


燃气轮机在沿海地区和高污染地区服役时,会发生严重的热腐蚀[1]。为了提高涡轮叶片的耐腐蚀性能,通常在叶片表面添加一层高温防护涂层。常用的高温防护涂层有铝化物涂层、改性铝化物涂层、MCrAlY包覆涂层。
MCrAlY (M = Ni、Co)包覆涂层因其抗高温氧化性能好、优异的抗热腐蚀和热疲劳性能而广泛用于航空发动机和燃气轮机的防护[2]。其中M = Ni + Co的元素组合能显著提高涂层的抗氧化和腐蚀性能[3]。在高温环境服役过程中,NiCoCrAlY涂层表面会形成热生长氧化层(TGO)膜。为了提高其抗剥落性能,通常会添加Y、Hf、Zr、Si、Pt、Ta等活性元素进行改性[4~6]。Aristu等[7]研究表明NiCoCrAlYTa涂层相较于NiCrAl涂层抗腐蚀性能提高了10%左右。而Xie等[8]对电弧离子镀制备NiCoCrAlYTa涂层的研究表明Ta在氧化过程后期会导致氧化膜降解,对涂层氧化性能有害。铂改性铝化物涂层的高温抗氧化腐蚀性能较为优异[9],常作为抗氧化涂层或热障涂层黏结层使用[10,11]。Yang等[12]采用低温高活度气相渗铝制备(Ni, Pt)Al涂层,研究表明更高的Al含量能够确保氧化皮的快速形成与修复,从而提高涂层的耐腐蚀性能;Pt能够促进Al生成更致密的氧化膜阻止S和Cl向内扩散,从而提高涂层的抗热腐蚀性能。
由上可知,(Ni, Pt)Al涂层和NiCoCrAlYTa涂层均用于高温环境下的抗氧化和抗热腐蚀防护,但其应用场景和性能侧重存在差异,目前针对这两种涂层热腐蚀的研究并不完善,本文通过对比两种涂层的热腐蚀性能差异,明确两种涂层在极端温度、氧化/硫化环境中的性能边界,揭示两种涂层在热腐蚀过程中的失效机制,为航空发动机或燃气轮机部件选材提供科学依据。因此,针对涡轮叶片的实际应用需要,本文采用电镀和高温低活度气相渗铝工艺在DD6单晶高温合金表面制备(Ni, Pt)Al涂层,并采用真空电弧镀工艺在合金表面制备NiCoCrAlYTa涂层,在样品表面涂覆Na2SO4 + 5%NaCl (质量分数)混合盐,在800和900 ℃环境盐腐蚀环境对两种涂层的热腐蚀行为进行研究,探究2种涂层的热腐蚀机理。
1 实验方法
选用镍基单晶高温合金DD6作为基体材料,其名义化学成分(质量分数,%):Ni-9Co-4.3Cr-5.6Al-8W-2Mo-7.5Ta-2Re-0.5Nb-0.1Hf-0.006C。使用线切割将DD6单晶制成10 mm × 30 mm × 2 mm的试片,并在试片边缘打一个直径约2 mm的圆孔。然后经400目砂纸打磨后进行220目白刚玉干喷砂处理(喷砂压力为0.5 MPa),经酒精超声清洗后,烘干备用。
采用电镀Pt和高温低活度气相渗铝制备(Ni, Pt)Al涂层,过程如下:以样品作为阴极,铂网作为阳极,采用恒流电源在样品表面电镀约5 μm厚的Pt层,温度80 ℃左右,沉积速率约为5 μm/h。镀铂溶液采用亚硝基二氨铂Pt2(NH3)2(NO2),并加入少量氨水,电镀液pH应控制在10~11之间。利用真空热处理炉对电镀后的样品进行1100 ℃真空热处理1 h,采用气相渗铝炉对退火后的电镀样品进行“高温低活度”气相渗铝,得到(Ni, Pt)Al涂层。其中渗剂采用FeAl合金粉,催化剂为1% (质量分数)的NH4Cl粉末,渗铝炉经抽真空后通入Ar气。
采用真空电弧镀工艺在DD6试片表面沉积NiCoCrAlYTa涂层。真空度≤ 1 × 10-2 Pa,时间5 h。涂层靶材成分为Ni-23.1Co-23.0Cr-7.4Al-3.5Ta-0.6Y(质量分数,%)。
涂层的抗热腐蚀性能采用涂混合盐加速腐蚀的方法进行考察,腐蚀盐为Na2SO4 + 5%NaCl混合盐,将腐蚀盐均匀的涂在试样表面,涂盐量1~1.5 mg/cm2。高温热腐蚀实验在高温马弗炉内进行,实验温度800 ℃和900 ℃。实验过程中每隔25 h取出空冷至室温,在去离子水中水煮,去除表面残余的盐,然后用电子天平(精度为0.00001 g)称重,记下质量后重复上述操作至热腐蚀200 h,之后每隔50 h取出一次至热腐蚀300 h。每组样品分别测试3个平行试样以减少实验误差。
采用Cu Kα源的Smart Lab型9 kW X射线衍射仪(XRD)检测涂层和腐蚀后的表面物相组成。采用MIRA3-LMH型扫描电子显微镜(SEM)对涂层的截面形貌进行了表征,观察试样表面形貌时通常采用二次电子(SE)模式,观察试样截面形貌时通常采用背散射电子(BSE)模式。在样品表征前进行化学镀Ni,防止氧化膜因研磨和抛光过程中受外力而剥落。通过SEM中的能谱仪(EDS)确定了涂层中的化学成分。
2 结果与分析
2.1 涂层制备态试样
图1为(Ni, Pt)Al涂层和NiCoCrAlYTa涂层的制备态截面形貌。由图1a可以看出,(Ni, Pt)Al涂层由外层(OZ)和互扩散区(IDZ)组成。外层组织均匀,无析出相。内层为涂层与基体互扩散形成的IDZ,该区域弥散分布着细条状及颗粒状的白亮色析出物,经EDS分析可知这些区域为富Cr、W等难熔元素的析出相。从图1b可以看出NiCoCrAlYTa涂层组织均匀,与基体结合良好,热处理后有明显扩散层。两种涂层厚度均在45~50 μm。图2为(Ni, Pt)Al涂层和NiCoCrAlYTa涂层的XRD图谱。由图可见,(Ni, Pt)Al涂层主要为β相结构,NiCoCrAlYTa涂层主要为γ/γ′相结构。
图1
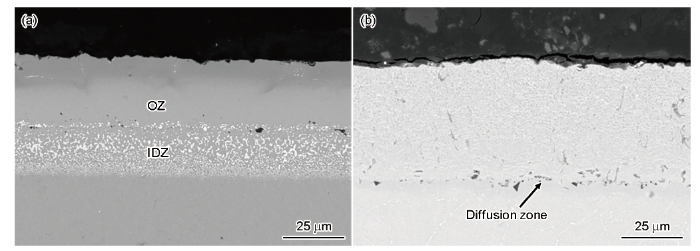
图1
两种涂层试样制备态截面形貌
Fig.1
Cross-sectional morphologies of as-prepared (Ni, Pt)Al coating (a) and NiCoCrAlYTa coating (b)
图2
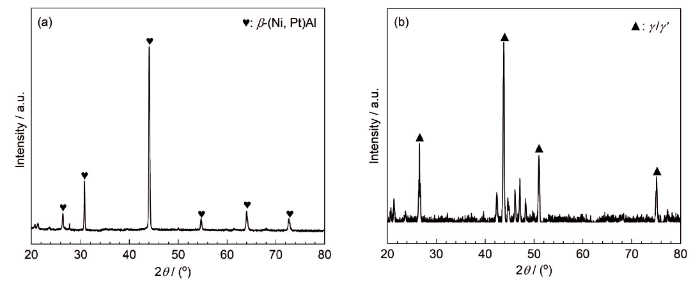
图2
两种涂层试样制备态XRD图谱
Fig.2
XRD patterns of as-prepared (Ni, Pt)Al coating (a) and NiCoCrAlYTa coating (b)
2.2 涂层在800 ℃下Na2SO4 + 5%NaCl混合盐中的热腐蚀
两种涂层在800 ℃热腐蚀过程中的质量变化曲线如图3所示,其中,NiCoCrAlYTa涂层腐蚀75 h后出现失重,(Ni, Pt)Al涂层在125 h后出现失重。当热腐蚀进行到150 h时,NiCoCrAlYTa涂层失稳增重,热腐蚀进行300 h后,NiCoCrAlYTa涂层的总增重量为44.35 mg/cm2,此时涂层完全失去保护作用。(Ni, Pt)Al涂层腐蚀200 h后,增重速率开始迅速上升,热腐蚀进行300 h后,(Ni, Pt)Al涂层的总增重量为18.43 mg/cm2。
图3
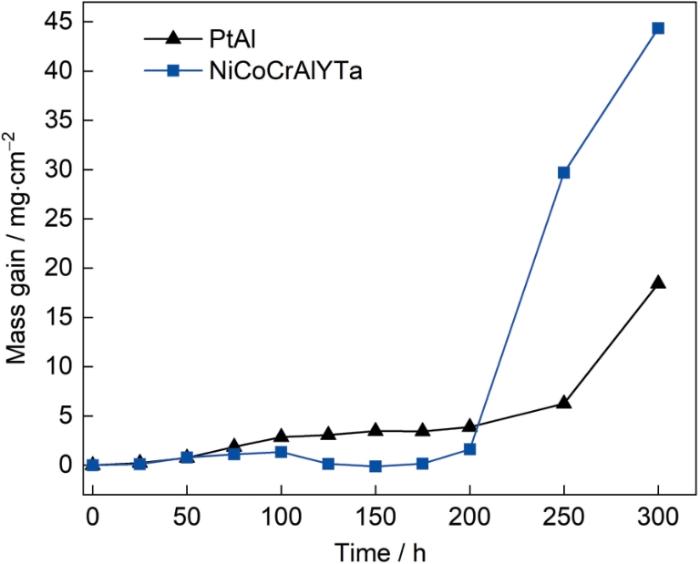
图3
两种涂层在800 ℃下Na2SO4 + 5%NaCl混合盐中的质量变化曲线
Fig.3
Mass changes of (Ni,Pt)Al coating and NiCoCrAlYTa coating at 800 ℃ in Na2SO4 + 5%NaCl mixed salt
图4为两种涂层热腐蚀不同时间后的表面物相组成。(Ni, Pt)Al涂层腐蚀300 h后,涂层内仍检测到NiAl相,涂层表面为单一的Al2O3膜;NiCoCrAlYTa涂层腐蚀200 h后,涂层表面就形成了由Al2O3、Cr2O3以及NiCr2O4组成的混合氧化物,当腐蚀继续延长300 h后,Cr2O3以及NiCr2O4的含量进一步增多,表明涂层内部Al消耗殆尽。
图4
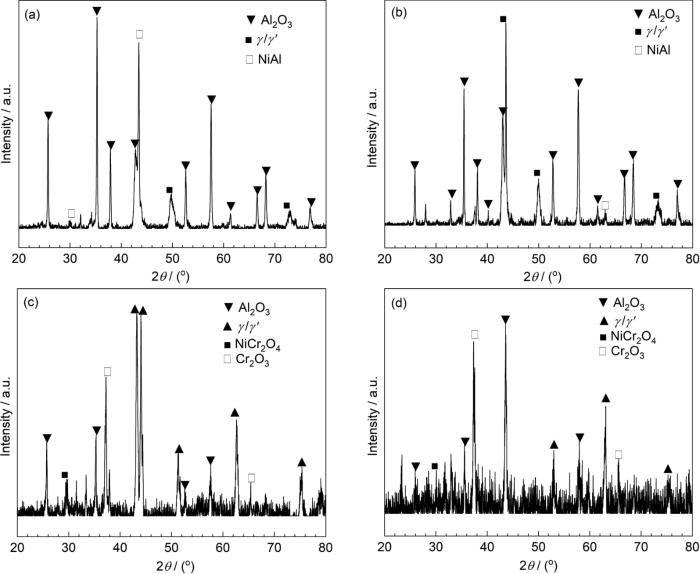
图4
两种涂层在800 ℃下Na2SO4 + 5%NaCl混合盐中热腐蚀200和300 h后的XRD谱图
Fig.4
XRD patterns of (Ni, Pt)Al coating (a, b) and NiCoCrAlYTa coating (c, d) after hot corrosion in Na2SO4 + 5%NaCl mixed salt at 800 ℃ for 200 h (a, c) and 300 h (b, d)
图5为两种涂层在800 ℃ Na2SO4 + 5%NaCl混合盐中腐蚀不同时间后的宏观形貌。由图可知,在腐蚀进行25 h后,样品表面发生了明显的变化,全部覆盖了腐蚀产物,随着腐蚀的进行,腐蚀产物开始在样品底部堆积,这是因为样品是悬挂着进行测试的,由于重力的作用,混合熔盐在样品底部堆积停留的时间较长,因此,样品底部腐蚀最为严重。NiCoCrAlYTa涂层在腐蚀进行到100 h时,底部堆积了大量的腐蚀产物,200 h后,腐蚀产物呈瘤状发展,并在较厚处发生块状剥离。(Ni, Pt)Al涂层腐蚀300 h后出现底部大量腐蚀产物堆积现象,腐蚀产物也出现剥离,但剥离区域相对较少。
图5
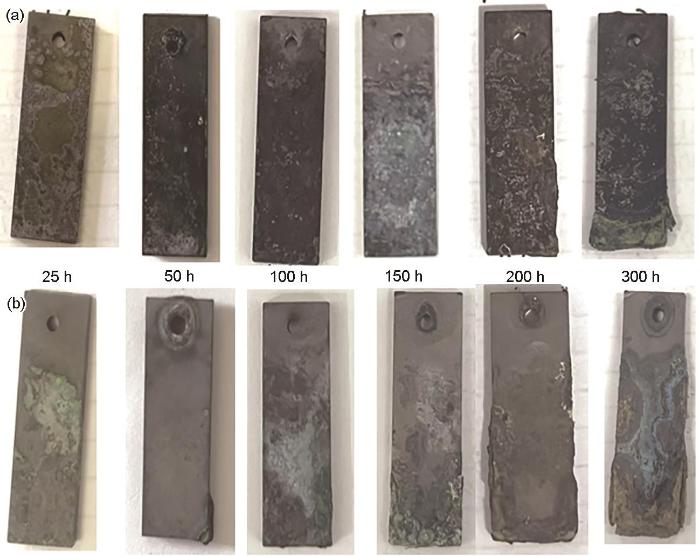
图5
两种涂层在800 ℃下Na2SO4 + 5%NaCl混合盐中腐蚀不同时间后的宏观形貌演变
Fig.5
Macroscopic morphological evolutions of (Ni, Pt)Al coating (a) and NiCoCrAlYTa coating (b) after different durations of hot corrosion in Na2SO4 + 5%NaCl mixed salt at 800 ℃
图6为两种涂层在800 ℃ Na2SO4 + 5%NaCl混合盐中腐蚀300 h后的表面形貌。NiCoCrAlYTa涂层表面出现了大量的氧化膜剥落区域,从剥落区域的放大图(图6b)来看,氧化膜发生了多次剥落,剥落区域内部为疏松的腐蚀产物,不能阻止熔盐的进一步腐蚀;剥落区域能清楚的观察到尖晶石的存在,表面涂层内部Al含量不足以形成单一的Al2O3。(Ni, Pt)Al涂层腐蚀300 h后,表面氧化膜未观察到明显的剥落,从放大图(图6e和f)可知,氧化膜呈“菜花”状且致密,具有进一步阻止熔盐进入涂层的能力。由此可以推测,图6中涂层的(Ni, Pt)Al涂层在腐蚀后期的快速增重主要由试样底部的腐蚀产物堆积引起。
图6
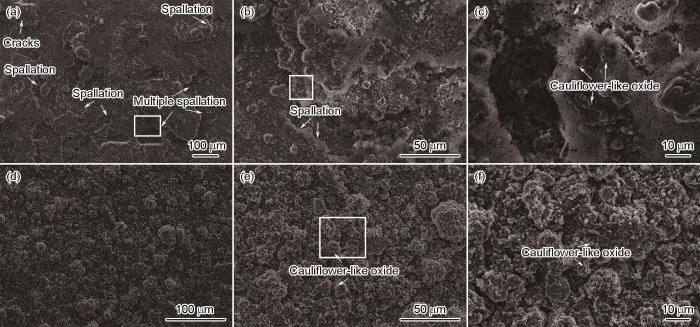
图6
两种涂层在800 ℃下Na2SO4 + 5%NaCl混合盐中热腐蚀300 h后的表面形貌
Fig.6
Surface morphologies of NiCoCrAlYTa coating (a-c) and (Ni, Pt)Al coating (d-f) after hot corrosion in Na2SO4 + 5%NaCl mixed salt at 800 ℃ for 300 h
图7为两种涂层在800 ℃ Na2SO4 + 5%NaCl混合盐中腐蚀300 h后的截面形貌。截面形貌的观测位置为悬挂孔下方腐蚀比较均匀的位置。由图可知,即使不在腐蚀产物堆积的底部区域,NiCoCrAlYTa涂层也出现了涂层隆起的现象(图7b),该区域腐蚀速度较快,形成了保护能力较差的混合氧化物;由图7c可知,NiCoCrAlYTa涂层表面的氧化较薄,且部分区域发生了剥落,这与图6相对应,且涂层内部观察到贯穿整个涂层的腐蚀现象。(Ni, Pt)Al涂层的氧化膜较为完整,且氧化膜厚度较厚,涂层内部可见内氧化及内硫化的区域,但二者均呈“孤岛”状,尚未连续,说明涂层较为完整,仍能在较长时间内为基体提供保护。对两种涂层腐蚀后的腐蚀深度进行了测量,其结果如图7c及e所示。NiCoCrAlYTa涂层局部腐蚀深度可达到75 μm,腐蚀进入到基体内部。(Ni, Pt)Al涂层的腐蚀深度约为30 μm,腐蚀仍限制在涂层内部。
图7
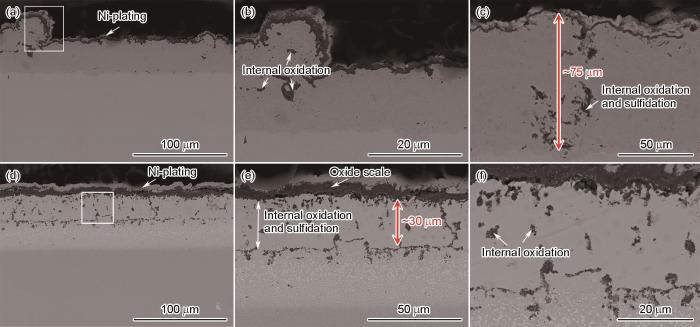
图7
两种涂层在800 ℃下Na2SO4 + 5%NaCl中热腐蚀300 h后的截面形貌
Fig.7
Cross-sectional morphologies of NiCoCrAlYTa coating (a-c) and (Ni, Pt)Al coating (d-f) after hot corrosion in Na2SO4 + 5%NaCl mixed salt at 800 ℃ for 300 h
2.3 涂层在900 ℃下Na2SO4 + 5%NaCl混合盐中的热腐蚀
两种涂层在900 ℃热腐蚀过程中的质量变化曲线如图8所示,对于NiCoCrAlYTa涂层,当热腐蚀进行到120 h后,NiCoCrAlYTa涂层发生明显的失稳增重,当进行到300 h后NiCoCrAlYTa涂层的总增质量为33.45 mg/cm2。对于(Ni, Pt)Al涂层,整个腐蚀测试过程中均保持比较平稳的增重,热腐蚀进行300 h后,(Ni, Pt)Al涂层的总增重量为3.33 mg/cm2。
图8
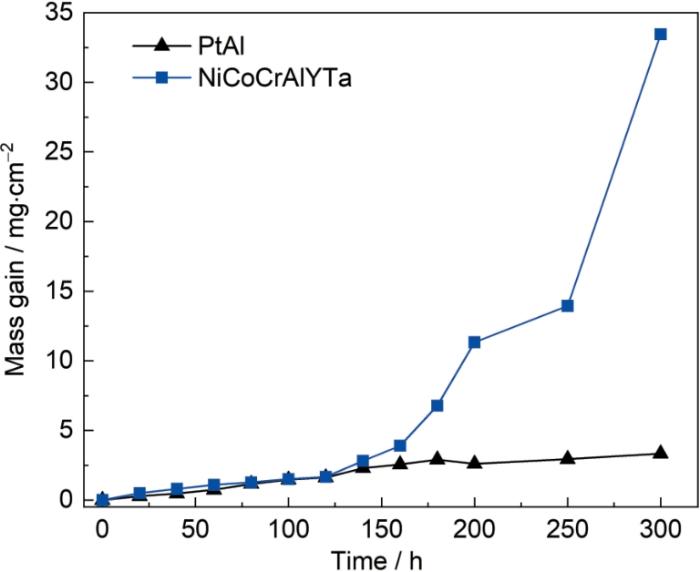
图8
两种涂层在900 ℃下Na2SO4 + 5%NaCl混合盐中的质量变化曲线
Fig.8
Mass changes of NiCoCrAlYTa coating and (Ni, Pt)Al coating during hot corrosion in Na2SO4 + 5%NaCl mixed salt at 900 ℃
图9为两种涂层热腐蚀200和300 h后的表面物相组成。对于NiCoCrAlYTa涂层,热腐蚀200 h后,涂层表面就形成了由Al2O3、Cr2O3以及NiCr2O4组成的混合氧化物,当腐蚀继续延长300 h后,Cr2O3以及NiCr2O4的含量进一步增多,表面涂层内部Al消耗殆尽。对于(Ni, Pt)Al涂层,在腐蚀时间300 h后,涂层内仍然检测到NiAl相,同时涂层表面为单一的Al2O3膜,表明涂层内部Al尚未消耗完全。
图9
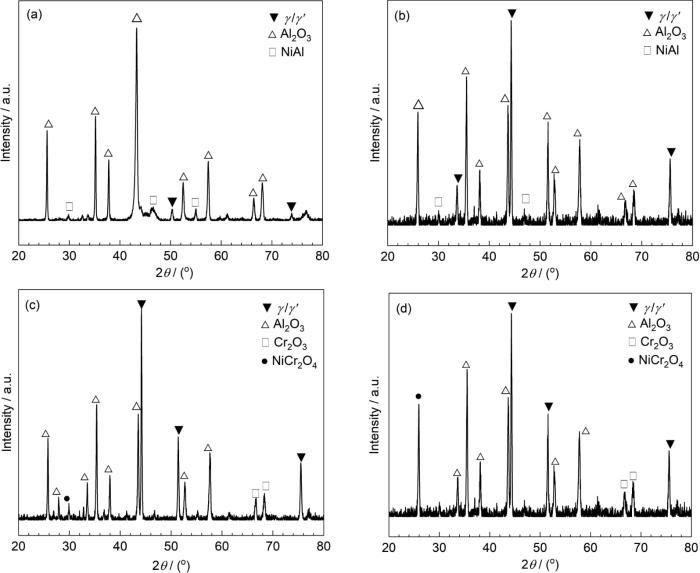
图9
两种涂层在900 ℃下热腐蚀200 h和300 h后的XRD图谱
Fig.9
XRD patterns of (Ni, Pt)Al coating (a, b) and NiCoCrAlYTa coating (c, d) after hot corrosion in Na2SO4 + 5%NaCl mixed salt at 900 ℃ for 200 h (a, c) and 300 h (b, d)
图10为两种涂层在900 ℃ Na2SO4 + 5%NaCl混合盐中腐蚀不同时间后的宏观形貌。由图可观察到,热腐蚀进行25 h后,样品表面发生了变化,全部覆盖了腐蚀产物。与800 ℃下的腐蚀不同,热腐蚀进行到120 h时,悬挂孔周围产生了腐蚀产物堆积,这是因为900 ℃超过了混合盐的熔点,熔融盐流动性很好,难以在样品上长时间停留。对于NiCoCrAlYTa涂层,由于涂层是由多弧离子镀的方法制备,孔内未能成功的涂覆涂层,因此悬挂孔周围最先腐蚀。300 h后,腐蚀产物呈瘤状发展。(Ni, Pt)Al涂层由于是通过气相沉积的方法制备,涂层各个区域均能均匀的沉积涂层,因此孔周围的耐腐蚀性能较好。
图10
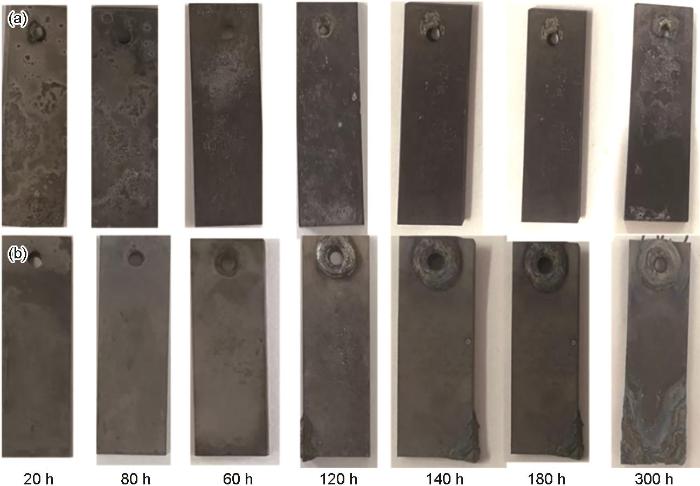
图10
两种涂层在900 ℃下Na2SO4 + 5%NaCl混合盐中腐蚀不同时间后的宏观形貌演变
Fig.10
Macroscopic morphological evolutions of (Ni, Pt)Al coating (a) and NiCoCrAlYTa coating (b) after different durations of hot corrosion in Na2SO4 + 5%NaCl mixed salt at 900 ℃
图11
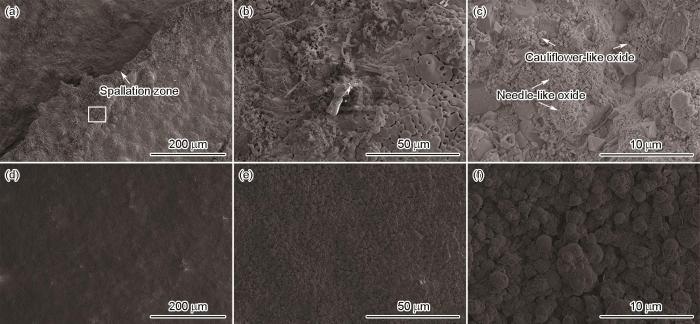
图11
两种涂层在900 ℃下Na2SO4 + 5%NaCl混合盐中热腐蚀300 h后的表面形貌
Fig.11
Surface morphologies of NiCoCrAlYTa coating (a-c) and (Ni, Pt)Al coating (d-f) after hot corrosion in Na2SO4 + 5%NaCl mixed salt at 900 ℃ for 300 h
图12为两种涂层在900 ℃ Na2SO4 + 5%NaCl混合盐中腐蚀300 h后的截面形貌。对于NiCoCrAlYTa涂层,由图12a和b可见,涂层也出现严重的隆起现象容易产生应力集中,此外该区域腐蚀速度较快,形成了保护能力较差的混合氧化物;由图12c可知,涂层内部存在内氧化及内硫化的区域。而(Ni, Pt)Al涂层的氧化膜较为完整平整,且氧化膜厚度较厚,虽然涂层内部可见内氧化及内硫化的区域,但二者均呈未连接的“孤岛”状,说明涂层较为完整,仍能在较长时间内为基体提供保护。对两种涂层腐蚀后的腐蚀深度进行了测量,其结果如图12a和c所示。NiCoCrAlYTa涂层局部腐蚀深度可达到50 μm,腐蚀进入到基体内部。(Ni, Pt)Al涂层的腐蚀深度约为40 μm,腐蚀仍限制在涂层内部。
图12
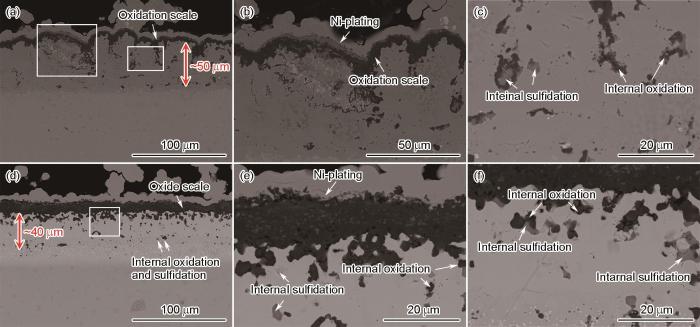
图12
两种涂层在900 ℃下Na2SO4 + 5%NaCl混合盐中热腐蚀300 h后的截面形貌
Fig.12
Cross-sectional morphologies of NiCoCrAlYTa coating (a-c) and (Ni, Pt)Al coating (d-f) after hot corrosion in Na2SO4 + 5%NaCl mixed salt at 900 ℃ for 300 h
2.4 分析讨论
在混合盐的作用下,涂层表面发生的腐蚀过程如式(
然而,Cl-的破坏作用不局限于此。当氯化物迁移到熔盐/空气界面时,由于O含量升高,氯化物与O发生反应,形成疏松的无保护能力的氧化物,同时释放出Cl2。此时,Cl2可以再次进入到涂层内部继续消耗涂层内的金属元素。由此可知,热腐蚀过程中Cl的反应是“自持”的,其破坏作用可以持续到涂层内金属元素消耗殆尽[13]。
图13
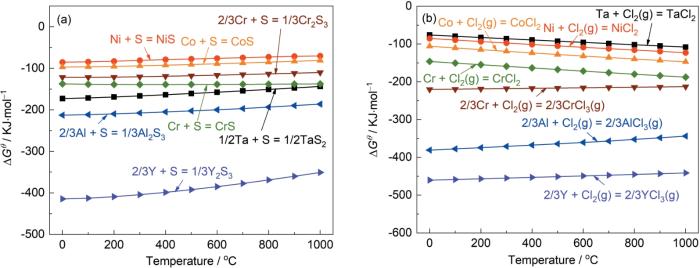
图13
热腐蚀过程中硫化物及氯化物形成的Gibbs自由能随温度的变化
Fig.13
Variations of Gibbs free energy changes for the formation of related sulfides (a) and chlorides (b) with temperature
此外,对比800 ℃及900 ℃的热腐蚀结果可知,800 ℃下的腐蚀更为严重,涂层的腐蚀深度更深、涂层退化更严重。Na2SO4的熔点为884 ℃,当加入NaCl (熔点801 ℃)后,Na2SO4与NaCl形成低熔点共晶化合物,熔点降低。本研究中使用的混合盐中NaCl的含量为5%,由于NaCl的含量较少,混合盐的熔点略微降低。因此,在800 ℃时,混合盐可能处于半熔融状态,涂层在该温度下发生II型热腐蚀(低温热腐蚀,通常发生在650~800 ℃的温度范围),混合盐中的S与金属反应形成硫化物,硫化物在后续氧化中体积膨胀,导致保护性氧化膜破裂,形成孔洞和裂纹;此外,硫化物与氧化物可形成低熔点共晶盐,局部熔融加速腐蚀扩展。而在900 ℃时,混合盐则完全处于熔融状态,涂层在该温度下发生I型热腐蚀(高温热腐蚀,通常发生在850~1000 ℃的温度范围),熔融硫酸盐与保护性氧化膜反应,对氧化膜进行碱性溶解破坏,导致涂层金属直接暴露于熔盐,发生硫化和氧化循环,形成疏松多孔的腐蚀产物[15]。
3 结论
(1) (Ni, Pt)Al涂层在800和900 ℃经300 h腐蚀后仍未失效,相比于NiCoCrAlYTa涂层表现出更好的耐腐蚀性能。(Ni, Pt)Al总增重更少,腐蚀深度更浅。
(2) 两种涂层在800 ℃的腐蚀程度均相较于900 ℃更严重。
参考文献
Hot corrosion behavior of Pt modified gradient NiCrAlY coatings
[J].
Pt改性梯度NiCrAlY涂层的热腐蚀行为研究
[J].
Manufacturing and research progress in metallic bond coats for thermal barrier coatings
[J].
热障涂层金属粘结层制备与研究进展
[J].
Research progress of hot corrosion and protection technology of gas turbine under marine environment
[J].
燃气轮机在海洋环境下的热腐蚀与防护技术研究进展
[J].
Improvements in high temperature oxidation resistance by additions of reactive elements or oxide dispersions
[J].
Sulfur segregation at Al2O3/γ-Νi + γ′-Ni3Al interfaces: Effects of Pt, Cr and Hf additions
[J].
Comprehensive study on the effect of HVOF processing parameters and particle size on high-temperature properties of NiCoCrAlYTa coatings
[J].
A comprehensive study on hot corrosion resistance of NiCoCrAlYTa and NiCrAl thermal-sprayed coatings for CSP applications
[J].
Effect of bias voltage on the oxidation resistance of NiCoCrAlYTa coatings prepared by arc ion plating
[J].
Hot corrosion and oxidation behavior of Pt-aluminide and Pt-Rh-aluminide coatings applied on nickle-base and cobalt-base substrates
[J].
Stripping and refurbishment of (Ni, Pt)Al coating after service for different oxidation durations
[J].
氧化不同时间(Ni, Pt)Al涂层的退除及再涂覆行为研究
[J].
Hot corrosion and cyclic oxidation performance of a (Ni, Pt)Al2-dispersed (Ni, Pt)Al coating prepared by low-activity high-temperature aluminizing
[J].
Preparation and performance investigation of Pt-modified aluminide coatings
[D].
Pt改性铝化物涂层的制备科学及性能研究
[D].
Surface corrosion behavior of β-(Ni, Pt)Al coating: α-Al2O3 decohesion-induced failure mechanism
[J].
Hot corrosion behavior of Pt + Hf co-modified NiAl coating in the mixed salt of Na2SO4-NaCl at 900 ℃
[J].
On the sulfation reaction of protective and transient oxides at 650 ℃ and its role in the low temperature hot corrosion mechanism
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}