥氏体两相构成。
2.3 中性盐雾实验
基体试样和不同搭接率下激光熔凝处理铁基粉末冶金试样经过72 h中性盐雾实验后,观察腐蚀产物去除前后的表面宏观形貌,结果显示基体试样表现出最为严重的腐蚀特征,其表面几乎完全被黑色和棕红色腐蚀产物覆盖;在腐蚀产物去除后,可观察到试样表面存在显著的均匀腐蚀形貌。相比之下,经激光熔凝处理的试样表现出明显改善的耐蚀形貌特征,虽然不同搭接率的激光熔凝处理试样表面仍存在不同程度的腐蚀现象,但均可观察到局部区域保持金属光泽,其腐蚀区域的分布呈现明显的非均匀性腐蚀特征;在腐蚀产物去除后,激光熔凝处理试样的表面腐蚀痕迹显著轻于基体试样,这一现象表明激光熔凝处理能够提升铁基粉末冶金材料的耐腐蚀性能。
图7
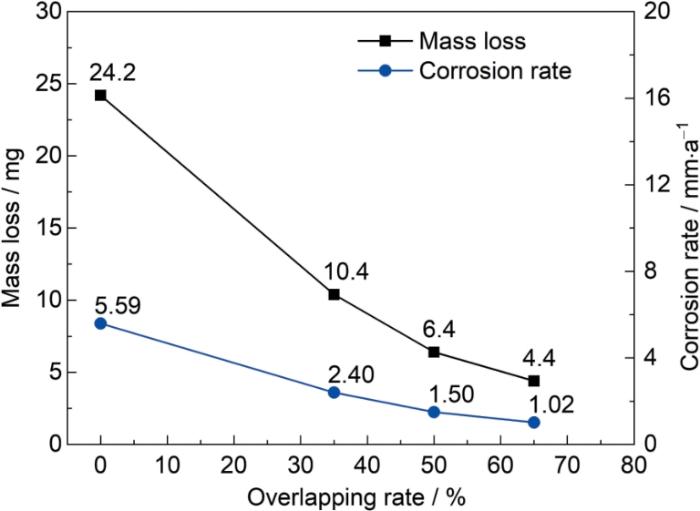
图7
不同试样在中性盐雾实验后的腐蚀失重和腐蚀速率变化图
Fig.7
Variations in corrosion mass loss and corrosion rate of different specimens after the neutral salt spray test
图8
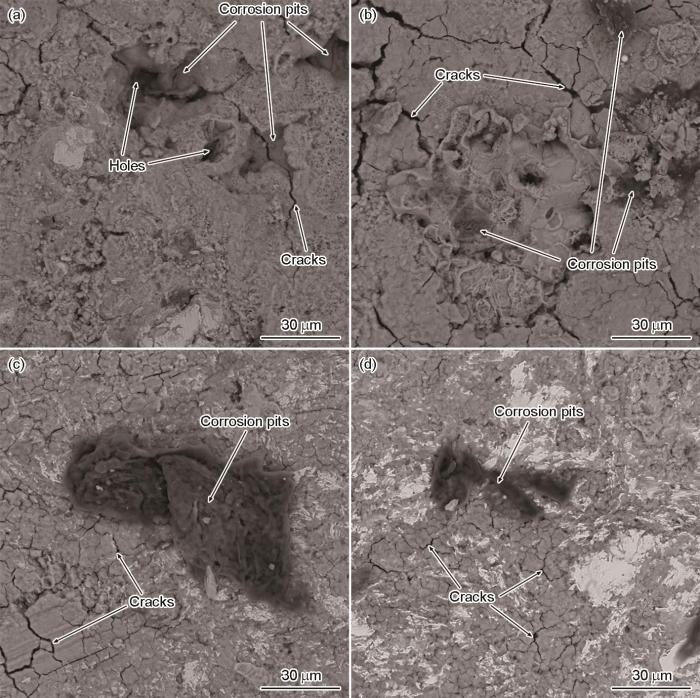
图8
不同搭接率试样在中性盐雾实验后的SEM形貌图
Fig.8
SEM images of different overlap rate specimens after neutral salt spray test: (a) substrate, (b) 35%, (c) 50%, (d) 65%
经激光熔凝处理的铁基粉末冶金试样在腐蚀失重和腐蚀速率方面均显著低于基体试样(图7)。具体而言,与基体试样相比,不同搭接率激光熔凝处理试样的平均腐蚀失重分别降低了57.0% (35%搭接率)、73.6% (50%搭接率)和81.8% (65%搭接率),相应的平均腐蚀速率也呈现出相似的下降趋势。这一结果证明激光熔凝处理可显著提升粉末冶金制件的耐蚀性,具有优异的表面改性效果和防护功能;而且在35%~65%的搭接率范围内,其抗腐蚀能力随搭接率的升高而增加,表明较高的搭接率有利于获得更优异的耐腐蚀性能。
不同搭接率试样在中性盐雾实验后的SEM形貌(图8)显示,未经激光熔凝处理的基体试样在72 h中性盐雾实验后,其腐蚀表面呈现出明显的多孔特征,腐蚀形貌表现为存在大量非均匀分布的孔洞、凹陷坑和微裂纹。相比之下,具有熔凝层防护的试样则表现出明显不同的腐蚀形貌特征:一方面,试样表面存在部分腐蚀程度较浅的区域(SEM图像中表现为较亮的衬度);另一方面,其主要腐蚀形貌特征为局部凹陷坑和微裂纹,且随着搭接率的增加,腐蚀裂纹的尺寸呈现减小趋势。
基体试样表面腐蚀孔洞的形成机制可能与粉末冶金材料固有的孔隙结构特征有关,由于孔隙易吸附Cl-,富集的腐蚀离子易沿孔隙边缘渗透,导致孔隙周边发生优先腐蚀,进而引发孔洞扩大和边缘塌陷。基体试样与激光熔凝处理试样表面凹陷坑的形成则可能主要与点蚀及局部区域的深度腐蚀有关,在腐蚀产物清除过程中,深度腐蚀区域的腐蚀产物脱落易形成凹陷形貌;除此之外,基体试样的腐蚀凹陷还可能与孔隙结构相关,孔隙的吸附效应会加速腐蚀进程,令周围形成凹陷结构。腐蚀裂纹的形成机制比较复杂,一般认为与材料结构(如晶界腐蚀、孔隙等)、实验环境(如腐蚀离子侵蚀、盐雾循环等)、残余应力、腐蚀产物的体积膨胀效应等因素有关[33~38]。对于基体与激光熔凝层腐蚀裂纹形成的原因,除一些共同的裂纹形成因素如晶界腐蚀、离子侵蚀、盐雾循环和腐蚀产物体积膨胀外,二者的裂纹形成机制存在一定的差异。对于基体试样,表面存在与孔隙贯通的裂纹这一现象表明,孔隙结构是诱发裂纹的一个关键因素。对于激光熔凝试样,可观察到裂纹的尺寸有随着搭接率的升高而减小的趋势,预示着裂纹的形成与扩展可能与残余应力存在某种关联。这一现象可从热力学角度进行合理解释:较高的搭接率令激光扫描时间变长,试样在熔凝过程中吸收了更多来自于激光的能量,试样温度升高导致降温过程变长、冷却速度相对降低,从而相对缓解了熔凝区的应力积累或应力集中。这种热力学行为的改变可能使得裂纹在形成和扩展过程中,与其它的裂纹成因叠加作用或协同效应减弱,最终表现为裂纹尺寸的减小。
在腐蚀过程中,由于腐蚀进程是从多维度同时进行的,腐蚀离子除侵蚀试样表面外,还会沿试样深度方向发生渗入扩展。从表面腐蚀维度出发,不同的材料组织会对离子侵蚀产生不同的抗性,抗蚀能力越强的组织会表现出更好的耐蚀性。从离子渗透维度出发,对于表层密实无缺陷的金属材料,一般认为晶界(或相界、亚晶界等)为薄弱部位,腐蚀离子沿晶界渗入,而对于非密实材料,离子除沿晶界渗入外,还会优先通过孔隙或孔洞侵入。因此,在腐蚀裂纹产生并扩大之前,表层密实的金属材料其腐蚀离子的渗入速度会远低于非密实材料。
铁基粉末冶金基体试样表现出更快的腐蚀速率和更严重的腐蚀程度,其原因可能主要有以下3个方面:(1) 缺少表面防护层。这会令材料组织与结构缺陷直接暴露于腐蚀环境,且孔隙界面的结合强度较低,更易受到离子侵蚀。(2) 腐蚀接触面的基体组织抗蚀性较差。前期研究结果及相关文献表明,粉末冶金的基体组织主要由铁素体、马氏体等相构成[39],这种组织的耐蚀性没有熔凝层的隐晶马氏体和残余奥氏体组织好[40,41];而且细小的隐晶马氏体一定程度上还增加了腐蚀介质沿晶界/相界渗透与腐蚀的难度。(3) 粉末冶金成型过程中形成的微区成分差异,可能促进微电偶腐蚀的发生。相比之下,激光熔凝处理试样由于经历了表面重熔和再结晶过程,液相流动填充了原始孔隙,形成了致密的防护层,能有效阻挡腐蚀介质的快速渗透。在上述因素的共同作用下,能提升材料的耐蚀性。
2.4 电化学测试
2.4.1 动电位极化曲线
图9为铁基粉末冶金基体试样与激光熔凝处理试样的动电位极化曲线。结果表明,激光熔凝处理试样在电化学性能方面表现出明显改善的迹象;与基体试样相比,其自腐蚀电位显著升高,同时自腐蚀电流密度明显下降。
图9
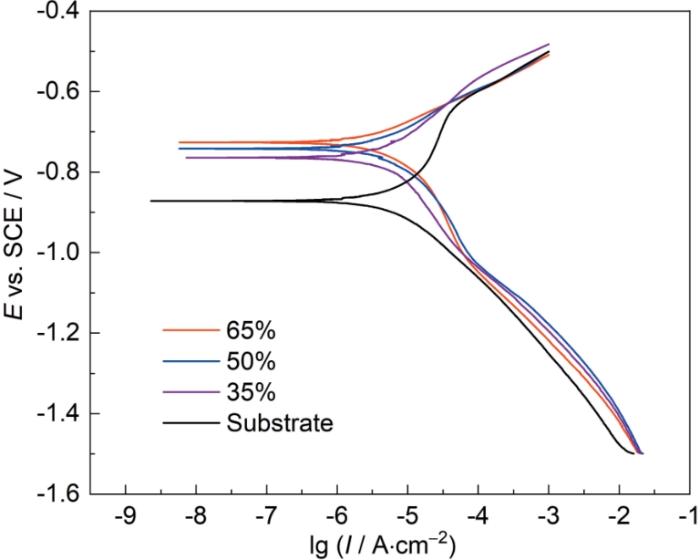
图9
铁基粉末冶金基体试样与激光熔凝处理试样的动电位极化曲线图
Fig.9
Potentiodynamic polarization curves of Fe-based powder metallurgy substrate and laser-melted specimens
具体而言,搭接率为35%、50%和65%的激光熔凝处理试样,其自腐蚀电位分别较基体试样提高了108、130和146 mV,提升幅度达12.4%~16.7%;相应的,自腐蚀电流密度分别降低了1.22 × 10-6、2.82 × 10-6和5.52 × 10-6 A·cm-2,降低幅度为14.4%~65.2%。激光熔凝处理搭接率越高,熔凝改性层导致试样的自腐蚀电位正移、自腐蚀电流密度下移的趋势越明显,这一现象充分说明,适当提高搭接率有利于进一步优化激光熔凝处理铁基粉末冶金材料的电化学性能。
2.4.2 电化学阻抗谱
图10为基体试样与不同搭接率激光熔凝处理试样的电化学阻抗谱(EIS)分析结果及相应的等效电路图,其中图10a和b为Nyquist图和Bode图(阻抗模值-频率关系图);图10c为用于拟合EIS结果的等效电路图,其中Rs为溶液电阻,Rp为极化电阻,Q为常相位角元件(在电化学阻抗谱研究中,金属电极与溶液界面的充放电过程在理想状态下通常采用平板纯电容C来模拟,然而实际体系中由于电极表面粗糙度等因素的影响,会观察到明显的弥散效应,导致Nyquist图中的容抗弧偏离理想半圆轨迹。为更准确地描述这一现象,等效电路中常用常相位角元件Q替代纯电容元件C)。其中Q的表达式为Q = (jω)-n / Y0,Y0是比例因子,j是虚数单位,ω是角频率,n为表征弥散效应的指数(其值通常介于0.6~1.0之间)。这种弥散效应不仅反映了双电层对理想电容行为的偏离,还与电极表面不均匀性、界面吸附层特性以及溶液导电性等因素密切相关[42,43]。相关的等效电路拟合参数如表1所示。
图10
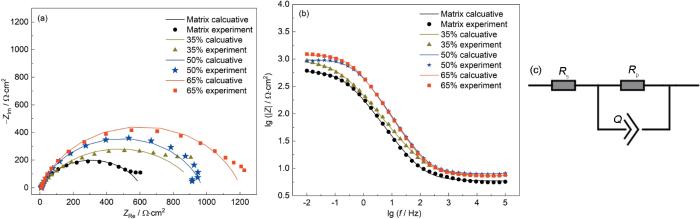
图10
不同搭接率试样在3.5%NaCl溶液中的Nyquist、Bode图和等效电路图
Fig.10
Nyquist (a), Bode (b) plots and equivalent circuit models (c) of different overlap rate specimens in 3.5%NaCl solution
表1 基体和激光熔凝处理试样在3.5%NaCl溶液中的等效电路参数表
Table 1
| Sample | Rs / Ω·cm2 | Y0 / F·cm-2 | n | Rp / Ω·cm2 |
|---|---|---|---|---|
| Substrate | 5.898 | 0.0012385 | 0.74542 | 605.2 |
| 35% overlapping rate | 7.391 | 0.0011782 | 0.68917 | 936.1 |
| 50% overlapping rate | 7.957 | 0.0003953 | 0.80866 | 967.9 |
| 65% overlapping rate | 7.426 | 0.0004149 | 0.80911 | 1198.0 |
从图10a可以看出,激光熔凝处理试样的容抗弧直径显著大于基体试样,且随着搭接率的增加,容抗弧直径呈现增大的趋势。由于容抗弧直径与电极表面的电化学反应速率呈负相关关系,这一结果表明激光熔凝处理能够有效降低铁基粉末冶金制件的电化学反应速率,且该效果随搭接率的增加而增强。
由图10b分析可知,在高频区域(f > 103 Hz),阻抗模值基本不随频率变化,这主要反映了试样与参比电极之间的溶液电阻特性;而在低频区域(f < 10 Hz),阻抗模值显著增大,表明激光熔凝处理可显著提高材料的极化电阻。具体而言,试样的极化阻抗模值从基体的602 Ω·cm2分别增加到905 (35%搭接率)、948 (50%搭接率)和1226 Ω·cm2 (65%搭接率),分别达到了基体试样的约1.5、1.6和2.0倍,这一结果与图10c等效电路拟合所得的激光熔凝处理试样,相对基体试样极化电阻Rp的提升效果几乎完全一样,表明激光熔凝处理有效降低了电化学反应活性,显著提升了材料的抗电化学腐蚀能力。通过对该模型拟合结果的进一步分析显示:对于50%和65%搭接率的试样,其常相位角元件参数表现出相似的特征,比例因子Y0均约为0.0004 F/cm2,弥散指数n均接近0.81,表明这两种试样具有更均匀的电化学界面特性,其双电层行为更趋近于理想电容器,这进一步证实了激光熔凝处理可显著增强材料的抗腐蚀能力,尤其当搭接率选择适当时,显著提高的极化电阻和更理想的双电层特性表明,熔凝层能够发挥出优异的防护功能。
综上所述:激光熔凝处理铁基粉末冶金制件,在制件表面形成了以隐晶马氏体和残余奥氏体为主的熔凝层组织。与基体材料相比,该熔凝层具有以下特征:(1) 晶粒显著细化,而细小的晶粒有利于提高耐蚀性[44]。(2) 隐晶马氏体和残余奥氏体的抗腐蚀性能优于铁素体和普通马氏体等常规组织。(3) 具备一定的物理屏障效应。在含Cl-介质环境中,熔凝层的致密化特征有效阻断了腐蚀介质与基体材料的直接接触,腐蚀离子仅能通过晶界进行缓慢渗透。细化的晶粒结构延长了腐蚀离子的渗透路径,在腐蚀初期有效降低了腐蚀介质与金属基体内部单元的接触总面积和接触时间,从而显著降低了材料的整体腐蚀速率。
尽管熔凝层中的等轴晶和柱状晶在晶体学取向和生长形态上存在差异,但研究[45]表明,在不考虑微区成分差异和晶界阻力差异的情况下,腐蚀介质在晶界中的传输速率基本相同,不因晶粒生长的形态和取向不同而发生改变。由于熔凝层晶粒的细化能提升晶界的整体密度,而晶界密度的提升相对延长了离子的渗透路径,从离子渗透角度出发,在传输速率相同的情况下,腐蚀介质的传输距离直接决定了离子传输的时间,进而会影响腐蚀进程的快慢。作为腐蚀介质的主要传输通道,晶界数量与熔凝层厚度基本呈正相关。这种结构特征具有双重优势:一方面有利于形成均匀的钝化膜,延缓腐蚀过程中因各种因素综合作用导致的裂纹形成及裂纹扩展;另一方面显著延长了腐蚀介质的传输路径,从而有效延缓离子渗透过程中的腐蚀进程。此外,激光熔凝处理过程中的重熔-凝固-扩散机制可能促进了合金元素分布的优化,这种优化效应有利于Cr、Ni、Mo等合金元素充分发挥其抗腐蚀作用;同时也可能促进了C元素的分布优化,有助于减少微电偶腐蚀的发生[46,47]。因此,熔凝层的形成工艺及其结构特征是铁基粉末冶金制件耐腐蚀性能提升的关键因素。
3 结论
(1) 采用激光熔凝处理可在铁基粉末冶金制件表面制备出无裂纹、孔隙等缺陷的致密熔凝层。在实验研究的工艺参数范围内,熔凝层厚度随激光扫描搭接率的增加而增大,当搭接率为65%时,可获得厚度为320~380 μm的熔凝层。熔凝层组织主要由隐晶马氏体和残余奥氏体组成。
(2) 在中性盐雾环境中,搭接率为35%~65%情况下的激光熔凝处理可将铁基粉末冶金制件的腐蚀速率降低57.0%~81.8%。腐蚀形貌分析显示,熔凝层的腐蚀特征主要表现为局部凹陷坑和微裂纹。电化学测试结果表明,激光熔凝处理可显著改善铁基粉末冶金制件的电化学性能:自腐蚀电位提高12.4%~16.7%,自腐蚀电流密度降低14.4%~65.2%,极化阻抗模值和极化电阻均提升0.5~1.0倍。激光熔凝搭接率越高,制件的耐蚀性表现越好。
(3) 熔凝层对铁基粉末冶金制件产生防护功能的机制主要来自于其“重熔-结晶”过程能够致密化表层、封闭孔隙、细化晶粒、诱发相变生成隐晶组织结构等因素产生的协同作用;在熔凝层物理屏障效应和微观组织优化的综合作用下,离子侵蚀的难度增大,组织耐蚀的能力提高,它是铁基粉末冶金制件耐Cl-腐蚀能力显著提升的关键,而且熔凝层的厚度越大,这种防护效果越好。
参考文献
Corrosion behavior of 9C series of powder metallurgy Al-alloy with high corrosion resistance
[J].
9C系列粉末冶金高耐蚀铝合金腐蚀行为研究
[J].
Preparation and characterization of Al-TiO2-Mg composites through powder metallurgy
[J].
Impact of addition of manganese and boron carbide on aluminium metal matrix composites using powder metallurgy process
[J].
Effective parameters on the final properties of NiTi-based alloys manufactured by powder metallurgy methods: A review
[J].
New development of powder metallurgy in automotive industry
[J].
Processing and properties of Distaloy SA sintered alloys with boron and carbon
[J].
The influence of the morphology of iron powder particles on their compaction in an automatic die
[J].
Development of ABS powder metallurgy induction gear ring for new energy vehicles
[J].
新能源汽车ABS粉末冶金感应齿圈的研制
[J].
Surface and tribological properties of powder metallurgical Cp-Ti titanium alloy modified by shot peening
[J].
Effect of shot peening on surface characteristics and high-temperature corrosion behaviour of super 13Cr martensitic stainless steel
[J].
Achieving enhanced high-temperature strength in Ti-48Al-1Fe alloy sheets by direct hot pack-rolling of powder-sintered billets without cogging
[J].
Investigation of passivation, pitting and uniform corrosion performances of chromium coatings reinforced with nano diamond particles on porous powder metallurgy specimens
[J].
The effect of vacuum carburizing on the mechanical and wear properties of Fe-C-Cu composite materials produced via powder metallurgy
[J].
Enhancing surface integrity and corrosion resistance of 18CrNiMo7-6 gear steel via integrating carburized treatment and ultrasonic surface rolling process
[J].
Influence of carbonitriding and sub-zero treatment on the microstructure and fatigue strength of JIS-SCM420 low-alloy steel
[J].
friction and wear properties and rolling fatigue of the Iron-based sintered material
[D].
铁基烧结材料表面滚压致密化技术及其摩擦磨损和滚动疲劳性能
[D].
Research status and development trend on strengthening technology of high strength automobile gear surface
[J].
高强度汽车齿轮表面强化技术的研究现状和发展趋势
[J].
Hydrophobically/oleophilically guarded powder metallurgical structures and liquid impregnation for ice mitigation
[J].
Characterization of electroless Ni-coated Fe-Co composite using powder metallurgy
[J].
Synthesis Fe-Ni protective coating on 45 steel by laser remelting nickel pre-coating dopped with Fe-based amorphous powders
[J].
A new method of applying CrNbTaMoTi high entropy coating using the laser cladding/laser remelting technique
[J].
Improved wear and corrosion resistance of additively manufactured SS316L by laser remelting process
[J].
Laser surface remelting enhances microstructure uniformity and improves corrosion resistance of low-alloy steel weld metals
[J].
Wear, corrosion and oxidation characteristics of consolidated and laser remelted high entropy alloys manufactured via powder metallurgy
[J].
Laser surface modification in Ti-xNb-yMo alloys prepared by powder metallurgy
[J].
Microstructure and corrosion resistance of Cu-containing Fe-Mn-Cr-Ni medium-entropy alloy prepared by selective laser melting
[J].
选区激光熔化成形含Cu中熵合金的微观组织及耐腐蚀性能
[J].
Fatigue performance improvement of laser shock peened hole on powder metallurgy Ni-based superalloy labyrinth disc
[J].
Thermodynamic behavior of Fe-Mn and Fe-Mn-Ag powder mixtures during selective laser melting
[J].
Effect of laser surface melting treatment on microstructure and properties of P20 die steel
[J].
激光熔凝处理对P20钢组织及性能的影响
[J].
Simulation study on temperature field and flow field of powder bed fusion forming by area laser exposure
[J].
区域激光曝光粉末床熔融成形温度场-流场仿真研究
[J].
Effect of laser surface melting process on microstructure and properties of iron based powder metallurgy gear hub
[J].
激光表面熔凝工艺对铁基粉末冶金齿毂组织及性能的影响
[J].
Influence of laser heat treatment on microstructure and properties for 7CrSiMnMoV die steel
[J].
激光热处理对7CrSiMnMoV模具钢组织与性能的影响
[J].
Influence of scanning speed on microstructure and corrosion resistance of Fe-based amorphous coatings by high-speed laser cladding
[J].
Grain boundary character and stress corrosion cracking behavior of Co-Cr alloy fabricated by selective laser melting
[J].
Investigation of the irradiation effects in additively manufactured 316L steel resulting in decreased irradiation assisted stress corrosion cracking susceptibility
[J].
Effect of grain size and grain boundary type on intergranular stress corrosion cracking of austenitic stainless steel: A phase-field study
[J].
Corrosion properties of quenching-partitioning-tempering steel in simulated seawater
[J].
淬火-配分-回火钢在模拟海水环境中的腐蚀性能研究
[J].
Effect of micro-alloying with Cr, N and Al on corrosion resistance of high manganese austenitic steel in acidic salt spray environment
[J].
微合金化对高锰奥氏体钢在酸性盐雾环境下的耐蚀性能影响研究
[J].
Effect of sintering temperature on properties of iron-based powder sintered products
[J].
烧结温度对铁基粉末烧结制品性能的影响
[J].
Effect of martensitic reversal and grain size on the corrosion and wear behaviour of Cr-Mn steel
[J].
Influence of laminar plasma surface quenching on the microstructure and corrosion resistance of AISI 52100 bearing steel
[J].
Surface characterization and corrosion behavior of 70/30 Cu-Ni alloy in pristine and sulfide-containing simulated seawater
[J].
Long-term corrosion behavior of three Cu-alloys in 3.5%NaCl solutions with different pH values
[J].
铜合金在不同pH值3.5%NaCl溶液中的浸泡腐蚀性能研究
[J].
Effect of grain size on the atmospheric corrosion resistance of carbon steel in industrial environment
[J].
晶粒尺寸对普碳钢耐工业环境下大气腐蚀性能的影响
[J].
Effect of grain growth orientation and morphology of laser-cladded 316L coating on its corrosion resistance
[J].
激光熔覆316L涂层晶粒生长取向与形貌对其耐蚀性能的影响
[J].
Corrosion behavior and microstructural effects on passivation film mechanisms in forged Ti-5Al-5Mo-5V-1Cr-1Fe titanium alloy under laser surface remelting
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}