The current status and development trends of titanium and titanium alloy applications abroad
1
1983
... 钛合金具有高强度、低密度、良好的耐腐蚀性和生物相容性,使其在航空航天、医疗器械等领域得到广泛应用[1 ~3 ] .然而,钛合金在实际应用中常需通过焊接等加工技术进行组装,焊接接头的力学性能、耐腐蚀性和疲劳性能等直接影响到材料的耐久性和安全性[4 ,5 ] .不同类型和成分的钛合金在焊接时存在较大差异,增加了焊接工艺的复杂性.钛合金由等轴状或片状的α 相以及等轴或细长状的β 相组成[6 ] .根据其相组成和合金元素含量可分为α 钛合金、β 钛合金和α + β 钛合金等多种类型[7 ] . ...
国外钛和钛合金应用现状及发展动向
1
1983
... 钛合金具有高强度、低密度、良好的耐腐蚀性和生物相容性,使其在航空航天、医疗器械等领域得到广泛应用[1 ~3 ] .然而,钛合金在实际应用中常需通过焊接等加工技术进行组装,焊接接头的力学性能、耐腐蚀性和疲劳性能等直接影响到材料的耐久性和安全性[4 ,5 ] .不同类型和成分的钛合金在焊接时存在较大差异,增加了焊接工艺的复杂性.钛合金由等轴状或片状的α 相以及等轴或细长状的β 相组成[6 ] .根据其相组成和合金元素含量可分为α 钛合金、β 钛合金和α + β 钛合金等多种类型[7 ] . ...
Research on application technology of titanium alloy in marine pipeline
0
2020
Investigation on the application of titanium alloys in Boeing aircraft
1
1984
... 钛合金具有高强度、低密度、良好的耐腐蚀性和生物相容性,使其在航空航天、医疗器械等领域得到广泛应用[1 ~3 ] .然而,钛合金在实际应用中常需通过焊接等加工技术进行组装,焊接接头的力学性能、耐腐蚀性和疲劳性能等直接影响到材料的耐久性和安全性[4 ,5 ] .不同类型和成分的钛合金在焊接时存在较大差异,增加了焊接工艺的复杂性.钛合金由等轴状或片状的α 相以及等轴或细长状的β 相组成[6 ] .根据其相组成和合金元素含量可分为α 钛合金、β 钛合金和α + β 钛合金等多种类型[7 ] . ...
波音公司飞机钛合金应用情况考察
1
1984
... 钛合金具有高强度、低密度、良好的耐腐蚀性和生物相容性,使其在航空航天、医疗器械等领域得到广泛应用[1 ~3 ] .然而,钛合金在实际应用中常需通过焊接等加工技术进行组装,焊接接头的力学性能、耐腐蚀性和疲劳性能等直接影响到材料的耐久性和安全性[4 ,5 ] .不同类型和成分的钛合金在焊接时存在较大差异,增加了焊接工艺的复杂性.钛合金由等轴状或片状的α 相以及等轴或细长状的β 相组成[6 ] .根据其相组成和合金元素含量可分为α 钛合金、β 钛合金和α + β 钛合金等多种类型[7 ] . ...
Research progress on sulfide stress corrosion cracking of dissimilar weld joints in oil and gas fields
1
2024
... 钛合金具有高强度、低密度、良好的耐腐蚀性和生物相容性,使其在航空航天、医疗器械等领域得到广泛应用[1 ~3 ] .然而,钛合金在实际应用中常需通过焊接等加工技术进行组装,焊接接头的力学性能、耐腐蚀性和疲劳性能等直接影响到材料的耐久性和安全性[4 ,5 ] .不同类型和成分的钛合金在焊接时存在较大差异,增加了焊接工艺的复杂性.钛合金由等轴状或片状的α 相以及等轴或细长状的β 相组成[6 ] .根据其相组成和合金元素含量可分为α 钛合金、β 钛合金和α + β 钛合金等多种类型[7 ] . ...
油气田异种金属焊接接头硫化物应力腐蚀开裂研究进展
1
2024
... 钛合金具有高强度、低密度、良好的耐腐蚀性和生物相容性,使其在航空航天、医疗器械等领域得到广泛应用[1 ~3 ] .然而,钛合金在实际应用中常需通过焊接等加工技术进行组装,焊接接头的力学性能、耐腐蚀性和疲劳性能等直接影响到材料的耐久性和安全性[4 ,5 ] .不同类型和成分的钛合金在焊接时存在较大差异,增加了焊接工艺的复杂性.钛合金由等轴状或片状的α 相以及等轴或细长状的β 相组成[6 ] .根据其相组成和合金元素含量可分为α 钛合金、β 钛合金和α + β 钛合金等多种类型[7 ] . ...
Effect of salt spray environment on performance of 1Cr18Ni9Ti brazed joint
1
2023
... 钛合金具有高强度、低密度、良好的耐腐蚀性和生物相容性,使其在航空航天、医疗器械等领域得到广泛应用[1 ~3 ] .然而,钛合金在实际应用中常需通过焊接等加工技术进行组装,焊接接头的力学性能、耐腐蚀性和疲劳性能等直接影响到材料的耐久性和安全性[4 ,5 ] .不同类型和成分的钛合金在焊接时存在较大差异,增加了焊接工艺的复杂性.钛合金由等轴状或片状的α 相以及等轴或细长状的β 相组成[6 ] .根据其相组成和合金元素含量可分为α 钛合金、β 钛合金和α + β 钛合金等多种类型[7 ] . ...
盐雾环境对1Cr18Ni9Ti钎焊接头的影响研究
1
2023
... 钛合金具有高强度、低密度、良好的耐腐蚀性和生物相容性,使其在航空航天、医疗器械等领域得到广泛应用[1 ~3 ] .然而,钛合金在实际应用中常需通过焊接等加工技术进行组装,焊接接头的力学性能、耐腐蚀性和疲劳性能等直接影响到材料的耐久性和安全性[4 ,5 ] .不同类型和成分的钛合金在焊接时存在较大差异,增加了焊接工艺的复杂性.钛合金由等轴状或片状的α 相以及等轴或细长状的β 相组成[6 ] .根据其相组成和合金元素含量可分为α 钛合金、β 钛合金和α + β 钛合金等多种类型[7 ] . ...
Phase transformation, microstructures and tensile properties of TA15 Titanium Alloy
1
2010
... 钛合金具有高强度、低密度、良好的耐腐蚀性和生物相容性,使其在航空航天、医疗器械等领域得到广泛应用[1 ~3 ] .然而,钛合金在实际应用中常需通过焊接等加工技术进行组装,焊接接头的力学性能、耐腐蚀性和疲劳性能等直接影响到材料的耐久性和安全性[4 ,5 ] .不同类型和成分的钛合金在焊接时存在较大差异,增加了焊接工艺的复杂性.钛合金由等轴状或片状的α 相以及等轴或细长状的β 相组成[6 ] .根据其相组成和合金元素含量可分为α 钛合金、β 钛合金和α + β 钛合金等多种类型[7 ] . ...
TA15钛合金的相变、组织与拉伸性能
1
2010
... 钛合金具有高强度、低密度、良好的耐腐蚀性和生物相容性,使其在航空航天、医疗器械等领域得到广泛应用[1 ~3 ] .然而,钛合金在实际应用中常需通过焊接等加工技术进行组装,焊接接头的力学性能、耐腐蚀性和疲劳性能等直接影响到材料的耐久性和安全性[4 ,5 ] .不同类型和成分的钛合金在焊接时存在较大差异,增加了焊接工艺的复杂性.钛合金由等轴状或片状的α 相以及等轴或细长状的β 相组成[6 ] .根据其相组成和合金元素含量可分为α 钛合金、β 钛合金和α + β 钛合金等多种类型[7 ] . ...
Microstructure and mechanical properties of titanium alloys
2
2000
... 钛合金具有高强度、低密度、良好的耐腐蚀性和生物相容性,使其在航空航天、医疗器械等领域得到广泛应用[1 ~3 ] .然而,钛合金在实际应用中常需通过焊接等加工技术进行组装,焊接接头的力学性能、耐腐蚀性和疲劳性能等直接影响到材料的耐久性和安全性[4 ,5 ] .不同类型和成分的钛合金在焊接时存在较大差异,增加了焊接工艺的复杂性.钛合金由等轴状或片状的α 相以及等轴或细长状的β 相组成[6 ] .根据其相组成和合金元素含量可分为α 钛合金、β 钛合金和α + β 钛合金等多种类型[7 ] . ...
... 在钛合金焊接接头中,α 相和β 相的分布对韧性有重要影响.当α 相和β 相均匀分布时,如在网篮组织中,两相之间能够有效地传递应力,在受到冲击载荷时,能够通过相界面的变形来吸收能量,从而提高韧性[74 ] .研究表明,在具有良好相分布的热影响区,冲击吸收能量相比相分布不均匀区域显著提高[75 ] .相界面的结合状况也会影响韧性.如果相界面结合良好,在材料受到外力作用时,能够有效地阻止裂纹的扩展[76 ] .研究表明,通过适当的焊接后处理工艺,改善α 相和β 相之间的界面结合,可以使焊接接头的冲击韧性提高10%~20%[77 ] .焊接接头中的显微组织缺陷,如气孔、夹杂物等,会对韧性产生严重的负面影响.气孔在材料受到冲击载荷时会成为应力集中点,导致裂纹的萌生和快速扩展[72 ] .夹杂物的存在也会降低材料的韧性,因为夹杂物与基体之间的界面结合通常较弱,在受力时容易产生裂纹[7 ] . ...
Microstructural characteristics and mechanical properties of friction stir welded joints of Ti-6Al-4V titanium alloy
1
2010
... 不同类型的钛合金具有不同的物理性能、化学性能和力学性能,其焊接接头的特性也截然不同.例如,α 钛合金由于其α 相稳定性较高,焊接时热影响区的组织变化相对较小,但焊接接头的强度提升较为困难;而α + β 钛合金在焊接过程中,由于α 相和β 相的比例和分布会发生变化,容易出现组织不均匀性,导致焊接接头性能的波动[8 ,9 ] .此外,即使是同一种类型的钛合金,不同的合金元素含量也会对焊接性能产生显著影响.合金元素的种类和含量会改变钛合金的熔点、热导率、线膨胀系数等物理参数,进而影响焊接过程中的热传递、熔池行为和焊接应力分布[10 ] .这就要求在进行钛合金焊接时,必须针对具体的钛合金类型和成分制定专门的焊接工艺方案,增加了焊接生产的难度和成本,并且在实际工程应用中,对于不同钛合金部件的连接,需要更加谨慎地选择焊接方法和工艺参数,以确保焊接接头的质量和性能.目前更应该深入研究钛合金焊接接头的显微组织结构,通过揭示焊接过程中组织演变的规律,探索优化焊接工艺的方法,从而提高钛合金焊接接头的质量和性能,推动钛合金在高端制造业等领域的更广泛应用. ...
Influence of welding processes on microstructure, tensile and impact properties of Ti-6Al-4V alloy joints
1
2011
... 不同类型的钛合金具有不同的物理性能、化学性能和力学性能,其焊接接头的特性也截然不同.例如,α 钛合金由于其α 相稳定性较高,焊接时热影响区的组织变化相对较小,但焊接接头的强度提升较为困难;而α + β 钛合金在焊接过程中,由于α 相和β 相的比例和分布会发生变化,容易出现组织不均匀性,导致焊接接头性能的波动[8 ,9 ] .此外,即使是同一种类型的钛合金,不同的合金元素含量也会对焊接性能产生显著影响.合金元素的种类和含量会改变钛合金的熔点、热导率、线膨胀系数等物理参数,进而影响焊接过程中的热传递、熔池行为和焊接应力分布[10 ] .这就要求在进行钛合金焊接时,必须针对具体的钛合金类型和成分制定专门的焊接工艺方案,增加了焊接生产的难度和成本,并且在实际工程应用中,对于不同钛合金部件的连接,需要更加谨慎地选择焊接方法和工艺参数,以确保焊接接头的质量和性能.目前更应该深入研究钛合金焊接接头的显微组织结构,通过揭示焊接过程中组织演变的规律,探索优化焊接工艺的方法,从而提高钛合金焊接接头的质量和性能,推动钛合金在高端制造业等领域的更广泛应用. ...
Development of advanced welding technologies for titanium alloys
1
2019
... 不同类型的钛合金具有不同的物理性能、化学性能和力学性能,其焊接接头的特性也截然不同.例如,α 钛合金由于其α 相稳定性较高,焊接时热影响区的组织变化相对较小,但焊接接头的强度提升较为困难;而α + β 钛合金在焊接过程中,由于α 相和β 相的比例和分布会发生变化,容易出现组织不均匀性,导致焊接接头性能的波动[8 ,9 ] .此外,即使是同一种类型的钛合金,不同的合金元素含量也会对焊接性能产生显著影响.合金元素的种类和含量会改变钛合金的熔点、热导率、线膨胀系数等物理参数,进而影响焊接过程中的热传递、熔池行为和焊接应力分布[10 ] .这就要求在进行钛合金焊接时,必须针对具体的钛合金类型和成分制定专门的焊接工艺方案,增加了焊接生产的难度和成本,并且在实际工程应用中,对于不同钛合金部件的连接,需要更加谨慎地选择焊接方法和工艺参数,以确保焊接接头的质量和性能.目前更应该深入研究钛合金焊接接头的显微组织结构,通过揭示焊接过程中组织演变的规律,探索优化焊接工艺的方法,从而提高钛合金焊接接头的质量和性能,推动钛合金在高端制造业等领域的更广泛应用. ...
钛合金先进焊接技术研究现状
1
2019
... 不同类型的钛合金具有不同的物理性能、化学性能和力学性能,其焊接接头的特性也截然不同.例如,α 钛合金由于其α 相稳定性较高,焊接时热影响区的组织变化相对较小,但焊接接头的强度提升较为困难;而α + β 钛合金在焊接过程中,由于α 相和β 相的比例和分布会发生变化,容易出现组织不均匀性,导致焊接接头性能的波动[8 ,9 ] .此外,即使是同一种类型的钛合金,不同的合金元素含量也会对焊接性能产生显著影响.合金元素的种类和含量会改变钛合金的熔点、热导率、线膨胀系数等物理参数,进而影响焊接过程中的热传递、熔池行为和焊接应力分布[10 ] .这就要求在进行钛合金焊接时,必须针对具体的钛合金类型和成分制定专门的焊接工艺方案,增加了焊接生产的难度和成本,并且在实际工程应用中,对于不同钛合金部件的连接,需要更加谨慎地选择焊接方法和工艺参数,以确保焊接接头的质量和性能.目前更应该深入研究钛合金焊接接头的显微组织结构,通过揭示焊接过程中组织演变的规律,探索优化焊接工艺的方法,从而提高钛合金焊接接头的质量和性能,推动钛合金在高端制造业等领域的更广泛应用. ...
1
2005
... 激光焊是一种先进的焊接技术,其利用高能量密度的激光束聚焦在焊件上,使材料迅速熔化形成焊接接头.激光束具有极高的能量集中度,能够在极短时间内将钛合金母材加热至熔点以上,形成熔池[11 ] .激光焊接钛合金时,焊缝区通常呈现出细小等轴晶组织.由于激光焊接的高冷却速度,熔池中的液态金属在凝固过程中,晶体生长受到限制,难以形成方向性明显的柱状晶[12 ] .大量晶核在熔池中均匀形核并快速生长,形成了细小且均匀分布的等轴晶结构[13 ] .以TC4钛合金为例,研究表明,焊缝区等轴晶的平均晶粒尺寸可达到10~20 μm,远小于传统焊接方法所得焊缝的晶粒尺寸[14 ] .这种细小等轴晶组织的形成与激光焊接的热循环特性密切相关.激光束快速加热使熔池迅速形成,随后在高速冷却过程中,熔池中的过冷度迅速增大,为晶核的大量形成提供了有利条件.同时,熔池中的对流和溶质扩散作用相对较弱,限制了晶体的择优生长,促使等轴晶的形成[15 ] . ...
1
2005
... 激光焊是一种先进的焊接技术,其利用高能量密度的激光束聚焦在焊件上,使材料迅速熔化形成焊接接头.激光束具有极高的能量集中度,能够在极短时间内将钛合金母材加热至熔点以上,形成熔池[11 ] .激光焊接钛合金时,焊缝区通常呈现出细小等轴晶组织.由于激光焊接的高冷却速度,熔池中的液态金属在凝固过程中,晶体生长受到限制,难以形成方向性明显的柱状晶[12 ] .大量晶核在熔池中均匀形核并快速生长,形成了细小且均匀分布的等轴晶结构[13 ] .以TC4钛合金为例,研究表明,焊缝区等轴晶的平均晶粒尺寸可达到10~20 μm,远小于传统焊接方法所得焊缝的晶粒尺寸[14 ] .这种细小等轴晶组织的形成与激光焊接的热循环特性密切相关.激光束快速加热使熔池迅速形成,随后在高速冷却过程中,熔池中的过冷度迅速增大,为晶核的大量形成提供了有利条件.同时,熔池中的对流和溶质扩散作用相对较弱,限制了晶体的择优生长,促使等轴晶的形成[15 ] . ...
High-temperature mechanical behavior of laser welded near α Ti60 alloy
1
2024
... 激光焊是一种先进的焊接技术,其利用高能量密度的激光束聚焦在焊件上,使材料迅速熔化形成焊接接头.激光束具有极高的能量集中度,能够在极短时间内将钛合金母材加热至熔点以上,形成熔池[11 ] .激光焊接钛合金时,焊缝区通常呈现出细小等轴晶组织.由于激光焊接的高冷却速度,熔池中的液态金属在凝固过程中,晶体生长受到限制,难以形成方向性明显的柱状晶[12 ] .大量晶核在熔池中均匀形核并快速生长,形成了细小且均匀分布的等轴晶结构[13 ] .以TC4钛合金为例,研究表明,焊缝区等轴晶的平均晶粒尺寸可达到10~20 μm,远小于传统焊接方法所得焊缝的晶粒尺寸[14 ] .这种细小等轴晶组织的形成与激光焊接的热循环特性密切相关.激光束快速加热使熔池迅速形成,随后在高速冷却过程中,熔池中的过冷度迅速增大,为晶核的大量形成提供了有利条件.同时,熔池中的对流和溶质扩散作用相对较弱,限制了晶体的择优生长,促使等轴晶的形成[15 ] . ...
激光焊接近α 型Ti60合金高温力学行为
1
2024
... 激光焊是一种先进的焊接技术,其利用高能量密度的激光束聚焦在焊件上,使材料迅速熔化形成焊接接头.激光束具有极高的能量集中度,能够在极短时间内将钛合金母材加热至熔点以上,形成熔池[11 ] .激光焊接钛合金时,焊缝区通常呈现出细小等轴晶组织.由于激光焊接的高冷却速度,熔池中的液态金属在凝固过程中,晶体生长受到限制,难以形成方向性明显的柱状晶[12 ] .大量晶核在熔池中均匀形核并快速生长,形成了细小且均匀分布的等轴晶结构[13 ] .以TC4钛合金为例,研究表明,焊缝区等轴晶的平均晶粒尺寸可达到10~20 μm,远小于传统焊接方法所得焊缝的晶粒尺寸[14 ] .这种细小等轴晶组织的形成与激光焊接的热循环特性密切相关.激光束快速加热使熔池迅速形成,随后在高速冷却过程中,熔池中的过冷度迅速增大,为晶核的大量形成提供了有利条件.同时,熔池中的对流和溶质扩散作用相对较弱,限制了晶体的择优生长,促使等轴晶的形成[15 ] . ...
Microstructure and mechanical properties of TC4 titanium alloy by autogenous laser welding
1
2024
... 激光焊是一种先进的焊接技术,其利用高能量密度的激光束聚焦在焊件上,使材料迅速熔化形成焊接接头.激光束具有极高的能量集中度,能够在极短时间内将钛合金母材加热至熔点以上,形成熔池[11 ] .激光焊接钛合金时,焊缝区通常呈现出细小等轴晶组织.由于激光焊接的高冷却速度,熔池中的液态金属在凝固过程中,晶体生长受到限制,难以形成方向性明显的柱状晶[12 ] .大量晶核在熔池中均匀形核并快速生长,形成了细小且均匀分布的等轴晶结构[13 ] .以TC4钛合金为例,研究表明,焊缝区等轴晶的平均晶粒尺寸可达到10~20 μm,远小于传统焊接方法所得焊缝的晶粒尺寸[14 ] .这种细小等轴晶组织的形成与激光焊接的热循环特性密切相关.激光束快速加热使熔池迅速形成,随后在高速冷却过程中,熔池中的过冷度迅速增大,为晶核的大量形成提供了有利条件.同时,熔池中的对流和溶质扩散作用相对较弱,限制了晶体的择优生长,促使等轴晶的形成[15 ] . ...
TC4钛合金激光自熔焊焊接组织及性能
1
2024
... 激光焊是一种先进的焊接技术,其利用高能量密度的激光束聚焦在焊件上,使材料迅速熔化形成焊接接头.激光束具有极高的能量集中度,能够在极短时间内将钛合金母材加热至熔点以上,形成熔池[11 ] .激光焊接钛合金时,焊缝区通常呈现出细小等轴晶组织.由于激光焊接的高冷却速度,熔池中的液态金属在凝固过程中,晶体生长受到限制,难以形成方向性明显的柱状晶[12 ] .大量晶核在熔池中均匀形核并快速生长,形成了细小且均匀分布的等轴晶结构[13 ] .以TC4钛合金为例,研究表明,焊缝区等轴晶的平均晶粒尺寸可达到10~20 μm,远小于传统焊接方法所得焊缝的晶粒尺寸[14 ] .这种细小等轴晶组织的形成与激光焊接的热循环特性密切相关.激光束快速加热使熔池迅速形成,随后在高速冷却过程中,熔池中的过冷度迅速增大,为晶核的大量形成提供了有利条件.同时,熔池中的对流和溶质扩散作用相对较弱,限制了晶体的择优生长,促使等轴晶的形成[15 ] . ...
Achieving fully-equiaxed fine β -grains in titanium alloy produced by additive manufacturing
1
2023
... 激光焊是一种先进的焊接技术,其利用高能量密度的激光束聚焦在焊件上,使材料迅速熔化形成焊接接头.激光束具有极高的能量集中度,能够在极短时间内将钛合金母材加热至熔点以上,形成熔池[11 ] .激光焊接钛合金时,焊缝区通常呈现出细小等轴晶组织.由于激光焊接的高冷却速度,熔池中的液态金属在凝固过程中,晶体生长受到限制,难以形成方向性明显的柱状晶[12 ] .大量晶核在熔池中均匀形核并快速生长,形成了细小且均匀分布的等轴晶结构[13 ] .以TC4钛合金为例,研究表明,焊缝区等轴晶的平均晶粒尺寸可达到10~20 μm,远小于传统焊接方法所得焊缝的晶粒尺寸[14 ] .这种细小等轴晶组织的形成与激光焊接的热循环特性密切相关.激光束快速加热使熔池迅速形成,随后在高速冷却过程中,熔池中的过冷度迅速增大,为晶核的大量形成提供了有利条件.同时,熔池中的对流和溶质扩散作用相对较弱,限制了晶体的择优生长,促使等轴晶的形成[15 ] . ...
Microstructure numerical simulation of weld pool in rapid solidification
1
2013
... 激光焊是一种先进的焊接技术,其利用高能量密度的激光束聚焦在焊件上,使材料迅速熔化形成焊接接头.激光束具有极高的能量集中度,能够在极短时间内将钛合金母材加热至熔点以上,形成熔池[11 ] .激光焊接钛合金时,焊缝区通常呈现出细小等轴晶组织.由于激光焊接的高冷却速度,熔池中的液态金属在凝固过程中,晶体生长受到限制,难以形成方向性明显的柱状晶[12 ] .大量晶核在熔池中均匀形核并快速生长,形成了细小且均匀分布的等轴晶结构[13 ] .以TC4钛合金为例,研究表明,焊缝区等轴晶的平均晶粒尺寸可达到10~20 μm,远小于传统焊接方法所得焊缝的晶粒尺寸[14 ] .这种细小等轴晶组织的形成与激光焊接的热循环特性密切相关.激光束快速加热使熔池迅速形成,随后在高速冷却过程中,熔池中的过冷度迅速增大,为晶核的大量形成提供了有利条件.同时,熔池中的对流和溶质扩散作用相对较弱,限制了晶体的择优生长,促使等轴晶的形成[15 ] . ...
焊接熔池快速凝固过程的微观组织演化数值模拟
1
2013
... 激光焊是一种先进的焊接技术,其利用高能量密度的激光束聚焦在焊件上,使材料迅速熔化形成焊接接头.激光束具有极高的能量集中度,能够在极短时间内将钛合金母材加热至熔点以上,形成熔池[11 ] .激光焊接钛合金时,焊缝区通常呈现出细小等轴晶组织.由于激光焊接的高冷却速度,熔池中的液态金属在凝固过程中,晶体生长受到限制,难以形成方向性明显的柱状晶[12 ] .大量晶核在熔池中均匀形核并快速生长,形成了细小且均匀分布的等轴晶结构[13 ] .以TC4钛合金为例,研究表明,焊缝区等轴晶的平均晶粒尺寸可达到10~20 μm,远小于传统焊接方法所得焊缝的晶粒尺寸[14 ] .这种细小等轴晶组织的形成与激光焊接的热循环特性密切相关.激光束快速加热使熔池迅速形成,随后在高速冷却过程中,熔池中的过冷度迅速增大,为晶核的大量形成提供了有利条件.同时,熔池中的对流和溶质扩散作用相对较弱,限制了晶体的择优生长,促使等轴晶的形成[15 ] . ...
Experimental research on laser narrow gap welding with filling hot wire
1
2011
... 焊缝区的相组成也会受到激光焊接的影响.对于α + β 型钛合金,在激光焊接的快速冷却条件下,β 相的比例可能会有所增加.这是因为冷却速度过快,使得α 相的析出受到抑制,部分β 相来不及转变为α 相而保留下来[16 ] .马健凯等[17 ] 研究表明,在激光焊接的TC4钛合金焊缝中,β 相的体积分数可从母材的约10%增加到15%~20%.Zhang等[18 ] 对3 mm厚TA15钛合金进行了激光焊接实验,结果表明,激光焊接金属为典型的由大量α ′马氏体相和少量高温残余β 相组成的篮织组织,热影响区为未溶α 相和针状α ′马氏体交错排列.焊缝在热循环凝固过程中发生马氏体相变[19 ] ,β 相转变为针状α ′相.相组成的变化会进一步影响焊缝的力学性能.适量增加的β 相可以提高焊缝的塑性和韧性,但如果β 相比例过高,可能会导致强度略有下降[20 ] .因此,需要通过优化激光焊接参数来精确控制焊缝区的相组成,以获得良好的综合力学性能.有研究人员通过正交试验分析了焊接参数对焊接接头的影响.实验结果表明,光束偏移位置对焊接接头的影响最大,其次是激光功率和焊接速度[21 ] .Li等[21 ] 通过实验证明,热影响区存在α ′马氏体、初生α 相(α p )和初生β 相(β p ).这些组成成分受到焊接参数的影响,特别是冷却速率.由于激光焊接的快速冷却特性,可能会导致β 相比例的增加,这是因为快速冷却抑制了α 相的析出,使得部分β 相来不及转变为α 相而保留下来.报道称,TC4钛合金最佳焊接参数为最佳焊接参数为激光功率2.3 kW,焊接速度0.04 m/s,离焦位置0 mm. ...
填充热丝激光窄间隙焊接的实验研究
1
2011
... 焊缝区的相组成也会受到激光焊接的影响.对于α + β 型钛合金,在激光焊接的快速冷却条件下,β 相的比例可能会有所增加.这是因为冷却速度过快,使得α 相的析出受到抑制,部分β 相来不及转变为α 相而保留下来[16 ] .马健凯等[17 ] 研究表明,在激光焊接的TC4钛合金焊缝中,β 相的体积分数可从母材的约10%增加到15%~20%.Zhang等[18 ] 对3 mm厚TA15钛合金进行了激光焊接实验,结果表明,激光焊接金属为典型的由大量α ′马氏体相和少量高温残余β 相组成的篮织组织,热影响区为未溶α 相和针状α ′马氏体交错排列.焊缝在热循环凝固过程中发生马氏体相变[19 ] ,β 相转变为针状α ′相.相组成的变化会进一步影响焊缝的力学性能.适量增加的β 相可以提高焊缝的塑性和韧性,但如果β 相比例过高,可能会导致强度略有下降[20 ] .因此,需要通过优化激光焊接参数来精确控制焊缝区的相组成,以获得良好的综合力学性能.有研究人员通过正交试验分析了焊接参数对焊接接头的影响.实验结果表明,光束偏移位置对焊接接头的影响最大,其次是激光功率和焊接速度[21 ] .Li等[21 ] 通过实验证明,热影响区存在α ′马氏体、初生α 相(α p )和初生β 相(β p ).这些组成成分受到焊接参数的影响,特别是冷却速率.由于激光焊接的快速冷却特性,可能会导致β 相比例的增加,这是因为快速冷却抑制了α 相的析出,使得部分β 相来不及转变为α 相而保留下来.报道称,TC4钛合金最佳焊接参数为最佳焊接参数为激光功率2.3 kW,焊接速度0.04 m/s,离焦位置0 mm. ...
Bonding zone microstructure and mechanical properties of forging-additive hybrid manufactured Ti-6Al-4V alloy
1
2021
... 焊缝区的相组成也会受到激光焊接的影响.对于α + β 型钛合金,在激光焊接的快速冷却条件下,β 相的比例可能会有所增加.这是因为冷却速度过快,使得α 相的析出受到抑制,部分β 相来不及转变为α 相而保留下来[16 ] .马健凯等[17 ] 研究表明,在激光焊接的TC4钛合金焊缝中,β 相的体积分数可从母材的约10%增加到15%~20%.Zhang等[18 ] 对3 mm厚TA15钛合金进行了激光焊接实验,结果表明,激光焊接金属为典型的由大量α ′马氏体相和少量高温残余β 相组成的篮织组织,热影响区为未溶α 相和针状α ′马氏体交错排列.焊缝在热循环凝固过程中发生马氏体相变[19 ] ,β 相转变为针状α ′相.相组成的变化会进一步影响焊缝的力学性能.适量增加的β 相可以提高焊缝的塑性和韧性,但如果β 相比例过高,可能会导致强度略有下降[20 ] .因此,需要通过优化激光焊接参数来精确控制焊缝区的相组成,以获得良好的综合力学性能.有研究人员通过正交试验分析了焊接参数对焊接接头的影响.实验结果表明,光束偏移位置对焊接接头的影响最大,其次是激光功率和焊接速度[21 ] .Li等[21 ] 通过实验证明,热影响区存在α ′马氏体、初生α 相(α p )和初生β 相(β p ).这些组成成分受到焊接参数的影响,特别是冷却速率.由于激光焊接的快速冷却特性,可能会导致β 相比例的增加,这是因为快速冷却抑制了α 相的析出,使得部分β 相来不及转变为α 相而保留下来.报道称,TC4钛合金最佳焊接参数为最佳焊接参数为激光功率2.3 kW,焊接速度0.04 m/s,离焦位置0 mm. ...
锻造-增材复合制造Ti-6Al-4V合金结合区显微组织及力学性能
1
2021
... 焊缝区的相组成也会受到激光焊接的影响.对于α + β 型钛合金,在激光焊接的快速冷却条件下,β 相的比例可能会有所增加.这是因为冷却速度过快,使得α 相的析出受到抑制,部分β 相来不及转变为α 相而保留下来[16 ] .马健凯等[17 ] 研究表明,在激光焊接的TC4钛合金焊缝中,β 相的体积分数可从母材的约10%增加到15%~20%.Zhang等[18 ] 对3 mm厚TA15钛合金进行了激光焊接实验,结果表明,激光焊接金属为典型的由大量α ′马氏体相和少量高温残余β 相组成的篮织组织,热影响区为未溶α 相和针状α ′马氏体交错排列.焊缝在热循环凝固过程中发生马氏体相变[19 ] ,β 相转变为针状α ′相.相组成的变化会进一步影响焊缝的力学性能.适量增加的β 相可以提高焊缝的塑性和韧性,但如果β 相比例过高,可能会导致强度略有下降[20 ] .因此,需要通过优化激光焊接参数来精确控制焊缝区的相组成,以获得良好的综合力学性能.有研究人员通过正交试验分析了焊接参数对焊接接头的影响.实验结果表明,光束偏移位置对焊接接头的影响最大,其次是激光功率和焊接速度[21 ] .Li等[21 ] 通过实验证明,热影响区存在α ′马氏体、初生α 相(α p )和初生β 相(β p ).这些组成成分受到焊接参数的影响,特别是冷却速率.由于激光焊接的快速冷却特性,可能会导致β 相比例的增加,这是因为快速冷却抑制了α 相的析出,使得部分β 相来不及转变为α 相而保留下来.报道称,TC4钛合金最佳焊接参数为最佳焊接参数为激光功率2.3 kW,焊接速度0.04 m/s,离焦位置0 mm. ...
Tailoring weldability for microstructures in laser-welded near-α titanium alloy: insights on mechanical properties
1
2024
... 焊缝区的相组成也会受到激光焊接的影响.对于α + β 型钛合金,在激光焊接的快速冷却条件下,β 相的比例可能会有所增加.这是因为冷却速度过快,使得α 相的析出受到抑制,部分β 相来不及转变为α 相而保留下来[16 ] .马健凯等[17 ] 研究表明,在激光焊接的TC4钛合金焊缝中,β 相的体积分数可从母材的约10%增加到15%~20%.Zhang等[18 ] 对3 mm厚TA15钛合金进行了激光焊接实验,结果表明,激光焊接金属为典型的由大量α ′马氏体相和少量高温残余β 相组成的篮织组织,热影响区为未溶α 相和针状α ′马氏体交错排列.焊缝在热循环凝固过程中发生马氏体相变[19 ] ,β 相转变为针状α ′相.相组成的变化会进一步影响焊缝的力学性能.适量增加的β 相可以提高焊缝的塑性和韧性,但如果β 相比例过高,可能会导致强度略有下降[20 ] .因此,需要通过优化激光焊接参数来精确控制焊缝区的相组成,以获得良好的综合力学性能.有研究人员通过正交试验分析了焊接参数对焊接接头的影响.实验结果表明,光束偏移位置对焊接接头的影响最大,其次是激光功率和焊接速度[21 ] .Li等[21 ] 通过实验证明,热影响区存在α ′马氏体、初生α 相(α p )和初生β 相(β p ).这些组成成分受到焊接参数的影响,特别是冷却速率.由于激光焊接的快速冷却特性,可能会导致β 相比例的增加,这是因为快速冷却抑制了α 相的析出,使得部分β 相来不及转变为α 相而保留下来.报道称,TC4钛合金最佳焊接参数为最佳焊接参数为激光功率2.3 kW,焊接速度0.04 m/s,离焦位置0 mm. ...
Effect of aging on microstructures and localized corrosion of Custom455 martensitic age-hardening stainless steel
1
2024
... 焊缝区的相组成也会受到激光焊接的影响.对于α + β 型钛合金,在激光焊接的快速冷却条件下,β 相的比例可能会有所增加.这是因为冷却速度过快,使得α 相的析出受到抑制,部分β 相来不及转变为α 相而保留下来[16 ] .马健凯等[17 ] 研究表明,在激光焊接的TC4钛合金焊缝中,β 相的体积分数可从母材的约10%增加到15%~20%.Zhang等[18 ] 对3 mm厚TA15钛合金进行了激光焊接实验,结果表明,激光焊接金属为典型的由大量α ′马氏体相和少量高温残余β 相组成的篮织组织,热影响区为未溶α 相和针状α ′马氏体交错排列.焊缝在热循环凝固过程中发生马氏体相变[19 ] ,β 相转变为针状α ′相.相组成的变化会进一步影响焊缝的力学性能.适量增加的β 相可以提高焊缝的塑性和韧性,但如果β 相比例过高,可能会导致强度略有下降[20 ] .因此,需要通过优化激光焊接参数来精确控制焊缝区的相组成,以获得良好的综合力学性能.有研究人员通过正交试验分析了焊接参数对焊接接头的影响.实验结果表明,光束偏移位置对焊接接头的影响最大,其次是激光功率和焊接速度[21 ] .Li等[21 ] 通过实验证明,热影响区存在α ′马氏体、初生α 相(α p )和初生β 相(β p ).这些组成成分受到焊接参数的影响,特别是冷却速率.由于激光焊接的快速冷却特性,可能会导致β 相比例的增加,这是因为快速冷却抑制了α 相的析出,使得部分β 相来不及转变为α 相而保留下来.报道称,TC4钛合金最佳焊接参数为最佳焊接参数为激光功率2.3 kW,焊接速度0.04 m/s,离焦位置0 mm. ...
时效处理对马氏体时效硬化不锈钢显微组织和局部腐蚀性能的影响
1
2024
... 焊缝区的相组成也会受到激光焊接的影响.对于α + β 型钛合金,在激光焊接的快速冷却条件下,β 相的比例可能会有所增加.这是因为冷却速度过快,使得α 相的析出受到抑制,部分β 相来不及转变为α 相而保留下来[16 ] .马健凯等[17 ] 研究表明,在激光焊接的TC4钛合金焊缝中,β 相的体积分数可从母材的约10%增加到15%~20%.Zhang等[18 ] 对3 mm厚TA15钛合金进行了激光焊接实验,结果表明,激光焊接金属为典型的由大量α ′马氏体相和少量高温残余β 相组成的篮织组织,热影响区为未溶α 相和针状α ′马氏体交错排列.焊缝在热循环凝固过程中发生马氏体相变[19 ] ,β 相转变为针状α ′相.相组成的变化会进一步影响焊缝的力学性能.适量增加的β 相可以提高焊缝的塑性和韧性,但如果β 相比例过高,可能会导致强度略有下降[20 ] .因此,需要通过优化激光焊接参数来精确控制焊缝区的相组成,以获得良好的综合力学性能.有研究人员通过正交试验分析了焊接参数对焊接接头的影响.实验结果表明,光束偏移位置对焊接接头的影响最大,其次是激光功率和焊接速度[21 ] .Li等[21 ] 通过实验证明,热影响区存在α ′马氏体、初生α 相(α p )和初生β 相(β p ).这些组成成分受到焊接参数的影响,特别是冷却速率.由于激光焊接的快速冷却特性,可能会导致β 相比例的增加,这是因为快速冷却抑制了α 相的析出,使得部分β 相来不及转变为α 相而保留下来.报道称,TC4钛合金最佳焊接参数为最佳焊接参数为激光功率2.3 kW,焊接速度0.04 m/s,离焦位置0 mm. ...
CPFEM study of high temperature tensile behavior of duplex titanium alloy
1
2019
... 焊缝区的相组成也会受到激光焊接的影响.对于α + β 型钛合金,在激光焊接的快速冷却条件下,β 相的比例可能会有所增加.这是因为冷却速度过快,使得α 相的析出受到抑制,部分β 相来不及转变为α 相而保留下来[16 ] .马健凯等[17 ] 研究表明,在激光焊接的TC4钛合金焊缝中,β 相的体积分数可从母材的约10%增加到15%~20%.Zhang等[18 ] 对3 mm厚TA15钛合金进行了激光焊接实验,结果表明,激光焊接金属为典型的由大量α ′马氏体相和少量高温残余β 相组成的篮织组织,热影响区为未溶α 相和针状α ′马氏体交错排列.焊缝在热循环凝固过程中发生马氏体相变[19 ] ,β 相转变为针状α ′相.相组成的变化会进一步影响焊缝的力学性能.适量增加的β 相可以提高焊缝的塑性和韧性,但如果β 相比例过高,可能会导致强度略有下降[20 ] .因此,需要通过优化激光焊接参数来精确控制焊缝区的相组成,以获得良好的综合力学性能.有研究人员通过正交试验分析了焊接参数对焊接接头的影响.实验结果表明,光束偏移位置对焊接接头的影响最大,其次是激光功率和焊接速度[21 ] .Li等[21 ] 通过实验证明,热影响区存在α ′马氏体、初生α 相(α p )和初生β 相(β p ).这些组成成分受到焊接参数的影响,特别是冷却速率.由于激光焊接的快速冷却特性,可能会导致β 相比例的增加,这是因为快速冷却抑制了α 相的析出,使得部分β 相来不及转变为α 相而保留下来.报道称,TC4钛合金最佳焊接参数为最佳焊接参数为激光功率2.3 kW,焊接速度0.04 m/s,离焦位置0 mm. ...
钛合金双态组织高温拉伸行为的晶体塑性有限元研究
1
2019
... 焊缝区的相组成也会受到激光焊接的影响.对于α + β 型钛合金,在激光焊接的快速冷却条件下,β 相的比例可能会有所增加.这是因为冷却速度过快,使得α 相的析出受到抑制,部分β 相来不及转变为α 相而保留下来[16 ] .马健凯等[17 ] 研究表明,在激光焊接的TC4钛合金焊缝中,β 相的体积分数可从母材的约10%增加到15%~20%.Zhang等[18 ] 对3 mm厚TA15钛合金进行了激光焊接实验,结果表明,激光焊接金属为典型的由大量α ′马氏体相和少量高温残余β 相组成的篮织组织,热影响区为未溶α 相和针状α ′马氏体交错排列.焊缝在热循环凝固过程中发生马氏体相变[19 ] ,β 相转变为针状α ′相.相组成的变化会进一步影响焊缝的力学性能.适量增加的β 相可以提高焊缝的塑性和韧性,但如果β 相比例过高,可能会导致强度略有下降[20 ] .因此,需要通过优化激光焊接参数来精确控制焊缝区的相组成,以获得良好的综合力学性能.有研究人员通过正交试验分析了焊接参数对焊接接头的影响.实验结果表明,光束偏移位置对焊接接头的影响最大,其次是激光功率和焊接速度[21 ] .Li等[21 ] 通过实验证明,热影响区存在α ′马氏体、初生α 相(α p )和初生β 相(β p ).这些组成成分受到焊接参数的影响,特别是冷却速率.由于激光焊接的快速冷却特性,可能会导致β 相比例的增加,这是因为快速冷却抑制了α 相的析出,使得部分β 相来不及转变为α 相而保留下来.报道称,TC4钛合金最佳焊接参数为最佳焊接参数为激光功率2.3 kW,焊接速度0.04 m/s,离焦位置0 mm. ...
Microstructure and mechanical properties of laser welded Ti-6Al-4V (TC4) titanium alloy joints
4
2024
... 焊缝区的相组成也会受到激光焊接的影响.对于α + β 型钛合金,在激光焊接的快速冷却条件下,β 相的比例可能会有所增加.这是因为冷却速度过快,使得α 相的析出受到抑制,部分β 相来不及转变为α 相而保留下来[16 ] .马健凯等[17 ] 研究表明,在激光焊接的TC4钛合金焊缝中,β 相的体积分数可从母材的约10%增加到15%~20%.Zhang等[18 ] 对3 mm厚TA15钛合金进行了激光焊接实验,结果表明,激光焊接金属为典型的由大量α ′马氏体相和少量高温残余β 相组成的篮织组织,热影响区为未溶α 相和针状α ′马氏体交错排列.焊缝在热循环凝固过程中发生马氏体相变[19 ] ,β 相转变为针状α ′相.相组成的变化会进一步影响焊缝的力学性能.适量增加的β 相可以提高焊缝的塑性和韧性,但如果β 相比例过高,可能会导致强度略有下降[20 ] .因此,需要通过优化激光焊接参数来精确控制焊缝区的相组成,以获得良好的综合力学性能.有研究人员通过正交试验分析了焊接参数对焊接接头的影响.实验结果表明,光束偏移位置对焊接接头的影响最大,其次是激光功率和焊接速度[21 ] .Li等[21 ] 通过实验证明,热影响区存在α ′马氏体、初生α 相(α p )和初生β 相(β p ).这些组成成分受到焊接参数的影响,特别是冷却速率.由于激光焊接的快速冷却特性,可能会导致β 相比例的增加,这是因为快速冷却抑制了α 相的析出,使得部分β 相来不及转变为α 相而保留下来.报道称,TC4钛合金最佳焊接参数为最佳焊接参数为激光功率2.3 kW,焊接速度0.04 m/s,离焦位置0 mm. ...
... [21 ]通过实验证明,热影响区存在α ′马氏体、初生α 相(α p )和初生β 相(β p ).这些组成成分受到焊接参数的影响,特别是冷却速率.由于激光焊接的快速冷却特性,可能会导致β 相比例的增加,这是因为快速冷却抑制了α 相的析出,使得部分β 相来不及转变为α 相而保留下来.报道称,TC4钛合金最佳焊接参数为最佳焊接参数为激光功率2.3 kW,焊接速度0.04 m/s,离焦位置0 mm. ...
...
图1 为激光焊接TC4板材显微组织图,其揭示了焊接接头各部分的显微组织形貌.焊接接头依焊接时不同区域温度分为基材(BM)、热影响区(HAZ)和熔合区(FZ).从
图1a 可知,HAZ和FZ与BM差异明显.BM显微组织如
图1b ,深色体心立方的
β 相分散于浅色密排六方的
α 基体
[22 ] .
图1c 展示HAZ显微组织,其在接头未熔时发生相变,高温下由
α 、
β 相组成,快速冷却时,
α 、
β 相变化小,晶体结构转变.通过透射电镜表征(TEM)及X射线衍射分析(XRD)等技术加持,发现HAZ含少量
α ′马氏体,主要是
α p 和
β p ,因达到
α 、
β 相转变温度,部分转变为高温
β 相,但此温度不高,高温
β 相未生长,焊后冷却也几乎无转变为二次
α ′相.FZ显微结构见
图1d ,有外延凝固特征,晶粒以半熔晶粒为基,形核至焊缝中心形成
β 柱状晶粒,由篮状组织的交错
α ′马氏体组成.因能量密度高,焊缝温度使
α 、
β 相转变为高温
β 相再到液相.激光焊结束时,FZ过冷度大,焊后冷却中,液相转
β 相,高温
β 相转
α 相,因冷却快,未完全转变,部分扩散转
α 相,部分非扩散转过饱和固溶体,其组织为针状
α ′马氏体相即马氏体相变
[23 ] .相变时
β 相原子迁移,大间距处生初生
α ′马氏体相,小间距处生次生
α ′马氏体相,二者交叉生长使FZ的
β 柱状晶粒内成篮状组织
[24 ,25 ] ,热量最快散失于
β 柱状晶粒生长方向.
图1 激光焊焊接接头显微组织<sup>[<xref ref-type="bibr" rid="R21">21</xref>]</sup> Microstructures of laser welded joint of the sample 10: (a) laser welded joint, (b) BM, (c) HAZ, (d) FZ<sup>[<xref ref-type="bibr" rid="R21">21</xref>]</sup> Fig.1 ![]()
激光焊热影响区极窄,但组织变化梯度大.在靠近焊缝的区域,由于受到较高的热输入,α 相可能会发生部分或完全转变为β 相的现象.随着与焊缝距离的增加,热输入逐渐减小,β 相又会发生分解,形成不同形态的α + β 组织[26 ] .研究表明,在TC4钛合金的激光焊接热影响区,靠近焊缝处可能会出现粗大的β 晶粒,而稍远区域则呈现出针状α + β 组织,再往外则逐渐过渡到与母材相似的组织形态[27 ] .Fang等[28 ] 探究了Ti-2Al-1.5Mn钛合金薄板脉冲激光焊接接头的显微组织,结果表明,在部分转变的热影响区存在原始的α + β 相和转变的α + α ′相以及剩余的β 相,在完全转变的热影响区区和熔合区检测到马氏体α ′相和剩余的β 相.这种组织转变行为主要是由激光焊接热循环的特点决定的.激光焊接时,热影响区的加热速度极快,峰值温度高且停留时间短,冷却速度也很快.在这样的热循环作用下,α 相向β 相的转变动力学过程加快,而β 相的分解过程则受到冷却速度的强烈影响,导致不同区域形成了不同形态和比例的α + β 组织[27 ] .虽然激光焊热影响区总体较窄,但在靠近焊缝的高温区域,仍可能出现一定程度的晶粒长大现象.不过,由于激光焊接的热作用时间短,晶粒长大程度相对传统焊接方法要小得多. ...
... [
21 ]
Fig.1 ![]()
激光焊热影响区极窄,但组织变化梯度大.在靠近焊缝的区域,由于受到较高的热输入,α 相可能会发生部分或完全转变为β 相的现象.随着与焊缝距离的增加,热输入逐渐减小,β 相又会发生分解,形成不同形态的α + β 组织[26 ] .研究表明,在TC4钛合金的激光焊接热影响区,靠近焊缝处可能会出现粗大的β 晶粒,而稍远区域则呈现出针状α + β 组织,再往外则逐渐过渡到与母材相似的组织形态[27 ] .Fang等[28 ] 探究了Ti-2Al-1.5Mn钛合金薄板脉冲激光焊接接头的显微组织,结果表明,在部分转变的热影响区存在原始的α + β 相和转变的α + α ′相以及剩余的β 相,在完全转变的热影响区区和熔合区检测到马氏体α ′相和剩余的β 相.这种组织转变行为主要是由激光焊接热循环的特点决定的.激光焊接时,热影响区的加热速度极快,峰值温度高且停留时间短,冷却速度也很快.在这样的热循环作用下,α 相向β 相的转变动力学过程加快,而β 相的分解过程则受到冷却速度的强烈影响,导致不同区域形成了不同形态和比例的α + β 组织[27 ] .虽然激光焊热影响区总体较窄,但在靠近焊缝的高温区域,仍可能出现一定程度的晶粒长大现象.不过,由于激光焊接的热作用时间短,晶粒长大程度相对传统焊接方法要小得多. ...
Effects of internal porosity and crystallographic texture on Charpy absorbed energy of electron beam melting titanium alloy (Ti-6Al-4V)
1
2019
... 图1 为激光焊接TC4板材显微组织图,其揭示了焊接接头各部分的显微组织形貌.焊接接头依焊接时不同区域温度分为基材(BM)、热影响区(HAZ)和熔合区(FZ).从图1a 可知,HAZ和FZ与BM差异明显.BM显微组织如图1b ,深色体心立方的β 相分散于浅色密排六方的α 基体[22 ] .图1c 展示HAZ显微组织,其在接头未熔时发生相变,高温下由α 、β 相组成,快速冷却时,α 、β 相变化小,晶体结构转变.通过透射电镜表征(TEM)及X射线衍射分析(XRD)等技术加持,发现HAZ含少量α ′马氏体,主要是α p 和β p ,因达到α 、β 相转变温度,部分转变为高温β 相,但此温度不高,高温β 相未生长,焊后冷却也几乎无转变为二次α ′相.FZ显微结构见图1d ,有外延凝固特征,晶粒以半熔晶粒为基,形核至焊缝中心形成β 柱状晶粒,由篮状组织的交错α ′马氏体组成.因能量密度高,焊缝温度使α 、β 相转变为高温β 相再到液相.激光焊结束时,FZ过冷度大,焊后冷却中,液相转β 相,高温β 相转α 相,因冷却快,未完全转变,部分扩散转α 相,部分非扩散转过饱和固溶体,其组织为针状α ′马氏体相即马氏体相变[23 ] .相变时β 相原子迁移,大间距处生初生α ′马氏体相,小间距处生次生α ′马氏体相,二者交叉生长使FZ的β 柱状晶粒内成篮状组织[24 ,25 ] ,热量最快散失于β 柱状晶粒生长方向. ...
Review of solid phase transformation in titanium alloys
1
2007
... 图1 为激光焊接TC4板材显微组织图,其揭示了焊接接头各部分的显微组织形貌.焊接接头依焊接时不同区域温度分为基材(BM)、热影响区(HAZ)和熔合区(FZ).从图1a 可知,HAZ和FZ与BM差异明显.BM显微组织如图1b ,深色体心立方的β 相分散于浅色密排六方的α 基体[22 ] .图1c 展示HAZ显微组织,其在接头未熔时发生相变,高温下由α 、β 相组成,快速冷却时,α 、β 相变化小,晶体结构转变.通过透射电镜表征(TEM)及X射线衍射分析(XRD)等技术加持,发现HAZ含少量α ′马氏体,主要是α p 和β p ,因达到α 、β 相转变温度,部分转变为高温β 相,但此温度不高,高温β 相未生长,焊后冷却也几乎无转变为二次α ′相.FZ显微结构见图1d ,有外延凝固特征,晶粒以半熔晶粒为基,形核至焊缝中心形成β 柱状晶粒,由篮状组织的交错α ′马氏体组成.因能量密度高,焊缝温度使α 、β 相转变为高温β 相再到液相.激光焊结束时,FZ过冷度大,焊后冷却中,液相转β 相,高温β 相转α 相,因冷却快,未完全转变,部分扩散转α 相,部分非扩散转过饱和固溶体,其组织为针状α ′马氏体相即马氏体相变[23 ] .相变时β 相原子迁移,大间距处生初生α ′马氏体相,小间距处生次生α ′马氏体相,二者交叉生长使FZ的β 柱状晶粒内成篮状组织[24 ,25 ] ,热量最快散失于β 柱状晶粒生长方向. ...
Characterization of laser arc hybrid welding process for medium-thick titanium alloy plate
1
2022
... 图1 为激光焊接TC4板材显微组织图,其揭示了焊接接头各部分的显微组织形貌.焊接接头依焊接时不同区域温度分为基材(BM)、热影响区(HAZ)和熔合区(FZ).从图1a 可知,HAZ和FZ与BM差异明显.BM显微组织如图1b ,深色体心立方的β 相分散于浅色密排六方的α 基体[22 ] .图1c 展示HAZ显微组织,其在接头未熔时发生相变,高温下由α 、β 相组成,快速冷却时,α 、β 相变化小,晶体结构转变.通过透射电镜表征(TEM)及X射线衍射分析(XRD)等技术加持,发现HAZ含少量α ′马氏体,主要是α p 和β p ,因达到α 、β 相转变温度,部分转变为高温β 相,但此温度不高,高温β 相未生长,焊后冷却也几乎无转变为二次α ′相.FZ显微结构见图1d ,有外延凝固特征,晶粒以半熔晶粒为基,形核至焊缝中心形成β 柱状晶粒,由篮状组织的交错α ′马氏体组成.因能量密度高,焊缝温度使α 、β 相转变为高温β 相再到液相.激光焊结束时,FZ过冷度大,焊后冷却中,液相转β 相,高温β 相转α 相,因冷却快,未完全转变,部分扩散转α 相,部分非扩散转过饱和固溶体,其组织为针状α ′马氏体相即马氏体相变[23 ] .相变时β 相原子迁移,大间距处生初生α ′马氏体相,小间距处生次生α ′马氏体相,二者交叉生长使FZ的β 柱状晶粒内成篮状组织[24 ,25 ] ,热量最快散失于β 柱状晶粒生长方向. ...
中厚板钛合金激光-CMT复合焊接工艺特性分析
1
2022
... 图1 为激光焊接TC4板材显微组织图,其揭示了焊接接头各部分的显微组织形貌.焊接接头依焊接时不同区域温度分为基材(BM)、热影响区(HAZ)和熔合区(FZ).从图1a 可知,HAZ和FZ与BM差异明显.BM显微组织如图1b ,深色体心立方的β 相分散于浅色密排六方的α 基体[22 ] .图1c 展示HAZ显微组织,其在接头未熔时发生相变,高温下由α 、β 相组成,快速冷却时,α 、β 相变化小,晶体结构转变.通过透射电镜表征(TEM)及X射线衍射分析(XRD)等技术加持,发现HAZ含少量α ′马氏体,主要是α p 和β p ,因达到α 、β 相转变温度,部分转变为高温β 相,但此温度不高,高温β 相未生长,焊后冷却也几乎无转变为二次α ′相.FZ显微结构见图1d ,有外延凝固特征,晶粒以半熔晶粒为基,形核至焊缝中心形成β 柱状晶粒,由篮状组织的交错α ′马氏体组成.因能量密度高,焊缝温度使α 、β 相转变为高温β 相再到液相.激光焊结束时,FZ过冷度大,焊后冷却中,液相转β 相,高温β 相转α 相,因冷却快,未完全转变,部分扩散转α 相,部分非扩散转过饱和固溶体,其组织为针状α ′马氏体相即马氏体相变[23 ] .相变时β 相原子迁移,大间距处生初生α ′马氏体相,小间距处生次生α ′马氏体相,二者交叉生长使FZ的β 柱状晶粒内成篮状组织[24 ,25 ] ,热量最快散失于β 柱状晶粒生长方向. ...
Study on selective laser melting and heat treatment of Ti-6Al-4V alloy
1
2018
... 图1 为激光焊接TC4板材显微组织图,其揭示了焊接接头各部分的显微组织形貌.焊接接头依焊接时不同区域温度分为基材(BM)、热影响区(HAZ)和熔合区(FZ).从图1a 可知,HAZ和FZ与BM差异明显.BM显微组织如图1b ,深色体心立方的β 相分散于浅色密排六方的α 基体[22 ] .图1c 展示HAZ显微组织,其在接头未熔时发生相变,高温下由α 、β 相组成,快速冷却时,α 、β 相变化小,晶体结构转变.通过透射电镜表征(TEM)及X射线衍射分析(XRD)等技术加持,发现HAZ含少量α ′马氏体,主要是α p 和β p ,因达到α 、β 相转变温度,部分转变为高温β 相,但此温度不高,高温β 相未生长,焊后冷却也几乎无转变为二次α ′相.FZ显微结构见图1d ,有外延凝固特征,晶粒以半熔晶粒为基,形核至焊缝中心形成β 柱状晶粒,由篮状组织的交错α ′马氏体组成.因能量密度高,焊缝温度使α 、β 相转变为高温β 相再到液相.激光焊结束时,FZ过冷度大,焊后冷却中,液相转β 相,高温β 相转α 相,因冷却快,未完全转变,部分扩散转α 相,部分非扩散转过饱和固溶体,其组织为针状α ′马氏体相即马氏体相变[23 ] .相变时β 相原子迁移,大间距处生初生α ′马氏体相,小间距处生次生α ′马氏体相,二者交叉生长使FZ的β 柱状晶粒内成篮状组织[24 ,25 ] ,热量最快散失于β 柱状晶粒生长方向. ...
Laser beam welding of titanium alloy and microstructure and mechanical properties of welded joint
1
2019
... 激光焊热影响区极窄,但组织变化梯度大.在靠近焊缝的区域,由于受到较高的热输入,α 相可能会发生部分或完全转变为β 相的现象.随着与焊缝距离的增加,热输入逐渐减小,β 相又会发生分解,形成不同形态的α + β 组织[26 ] .研究表明,在TC4钛合金的激光焊接热影响区,靠近焊缝处可能会出现粗大的β 晶粒,而稍远区域则呈现出针状α + β 组织,再往外则逐渐过渡到与母材相似的组织形态[27 ] .Fang等[28 ] 探究了Ti-2Al-1.5Mn钛合金薄板脉冲激光焊接接头的显微组织,结果表明,在部分转变的热影响区存在原始的α + β 相和转变的α + α ′相以及剩余的β 相,在完全转变的热影响区区和熔合区检测到马氏体α ′相和剩余的β 相.这种组织转变行为主要是由激光焊接热循环的特点决定的.激光焊接时,热影响区的加热速度极快,峰值温度高且停留时间短,冷却速度也很快.在这样的热循环作用下,α 相向β 相的转变动力学过程加快,而β 相的分解过程则受到冷却速度的强烈影响,导致不同区域形成了不同形态和比例的α + β 组织[27 ] .虽然激光焊热影响区总体较窄,但在靠近焊缝的高温区域,仍可能出现一定程度的晶粒长大现象.不过,由于激光焊接的热作用时间短,晶粒长大程度相对传统焊接方法要小得多. ...
钛合金激光焊及其接头的显微组织与力学性能
1
2019
... 激光焊热影响区极窄,但组织变化梯度大.在靠近焊缝的区域,由于受到较高的热输入,α 相可能会发生部分或完全转变为β 相的现象.随着与焊缝距离的增加,热输入逐渐减小,β 相又会发生分解,形成不同形态的α + β 组织[26 ] .研究表明,在TC4钛合金的激光焊接热影响区,靠近焊缝处可能会出现粗大的β 晶粒,而稍远区域则呈现出针状α + β 组织,再往外则逐渐过渡到与母材相似的组织形态[27 ] .Fang等[28 ] 探究了Ti-2Al-1.5Mn钛合金薄板脉冲激光焊接接头的显微组织,结果表明,在部分转变的热影响区存在原始的α + β 相和转变的α + α ′相以及剩余的β 相,在完全转变的热影响区区和熔合区检测到马氏体α ′相和剩余的β 相.这种组织转变行为主要是由激光焊接热循环的特点决定的.激光焊接时,热影响区的加热速度极快,峰值温度高且停留时间短,冷却速度也很快.在这样的热循环作用下,α 相向β 相的转变动力学过程加快,而β 相的分解过程则受到冷却速度的强烈影响,导致不同区域形成了不同形态和比例的α + β 组织[27 ] .虽然激光焊热影响区总体较窄,但在靠近焊缝的高温区域,仍可能出现一定程度的晶粒长大现象.不过,由于激光焊接的热作用时间短,晶粒长大程度相对传统焊接方法要小得多. ...
Investigation of the microstructure and mechanical characteristics of disk laser-welded Ti-6Al-4V alloy joints
2
2020
... 激光焊热影响区极窄,但组织变化梯度大.在靠近焊缝的区域,由于受到较高的热输入,α 相可能会发生部分或完全转变为β 相的现象.随着与焊缝距离的增加,热输入逐渐减小,β 相又会发生分解,形成不同形态的α + β 组织[26 ] .研究表明,在TC4钛合金的激光焊接热影响区,靠近焊缝处可能会出现粗大的β 晶粒,而稍远区域则呈现出针状α + β 组织,再往外则逐渐过渡到与母材相似的组织形态[27 ] .Fang等[28 ] 探究了Ti-2Al-1.5Mn钛合金薄板脉冲激光焊接接头的显微组织,结果表明,在部分转变的热影响区存在原始的α + β 相和转变的α + α ′相以及剩余的β 相,在完全转变的热影响区区和熔合区检测到马氏体α ′相和剩余的β 相.这种组织转变行为主要是由激光焊接热循环的特点决定的.激光焊接时,热影响区的加热速度极快,峰值温度高且停留时间短,冷却速度也很快.在这样的热循环作用下,α 相向β 相的转变动力学过程加快,而β 相的分解过程则受到冷却速度的强烈影响,导致不同区域形成了不同形态和比例的α + β 组织[27 ] .虽然激光焊热影响区总体较窄,但在靠近焊缝的高温区域,仍可能出现一定程度的晶粒长大现象.不过,由于激光焊接的热作用时间短,晶粒长大程度相对传统焊接方法要小得多. ...
... [27 ].虽然激光焊热影响区总体较窄,但在靠近焊缝的高温区域,仍可能出现一定程度的晶粒长大现象.不过,由于激光焊接的热作用时间短,晶粒长大程度相对传统焊接方法要小得多. ...
Microstructure and mechanical properties of pulsed laser beam welded Ti-2Al-1.5Mn titanium alloy joints
1
2014
... 激光焊热影响区极窄,但组织变化梯度大.在靠近焊缝的区域,由于受到较高的热输入,α 相可能会发生部分或完全转变为β 相的现象.随着与焊缝距离的增加,热输入逐渐减小,β 相又会发生分解,形成不同形态的α + β 组织[26 ] .研究表明,在TC4钛合金的激光焊接热影响区,靠近焊缝处可能会出现粗大的β 晶粒,而稍远区域则呈现出针状α + β 组织,再往外则逐渐过渡到与母材相似的组织形态[27 ] .Fang等[28 ] 探究了Ti-2Al-1.5Mn钛合金薄板脉冲激光焊接接头的显微组织,结果表明,在部分转变的热影响区存在原始的α + β 相和转变的α + α ′相以及剩余的β 相,在完全转变的热影响区区和熔合区检测到马氏体α ′相和剩余的β 相.这种组织转变行为主要是由激光焊接热循环的特点决定的.激光焊接时,热影响区的加热速度极快,峰值温度高且停留时间短,冷却速度也很快.在这样的热循环作用下,α 相向β 相的转变动力学过程加快,而β 相的分解过程则受到冷却速度的强烈影响,导致不同区域形成了不同形态和比例的α + β 组织[27 ] .虽然激光焊热影响区总体较窄,但在靠近焊缝的高温区域,仍可能出现一定程度的晶粒长大现象.不过,由于激光焊接的热作用时间短,晶粒长大程度相对传统焊接方法要小得多. ...
Study on microstructure and properties of TC4 titanium alloy MIG welding joints after heat treatment
1
2021
... MIG焊在钛合金焊接中,是利用连续送进的焊丝作为电极,并在惰性气体(通常为氩气)保护下,使焊丝与母材金属熔化融合形成焊接接头[29 ] .MIG焊接TA5钛合金时,焊缝区通常呈现出明显的柱状晶组织.柱状晶的生长方向主要沿着热流方向,即从熔池底部向熔池表面生长,且大致垂直于焊缝中心线.这是因为在焊接过程中,熔池边缘的母材作为冷源,散热较快,使得熔池中的液态金属在凝固时,晶体沿着散热最快的方向生长,从而形成柱状晶结构[30 ] .MIG焊接TC4钛合金时,焊缝柱状晶的长度可达到数毫米,宽度在几百微米到1 mm左右[31 ] .焊接热输入对柱状晶的尺寸有显著影响.当焊接电流增大时,电弧能量增加,熔池体积增大,柱状晶的宽度和长度都会相应增加.因为较大的热输入使得熔池的冷却速度减慢,晶体有更多的时间生长.相反,当焊接电压升高时,电弧长度变长,电弧稳定性可能会受到影响,导致熔池搅拌不均匀,柱状晶的生长方向可能会出现一定的偏转,并且组织均匀性变差.而提高焊接速度会使熔池的冷却速度加快,柱状晶的长度会相对缩短,宽度变窄,并且可能会使柱状晶变得更加细密[32 ] .MIG焊接TA5和TC4钛合金时,都会形成沿热流方向生长的柱状晶组织.TC4合金的柱状晶尺寸较大,受焊接参数影响更显著,如电流增大会导致晶粒尺寸增加,而提高焊接速度会使晶粒更加细密.两种合金的显微组织都受热输入和焊接速度的影响,但TC4合金对焊接参数的变化更敏感,可能导致组织均匀性变差. ...
TC4钛合金MIG焊接头热处理后组织性能研究
1
2021
... MIG焊在钛合金焊接中,是利用连续送进的焊丝作为电极,并在惰性气体(通常为氩气)保护下,使焊丝与母材金属熔化融合形成焊接接头[29 ] .MIG焊接TA5钛合金时,焊缝区通常呈现出明显的柱状晶组织.柱状晶的生长方向主要沿着热流方向,即从熔池底部向熔池表面生长,且大致垂直于焊缝中心线.这是因为在焊接过程中,熔池边缘的母材作为冷源,散热较快,使得熔池中的液态金属在凝固时,晶体沿着散热最快的方向生长,从而形成柱状晶结构[30 ] .MIG焊接TC4钛合金时,焊缝柱状晶的长度可达到数毫米,宽度在几百微米到1 mm左右[31 ] .焊接热输入对柱状晶的尺寸有显著影响.当焊接电流增大时,电弧能量增加,熔池体积增大,柱状晶的宽度和长度都会相应增加.因为较大的热输入使得熔池的冷却速度减慢,晶体有更多的时间生长.相反,当焊接电压升高时,电弧长度变长,电弧稳定性可能会受到影响,导致熔池搅拌不均匀,柱状晶的生长方向可能会出现一定的偏转,并且组织均匀性变差.而提高焊接速度会使熔池的冷却速度加快,柱状晶的长度会相对缩短,宽度变窄,并且可能会使柱状晶变得更加细密[32 ] .MIG焊接TA5和TC4钛合金时,都会形成沿热流方向生长的柱状晶组织.TC4合金的柱状晶尺寸较大,受焊接参数影响更显著,如电流增大会导致晶粒尺寸增加,而提高焊接速度会使晶粒更加细密.两种合金的显微组织都受热输入和焊接速度的影响,但TC4合金对焊接参数的变化更敏感,可能导致组织均匀性变差. ...
Multi-pass butt welding of thick TA5 titanium-alloy plates by MIG: Microstructure and properties
1
2024
... MIG焊在钛合金焊接中,是利用连续送进的焊丝作为电极,并在惰性气体(通常为氩气)保护下,使焊丝与母材金属熔化融合形成焊接接头[29 ] .MIG焊接TA5钛合金时,焊缝区通常呈现出明显的柱状晶组织.柱状晶的生长方向主要沿着热流方向,即从熔池底部向熔池表面生长,且大致垂直于焊缝中心线.这是因为在焊接过程中,熔池边缘的母材作为冷源,散热较快,使得熔池中的液态金属在凝固时,晶体沿着散热最快的方向生长,从而形成柱状晶结构[30 ] .MIG焊接TC4钛合金时,焊缝柱状晶的长度可达到数毫米,宽度在几百微米到1 mm左右[31 ] .焊接热输入对柱状晶的尺寸有显著影响.当焊接电流增大时,电弧能量增加,熔池体积增大,柱状晶的宽度和长度都会相应增加.因为较大的热输入使得熔池的冷却速度减慢,晶体有更多的时间生长.相反,当焊接电压升高时,电弧长度变长,电弧稳定性可能会受到影响,导致熔池搅拌不均匀,柱状晶的生长方向可能会出现一定的偏转,并且组织均匀性变差.而提高焊接速度会使熔池的冷却速度加快,柱状晶的长度会相对缩短,宽度变窄,并且可能会使柱状晶变得更加细密[32 ] .MIG焊接TA5和TC4钛合金时,都会形成沿热流方向生长的柱状晶组织.TC4合金的柱状晶尺寸较大,受焊接参数影响更显著,如电流增大会导致晶粒尺寸增加,而提高焊接速度会使晶粒更加细密.两种合金的显微组织都受热输入和焊接速度的影响,但TC4合金对焊接参数的变化更敏感,可能导致组织均匀性变差. ...
Microstructure and mechanical properties of additively manufactured Ti-6Al-4V alloy based on large area, high-resolution EBSD mapping
1
2024
... MIG焊在钛合金焊接中,是利用连续送进的焊丝作为电极,并在惰性气体(通常为氩气)保护下,使焊丝与母材金属熔化融合形成焊接接头[29 ] .MIG焊接TA5钛合金时,焊缝区通常呈现出明显的柱状晶组织.柱状晶的生长方向主要沿着热流方向,即从熔池底部向熔池表面生长,且大致垂直于焊缝中心线.这是因为在焊接过程中,熔池边缘的母材作为冷源,散热较快,使得熔池中的液态金属在凝固时,晶体沿着散热最快的方向生长,从而形成柱状晶结构[30 ] .MIG焊接TC4钛合金时,焊缝柱状晶的长度可达到数毫米,宽度在几百微米到1 mm左右[31 ] .焊接热输入对柱状晶的尺寸有显著影响.当焊接电流增大时,电弧能量增加,熔池体积增大,柱状晶的宽度和长度都会相应增加.因为较大的热输入使得熔池的冷却速度减慢,晶体有更多的时间生长.相反,当焊接电压升高时,电弧长度变长,电弧稳定性可能会受到影响,导致熔池搅拌不均匀,柱状晶的生长方向可能会出现一定的偏转,并且组织均匀性变差.而提高焊接速度会使熔池的冷却速度加快,柱状晶的长度会相对缩短,宽度变窄,并且可能会使柱状晶变得更加细密[32 ] .MIG焊接TA5和TC4钛合金时,都会形成沿热流方向生长的柱状晶组织.TC4合金的柱状晶尺寸较大,受焊接参数影响更显著,如电流增大会导致晶粒尺寸增加,而提高焊接速度会使晶粒更加细密.两种合金的显微组织都受热输入和焊接速度的影响,但TC4合金对焊接参数的变化更敏感,可能导致组织均匀性变差. ...
Effects of welding current on microstructure and elements diffusion of Ti3 Al/TC11 alloy weld seam
1
2014
... MIG焊在钛合金焊接中,是利用连续送进的焊丝作为电极,并在惰性气体(通常为氩气)保护下,使焊丝与母材金属熔化融合形成焊接接头[29 ] .MIG焊接TA5钛合金时,焊缝区通常呈现出明显的柱状晶组织.柱状晶的生长方向主要沿着热流方向,即从熔池底部向熔池表面生长,且大致垂直于焊缝中心线.这是因为在焊接过程中,熔池边缘的母材作为冷源,散热较快,使得熔池中的液态金属在凝固时,晶体沿着散热最快的方向生长,从而形成柱状晶结构[30 ] .MIG焊接TC4钛合金时,焊缝柱状晶的长度可达到数毫米,宽度在几百微米到1 mm左右[31 ] .焊接热输入对柱状晶的尺寸有显著影响.当焊接电流增大时,电弧能量增加,熔池体积增大,柱状晶的宽度和长度都会相应增加.因为较大的热输入使得熔池的冷却速度减慢,晶体有更多的时间生长.相反,当焊接电压升高时,电弧长度变长,电弧稳定性可能会受到影响,导致熔池搅拌不均匀,柱状晶的生长方向可能会出现一定的偏转,并且组织均匀性变差.而提高焊接速度会使熔池的冷却速度加快,柱状晶的长度会相对缩短,宽度变窄,并且可能会使柱状晶变得更加细密[32 ] .MIG焊接TA5和TC4钛合金时,都会形成沿热流方向生长的柱状晶组织.TC4合金的柱状晶尺寸较大,受焊接参数影响更显著,如电流增大会导致晶粒尺寸增加,而提高焊接速度会使晶粒更加细密.两种合金的显微组织都受热输入和焊接速度的影响,但TC4合金对焊接参数的变化更敏感,可能导致组织均匀性变差. ...
焊接电流对Ti3 Al/TC11合金焊缝区组织及合金元素扩散的影响
1
2014
... MIG焊在钛合金焊接中,是利用连续送进的焊丝作为电极,并在惰性气体(通常为氩气)保护下,使焊丝与母材金属熔化融合形成焊接接头[29 ] .MIG焊接TA5钛合金时,焊缝区通常呈现出明显的柱状晶组织.柱状晶的生长方向主要沿着热流方向,即从熔池底部向熔池表面生长,且大致垂直于焊缝中心线.这是因为在焊接过程中,熔池边缘的母材作为冷源,散热较快,使得熔池中的液态金属在凝固时,晶体沿着散热最快的方向生长,从而形成柱状晶结构[30 ] .MIG焊接TC4钛合金时,焊缝柱状晶的长度可达到数毫米,宽度在几百微米到1 mm左右[31 ] .焊接热输入对柱状晶的尺寸有显著影响.当焊接电流增大时,电弧能量增加,熔池体积增大,柱状晶的宽度和长度都会相应增加.因为较大的热输入使得熔池的冷却速度减慢,晶体有更多的时间生长.相反,当焊接电压升高时,电弧长度变长,电弧稳定性可能会受到影响,导致熔池搅拌不均匀,柱状晶的生长方向可能会出现一定的偏转,并且组织均匀性变差.而提高焊接速度会使熔池的冷却速度加快,柱状晶的长度会相对缩短,宽度变窄,并且可能会使柱状晶变得更加细密[32 ] .MIG焊接TA5和TC4钛合金时,都会形成沿热流方向生长的柱状晶组织.TC4合金的柱状晶尺寸较大,受焊接参数影响更显著,如电流增大会导致晶粒尺寸增加,而提高焊接速度会使晶粒更加细密.两种合金的显微组织都受热输入和焊接速度的影响,但TC4合金对焊接参数的变化更敏感,可能导致组织均匀性变差. ...
Influence of different cooling rates on microstructure of Ti-6Al-4V titanium alloy thermal simulation specimens
1
2011
... 对于α + β 型钛合金焊缝,在MIG焊的冷却过程中,相组成会发生变化.由于焊接热循环的作用,β 相的比例可能会有所改变.一般情况下,冷却速度相对较慢,使得β 相有较多时间析出α 相,与母材相比,焊缝中的β 相比例可能会略有降低[33 ] .β 相在焊缝中的分布也不均匀,往往在柱状晶界处有一定的偏聚现象.这是因为在凝固过程中,溶质元素(如合金元素)在晶界处的扩散速度相对较快,导致β 相在晶界处优先形成.这种相分布的不均匀性会对焊缝的力学性能产生影响,晶界处较多的β 相可能会降低焊缝的强度和塑性,增加裂纹敏感性[34 ] . ...
不同冷却速度对Ti-6Al-4V钛合金热模拟试样组织的影响
1
2011
... 对于α + β 型钛合金焊缝,在MIG焊的冷却过程中,相组成会发生变化.由于焊接热循环的作用,β 相的比例可能会有所改变.一般情况下,冷却速度相对较慢,使得β 相有较多时间析出α 相,与母材相比,焊缝中的β 相比例可能会略有降低[33 ] .β 相在焊缝中的分布也不均匀,往往在柱状晶界处有一定的偏聚现象.这是因为在凝固过程中,溶质元素(如合金元素)在晶界处的扩散速度相对较快,导致β 相在晶界处优先形成.这种相分布的不均匀性会对焊缝的力学性能产生影响,晶界处较多的β 相可能会降低焊缝的强度和塑性,增加裂纹敏感性[34 ] . ...
Microstructure and grain size of TC4 titanium alloy welded joints under different welding processes
1
2015
... 对于α + β 型钛合金焊缝,在MIG焊的冷却过程中,相组成会发生变化.由于焊接热循环的作用,β 相的比例可能会有所改变.一般情况下,冷却速度相对较慢,使得β 相有较多时间析出α 相,与母材相比,焊缝中的β 相比例可能会略有降低[33 ] .β 相在焊缝中的分布也不均匀,往往在柱状晶界处有一定的偏聚现象.这是因为在凝固过程中,溶质元素(如合金元素)在晶界处的扩散速度相对较快,导致β 相在晶界处优先形成.这种相分布的不均匀性会对焊缝的力学性能产生影响,晶界处较多的β 相可能会降低焊缝的强度和塑性,增加裂纹敏感性[34 ] . ...
不同焊接工艺下TC4钛合金焊接接头的晶粒尺寸和微观组织变化
1
2015
... 对于α + β 型钛合金焊缝,在MIG焊的冷却过程中,相组成会发生变化.由于焊接热循环的作用,β 相的比例可能会有所改变.一般情况下,冷却速度相对较慢,使得β 相有较多时间析出α 相,与母材相比,焊缝中的β 相比例可能会略有降低[33 ] .β 相在焊缝中的分布也不均匀,往往在柱状晶界处有一定的偏聚现象.这是因为在凝固过程中,溶质元素(如合金元素)在晶界处的扩散速度相对较快,导致β 相在晶界处优先形成.这种相分布的不均匀性会对焊缝的力学性能产生影响,晶界处较多的β 相可能会降低焊缝的强度和塑性,增加裂纹敏感性[34 ] . ...
Effect of welding thermal cycle parameters in the heat affected zone of steel EH40 for on the microstructure and properties high heat input welding
1
2012
... 热影响区的组织演变主要是由焊接热循环决定的.焊接热循环的特征参数包括加热速度、峰值温度、冷却速度和在高温区间的停留时间等[35 ,36 ] .在MIG焊过程中,加热速度相对较慢,使得热影响区在不同温度区间停留的时间较长,尤其是在β 转变温度附近.这就导致了α 相向β 相的转变以及β 相的分解过程能够较为充分地进行[37 ] .有研究表明,当焊接热输入较大时,热影响区在高温的停留时间延长,α 相向β 相的转变更加完全,冷却过程中β 相析出的α 相更加粗大;而当焊接热输入较小时,热影响区的组织变化相对较小,但可能会出现不完全相变等问题,影响焊接接头的性能.冷却速度对热影响区组织的影响也很关键,较快的冷却速度会抑制β 相的分解,使热影响区得到更多的β 相和较细小的α 相组织,而较慢的冷却速度则会导致粗大α 相的形成[37 ,38 ] .图2 展示了TC4钛合金MIG焊焊接接头显微组织.母材呈片层状,由β 转变组织构成,无等轴α 相,原始β 晶粒完整,α 相以片层状在β 晶粒中整齐平直排列且有集束(见图2b ).焊缝区为α ′马氏体组织(图2c ).热影响区因焊接热循环作用,温度低于焊缝区,但冷却速度更快.靠近焊缝的热影响区受热源影响大,高温停留久,α 相全转成高温β 相,冷却时β 相转成α ′相形成马氏体;远离焊缝区域受热源影响小,热循环中加热温度低,α 相不能完全转成高温β 相,冷却时β 相向α ′相转变不完全,最终形成α 相与α ′相混合交织的组织[38 ] (图2d ). ...
焊接热循环参数对大线能量焊接用钢EH40热影响区组织和性能的影响
1
2012
... 热影响区的组织演变主要是由焊接热循环决定的.焊接热循环的特征参数包括加热速度、峰值温度、冷却速度和在高温区间的停留时间等[35 ,36 ] .在MIG焊过程中,加热速度相对较慢,使得热影响区在不同温度区间停留的时间较长,尤其是在β 转变温度附近.这就导致了α 相向β 相的转变以及β 相的分解过程能够较为充分地进行[37 ] .有研究表明,当焊接热输入较大时,热影响区在高温的停留时间延长,α 相向β 相的转变更加完全,冷却过程中β 相析出的α 相更加粗大;而当焊接热输入较小时,热影响区的组织变化相对较小,但可能会出现不完全相变等问题,影响焊接接头的性能.冷却速度对热影响区组织的影响也很关键,较快的冷却速度会抑制β 相的分解,使热影响区得到更多的β 相和较细小的α 相组织,而较慢的冷却速度则会导致粗大α 相的形成[37 ,38 ] .图2 展示了TC4钛合金MIG焊焊接接头显微组织.母材呈片层状,由β 转变组织构成,无等轴α 相,原始β 晶粒完整,α 相以片层状在β 晶粒中整齐平直排列且有集束(见图2b ).焊缝区为α ′马氏体组织(图2c ).热影响区因焊接热循环作用,温度低于焊缝区,但冷却速度更快.靠近焊缝的热影响区受热源影响大,高温停留久,α 相全转成高温β 相,冷却时β 相转成α ′相形成马氏体;远离焊缝区域受热源影响小,热循环中加热温度低,α 相不能完全转成高温β 相,冷却时β 相向α ′相转变不完全,最终形成α 相与α ′相混合交织的组织[38 ] (图2d ). ...
Study on the major parameters of Q345 welding thermal cycle based on Simufact
1
2015
... 热影响区的组织演变主要是由焊接热循环决定的.焊接热循环的特征参数包括加热速度、峰值温度、冷却速度和在高温区间的停留时间等[35 ,36 ] .在MIG焊过程中,加热速度相对较慢,使得热影响区在不同温度区间停留的时间较长,尤其是在β 转变温度附近.这就导致了α 相向β 相的转变以及β 相的分解过程能够较为充分地进行[37 ] .有研究表明,当焊接热输入较大时,热影响区在高温的停留时间延长,α 相向β 相的转变更加完全,冷却过程中β 相析出的α 相更加粗大;而当焊接热输入较小时,热影响区的组织变化相对较小,但可能会出现不完全相变等问题,影响焊接接头的性能.冷却速度对热影响区组织的影响也很关键,较快的冷却速度会抑制β 相的分解,使热影响区得到更多的β 相和较细小的α 相组织,而较慢的冷却速度则会导致粗大α 相的形成[37 ,38 ] .图2 展示了TC4钛合金MIG焊焊接接头显微组织.母材呈片层状,由β 转变组织构成,无等轴α 相,原始β 晶粒完整,α 相以片层状在β 晶粒中整齐平直排列且有集束(见图2b ).焊缝区为α ′马氏体组织(图2c ).热影响区因焊接热循环作用,温度低于焊缝区,但冷却速度更快.靠近焊缝的热影响区受热源影响大,高温停留久,α 相全转成高温β 相,冷却时β 相转成α ′相形成马氏体;远离焊缝区域受热源影响小,热循环中加热温度低,α 相不能完全转成高温β 相,冷却时β 相向α ′相转变不完全,最终形成α 相与α ′相混合交织的组织[38 ] (图2d ). ...
基于Simufact的Q345焊接热循环主要参数研究
1
2015
... 热影响区的组织演变主要是由焊接热循环决定的.焊接热循环的特征参数包括加热速度、峰值温度、冷却速度和在高温区间的停留时间等[35 ,36 ] .在MIG焊过程中,加热速度相对较慢,使得热影响区在不同温度区间停留的时间较长,尤其是在β 转变温度附近.这就导致了α 相向β 相的转变以及β 相的分解过程能够较为充分地进行[37 ] .有研究表明,当焊接热输入较大时,热影响区在高温的停留时间延长,α 相向β 相的转变更加完全,冷却过程中β 相析出的α 相更加粗大;而当焊接热输入较小时,热影响区的组织变化相对较小,但可能会出现不完全相变等问题,影响焊接接头的性能.冷却速度对热影响区组织的影响也很关键,较快的冷却速度会抑制β 相的分解,使热影响区得到更多的β 相和较细小的α 相组织,而较慢的冷却速度则会导致粗大α 相的形成[37 ,38 ] .图2 展示了TC4钛合金MIG焊焊接接头显微组织.母材呈片层状,由β 转变组织构成,无等轴α 相,原始β 晶粒完整,α 相以片层状在β 晶粒中整齐平直排列且有集束(见图2b ).焊缝区为α ′马氏体组织(图2c ).热影响区因焊接热循环作用,温度低于焊缝区,但冷却速度更快.靠近焊缝的热影响区受热源影响大,高温停留久,α 相全转成高温β 相,冷却时β 相转成α ′相形成马氏体;远离焊缝区域受热源影响小,热循环中加热温度低,α 相不能完全转成高温β 相,冷却时β 相向α ′相转变不完全,最终形成α 相与α ′相混合交织的组织[38 ] (图2d ). ...
Microstructure characteristics of Ti/Al interface using CA-MIG heating processing
2
2022
... 热影响区的组织演变主要是由焊接热循环决定的.焊接热循环的特征参数包括加热速度、峰值温度、冷却速度和在高温区间的停留时间等[35 ,36 ] .在MIG焊过程中,加热速度相对较慢,使得热影响区在不同温度区间停留的时间较长,尤其是在β 转变温度附近.这就导致了α 相向β 相的转变以及β 相的分解过程能够较为充分地进行[37 ] .有研究表明,当焊接热输入较大时,热影响区在高温的停留时间延长,α 相向β 相的转变更加完全,冷却过程中β 相析出的α 相更加粗大;而当焊接热输入较小时,热影响区的组织变化相对较小,但可能会出现不完全相变等问题,影响焊接接头的性能.冷却速度对热影响区组织的影响也很关键,较快的冷却速度会抑制β 相的分解,使热影响区得到更多的β 相和较细小的α 相组织,而较慢的冷却速度则会导致粗大α 相的形成[37 ,38 ] .图2 展示了TC4钛合金MIG焊焊接接头显微组织.母材呈片层状,由β 转变组织构成,无等轴α 相,原始β 晶粒完整,α 相以片层状在β 晶粒中整齐平直排列且有集束(见图2b ).焊缝区为α ′马氏体组织(图2c ).热影响区因焊接热循环作用,温度低于焊缝区,但冷却速度更快.靠近焊缝的热影响区受热源影响大,高温停留久,α 相全转成高温β 相,冷却时β 相转成α ′相形成马氏体;远离焊缝区域受热源影响小,热循环中加热温度低,α 相不能完全转成高温β 相,冷却时β 相向α ′相转变不完全,最终形成α 相与α ′相混合交织的组织[38 ] (图2d ). ...
... [37 ,38 ].图2 展示了TC4钛合金MIG焊焊接接头显微组织.母材呈片层状,由β 转变组织构成,无等轴α 相,原始β 晶粒完整,α 相以片层状在β 晶粒中整齐平直排列且有集束(见图2b ).焊缝区为α ′马氏体组织(图2c ).热影响区因焊接热循环作用,温度低于焊缝区,但冷却速度更快.靠近焊缝的热影响区受热源影响大,高温停留久,α 相全转成高温β 相,冷却时β 相转成α ′相形成马氏体;远离焊缝区域受热源影响小,热循环中加热温度低,α 相不能完全转成高温β 相,冷却时β 相向α ′相转变不完全,最终形成α 相与α ′相混合交织的组织[38 ] (图2d ). ...
CA-MIG热源处理下钛/铝异质合金界面显微组织特性
2
2022
... 热影响区的组织演变主要是由焊接热循环决定的.焊接热循环的特征参数包括加热速度、峰值温度、冷却速度和在高温区间的停留时间等[35 ,36 ] .在MIG焊过程中,加热速度相对较慢,使得热影响区在不同温度区间停留的时间较长,尤其是在β 转变温度附近.这就导致了α 相向β 相的转变以及β 相的分解过程能够较为充分地进行[37 ] .有研究表明,当焊接热输入较大时,热影响区在高温的停留时间延长,α 相向β 相的转变更加完全,冷却过程中β 相析出的α 相更加粗大;而当焊接热输入较小时,热影响区的组织变化相对较小,但可能会出现不完全相变等问题,影响焊接接头的性能.冷却速度对热影响区组织的影响也很关键,较快的冷却速度会抑制β 相的分解,使热影响区得到更多的β 相和较细小的α 相组织,而较慢的冷却速度则会导致粗大α 相的形成[37 ,38 ] .图2 展示了TC4钛合金MIG焊焊接接头显微组织.母材呈片层状,由β 转变组织构成,无等轴α 相,原始β 晶粒完整,α 相以片层状在β 晶粒中整齐平直排列且有集束(见图2b ).焊缝区为α ′马氏体组织(图2c ).热影响区因焊接热循环作用,温度低于焊缝区,但冷却速度更快.靠近焊缝的热影响区受热源影响大,高温停留久,α 相全转成高温β 相,冷却时β 相转成α ′相形成马氏体;远离焊缝区域受热源影响小,热循环中加热温度低,α 相不能完全转成高温β 相,冷却时β 相向α ′相转变不完全,最终形成α 相与α ′相混合交织的组织[38 ] (图2d ). ...
... [37 ,38 ].图2 展示了TC4钛合金MIG焊焊接接头显微组织.母材呈片层状,由β 转变组织构成,无等轴α 相,原始β 晶粒完整,α 相以片层状在β 晶粒中整齐平直排列且有集束(见图2b ).焊缝区为α ′马氏体组织(图2c ).热影响区因焊接热循环作用,温度低于焊缝区,但冷却速度更快.靠近焊缝的热影响区受热源影响大,高温停留久,α 相全转成高温β 相,冷却时β 相转成α ′相形成马氏体;远离焊缝区域受热源影响小,热循环中加热温度低,α 相不能完全转成高温β 相,冷却时β 相向α ′相转变不完全,最终形成α 相与α ′相混合交织的组织[38 ] (图2d ). ...
Research on microstructure and properties of TC4 titanium ahoy MIG welded joints after heat treatment
4
2021
... 热影响区的组织演变主要是由焊接热循环决定的.焊接热循环的特征参数包括加热速度、峰值温度、冷却速度和在高温区间的停留时间等[35 ,36 ] .在MIG焊过程中,加热速度相对较慢,使得热影响区在不同温度区间停留的时间较长,尤其是在β 转变温度附近.这就导致了α 相向β 相的转变以及β 相的分解过程能够较为充分地进行[37 ] .有研究表明,当焊接热输入较大时,热影响区在高温的停留时间延长,α 相向β 相的转变更加完全,冷却过程中β 相析出的α 相更加粗大;而当焊接热输入较小时,热影响区的组织变化相对较小,但可能会出现不完全相变等问题,影响焊接接头的性能.冷却速度对热影响区组织的影响也很关键,较快的冷却速度会抑制β 相的分解,使热影响区得到更多的β 相和较细小的α 相组织,而较慢的冷却速度则会导致粗大α 相的形成[37 ,38 ] .图2 展示了TC4钛合金MIG焊焊接接头显微组织.母材呈片层状,由β 转变组织构成,无等轴α 相,原始β 晶粒完整,α 相以片层状在β 晶粒中整齐平直排列且有集束(见图2b ).焊缝区为α ′马氏体组织(图2c ).热影响区因焊接热循环作用,温度低于焊缝区,但冷却速度更快.靠近焊缝的热影响区受热源影响大,高温停留久,α 相全转成高温β 相,冷却时β 相转成α ′相形成马氏体;远离焊缝区域受热源影响小,热循环中加热温度低,α 相不能完全转成高温β 相,冷却时β 相向α ′相转变不完全,最终形成α 相与α ′相混合交织的组织[38 ] (图2d ). ...
... [38 ](图2d ). ...
... [
38 ]
Microstructures of TC4 Ti-alloy MIG welded joint: (a) welded joint, (b) base material, (c) weld zone, (d) heat affected zone<sup>[<xref ref-type="bibr" rid="R38">38</xref>]</sup> Fig.2 ![]()
特别的,马寅等[39 ] 采用激光-MIG复合焊接方法实现了3 mm厚TC4钛合金的焊接,并发现TC4钛合金母材显微组织为等轴α 相与β 相,β 相均匀分布于α 相晶界四周(图3a ).焊缝中心显微组织多为粗大β 相柱状晶,晶界完整清晰,内部是交织成网篮状的细小α ′马氏体(图3b ),因焊接时焊缝金属超相变点加热后快速冷却,合金元素难扩散,高温β 相来不及转成α 相而切变生成α ′马氏体.热影响区含粗晶区与细晶区,粗晶区邻近熔合线,细晶区靠母材.其组织主要是等轴α 相、β 相和α ′马氏体,相分布不均,熔合线旁粗晶区晶粒更粗,针状α ′马氏体多且密,母材侧细晶区晶粒细小,针状α ′马氏体少(图3c 和3d ),因远离熔合线的热影响区受热源影响小、冷却慢,马氏体切变的β 相少,高温停留短,晶粒长大动力与倾向小. ...
... [
38 ]
Fig.2 ![]()
特别的,马寅等[39 ] 采用激光-MIG复合焊接方法实现了3 mm厚TC4钛合金的焊接,并发现TC4钛合金母材显微组织为等轴α 相与β 相,β 相均匀分布于α 相晶界四周(图3a ).焊缝中心显微组织多为粗大β 相柱状晶,晶界完整清晰,内部是交织成网篮状的细小α ′马氏体(图3b ),因焊接时焊缝金属超相变点加热后快速冷却,合金元素难扩散,高温β 相来不及转成α 相而切变生成α ′马氏体.热影响区含粗晶区与细晶区,粗晶区邻近熔合线,细晶区靠母材.其组织主要是等轴α 相、β 相和α ′马氏体,相分布不均,熔合线旁粗晶区晶粒更粗,针状α ′马氏体多且密,母材侧细晶区晶粒细小,针状α ′马氏体少(图3c 和3d ),因远离熔合线的热影响区受热源影响小、冷却慢,马氏体切变的β 相少,高温停留短,晶粒长大动力与倾向小. ...
TC4钛合金MIG焊接头热处理后组织性能研究
4
2021
... 热影响区的组织演变主要是由焊接热循环决定的.焊接热循环的特征参数包括加热速度、峰值温度、冷却速度和在高温区间的停留时间等[35 ,36 ] .在MIG焊过程中,加热速度相对较慢,使得热影响区在不同温度区间停留的时间较长,尤其是在β 转变温度附近.这就导致了α 相向β 相的转变以及β 相的分解过程能够较为充分地进行[37 ] .有研究表明,当焊接热输入较大时,热影响区在高温的停留时间延长,α 相向β 相的转变更加完全,冷却过程中β 相析出的α 相更加粗大;而当焊接热输入较小时,热影响区的组织变化相对较小,但可能会出现不完全相变等问题,影响焊接接头的性能.冷却速度对热影响区组织的影响也很关键,较快的冷却速度会抑制β 相的分解,使热影响区得到更多的β 相和较细小的α 相组织,而较慢的冷却速度则会导致粗大α 相的形成[37 ,38 ] .图2 展示了TC4钛合金MIG焊焊接接头显微组织.母材呈片层状,由β 转变组织构成,无等轴α 相,原始β 晶粒完整,α 相以片层状在β 晶粒中整齐平直排列且有集束(见图2b ).焊缝区为α ′马氏体组织(图2c ).热影响区因焊接热循环作用,温度低于焊缝区,但冷却速度更快.靠近焊缝的热影响区受热源影响大,高温停留久,α 相全转成高温β 相,冷却时β 相转成α ′相形成马氏体;远离焊缝区域受热源影响小,热循环中加热温度低,α 相不能完全转成高温β 相,冷却时β 相向α ′相转变不完全,最终形成α 相与α ′相混合交织的组织[38 ] (图2d ). ...
... [38 ](图2d ). ...
... [
38 ]
Microstructures of TC4 Ti-alloy MIG welded joint: (a) welded joint, (b) base material, (c) weld zone, (d) heat affected zone<sup>[<xref ref-type="bibr" rid="R38">38</xref>]</sup> Fig.2 ![]()
特别的,马寅等[39 ] 采用激光-MIG复合焊接方法实现了3 mm厚TC4钛合金的焊接,并发现TC4钛合金母材显微组织为等轴α 相与β 相,β 相均匀分布于α 相晶界四周(图3a ).焊缝中心显微组织多为粗大β 相柱状晶,晶界完整清晰,内部是交织成网篮状的细小α ′马氏体(图3b ),因焊接时焊缝金属超相变点加热后快速冷却,合金元素难扩散,高温β 相来不及转成α 相而切变生成α ′马氏体.热影响区含粗晶区与细晶区,粗晶区邻近熔合线,细晶区靠母材.其组织主要是等轴α 相、β 相和α ′马氏体,相分布不均,熔合线旁粗晶区晶粒更粗,针状α ′马氏体多且密,母材侧细晶区晶粒细小,针状α ′马氏体少(图3c 和3d ),因远离熔合线的热影响区受热源影响小、冷却慢,马氏体切变的β 相少,高温停留短,晶粒长大动力与倾向小. ...
... [
38 ]
Fig.2 ![]()
特别的,马寅等[39 ] 采用激光-MIG复合焊接方法实现了3 mm厚TC4钛合金的焊接,并发现TC4钛合金母材显微组织为等轴α 相与β 相,β 相均匀分布于α 相晶界四周(图3a ).焊缝中心显微组织多为粗大β 相柱状晶,晶界完整清晰,内部是交织成网篮状的细小α ′马氏体(图3b ),因焊接时焊缝金属超相变点加热后快速冷却,合金元素难扩散,高温β 相来不及转成α 相而切变生成α ′马氏体.热影响区含粗晶区与细晶区,粗晶区邻近熔合线,细晶区靠母材.其组织主要是等轴α 相、β 相和α ′马氏体,相分布不均,熔合线旁粗晶区晶粒更粗,针状α ′马氏体多且密,母材侧细晶区晶粒细小,针状α ′马氏体少(图3c 和3d ),因远离熔合线的热影响区受热源影响小、冷却慢,马氏体切变的β 相少,高温停留短,晶粒长大动力与倾向小. ...
Microstructure and properties of laser-MIG hybrid welded TC4 titanium alloy joints
3
2023
... 特别的,马寅等[39 ] 采用激光-MIG复合焊接方法实现了3 mm厚TC4钛合金的焊接,并发现TC4钛合金母材显微组织为等轴α 相与β 相,β 相均匀分布于α 相晶界四周(图3a ).焊缝中心显微组织多为粗大β 相柱状晶,晶界完整清晰,内部是交织成网篮状的细小α ′马氏体(图3b ),因焊接时焊缝金属超相变点加热后快速冷却,合金元素难扩散,高温β 相来不及转成α 相而切变生成α ′马氏体.热影响区含粗晶区与细晶区,粗晶区邻近熔合线,细晶区靠母材.其组织主要是等轴α 相、β 相和α ′马氏体,相分布不均,熔合线旁粗晶区晶粒更粗,针状α ′马氏体多且密,母材侧细晶区晶粒细小,针状α ′马氏体少(图3c 和3d ),因远离熔合线的热影响区受热源影响小、冷却慢,马氏体切变的β 相少,高温停留短,晶粒长大动力与倾向小. ...
... [
39 ]
Weld forming and microstructure characteristics of TC4 Ti-alloy laser-MIG composite welding: (a) base material, (b) weld center, (c, d) coarse-grain and fine-grain structures of the heat affected zone, respectively<sup>[<xref ref-type="bibr" rid="R39">39</xref>]</sup> Fig.3 ![]()
<strong>1.3</strong> 钨极惰性气体保护焊<strong>(TIG)</strong> TIG焊以钨极为电极,在惰性气体(通常是氩气)的保护下,通过钨极与焊件间产生的电弧热使母材金属和填充焊丝(若有)熔化,进而形成焊接接头[40 ] .TIG焊接钛合金时,焊缝金属的凝固组织通常呈现出树枝晶形态.在熔池开始凝固阶段,晶核首先在熔池边界处形成,这是因为熔池边界处温度梯度较大,有利于晶核的生成.随后,晶体沿着散热方向生长,形成树枝状的主干和分支[41 ] .焊接电流对焊缝凝固组织形态有显著影响.当焊接电流增大时,电弧能量增加,熔池的温度升高,熔池的过热度增大.这使得晶核的形成速率相对降低,而晶体的生长速率加快,导致焊缝树枝晶的枝干变得更加粗大,分支减少,组织的方向性更加明显.相反,当焊接电流减小时,熔池过热度降低,晶核形成速率增加,晶体生长速率减慢,焊缝树枝晶变得更加细密,组织均匀性相对较好[41 ] .电弧长度也会影响焊缝组织.较长的电弧长度会使电弧稳定性下降,熔池的搅拌作用减弱,导致熔池成分和温度分布不均匀,从而使焊缝树枝晶的生长方向和形态出现紊乱,容易产生焊接缺陷,如气孔、夹渣等,并且树枝晶的尺寸不均匀性增加[41 ,42 ] . ...
... [
39 ]
Fig.3 ![]()
<strong>1.3</strong> 钨极惰性气体保护焊<strong>(TIG)</strong> TIG焊以钨极为电极,在惰性气体(通常是氩气)的保护下,通过钨极与焊件间产生的电弧热使母材金属和填充焊丝(若有)熔化,进而形成焊接接头[40 ] .TIG焊接钛合金时,焊缝金属的凝固组织通常呈现出树枝晶形态.在熔池开始凝固阶段,晶核首先在熔池边界处形成,这是因为熔池边界处温度梯度较大,有利于晶核的生成.随后,晶体沿着散热方向生长,形成树枝状的主干和分支[41 ] .焊接电流对焊缝凝固组织形态有显著影响.当焊接电流增大时,电弧能量增加,熔池的温度升高,熔池的过热度增大.这使得晶核的形成速率相对降低,而晶体的生长速率加快,导致焊缝树枝晶的枝干变得更加粗大,分支减少,组织的方向性更加明显.相反,当焊接电流减小时,熔池过热度降低,晶核形成速率增加,晶体生长速率减慢,焊缝树枝晶变得更加细密,组织均匀性相对较好[41 ] .电弧长度也会影响焊缝组织.较长的电弧长度会使电弧稳定性下降,熔池的搅拌作用减弱,导致熔池成分和温度分布不均匀,从而使焊缝树枝晶的生长方向和形态出现紊乱,容易产生焊接缺陷,如气孔、夹渣等,并且树枝晶的尺寸不均匀性增加[41 ,42 ] . ...
TC4钛合金激光-MIG复合焊接头组织性能
3
2023
... 特别的,马寅等[39 ] 采用激光-MIG复合焊接方法实现了3 mm厚TC4钛合金的焊接,并发现TC4钛合金母材显微组织为等轴α 相与β 相,β 相均匀分布于α 相晶界四周(图3a ).焊缝中心显微组织多为粗大β 相柱状晶,晶界完整清晰,内部是交织成网篮状的细小α ′马氏体(图3b ),因焊接时焊缝金属超相变点加热后快速冷却,合金元素难扩散,高温β 相来不及转成α 相而切变生成α ′马氏体.热影响区含粗晶区与细晶区,粗晶区邻近熔合线,细晶区靠母材.其组织主要是等轴α 相、β 相和α ′马氏体,相分布不均,熔合线旁粗晶区晶粒更粗,针状α ′马氏体多且密,母材侧细晶区晶粒细小,针状α ′马氏体少(图3c 和3d ),因远离熔合线的热影响区受热源影响小、冷却慢,马氏体切变的β 相少,高温停留短,晶粒长大动力与倾向小. ...
... [
39 ]
Weld forming and microstructure characteristics of TC4 Ti-alloy laser-MIG composite welding: (a) base material, (b) weld center, (c, d) coarse-grain and fine-grain structures of the heat affected zone, respectively<sup>[<xref ref-type="bibr" rid="R39">39</xref>]</sup> Fig.3 ![]()
<strong>1.3</strong> 钨极惰性气体保护焊<strong>(TIG)</strong> TIG焊以钨极为电极,在惰性气体(通常是氩气)的保护下,通过钨极与焊件间产生的电弧热使母材金属和填充焊丝(若有)熔化,进而形成焊接接头[40 ] .TIG焊接钛合金时,焊缝金属的凝固组织通常呈现出树枝晶形态.在熔池开始凝固阶段,晶核首先在熔池边界处形成,这是因为熔池边界处温度梯度较大,有利于晶核的生成.随后,晶体沿着散热方向生长,形成树枝状的主干和分支[41 ] .焊接电流对焊缝凝固组织形态有显著影响.当焊接电流增大时,电弧能量增加,熔池的温度升高,熔池的过热度增大.这使得晶核的形成速率相对降低,而晶体的生长速率加快,导致焊缝树枝晶的枝干变得更加粗大,分支减少,组织的方向性更加明显.相反,当焊接电流减小时,熔池过热度降低,晶核形成速率增加,晶体生长速率减慢,焊缝树枝晶变得更加细密,组织均匀性相对较好[41 ] .电弧长度也会影响焊缝组织.较长的电弧长度会使电弧稳定性下降,熔池的搅拌作用减弱,导致熔池成分和温度分布不均匀,从而使焊缝树枝晶的生长方向和形态出现紊乱,容易产生焊接缺陷,如气孔、夹渣等,并且树枝晶的尺寸不均匀性增加[41 ,42 ] . ...
... [
39 ]
Fig.3 ![]()
<strong>1.3</strong> 钨极惰性气体保护焊<strong>(TIG)</strong> TIG焊以钨极为电极,在惰性气体(通常是氩气)的保护下,通过钨极与焊件间产生的电弧热使母材金属和填充焊丝(若有)熔化,进而形成焊接接头[40 ] .TIG焊接钛合金时,焊缝金属的凝固组织通常呈现出树枝晶形态.在熔池开始凝固阶段,晶核首先在熔池边界处形成,这是因为熔池边界处温度梯度较大,有利于晶核的生成.随后,晶体沿着散热方向生长,形成树枝状的主干和分支[41 ] .焊接电流对焊缝凝固组织形态有显著影响.当焊接电流增大时,电弧能量增加,熔池的温度升高,熔池的过热度增大.这使得晶核的形成速率相对降低,而晶体的生长速率加快,导致焊缝树枝晶的枝干变得更加粗大,分支减少,组织的方向性更加明显.相反,当焊接电流减小时,熔池过热度降低,晶核形成速率增加,晶体生长速率减慢,焊缝树枝晶变得更加细密,组织均匀性相对较好[41 ] .电弧长度也会影响焊缝组织.较长的电弧长度会使电弧稳定性下降,熔池的搅拌作用减弱,导致熔池成分和温度分布不均匀,从而使焊缝树枝晶的生长方向和形态出现紊乱,容易产生焊接缺陷,如气孔、夹渣等,并且树枝晶的尺寸不均匀性增加[41 ,42 ] . ...
The parameters and equipments used in TIG welding: A review
1
2015
... TIG焊以钨极为电极,在惰性气体(通常是氩气)的保护下,通过钨极与焊件间产生的电弧热使母材金属和填充焊丝(若有)熔化,进而形成焊接接头[40 ] .TIG焊接钛合金时,焊缝金属的凝固组织通常呈现出树枝晶形态.在熔池开始凝固阶段,晶核首先在熔池边界处形成,这是因为熔池边界处温度梯度较大,有利于晶核的生成.随后,晶体沿着散热方向生长,形成树枝状的主干和分支[41 ] .焊接电流对焊缝凝固组织形态有显著影响.当焊接电流增大时,电弧能量增加,熔池的温度升高,熔池的过热度增大.这使得晶核的形成速率相对降低,而晶体的生长速率加快,导致焊缝树枝晶的枝干变得更加粗大,分支减少,组织的方向性更加明显.相反,当焊接电流减小时,熔池过热度降低,晶核形成速率增加,晶体生长速率减慢,焊缝树枝晶变得更加细密,组织均匀性相对较好[41 ] .电弧长度也会影响焊缝组织.较长的电弧长度会使电弧稳定性下降,熔池的搅拌作用减弱,导致熔池成分和温度分布不均匀,从而使焊缝树枝晶的生长方向和形态出现紊乱,容易产生焊接缺陷,如气孔、夹渣等,并且树枝晶的尺寸不均匀性增加[41 ,42 ] . ...
Research on TIG welding organizational and performance of TC4 forge alloy
3
2024
... TIG焊以钨极为电极,在惰性气体(通常是氩气)的保护下,通过钨极与焊件间产生的电弧热使母材金属和填充焊丝(若有)熔化,进而形成焊接接头[40 ] .TIG焊接钛合金时,焊缝金属的凝固组织通常呈现出树枝晶形态.在熔池开始凝固阶段,晶核首先在熔池边界处形成,这是因为熔池边界处温度梯度较大,有利于晶核的生成.随后,晶体沿着散热方向生长,形成树枝状的主干和分支[41 ] .焊接电流对焊缝凝固组织形态有显著影响.当焊接电流增大时,电弧能量增加,熔池的温度升高,熔池的过热度增大.这使得晶核的形成速率相对降低,而晶体的生长速率加快,导致焊缝树枝晶的枝干变得更加粗大,分支减少,组织的方向性更加明显.相反,当焊接电流减小时,熔池过热度降低,晶核形成速率增加,晶体生长速率减慢,焊缝树枝晶变得更加细密,组织均匀性相对较好[41 ] .电弧长度也会影响焊缝组织.较长的电弧长度会使电弧稳定性下降,熔池的搅拌作用减弱,导致熔池成分和温度分布不均匀,从而使焊缝树枝晶的生长方向和形态出现紊乱,容易产生焊接缺陷,如气孔、夹渣等,并且树枝晶的尺寸不均匀性增加[41 ,42 ] . ...
... [41 ].电弧长度也会影响焊缝组织.较长的电弧长度会使电弧稳定性下降,熔池的搅拌作用减弱,导致熔池成分和温度分布不均匀,从而使焊缝树枝晶的生长方向和形态出现紊乱,容易产生焊接缺陷,如气孔、夹渣等,并且树枝晶的尺寸不均匀性增加[41 ,42 ] . ...
... [41 ,42 ]. ...
TC4钛合金锻态板材TIG焊后组织与性能研究
3
2024
... TIG焊以钨极为电极,在惰性气体(通常是氩气)的保护下,通过钨极与焊件间产生的电弧热使母材金属和填充焊丝(若有)熔化,进而形成焊接接头[40 ] .TIG焊接钛合金时,焊缝金属的凝固组织通常呈现出树枝晶形态.在熔池开始凝固阶段,晶核首先在熔池边界处形成,这是因为熔池边界处温度梯度较大,有利于晶核的生成.随后,晶体沿着散热方向生长,形成树枝状的主干和分支[41 ] .焊接电流对焊缝凝固组织形态有显著影响.当焊接电流增大时,电弧能量增加,熔池的温度升高,熔池的过热度增大.这使得晶核的形成速率相对降低,而晶体的生长速率加快,导致焊缝树枝晶的枝干变得更加粗大,分支减少,组织的方向性更加明显.相反,当焊接电流减小时,熔池过热度降低,晶核形成速率增加,晶体生长速率减慢,焊缝树枝晶变得更加细密,组织均匀性相对较好[41 ] .电弧长度也会影响焊缝组织.较长的电弧长度会使电弧稳定性下降,熔池的搅拌作用减弱,导致熔池成分和温度分布不均匀,从而使焊缝树枝晶的生长方向和形态出现紊乱,容易产生焊接缺陷,如气孔、夹渣等,并且树枝晶的尺寸不均匀性增加[41 ,42 ] . ...
... [41 ].电弧长度也会影响焊缝组织.较长的电弧长度会使电弧稳定性下降,熔池的搅拌作用减弱,导致熔池成分和温度分布不均匀,从而使焊缝树枝晶的生长方向和形态出现紊乱,容易产生焊接缺陷,如气孔、夹渣等,并且树枝晶的尺寸不均匀性增加[41 ,42 ] . ...
... [41 ,42 ]. ...
Progress and perspectives of joints defects of laser-arc hybrid welding: A review
1
2024
... TIG焊以钨极为电极,在惰性气体(通常是氩气)的保护下,通过钨极与焊件间产生的电弧热使母材金属和填充焊丝(若有)熔化,进而形成焊接接头[40 ] .TIG焊接钛合金时,焊缝金属的凝固组织通常呈现出树枝晶形态.在熔池开始凝固阶段,晶核首先在熔池边界处形成,这是因为熔池边界处温度梯度较大,有利于晶核的生成.随后,晶体沿着散热方向生长,形成树枝状的主干和分支[41 ] .焊接电流对焊缝凝固组织形态有显著影响.当焊接电流增大时,电弧能量增加,熔池的温度升高,熔池的过热度增大.这使得晶核的形成速率相对降低,而晶体的生长速率加快,导致焊缝树枝晶的枝干变得更加粗大,分支减少,组织的方向性更加明显.相反,当焊接电流减小时,熔池过热度降低,晶核形成速率增加,晶体生长速率减慢,焊缝树枝晶变得更加细密,组织均匀性相对较好[41 ] .电弧长度也会影响焊缝组织.较长的电弧长度会使电弧稳定性下降,熔池的搅拌作用减弱,导致熔池成分和温度分布不均匀,从而使焊缝树枝晶的生长方向和形态出现紊乱,容易产生焊接缺陷,如气孔、夹渣等,并且树枝晶的尺寸不均匀性增加[41 ,42 ] . ...
Numerical simulation and analysis of microstructure evolution of TC4 alloy weld pool
1
2020
... 对于α + β 型钛合金焊缝,在TIG焊的冷却过程中,相组成会发生改变.由于TIG焊的冷却速度相对较慢(相比于激光焊等高速焊接方法),β 相有较为充足的时间析出α 相.一般情况下,焊缝中的β 相比例会比母材有所降低[43 ] .相组成的变化与焊接热循环密切相关.TIG焊的热循环特点是加热速度相对较慢,峰值温度较高,在β 转变温度以上停留时间较长,冷却速度适中.在这样的热循环作用下,α 相在高温下大量转变为β 相,在冷却过程中,β 相以一定的速率析出α 相,形成α + β 的双相组织.焊接参数的变化会影响热循环,进而改变相组成.如提高焊接电流会使热输入增加,峰值温度升高,β 相在高温停留时间延长,冷却后β 相比例进一步降低;而提高焊接速度则会使热循环加快,β 相析出α 相的时间缩短,β 相比例可能会相对增加[44 ] . ...
TC4合金焊接熔池微观组织演变的数值模拟与分析
1
2020
... 对于α + β 型钛合金焊缝,在TIG焊的冷却过程中,相组成会发生改变.由于TIG焊的冷却速度相对较慢(相比于激光焊等高速焊接方法),β 相有较为充足的时间析出α 相.一般情况下,焊缝中的β 相比例会比母材有所降低[43 ] .相组成的变化与焊接热循环密切相关.TIG焊的热循环特点是加热速度相对较慢,峰值温度较高,在β 转变温度以上停留时间较长,冷却速度适中.在这样的热循环作用下,α 相在高温下大量转变为β 相,在冷却过程中,β 相以一定的速率析出α 相,形成α + β 的双相组织.焊接参数的变化会影响热循环,进而改变相组成.如提高焊接电流会使热输入增加,峰值温度升高,β 相在高温停留时间延长,冷却后β 相比例进一步降低;而提高焊接速度则会使热循环加快,β 相析出α 相的时间缩短,β 相比例可能会相对增加[44 ] . ...
Comparative study on welding procedure and performance of 8 mm thick TC4 titanium alloy with TIG and MIG
1
2020
... 对于α + β 型钛合金焊缝,在TIG焊的冷却过程中,相组成会发生改变.由于TIG焊的冷却速度相对较慢(相比于激光焊等高速焊接方法),β 相有较为充足的时间析出α 相.一般情况下,焊缝中的β 相比例会比母材有所降低[43 ] .相组成的变化与焊接热循环密切相关.TIG焊的热循环特点是加热速度相对较慢,峰值温度较高,在β 转变温度以上停留时间较长,冷却速度适中.在这样的热循环作用下,α 相在高温下大量转变为β 相,在冷却过程中,β 相以一定的速率析出α 相,形成α + β 的双相组织.焊接参数的变化会影响热循环,进而改变相组成.如提高焊接电流会使热输入增加,峰值温度升高,β 相在高温停留时间延长,冷却后β 相比例进一步降低;而提高焊接速度则会使热循环加快,β 相析出α 相的时间缩短,β 相比例可能会相对增加[44 ] . ...
8 mm厚TC4钛合金TIG、MIG焊接工艺及性能对比研究
1
2020
... 对于α + β 型钛合金焊缝,在TIG焊的冷却过程中,相组成会发生改变.由于TIG焊的冷却速度相对较慢(相比于激光焊等高速焊接方法),β 相有较为充足的时间析出α 相.一般情况下,焊缝中的β 相比例会比母材有所降低[43 ] .相组成的变化与焊接热循环密切相关.TIG焊的热循环特点是加热速度相对较慢,峰值温度较高,在β 转变温度以上停留时间较长,冷却速度适中.在这样的热循环作用下,α 相在高温下大量转变为β 相,在冷却过程中,β 相以一定的速率析出α 相,形成α + β 的双相组织.焊接参数的变化会影响热循环,进而改变相组成.如提高焊接电流会使热输入增加,峰值温度升高,β 相在高温停留时间延长,冷却后β 相比例进一步降低;而提高焊接速度则会使热循环加快,β 相析出α 相的时间缩短,β 相比例可能会相对增加[44 ] . ...
Solidification microstructure reconstruction and its effects on phase transformation, grain boundary transformation mechanism, and mechanical properties of TC4 alloy welded joint
1
2024
... TIG焊热影响区的组织转变较为复杂.在靠近焊缝的区域,由于受到较高的热输入,α 相发生转变为β 相的过程.随着与焊缝距离的增加,热输入逐渐减小,β 相又会发生分解,形成不同形态的α + β 组织[45 ] .有研究人员针对钛合金Ti-2.8Al-5.1Mo-4.9Fe研究了TIG焊接热循环对热影响区的影响,发现TIG焊接的加热速度较慢,使得热影响区在β 转变温度附近停留时间较长,有利于α 相向β 相的转变.适中的冷却速度使得β 相的分解过程较为充分,形成了不同形态的α + β 组织.使用预热可以减少焊缝金属中不稳定β 相的比例,并增加两相(α + β )组织的面积百分比[46 ] . ...
Influence of TIG welding thermal cycle on temperature distribution and phase transformation in low-cost titanium alloy
1
2021
... TIG焊热影响区的组织转变较为复杂.在靠近焊缝的区域,由于受到较高的热输入,α 相发生转变为β 相的过程.随着与焊缝距离的增加,热输入逐渐减小,β 相又会发生分解,形成不同形态的α + β 组织[45 ] .有研究人员针对钛合金Ti-2.8Al-5.1Mo-4.9Fe研究了TIG焊接热循环对热影响区的影响,发现TIG焊接的加热速度较慢,使得热影响区在β 转变温度附近停留时间较长,有利于α 相向β 相的转变.适中的冷却速度使得β 相的分解过程较为充分,形成了不同形态的α + β 组织.使用预热可以减少焊缝金属中不稳定β 相的比例,并增加两相(α + β )组织的面积百分比[46 ] . ...
A study on microstructure and phase transformation in the weld fusion zone of TIG-Welded IN939 with IN625 and IN718 as filler metal
2
2020
... 焊接热输入对热影响区组织转变影响较大.当热输入增大时,热影响区的范围扩大,α 相向β 相转变更加完全,靠近焊缝处的β 晶粒更加粗大,冷却后形成的针状α + β 组织区域也更宽;反之,热输入减小,热影响区范围缩小,组织转变程度减轻[47 ] .在TIG焊热影响区,晶粒长大主要发生在靠近焊缝的高温区域.由于热输入的作用,该区域温度升高,原子的扩散能力增强,晶界迁移速度加快,导致晶粒长大.此外,母材的原始晶粒尺寸和合金成分也会对热影响区晶粒长大产生影响.母材原始晶粒细小且均匀时,热影响区晶粒长大的趋势相对较小;合金元素的种类和含量会改变钛合金的晶粒长大激活能,从而影响晶粒长大的速率和程度[47 ,48 ] . ...
... [47 ,48 ]. ...
Grain growth in heat affected zone of fine grained titanium alloy
1
2008
... 焊接热输入对热影响区组织转变影响较大.当热输入增大时,热影响区的范围扩大,α 相向β 相转变更加完全,靠近焊缝处的β 晶粒更加粗大,冷却后形成的针状α + β 组织区域也更宽;反之,热输入减小,热影响区范围缩小,组织转变程度减轻[47 ] .在TIG焊热影响区,晶粒长大主要发生在靠近焊缝的高温区域.由于热输入的作用,该区域温度升高,原子的扩散能力增强,晶界迁移速度加快,导致晶粒长大.此外,母材的原始晶粒尺寸和合金成分也会对热影响区晶粒长大产生影响.母材原始晶粒细小且均匀时,热影响区晶粒长大的趋势相对较小;合金元素的种类和含量会改变钛合金的晶粒长大激活能,从而影响晶粒长大的速率和程度[47 ,48 ] . ...
细晶粒钛合金热影响区晶粒长大规律
1
2008
... 焊接热输入对热影响区组织转变影响较大.当热输入增大时,热影响区的范围扩大,α 相向β 相转变更加完全,靠近焊缝处的β 晶粒更加粗大,冷却后形成的针状α + β 组织区域也更宽;反之,热输入减小,热影响区范围缩小,组织转变程度减轻[47 ] .在TIG焊热影响区,晶粒长大主要发生在靠近焊缝的高温区域.由于热输入的作用,该区域温度升高,原子的扩散能力增强,晶界迁移速度加快,导致晶粒长大.此外,母材的原始晶粒尺寸和合金成分也会对热影响区晶粒长大产生影响.母材原始晶粒细小且均匀时,热影响区晶粒长大的趋势相对较小;合金元素的种类和含量会改变钛合金的晶粒长大激活能,从而影响晶粒长大的速率和程度[47 ,48 ] . ...
Study on microstructure and mechanical properties of TC4 titanium alloy welded joint by TIG welding
2
2011
...
图4 为TC4钛合金TIG焊焊接接头显微组织.母材是
α +
β 双相组织,白色
α 晶粒,片状
β 晶粒分布于
α 晶粒间.焊缝由粗大
β 晶粒转变成马氏体
α ′相,
β 晶界明晰,同一晶粒内针状
α ′取向基本一致(
图4b ).TC4的
α +
β →
β 相变温度约980~1010 ℃,焊缝冷却时,
α ′以熔合线附近固态金属为基向中心生长成针状马氏体,因冷却快、过冷度大,马氏体细小.热影响区近焊缝处组织为针状
α ′马氏体,因加热达相变温度,且温度低于焊缝、冷却速度更快,所以
α ′相较焊缝更细小(
图4c ).远焊缝靠母材区域,受热部分
α 相转
β 相、部分未变,热循环致
β 晶粒长大,冷却仅局部现少量
α ′相,组织为
α 加少量
α ′ (
图4d ).
图4 TC4钛合金TIG焊焊接接头显微组织<sup>[<xref ref-type="bibr" rid="R49">49</xref>]</sup> Microstructures of TC4 Ti alloy TIG welded joint: (a) base material, (b) weld zone, (c) typical heat-affected zone, (d) the heat-affected zone near the base material<sup>[<xref ref-type="bibr" rid="R49">49</xref>]</sup> Fig.4 ![]()
<strong>1.4</strong> 电子束焊 电子束焊是一种高能束流焊接方法,它在高真空环境下,利用高速电子束撞击焊件表面,电子束的动能转化为热能,使材料迅速熔化形成焊接接头[50 ] .电子束焊接钛合金的焊缝区呈现出特殊的凝固组织形态.由于电子束焊接的高能量密度和深熔特性,熔池形状通常呈细长的钉状[51 ] .在这种特殊形状的熔池中,凝固组织主要为细小的等轴晶和柱状晶的混合结构.靠近熔池底部和侧壁的区域,由于散热方向较为单一,容易形成柱状晶,其生长方向垂直于熔池壁,而在熔池中心区域,由于热对流和溶质扩散等因素的综合作用,会形成细小的等轴晶[52 ] . ...
... [
49 ]
Fig.4 ![]()
<strong>1.4</strong> 电子束焊 电子束焊是一种高能束流焊接方法,它在高真空环境下,利用高速电子束撞击焊件表面,电子束的动能转化为热能,使材料迅速熔化形成焊接接头[50 ] .电子束焊接钛合金的焊缝区呈现出特殊的凝固组织形态.由于电子束焊接的高能量密度和深熔特性,熔池形状通常呈细长的钉状[51 ] .在这种特殊形状的熔池中,凝固组织主要为细小的等轴晶和柱状晶的混合结构.靠近熔池底部和侧壁的区域,由于散热方向较为单一,容易形成柱状晶,其生长方向垂直于熔池壁,而在熔池中心区域,由于热对流和溶质扩散等因素的综合作用,会形成细小的等轴晶[52 ] . ...
TC4钛合金TIG焊接头组织及力学性能
2
2011
...
图4 为TC4钛合金TIG焊焊接接头显微组织.母材是
α +
β 双相组织,白色
α 晶粒,片状
β 晶粒分布于
α 晶粒间.焊缝由粗大
β 晶粒转变成马氏体
α ′相,
β 晶界明晰,同一晶粒内针状
α ′取向基本一致(
图4b ).TC4的
α +
β →
β 相变温度约980~1010 ℃,焊缝冷却时,
α ′以熔合线附近固态金属为基向中心生长成针状马氏体,因冷却快、过冷度大,马氏体细小.热影响区近焊缝处组织为针状
α ′马氏体,因加热达相变温度,且温度低于焊缝、冷却速度更快,所以
α ′相较焊缝更细小(
图4c ).远焊缝靠母材区域,受热部分
α 相转
β 相、部分未变,热循环致
β 晶粒长大,冷却仅局部现少量
α ′相,组织为
α 加少量
α ′ (
图4d ).
图4 TC4钛合金TIG焊焊接接头显微组织<sup>[<xref ref-type="bibr" rid="R49">49</xref>]</sup> Microstructures of TC4 Ti alloy TIG welded joint: (a) base material, (b) weld zone, (c) typical heat-affected zone, (d) the heat-affected zone near the base material<sup>[<xref ref-type="bibr" rid="R49">49</xref>]</sup> Fig.4 ![]()
<strong>1.4</strong> 电子束焊 电子束焊是一种高能束流焊接方法,它在高真空环境下,利用高速电子束撞击焊件表面,电子束的动能转化为热能,使材料迅速熔化形成焊接接头[50 ] .电子束焊接钛合金的焊缝区呈现出特殊的凝固组织形态.由于电子束焊接的高能量密度和深熔特性,熔池形状通常呈细长的钉状[51 ] .在这种特殊形状的熔池中,凝固组织主要为细小的等轴晶和柱状晶的混合结构.靠近熔池底部和侧壁的区域,由于散热方向较为单一,容易形成柱状晶,其生长方向垂直于熔池壁,而在熔池中心区域,由于热对流和溶质扩散等因素的综合作用,会形成细小的等轴晶[52 ] . ...
... [
49 ]
Fig.4 ![]()
<strong>1.4</strong> 电子束焊 电子束焊是一种高能束流焊接方法,它在高真空环境下,利用高速电子束撞击焊件表面,电子束的动能转化为热能,使材料迅速熔化形成焊接接头[50 ] .电子束焊接钛合金的焊缝区呈现出特殊的凝固组织形态.由于电子束焊接的高能量密度和深熔特性,熔池形状通常呈细长的钉状[51 ] .在这种特殊形状的熔池中,凝固组织主要为细小的等轴晶和柱状晶的混合结构.靠近熔池底部和侧壁的区域,由于散热方向较为单一,容易形成柱状晶,其生长方向垂直于熔池壁,而在熔池中心区域,由于热对流和溶质扩散等因素的综合作用,会形成细小的等轴晶[52 ] . ...
Electron beam welding-techniques and trends-review
1
2016
... 电子束焊是一种高能束流焊接方法,它在高真空环境下,利用高速电子束撞击焊件表面,电子束的动能转化为热能,使材料迅速熔化形成焊接接头[50 ] .电子束焊接钛合金的焊缝区呈现出特殊的凝固组织形态.由于电子束焊接的高能量密度和深熔特性,熔池形状通常呈细长的钉状[51 ] .在这种特殊形状的熔池中,凝固组织主要为细小的等轴晶和柱状晶的混合结构.靠近熔池底部和侧壁的区域,由于散热方向较为单一,容易形成柱状晶,其生长方向垂直于熔池壁,而在熔池中心区域,由于热对流和溶质扩散等因素的综合作用,会形成细小的等轴晶[52 ] . ...
Research status of electron beam welding of titanium alloy
1
2019
... 电子束焊是一种高能束流焊接方法,它在高真空环境下,利用高速电子束撞击焊件表面,电子束的动能转化为热能,使材料迅速熔化形成焊接接头[50 ] .电子束焊接钛合金的焊缝区呈现出特殊的凝固组织形态.由于电子束焊接的高能量密度和深熔特性,熔池形状通常呈细长的钉状[51 ] .在这种特殊形状的熔池中,凝固组织主要为细小的等轴晶和柱状晶的混合结构.靠近熔池底部和侧壁的区域,由于散热方向较为单一,容易形成柱状晶,其生长方向垂直于熔池壁,而在熔池中心区域,由于热对流和溶质扩散等因素的综合作用,会形成细小的等轴晶[52 ] . ...
电子束焊接钛合金的组织与力学行为研究现状
1
2019
... 电子束焊是一种高能束流焊接方法,它在高真空环境下,利用高速电子束撞击焊件表面,电子束的动能转化为热能,使材料迅速熔化形成焊接接头[50 ] .电子束焊接钛合金的焊缝区呈现出特殊的凝固组织形态.由于电子束焊接的高能量密度和深熔特性,熔池形状通常呈细长的钉状[51 ] .在这种特殊形状的熔池中,凝固组织主要为细小的等轴晶和柱状晶的混合结构.靠近熔池底部和侧壁的区域,由于散热方向较为单一,容易形成柱状晶,其生长方向垂直于熔池壁,而在熔池中心区域,由于热对流和溶质扩散等因素的综合作用,会形成细小的等轴晶[52 ] . ...
Study on microstructure and properties of thick TC4 alloy joints welded by electron beam
1
2016
... 电子束焊是一种高能束流焊接方法,它在高真空环境下,利用高速电子束撞击焊件表面,电子束的动能转化为热能,使材料迅速熔化形成焊接接头[50 ] .电子束焊接钛合金的焊缝区呈现出特殊的凝固组织形态.由于电子束焊接的高能量密度和深熔特性,熔池形状通常呈细长的钉状[51 ] .在这种特殊形状的熔池中,凝固组织主要为细小的等轴晶和柱状晶的混合结构.靠近熔池底部和侧壁的区域,由于散热方向较为单一,容易形成柱状晶,其生长方向垂直于熔池壁,而在熔池中心区域,由于热对流和溶质扩散等因素的综合作用,会形成细小的等轴晶[52 ] . ...
厚板TC4钛合金电子束焊接头组织和力学性能研究
1
2016
... 电子束焊是一种高能束流焊接方法,它在高真空环境下,利用高速电子束撞击焊件表面,电子束的动能转化为热能,使材料迅速熔化形成焊接接头[50 ] .电子束焊接钛合金的焊缝区呈现出特殊的凝固组织形态.由于电子束焊接的高能量密度和深熔特性,熔池形状通常呈细长的钉状[51 ] .在这种特殊形状的熔池中,凝固组织主要为细小的等轴晶和柱状晶的混合结构.靠近熔池底部和侧壁的区域,由于散热方向较为单一,容易形成柱状晶,其生长方向垂直于熔池壁,而在熔池中心区域,由于热对流和溶质扩散等因素的综合作用,会形成细小的等轴晶[52 ] . ...
Effects of electron beam heat input mode on microstructure of Ti-6Al-4V
3
2004
... 吴会强等[53 ] 研究表明,电子束焊接TC4合金时,焊接热输入能量的大小与分布模式对焊缝晶粒尺寸有重要影响,当焊接热输入为48.0 kJ/m表面聚焦模式时,焊缝组织较为均匀,晶粒尺寸为350 μm,随着焊接热输入的逐渐增大,焊缝结晶形态由等轴晶向柱状形态演化[53 ] .在电子束焊接TC4合金时,焊缝区的晶粒组织呈现出粗大的柱状晶结构,而热影响区则由细小的针状马氏体和原始的α 相及β 相组成.这种组织结构的变化是由焊接过程中的温度梯度和冷却速度所决定的[53 ] .电子束焊接参数对焊缝凝固组织形态有显著影响.电子束电流增加时,电子束能量增大,熔池的温度升高,熔池的过热度增加,使得柱状晶的生长更为明显,同时等轴晶的尺寸也会略有增大[54 ] .加速电压的变化主要影响电子束的聚焦和能量分布,较高的加速电压会使电子束聚焦更好,能量更集中,熔池形状更加细长,有利于柱状晶的生长,并且会使柱状晶的生长方向更加规整.焊接速度的提高会使熔池的凝固速度加快,等轴晶的比例可能会增加,柱状晶的长度相对缩短,因为快速凝固限制了柱状晶的生长时间[55 ] . ...
... [53 ].在电子束焊接TC4合金时,焊缝区的晶粒组织呈现出粗大的柱状晶结构,而热影响区则由细小的针状马氏体和原始的α 相及β 相组成.这种组织结构的变化是由焊接过程中的温度梯度和冷却速度所决定的[53 ] .电子束焊接参数对焊缝凝固组织形态有显著影响.电子束电流增加时,电子束能量增大,熔池的温度升高,熔池的过热度增加,使得柱状晶的生长更为明显,同时等轴晶的尺寸也会略有增大[54 ] .加速电压的变化主要影响电子束的聚焦和能量分布,较高的加速电压会使电子束聚焦更好,能量更集中,熔池形状更加细长,有利于柱状晶的生长,并且会使柱状晶的生长方向更加规整.焊接速度的提高会使熔池的凝固速度加快,等轴晶的比例可能会增加,柱状晶的长度相对缩短,因为快速凝固限制了柱状晶的生长时间[55 ] . ...
... [53 ].电子束焊接参数对焊缝凝固组织形态有显著影响.电子束电流增加时,电子束能量增大,熔池的温度升高,熔池的过热度增加,使得柱状晶的生长更为明显,同时等轴晶的尺寸也会略有增大[54 ] .加速电压的变化主要影响电子束的聚焦和能量分布,较高的加速电压会使电子束聚焦更好,能量更集中,熔池形状更加细长,有利于柱状晶的生长,并且会使柱状晶的生长方向更加规整.焊接速度的提高会使熔池的凝固速度加快,等轴晶的比例可能会增加,柱状晶的长度相对缩短,因为快速凝固限制了柱状晶的生长时间[55 ] . ...
电子束焊接热输入对Ti-6Al-4V组织结构的影响
3
2004
... 吴会强等[53 ] 研究表明,电子束焊接TC4合金时,焊接热输入能量的大小与分布模式对焊缝晶粒尺寸有重要影响,当焊接热输入为48.0 kJ/m表面聚焦模式时,焊缝组织较为均匀,晶粒尺寸为350 μm,随着焊接热输入的逐渐增大,焊缝结晶形态由等轴晶向柱状形态演化[53 ] .在电子束焊接TC4合金时,焊缝区的晶粒组织呈现出粗大的柱状晶结构,而热影响区则由细小的针状马氏体和原始的α 相及β 相组成.这种组织结构的变化是由焊接过程中的温度梯度和冷却速度所决定的[53 ] .电子束焊接参数对焊缝凝固组织形态有显著影响.电子束电流增加时,电子束能量增大,熔池的温度升高,熔池的过热度增加,使得柱状晶的生长更为明显,同时等轴晶的尺寸也会略有增大[54 ] .加速电压的变化主要影响电子束的聚焦和能量分布,较高的加速电压会使电子束聚焦更好,能量更集中,熔池形状更加细长,有利于柱状晶的生长,并且会使柱状晶的生长方向更加规整.焊接速度的提高会使熔池的凝固速度加快,等轴晶的比例可能会增加,柱状晶的长度相对缩短,因为快速凝固限制了柱状晶的生长时间[55 ] . ...
... [53 ].在电子束焊接TC4合金时,焊缝区的晶粒组织呈现出粗大的柱状晶结构,而热影响区则由细小的针状马氏体和原始的α 相及β 相组成.这种组织结构的变化是由焊接过程中的温度梯度和冷却速度所决定的[53 ] .电子束焊接参数对焊缝凝固组织形态有显著影响.电子束电流增加时,电子束能量增大,熔池的温度升高,熔池的过热度增加,使得柱状晶的生长更为明显,同时等轴晶的尺寸也会略有增大[54 ] .加速电压的变化主要影响电子束的聚焦和能量分布,较高的加速电压会使电子束聚焦更好,能量更集中,熔池形状更加细长,有利于柱状晶的生长,并且会使柱状晶的生长方向更加规整.焊接速度的提高会使熔池的凝固速度加快,等轴晶的比例可能会增加,柱状晶的长度相对缩短,因为快速凝固限制了柱状晶的生长时间[55 ] . ...
... [53 ].电子束焊接参数对焊缝凝固组织形态有显著影响.电子束电流增加时,电子束能量增大,熔池的温度升高,熔池的过热度增加,使得柱状晶的生长更为明显,同时等轴晶的尺寸也会略有增大[54 ] .加速电压的变化主要影响电子束的聚焦和能量分布,较高的加速电压会使电子束聚焦更好,能量更集中,熔池形状更加细长,有利于柱状晶的生长,并且会使柱状晶的生长方向更加规整.焊接速度的提高会使熔池的凝固速度加快,等轴晶的比例可能会增加,柱状晶的长度相对缩短,因为快速凝固限制了柱状晶的生长时间[55 ] . ...
Study on the electron beam welding process of ZTC4 titanium alloy
1
2014
... 吴会强等[53 ] 研究表明,电子束焊接TC4合金时,焊接热输入能量的大小与分布模式对焊缝晶粒尺寸有重要影响,当焊接热输入为48.0 kJ/m表面聚焦模式时,焊缝组织较为均匀,晶粒尺寸为350 μm,随着焊接热输入的逐渐增大,焊缝结晶形态由等轴晶向柱状形态演化[53 ] .在电子束焊接TC4合金时,焊缝区的晶粒组织呈现出粗大的柱状晶结构,而热影响区则由细小的针状马氏体和原始的α 相及β 相组成.这种组织结构的变化是由焊接过程中的温度梯度和冷却速度所决定的[53 ] .电子束焊接参数对焊缝凝固组织形态有显著影响.电子束电流增加时,电子束能量增大,熔池的温度升高,熔池的过热度增加,使得柱状晶的生长更为明显,同时等轴晶的尺寸也会略有增大[54 ] .加速电压的变化主要影响电子束的聚焦和能量分布,较高的加速电压会使电子束聚焦更好,能量更集中,熔池形状更加细长,有利于柱状晶的生长,并且会使柱状晶的生长方向更加规整.焊接速度的提高会使熔池的凝固速度加快,等轴晶的比例可能会增加,柱状晶的长度相对缩短,因为快速凝固限制了柱状晶的生长时间[55 ] . ...
Welding shape and microstructure of TA15 titanium alloy welding joint welded by electron beam
1
2012
... 吴会强等[53 ] 研究表明,电子束焊接TC4合金时,焊接热输入能量的大小与分布模式对焊缝晶粒尺寸有重要影响,当焊接热输入为48.0 kJ/m表面聚焦模式时,焊缝组织较为均匀,晶粒尺寸为350 μm,随着焊接热输入的逐渐增大,焊缝结晶形态由等轴晶向柱状形态演化[53 ] .在电子束焊接TC4合金时,焊缝区的晶粒组织呈现出粗大的柱状晶结构,而热影响区则由细小的针状马氏体和原始的α 相及β 相组成.这种组织结构的变化是由焊接过程中的温度梯度和冷却速度所决定的[53 ] .电子束焊接参数对焊缝凝固组织形态有显著影响.电子束电流增加时,电子束能量增大,熔池的温度升高,熔池的过热度增加,使得柱状晶的生长更为明显,同时等轴晶的尺寸也会略有增大[54 ] .加速电压的变化主要影响电子束的聚焦和能量分布,较高的加速电压会使电子束聚焦更好,能量更集中,熔池形状更加细长,有利于柱状晶的生长,并且会使柱状晶的生长方向更加规整.焊接速度的提高会使熔池的凝固速度加快,等轴晶的比例可能会增加,柱状晶的长度相对缩短,因为快速凝固限制了柱状晶的生长时间[55 ] . ...
TA15钛合金电子束焊缝形貌及显微组织
1
2012
... 吴会强等[53 ] 研究表明,电子束焊接TC4合金时,焊接热输入能量的大小与分布模式对焊缝晶粒尺寸有重要影响,当焊接热输入为48.0 kJ/m表面聚焦模式时,焊缝组织较为均匀,晶粒尺寸为350 μm,随着焊接热输入的逐渐增大,焊缝结晶形态由等轴晶向柱状形态演化[53 ] .在电子束焊接TC4合金时,焊缝区的晶粒组织呈现出粗大的柱状晶结构,而热影响区则由细小的针状马氏体和原始的α 相及β 相组成.这种组织结构的变化是由焊接过程中的温度梯度和冷却速度所决定的[53 ] .电子束焊接参数对焊缝凝固组织形态有显著影响.电子束电流增加时,电子束能量增大,熔池的温度升高,熔池的过热度增加,使得柱状晶的生长更为明显,同时等轴晶的尺寸也会略有增大[54 ] .加速电压的变化主要影响电子束的聚焦和能量分布,较高的加速电压会使电子束聚焦更好,能量更集中,熔池形状更加细长,有利于柱状晶的生长,并且会使柱状晶的生长方向更加规整.焊接速度的提高会使熔池的凝固速度加快,等轴晶的比例可能会增加,柱状晶的长度相对缩短,因为快速凝固限制了柱状晶的生长时间[55 ] . ...
Microstructure and mechanical properties of electron beam welded titanium alloy Ti-6246
3
2018
... Wang等[56 ] 对Ti-6246压缩机盘切割的10 mm厚板进行焊接,并研究了其显微组织,焊接件的宏观图呈现于图5 中.可以看出,焊件包含FZ、HAZ以及BM.图5b 和c 分别给出了焊接态FZ的SEM像与透射电子显微镜(TEM)的显微照片.通过SEM观察可见,大量薄针状α 片层镶嵌于柱状β 晶粒的基体里(图5b ).选区电子衍射(SAED)分析表明存在α 相和β 相这两相(图5c ).经观察,远热影响区和近热影响区的主要差别在于初生α 相的尺寸与形状.其中,近热影响区中的初生α 相(图5d )属于所谓的“Ghost α phases”.所谓“Ghost α phases”,是指母材之前的等轴初生α 相,在焊接时达到了β 相区(T > β 转变温度),但由于时间和温度不够,未能达到化学平衡(β 相的固溶体状态).而远热影响区的显微组织呈现出一种双峰结构,即由被部分转变的β 基体所包围的等轴α 相组成(图5e ). ...
... [
56 ]
Macroscopic morphology of Ti-6246 electron beam welded joint (a), SEM (b) and TEM (c) images of the fusion zone, and SEM images of the regions near (d) and far from (e) the heat-affected zone<sup>[<xref ref-type="bibr" rid="R56">56</xref>]</sup> Fig.5 ![]()
电子束焊接Ti-6Al-4V合金时,热影响区的组织变化显著.热影响区最大温度低于焊缝金属,合金元素变化小,冷却速率是其组织转变的关键因素.其冷却速率比焊缝金属快,仅少量针状α ′相从凝固的β 相中溶解,β 到α 的转变未完全发生,且初始α 和β 相没有足够热量和时间转变为高温β 相,部分β 相仍保留在原始母材中,β 到α 马氏体相的转变也未完全完成,因此热影响区呈现出初始扩散转变和随后马氏体转变的混合转变模式[57 ] .焊接参数如电流、电压和速度对热影响区组织转变有显著影响,增加热输入会扩大热影响区,增加转变剧烈程度.与传统焊接相比,电子束焊接的快速热循环限制了晶粒生长,Ti-6Al-4V合金热影响区晶粒长大通常在1.1~1.3倍,而TIG焊可达2~3倍.晶粒长大受热输入、母材晶粒尺寸和合金成分影响.高热输入可能导致局部晶粒长大,原始晶粒尺寸大和特定合金成分可能增加晶粒长大趋势[58 ,59 ] . ...
... [
56 ]
Fig.5 ![]()
电子束焊接Ti-6Al-4V合金时,热影响区的组织变化显著.热影响区最大温度低于焊缝金属,合金元素变化小,冷却速率是其组织转变的关键因素.其冷却速率比焊缝金属快,仅少量针状α ′相从凝固的β 相中溶解,β 到α 的转变未完全发生,且初始α 和β 相没有足够热量和时间转变为高温β 相,部分β 相仍保留在原始母材中,β 到α 马氏体相的转变也未完全完成,因此热影响区呈现出初始扩散转变和随后马氏体转变的混合转变模式[57 ] .焊接参数如电流、电压和速度对热影响区组织转变有显著影响,增加热输入会扩大热影响区,增加转变剧烈程度.与传统焊接相比,电子束焊接的快速热循环限制了晶粒生长,Ti-6Al-4V合金热影响区晶粒长大通常在1.1~1.3倍,而TIG焊可达2~3倍.晶粒长大受热输入、母材晶粒尺寸和合金成分影响.高热输入可能导致局部晶粒长大,原始晶粒尺寸大和特定合金成分可能增加晶粒长大趋势[58 ,59 ] . ...
Investigation on the microstructure and mechanical properties of Ti-6Al-4V alloy joints with electron beam welding
2
2012
... 电子束焊接Ti-6Al-4V合金时,热影响区的组织变化显著.热影响区最大温度低于焊缝金属,合金元素变化小,冷却速率是其组织转变的关键因素.其冷却速率比焊缝金属快,仅少量针状α ′相从凝固的β 相中溶解,β 到α 的转变未完全发生,且初始α 和β 相没有足够热量和时间转变为高温β 相,部分β 相仍保留在原始母材中,β 到α 马氏体相的转变也未完全完成,因此热影响区呈现出初始扩散转变和随后马氏体转变的混合转变模式[57 ] .焊接参数如电流、电压和速度对热影响区组织转变有显著影响,增加热输入会扩大热影响区,增加转变剧烈程度.与传统焊接相比,电子束焊接的快速热循环限制了晶粒生长,Ti-6Al-4V合金热影响区晶粒长大通常在1.1~1.3倍,而TIG焊可达2~3倍.晶粒长大受热输入、母材晶粒尺寸和合金成分影响.高热输入可能导致局部晶粒长大,原始晶粒尺寸大和特定合金成分可能增加晶粒长大趋势[58 ,59 ] . ...
... 焊接接头热影响区的组织均匀性对塑性起着关键作用.当热影响区组织均匀时,在拉伸或其他变形过程中,应力能够均匀分布,材料能够均匀地发生塑性变形[57 ] .相反,如果热影响区出现组织不均匀现象,如局部晶粒粗大或者出现硬脆相,在变形过程中,应力会在这些不均匀区域集中,导致材料过早地发生颈缩和断裂,降低塑性[69 ] .例如,在热影响区出现魏氏组织时,其延伸率可能会比均匀组织降低20%~30%[70 ] .晶粒尺寸对塑性有重要影响.一般来说,较小的晶粒尺寸有利于提高塑性.这是因为在较小晶粒的材料中,位错运动更容易在晶界处受到阻碍而产生堆积,从而使材料能够在更多的晶界处进行协调变形,提高了材料的均匀变形能力[71 ] .研究表明,在钛合金焊接接头中,当焊缝区晶粒尺寸减小时,延伸率会有显著提高[72 ] .晶粒形状也会影响塑性.等轴晶形状相对规则,在变形过程中各方向的变形协调性较好,有利于提高塑性.而柱状晶在垂直于生长方向的塑性较差,因为在这个方向上位错运动受到晶界的阻碍较大,容易产生应力集中,导致塑性降低[73 ] . ...
Study on microstructure and mechanical properties of electron beam welding and TIG welding of TC4
1
2012
... 电子束焊接Ti-6Al-4V合金时,热影响区的组织变化显著.热影响区最大温度低于焊缝金属,合金元素变化小,冷却速率是其组织转变的关键因素.其冷却速率比焊缝金属快,仅少量针状α ′相从凝固的β 相中溶解,β 到α 的转变未完全发生,且初始α 和β 相没有足够热量和时间转变为高温β 相,部分β 相仍保留在原始母材中,β 到α 马氏体相的转变也未完全完成,因此热影响区呈现出初始扩散转变和随后马氏体转变的混合转变模式[57 ] .焊接参数如电流、电压和速度对热影响区组织转变有显著影响,增加热输入会扩大热影响区,增加转变剧烈程度.与传统焊接相比,电子束焊接的快速热循环限制了晶粒生长,Ti-6Al-4V合金热影响区晶粒长大通常在1.1~1.3倍,而TIG焊可达2~3倍.晶粒长大受热输入、母材晶粒尺寸和合金成分影响.高热输入可能导致局部晶粒长大,原始晶粒尺寸大和特定合金成分可能增加晶粒长大趋势[58 ,59 ] . ...
TC4钛合金电子束焊与TIG焊焊接接头的组织性能对比研究
1
2012
... 电子束焊接Ti-6Al-4V合金时,热影响区的组织变化显著.热影响区最大温度低于焊缝金属,合金元素变化小,冷却速率是其组织转变的关键因素.其冷却速率比焊缝金属快,仅少量针状α ′相从凝固的β 相中溶解,β 到α 的转变未完全发生,且初始α 和β 相没有足够热量和时间转变为高温β 相,部分β 相仍保留在原始母材中,β 到α 马氏体相的转变也未完全完成,因此热影响区呈现出初始扩散转变和随后马氏体转变的混合转变模式[57 ] .焊接参数如电流、电压和速度对热影响区组织转变有显著影响,增加热输入会扩大热影响区,增加转变剧烈程度.与传统焊接相比,电子束焊接的快速热循环限制了晶粒生长,Ti-6Al-4V合金热影响区晶粒长大通常在1.1~1.3倍,而TIG焊可达2~3倍.晶粒长大受热输入、母材晶粒尺寸和合金成分影响.高热输入可能导致局部晶粒长大,原始晶粒尺寸大和特定合金成分可能增加晶粒长大趋势[58 ,59 ] . ...
Grain growth and microstructure tranformation in the heat affect zone of gas tungsten arc welding of fine grain TC4 alloy
1
2008
... 电子束焊接Ti-6Al-4V合金时,热影响区的组织变化显著.热影响区最大温度低于焊缝金属,合金元素变化小,冷却速率是其组织转变的关键因素.其冷却速率比焊缝金属快,仅少量针状α ′相从凝固的β 相中溶解,β 到α 的转变未完全发生,且初始α 和β 相没有足够热量和时间转变为高温β 相,部分β 相仍保留在原始母材中,β 到α 马氏体相的转变也未完全完成,因此热影响区呈现出初始扩散转变和随后马氏体转变的混合转变模式[57 ] .焊接参数如电流、电压和速度对热影响区组织转变有显著影响,增加热输入会扩大热影响区,增加转变剧烈程度.与传统焊接相比,电子束焊接的快速热循环限制了晶粒生长,Ti-6Al-4V合金热影响区晶粒长大通常在1.1~1.3倍,而TIG焊可达2~3倍.晶粒长大受热输入、母材晶粒尺寸和合金成分影响.高热输入可能导致局部晶粒长大,原始晶粒尺寸大和特定合金成分可能增加晶粒长大趋势[58 ,59 ] . ...
细晶粒TC4钛合金TIG焊HAZ晶粒长大及组织转变规律
1
2008
... 电子束焊接Ti-6Al-4V合金时,热影响区的组织变化显著.热影响区最大温度低于焊缝金属,合金元素变化小,冷却速率是其组织转变的关键因素.其冷却速率比焊缝金属快,仅少量针状α ′相从凝固的β 相中溶解,β 到α 的转变未完全发生,且初始α 和β 相没有足够热量和时间转变为高温β 相,部分β 相仍保留在原始母材中,β 到α 马氏体相的转变也未完全完成,因此热影响区呈现出初始扩散转变和随后马氏体转变的混合转变模式[57 ] .焊接参数如电流、电压和速度对热影响区组织转变有显著影响,增加热输入会扩大热影响区,增加转变剧烈程度.与传统焊接相比,电子束焊接的快速热循环限制了晶粒生长,Ti-6Al-4V合金热影响区晶粒长大通常在1.1~1.3倍,而TIG焊可达2~3倍.晶粒长大受热输入、母材晶粒尺寸和合金成分影响.高热输入可能导致局部晶粒长大,原始晶粒尺寸大和特定合金成分可能增加晶粒长大趋势[58 ,59 ] . ...
Influence of grain size on microstructure and mechanical properties of Ti Alloy in TIG
1
2011
... 当钛合金焊接接头焊缝区呈现细小等轴晶组织时,通常会表现出较高的强度.这是因为等轴晶组织的晶界面积较大,位错在晶界处会受到阻碍,使得位错运动变得困难[60 ] .大量实验研究表明,相较于具有粗大柱状晶组织的焊缝,等轴晶焊缝的抗拉强度有显著提高.等轴晶的尺寸也对强度有重要影响.较小的等轴晶尺寸意味着更多的晶界,更能有效地阻碍位错运动.当等轴晶尺寸减小时,焊接接头的屈服强度可能会增加,这是因为较小的晶粒需要更高的应力才能使位错在晶界间移动,从而提高了材料的强度[61 ,62 ] . ...
晶粒尺寸对钛合金TIG焊接接头组织及力学性能的影响
1
2011
... 当钛合金焊接接头焊缝区呈现细小等轴晶组织时,通常会表现出较高的强度.这是因为等轴晶组织的晶界面积较大,位错在晶界处会受到阻碍,使得位错运动变得困难[60 ] .大量实验研究表明,相较于具有粗大柱状晶组织的焊缝,等轴晶焊缝的抗拉强度有显著提高.等轴晶的尺寸也对强度有重要影响.较小的等轴晶尺寸意味着更多的晶界,更能有效地阻碍位错运动.当等轴晶尺寸减小时,焊接接头的屈服强度可能会增加,这是因为较小的晶粒需要更高的应力才能使位错在晶界间移动,从而提高了材料的强度[61 ,62 ] . ...
Research on the Structure and properties of welding joint for alloy Al-Mg-(Sc, Zr)
1
2006
... 当钛合金焊接接头焊缝区呈现细小等轴晶组织时,通常会表现出较高的强度.这是因为等轴晶组织的晶界面积较大,位错在晶界处会受到阻碍,使得位错运动变得困难[60 ] .大量实验研究表明,相较于具有粗大柱状晶组织的焊缝,等轴晶焊缝的抗拉强度有显著提高.等轴晶的尺寸也对强度有重要影响.较小的等轴晶尺寸意味着更多的晶界,更能有效地阻碍位错运动.当等轴晶尺寸减小时,焊接接头的屈服强度可能会增加,这是因为较小的晶粒需要更高的应力才能使位错在晶界间移动,从而提高了材料的强度[61 ,62 ] . ...
Al-Mg(Sc, Zr)合金焊接接头组织与性能试验研究
1
2006
... 当钛合金焊接接头焊缝区呈现细小等轴晶组织时,通常会表现出较高的强度.这是因为等轴晶组织的晶界面积较大,位错在晶界处会受到阻碍,使得位错运动变得困难[60 ] .大量实验研究表明,相较于具有粗大柱状晶组织的焊缝,等轴晶焊缝的抗拉强度有显著提高.等轴晶的尺寸也对强度有重要影响.较小的等轴晶尺寸意味着更多的晶界,更能有效地阻碍位错运动.当等轴晶尺寸减小时,焊接接头的屈服强度可能会增加,这是因为较小的晶粒需要更高的应力才能使位错在晶界间移动,从而提高了材料的强度[61 ,62 ] . ...
Microstructure and mechanical property analysis about NiTiNb laser welding joint around heat treatment
1
2014
... 当钛合金焊接接头焊缝区呈现细小等轴晶组织时,通常会表现出较高的强度.这是因为等轴晶组织的晶界面积较大,位错在晶界处会受到阻碍,使得位错运动变得困难[60 ] .大量实验研究表明,相较于具有粗大柱状晶组织的焊缝,等轴晶焊缝的抗拉强度有显著提高.等轴晶的尺寸也对强度有重要影响.较小的等轴晶尺寸意味着更多的晶界,更能有效地阻碍位错运动.当等轴晶尺寸减小时,焊接接头的屈服强度可能会增加,这是因为较小的晶粒需要更高的应力才能使位错在晶界间移动,从而提高了材料的强度[61 ,62 ] . ...
NiTiNb激光焊接接头退火前后的显微组织和力学性能分析
1
2014
... 当钛合金焊接接头焊缝区呈现细小等轴晶组织时,通常会表现出较高的强度.这是因为等轴晶组织的晶界面积较大,位错在晶界处会受到阻碍,使得位错运动变得困难[60 ] .大量实验研究表明,相较于具有粗大柱状晶组织的焊缝,等轴晶焊缝的抗拉强度有显著提高.等轴晶的尺寸也对强度有重要影响.较小的等轴晶尺寸意味着更多的晶界,更能有效地阻碍位错运动.当等轴晶尺寸减小时,焊接接头的屈服强度可能会增加,这是因为较小的晶粒需要更高的应力才能使位错在晶界间移动,从而提高了材料的强度[61 ,62 ] . ...
A brief discussion on the formation mechanism of Widmanst?tten structure and its impact on material properties
1
2014
... 魏氏组织是在钛合金焊接热影响区可能出现的一种组织形态.它由粗大的针状α 相分布在β 相基体上构成,这种组织形态会导致强度降低.这是因为魏氏组织中的针状α 相在受力时容易成为裂纹源,而且针状α 相之间的β 相相对较软,不能有效地传递载荷,从而降低了焊接接头的强度[63 ] .网篮组织相较于魏氏组织,其α 相和β 相的分布更加均匀,α 相呈交织状分布在β 相基体中.这种组织形态能够在一定程度上提高焊接接头的强度.这是因为网篮组织中的α 相和β 相之间的协同作用较好,在受力时能够有效地传递载荷,使得材料能够承受更高的应力[64 ] .研究表明,在适当的焊接工艺下形成网篮组织的热影响区,其抗拉强度可比魏氏组织区域提高 5%~10%[65 ] . ...
浅谈魏氏组织形成机理及对材料性能影响
1
2014
... 魏氏组织是在钛合金焊接热影响区可能出现的一种组织形态.它由粗大的针状α 相分布在β 相基体上构成,这种组织形态会导致强度降低.这是因为魏氏组织中的针状α 相在受力时容易成为裂纹源,而且针状α 相之间的β 相相对较软,不能有效地传递载荷,从而降低了焊接接头的强度[63 ] .网篮组织相较于魏氏组织,其α 相和β 相的分布更加均匀,α 相呈交织状分布在β 相基体中.这种组织形态能够在一定程度上提高焊接接头的强度.这是因为网篮组织中的α 相和β 相之间的协同作用较好,在受力时能够有效地传递载荷,使得材料能够承受更高的应力[64 ] .研究表明,在适当的焊接工艺下形成网篮组织的热影响区,其抗拉强度可比魏氏组织区域提高 5%~10%[65 ] . ...
The role of crystallographic and geometrical relationships between α and β phases in an α /β titanium alloy
1
2003
... 魏氏组织是在钛合金焊接热影响区可能出现的一种组织形态.它由粗大的针状α 相分布在β 相基体上构成,这种组织形态会导致强度降低.这是因为魏氏组织中的针状α 相在受力时容易成为裂纹源,而且针状α 相之间的β 相相对较软,不能有效地传递载荷,从而降低了焊接接头的强度[63 ] .网篮组织相较于魏氏组织,其α 相和β 相的分布更加均匀,α 相呈交织状分布在β 相基体中.这种组织形态能够在一定程度上提高焊接接头的强度.这是因为网篮组织中的α 相和β 相之间的协同作用较好,在受力时能够有效地传递载荷,使得材料能够承受更高的应力[64 ] .研究表明,在适当的焊接工艺下形成网篮组织的热影响区,其抗拉强度可比魏氏组织区域提高 5%~10%[65 ] . ...
Effect of forging technology on microstructure and properties of TA10 titanium alloy
1
2017
... 魏氏组织是在钛合金焊接热影响区可能出现的一种组织形态.它由粗大的针状α 相分布在β 相基体上构成,这种组织形态会导致强度降低.这是因为魏氏组织中的针状α 相在受力时容易成为裂纹源,而且针状α 相之间的β 相相对较软,不能有效地传递载荷,从而降低了焊接接头的强度[63 ] .网篮组织相较于魏氏组织,其α 相和β 相的分布更加均匀,α 相呈交织状分布在β 相基体中.这种组织形态能够在一定程度上提高焊接接头的强度.这是因为网篮组织中的α 相和β 相之间的协同作用较好,在受力时能够有效地传递载荷,使得材料能够承受更高的应力[64 ] .研究表明,在适当的焊接工艺下形成网篮组织的热影响区,其抗拉强度可比魏氏组织区域提高 5%~10%[65 ] . ...
锻造工艺对TA10钛合金组织性能的影响
1
2017
... 魏氏组织是在钛合金焊接热影响区可能出现的一种组织形态.它由粗大的针状α 相分布在β 相基体上构成,这种组织形态会导致强度降低.这是因为魏氏组织中的针状α 相在受力时容易成为裂纹源,而且针状α 相之间的β 相相对较软,不能有效地传递载荷,从而降低了焊接接头的强度[63 ] .网篮组织相较于魏氏组织,其α 相和β 相的分布更加均匀,α 相呈交织状分布在β 相基体中.这种组织形态能够在一定程度上提高焊接接头的强度.这是因为网篮组织中的α 相和β 相之间的协同作用较好,在受力时能够有效地传递载荷,使得材料能够承受更高的应力[64 ] .研究表明,在适当的焊接工艺下形成网篮组织的热影响区,其抗拉强度可比魏氏组织区域提高 5%~10%[65 ] . ...
Hall-Petch relation and boundary strengthening
1
2004
... 根据Hall-Petch公式[66 ] : ...
Inhomogeneity analyses of microstructure and mechanical properties of TC21 titanium alloy variable cross-section die forgings for aviation
1
2024
... 式中,σy 是屈服强度,σ 0 是晶格摩擦力,k 是常数,d 是晶粒直径.可以看出,晶粒尺寸与屈服强度呈反比关系.在钛合金焊接接头中,这一关系同样适用.杨杰等[67 ] 通过对TC21钛合金的研究发现,随着不同位置处的应变由0.75增加到1.40,β 晶粒长宽比增大,流线逐渐清晰,且窄截面处亚结构增多、冷速较快,使得α p 含量减少、针状α s 逐渐细化,共同导致强度逐渐增加.符合Hall-Petch公式所描述的规律.在α + β 型钛合金焊接接头中,α 相和β 相的比例对强度有显著影响.α 相具有较高的强度和较低的塑性,β 相则相对较软但具有较好的塑性.当β 相比例增加时,在一定范围内可以提高焊接接头的塑性,但如果β 相比例过高,会导致强度下降[68 ] . ...
航空用TC21钛合金变截面模锻件的显微组织和力学性能不均匀性分析
1
2024
... 式中,σy 是屈服强度,σ 0 是晶格摩擦力,k 是常数,d 是晶粒直径.可以看出,晶粒尺寸与屈服强度呈反比关系.在钛合金焊接接头中,这一关系同样适用.杨杰等[67 ] 通过对TC21钛合金的研究发现,随着不同位置处的应变由0.75增加到1.40,β 晶粒长宽比增大,流线逐渐清晰,且窄截面处亚结构增多、冷速较快,使得α p 含量减少、针状α s 逐渐细化,共同导致强度逐渐增加.符合Hall-Petch公式所描述的规律.在α + β 型钛合金焊接接头中,α 相和β 相的比例对强度有显著影响.α 相具有较高的强度和较低的塑性,β 相则相对较软但具有较好的塑性.当β 相比例增加时,在一定范围内可以提高焊接接头的塑性,但如果β 相比例过高,会导致强度下降[68 ] . ...
Mechanical properties and microstructural study of homogeneous and heterogeneous laser welds in α , β , and α + β titanium alloys
1
2019
... 式中,σy 是屈服强度,σ 0 是晶格摩擦力,k 是常数,d 是晶粒直径.可以看出,晶粒尺寸与屈服强度呈反比关系.在钛合金焊接接头中,这一关系同样适用.杨杰等[67 ] 通过对TC21钛合金的研究发现,随着不同位置处的应变由0.75增加到1.40,β 晶粒长宽比增大,流线逐渐清晰,且窄截面处亚结构增多、冷速较快,使得α p 含量减少、针状α s 逐渐细化,共同导致强度逐渐增加.符合Hall-Petch公式所描述的规律.在α + β 型钛合金焊接接头中,α 相和β 相的比例对强度有显著影响.α 相具有较高的强度和较低的塑性,β 相则相对较软但具有较好的塑性.当β 相比例增加时,在一定范围内可以提高焊接接头的塑性,但如果β 相比例过高,会导致强度下降[68 ] . ...
The superplastic deformation behavior and phase evolution of Ti-6Al-4V alloy at constant tensile velocity
1
2017
... 焊接接头热影响区的组织均匀性对塑性起着关键作用.当热影响区组织均匀时,在拉伸或其他变形过程中,应力能够均匀分布,材料能够均匀地发生塑性变形[57 ] .相反,如果热影响区出现组织不均匀现象,如局部晶粒粗大或者出现硬脆相,在变形过程中,应力会在这些不均匀区域集中,导致材料过早地发生颈缩和断裂,降低塑性[69 ] .例如,在热影响区出现魏氏组织时,其延伸率可能会比均匀组织降低20%~30%[70 ] .晶粒尺寸对塑性有重要影响.一般来说,较小的晶粒尺寸有利于提高塑性.这是因为在较小晶粒的材料中,位错运动更容易在晶界处受到阻碍而产生堆积,从而使材料能够在更多的晶界处进行协调变形,提高了材料的均匀变形能力[71 ] .研究表明,在钛合金焊接接头中,当焊缝区晶粒尺寸减小时,延伸率会有显著提高[72 ] .晶粒形状也会影响塑性.等轴晶形状相对规则,在变形过程中各方向的变形协调性较好,有利于提高塑性.而柱状晶在垂直于生长方向的塑性较差,因为在这个方向上位错运动受到晶界的阻碍较大,容易产生应力集中,导致塑性降低[73 ] . ...
Microstructure and mechanical properties of Ti-6Al-4V welds using α, near-α and α + β filler alloys
1
2017
... 焊接接头热影响区的组织均匀性对塑性起着关键作用.当热影响区组织均匀时,在拉伸或其他变形过程中,应力能够均匀分布,材料能够均匀地发生塑性变形[57 ] .相反,如果热影响区出现组织不均匀现象,如局部晶粒粗大或者出现硬脆相,在变形过程中,应力会在这些不均匀区域集中,导致材料过早地发生颈缩和断裂,降低塑性[69 ] .例如,在热影响区出现魏氏组织时,其延伸率可能会比均匀组织降低20%~30%[70 ] .晶粒尺寸对塑性有重要影响.一般来说,较小的晶粒尺寸有利于提高塑性.这是因为在较小晶粒的材料中,位错运动更容易在晶界处受到阻碍而产生堆积,从而使材料能够在更多的晶界处进行协调变形,提高了材料的均匀变形能力[71 ] .研究表明,在钛合金焊接接头中,当焊缝区晶粒尺寸减小时,延伸率会有显著提高[72 ] .晶粒形状也会影响塑性.等轴晶形状相对规则,在变形过程中各方向的变形协调性较好,有利于提高塑性.而柱状晶在垂直于生长方向的塑性较差,因为在这个方向上位错运动受到晶界的阻碍较大,容易产生应力集中,导致塑性降低[73 ] . ...
Yield strength prediction of titanium alloys
1
2015
... 焊接接头热影响区的组织均匀性对塑性起着关键作用.当热影响区组织均匀时,在拉伸或其他变形过程中,应力能够均匀分布,材料能够均匀地发生塑性变形[57 ] .相反,如果热影响区出现组织不均匀现象,如局部晶粒粗大或者出现硬脆相,在变形过程中,应力会在这些不均匀区域集中,导致材料过早地发生颈缩和断裂,降低塑性[69 ] .例如,在热影响区出现魏氏组织时,其延伸率可能会比均匀组织降低20%~30%[70 ] .晶粒尺寸对塑性有重要影响.一般来说,较小的晶粒尺寸有利于提高塑性.这是因为在较小晶粒的材料中,位错运动更容易在晶界处受到阻碍而产生堆积,从而使材料能够在更多的晶界处进行协调变形,提高了材料的均匀变形能力[71 ] .研究表明,在钛合金焊接接头中,当焊缝区晶粒尺寸减小时,延伸率会有显著提高[72 ] .晶粒形状也会影响塑性.等轴晶形状相对规则,在变形过程中各方向的变形协调性较好,有利于提高塑性.而柱状晶在垂直于生长方向的塑性较差,因为在这个方向上位错运动受到晶界的阻碍较大,容易产生应力集中,导致塑性降低[73 ] . ...
Laser welding of Ti6Al4V titanium alloys
2
2009
... 焊接接头热影响区的组织均匀性对塑性起着关键作用.当热影响区组织均匀时,在拉伸或其他变形过程中,应力能够均匀分布,材料能够均匀地发生塑性变形[57 ] .相反,如果热影响区出现组织不均匀现象,如局部晶粒粗大或者出现硬脆相,在变形过程中,应力会在这些不均匀区域集中,导致材料过早地发生颈缩和断裂,降低塑性[69 ] .例如,在热影响区出现魏氏组织时,其延伸率可能会比均匀组织降低20%~30%[70 ] .晶粒尺寸对塑性有重要影响.一般来说,较小的晶粒尺寸有利于提高塑性.这是因为在较小晶粒的材料中,位错运动更容易在晶界处受到阻碍而产生堆积,从而使材料能够在更多的晶界处进行协调变形,提高了材料的均匀变形能力[71 ] .研究表明,在钛合金焊接接头中,当焊缝区晶粒尺寸减小时,延伸率会有显著提高[72 ] .晶粒形状也会影响塑性.等轴晶形状相对规则,在变形过程中各方向的变形协调性较好,有利于提高塑性.而柱状晶在垂直于生长方向的塑性较差,因为在这个方向上位错运动受到晶界的阻碍较大,容易产生应力集中,导致塑性降低[73 ] . ...
... 在钛合金焊接接头中,α 相和β 相的分布对韧性有重要影响.当α 相和β 相均匀分布时,如在网篮组织中,两相之间能够有效地传递应力,在受到冲击载荷时,能够通过相界面的变形来吸收能量,从而提高韧性[74 ] .研究表明,在具有良好相分布的热影响区,冲击吸收能量相比相分布不均匀区域显著提高[75 ] .相界面的结合状况也会影响韧性.如果相界面结合良好,在材料受到外力作用时,能够有效地阻止裂纹的扩展[76 ] .研究表明,通过适当的焊接后处理工艺,改善α 相和β 相之间的界面结合,可以使焊接接头的冲击韧性提高10%~20%[77 ] .焊接接头中的显微组织缺陷,如气孔、夹杂物等,会对韧性产生严重的负面影响.气孔在材料受到冲击载荷时会成为应力集中点,导致裂纹的萌生和快速扩展[72 ] .夹杂物的存在也会降低材料的韧性,因为夹杂物与基体之间的界面结合通常较弱,在受力时容易产生裂纹[7 ] . ...
Thermo-mechanical study of TIG welding of Ti-6Al-4V for residual stresses considering solid state phase transformation
1
2023
... 焊接接头热影响区的组织均匀性对塑性起着关键作用.当热影响区组织均匀时,在拉伸或其他变形过程中,应力能够均匀分布,材料能够均匀地发生塑性变形[57 ] .相反,如果热影响区出现组织不均匀现象,如局部晶粒粗大或者出现硬脆相,在变形过程中,应力会在这些不均匀区域集中,导致材料过早地发生颈缩和断裂,降低塑性[69 ] .例如,在热影响区出现魏氏组织时,其延伸率可能会比均匀组织降低20%~30%[70 ] .晶粒尺寸对塑性有重要影响.一般来说,较小的晶粒尺寸有利于提高塑性.这是因为在较小晶粒的材料中,位错运动更容易在晶界处受到阻碍而产生堆积,从而使材料能够在更多的晶界处进行协调变形,提高了材料的均匀变形能力[71 ] .研究表明,在钛合金焊接接头中,当焊缝区晶粒尺寸减小时,延伸率会有显著提高[72 ] .晶粒形状也会影响塑性.等轴晶形状相对规则,在变形过程中各方向的变形协调性较好,有利于提高塑性.而柱状晶在垂直于生长方向的塑性较差,因为在这个方向上位错运动受到晶界的阻碍较大,容易产生应力集中,导致塑性降低[73 ] . ...
Microstructure and texture distribution of Ti-6Al-4V alloy joints friction stir welded below β -transus temperature
1
2016
... 在钛合金焊接接头中,α 相和β 相的分布对韧性有重要影响.当α 相和β 相均匀分布时,如在网篮组织中,两相之间能够有效地传递应力,在受到冲击载荷时,能够通过相界面的变形来吸收能量,从而提高韧性[74 ] .研究表明,在具有良好相分布的热影响区,冲击吸收能量相比相分布不均匀区域显著提高[75 ] .相界面的结合状况也会影响韧性.如果相界面结合良好,在材料受到外力作用时,能够有效地阻止裂纹的扩展[76 ] .研究表明,通过适当的焊接后处理工艺,改善α 相和β 相之间的界面结合,可以使焊接接头的冲击韧性提高10%~20%[77 ] .焊接接头中的显微组织缺陷,如气孔、夹杂物等,会对韧性产生严重的负面影响.气孔在材料受到冲击载荷时会成为应力集中点,导致裂纹的萌生和快速扩展[72 ] .夹杂物的存在也会降低材料的韧性,因为夹杂物与基体之间的界面结合通常较弱,在受力时容易产生裂纹[7 ] . ...
Effect of welding on impact toughness of butt-joints in a titanium alloy
1
2003
... 在钛合金焊接接头中,α 相和β 相的分布对韧性有重要影响.当α 相和β 相均匀分布时,如在网篮组织中,两相之间能够有效地传递应力,在受到冲击载荷时,能够通过相界面的变形来吸收能量,从而提高韧性[74 ] .研究表明,在具有良好相分布的热影响区,冲击吸收能量相比相分布不均匀区域显著提高[75 ] .相界面的结合状况也会影响韧性.如果相界面结合良好,在材料受到外力作用时,能够有效地阻止裂纹的扩展[76 ] .研究表明,通过适当的焊接后处理工艺,改善α 相和β 相之间的界面结合,可以使焊接接头的冲击韧性提高10%~20%[77 ] .焊接接头中的显微组织缺陷,如气孔、夹杂物等,会对韧性产生严重的负面影响.气孔在材料受到冲击载荷时会成为应力集中点,导致裂纹的萌生和快速扩展[72 ] .夹杂物的存在也会降低材料的韧性,因为夹杂物与基体之间的界面结合通常较弱,在受力时容易产生裂纹[7 ] . ...
Ti-6Al-4V welded joints via electron beam welding: microstructure, fatigue properties, and fracture behavior
1
2014
... 在钛合金焊接接头中,α 相和β 相的分布对韧性有重要影响.当α 相和β 相均匀分布时,如在网篮组织中,两相之间能够有效地传递应力,在受到冲击载荷时,能够通过相界面的变形来吸收能量,从而提高韧性[74 ] .研究表明,在具有良好相分布的热影响区,冲击吸收能量相比相分布不均匀区域显著提高[75 ] .相界面的结合状况也会影响韧性.如果相界面结合良好,在材料受到外力作用时,能够有效地阻止裂纹的扩展[76 ] .研究表明,通过适当的焊接后处理工艺,改善α 相和β 相之间的界面结合,可以使焊接接头的冲击韧性提高10%~20%[77 ] .焊接接头中的显微组织缺陷,如气孔、夹杂物等,会对韧性产生严重的负面影响.气孔在材料受到冲击载荷时会成为应力集中点,导致裂纹的萌生和快速扩展[72 ] .夹杂物的存在也会降低材料的韧性,因为夹杂物与基体之间的界面结合通常较弱,在受力时容易产生裂纹[7 ] . ...
Microstructure, texture, and mechanical properties of Ti-6Al-4V joints by K-TIG welding
1
2019
... 在钛合金焊接接头中,α 相和β 相的分布对韧性有重要影响.当α 相和β 相均匀分布时,如在网篮组织中,两相之间能够有效地传递应力,在受到冲击载荷时,能够通过相界面的变形来吸收能量,从而提高韧性[74 ] .研究表明,在具有良好相分布的热影响区,冲击吸收能量相比相分布不均匀区域显著提高[75 ] .相界面的结合状况也会影响韧性.如果相界面结合良好,在材料受到外力作用时,能够有效地阻止裂纹的扩展[76 ] .研究表明,通过适当的焊接后处理工艺,改善α 相和β 相之间的界面结合,可以使焊接接头的冲击韧性提高10%~20%[77 ] .焊接接头中的显微组织缺陷,如气孔、夹杂物等,会对韧性产生严重的负面影响.气孔在材料受到冲击载荷时会成为应力集中点,导致裂纹的萌生和快速扩展[72 ] .夹杂物的存在也会降低材料的韧性,因为夹杂物与基体之间的界面结合通常较弱,在受力时容易产生裂纹[7 ] . ...
Recent advances in syntheses, properties and applications of TiO2 nanostructures
1
2018
... 钛合金在不同腐蚀环境下主要有化学腐蚀、电化学腐蚀等类型.在化学腐蚀中,如在酸性或碱性溶液中,钛合金表面的氧化膜会与腐蚀介质发生化学反应而被破坏.以硫酸溶液为例,钛合金表面的TiO2 膜可能会与硫酸反应生成Ti(SO4 )2 ,使氧化膜失去保护作用[78 ] .在电化学腐蚀中,由于钛合金中不同相或不同区域的电极电位不同,会形成微电池.例如,在含有Cl- 的海水环境中,钛合金中的α 相和β 相的电极电位差异可能会导致局部电化学腐蚀.当β 相的电位较负时,β 相作为阳极被腐蚀,α 相作为阴极发生还原反应,加速了β 相的腐蚀过程[79 ] . ...
Microstructure and mechanical properties of Ti6321 alloy welded joint by EBW
1
2018
... 钛合金在不同腐蚀环境下主要有化学腐蚀、电化学腐蚀等类型.在化学腐蚀中,如在酸性或碱性溶液中,钛合金表面的氧化膜会与腐蚀介质发生化学反应而被破坏.以硫酸溶液为例,钛合金表面的TiO2 膜可能会与硫酸反应生成Ti(SO4 )2 ,使氧化膜失去保护作用[78 ] .在电化学腐蚀中,由于钛合金中不同相或不同区域的电极电位不同,会形成微电池.例如,在含有Cl- 的海水环境中,钛合金中的α 相和β 相的电极电位差异可能会导致局部电化学腐蚀.当β 相的电位较负时,β 相作为阳极被腐蚀,α 相作为阴极发生还原反应,加速了β 相的腐蚀过程[79 ] . ...
Microstructure and corrosion resistance of TC2 Ti alloy by laser cladding with Ti/TiC/TiB2 powders
1
2015
... 焊接接头的显微组织不均匀性是引起局部腐蚀的一个关键因素.在焊接过程中,焊缝区和热影响区的凝固组织形态及相组成存在差异,这些差异可能导致局部电化学腐蚀电池的形成.焊缝区的柱状晶组织相较于等轴晶组织,更容易在晶界处发生溶质元素的偏聚,从而在相成分上产生差异,形成电位差[80 ] .这种电位差使得晶界在腐蚀环境中更易成为阳极,引发晶间腐蚀.热影响区的组织梯度变化也是局部腐蚀的诱因之一.在热影响区靠近焊缝的区域,α 相向β 相的转变和β 相的分解过程可能导致相组成和组织形态的复杂变化,这些变化使得不同部位的电化学活性不同,从而形成局部腐蚀电池,加速腐蚀速率.在α + β 型钛合金焊接接头中,α 相和β 相之间的电位差异对腐蚀行为有显著影响.焊接过程中β 相的成分变化,如合金元素的偏析,可能导致其电位进一步偏离α 相,增大电位差,从而增加腐蚀电流,加快腐蚀速率.在含有氧化性离子的溶液中,β 相更易被氧化,发生腐蚀. ...
Stress corrosion cracking (SCC) in stainless steels
1
2011
... 此外,焊接接头在服役过程中常常受到应力和腐蚀介质的共同作用,这种条件下的应力腐蚀开裂(SCC)是导致焊接结构失效的重要形式之一[81 ] .SCC是指在腐蚀介质和拉伸应力(包括残余应力)的共同作用下,材料发生脆性开裂的现象[82 ,83 ] .在焊接接头中,由于组织和成分的不均匀性,SCC往往在晶界、相界或缺陷处萌生,并沿着这些弱化区域扩展,最终可能导致结构的突然断裂[84 ] .有研究人员探究了TC4钛合金板的电子束焊接接头在模拟海水环境下的SCC敏感性.通过分析焊接接头的显微结构和断裂表面特征发现,焊缝区域的上、中、下各部位均表现出较低的SCC敏感性,且在海水环境中,焊缝区域易发生阳极溶解,伴随着氢的吸附,这促进了裂纹形核,并使得裂纹能在较低应力作用下扩展[85 ] .Zhang等[86 ] 探究了具有等轴组织(WM)、双峰组织(EM)和维氏组织(WM)的Ti-6Al-3Nb-2Zr-1Mo (Ti6321)合金样品的应力腐蚀开裂行为,其中WM表现出最好的抗SCC能力,这是因为β 相含量较高的WM中没有明显的微织构区,α 相集落阻碍了位错的移动,导致裂纹扩展速率最低.可见β 相的含量越高,合金抵抗SCC的能力也就越强.Gao等[87 ] 通过对Ti6321焊接接头不同区域裂纹扩展和SCC临界应力强度因子(K ISCC )的研究,揭示了焊接接头在3.5%NaCl溶液中的腐蚀特性,研究表明,焊缝金属的K ISCC 高于热影响区的K ISCC ,说明热影响区相较于焊缝金属来说更容易发生应力腐蚀.针对TC4钛合金电子束焊接接头的SCC敏感性,研究人员通过慢应变速率拉伸实验在模拟海水环境中进行了评估.通过观察焊接接头的显微组织和断口特征,对接头的SCC行为进行了详细分析.房卫萍等[85 ] 研究表明,焊接区域的SCC敏感性相对较低.在海水环境中,焊接区更倾向于阳极溶解,同时H的吸附促进裂纹的形核.此外,H的扩散还导致α ′相界和α ′相内部位错堆积,这使得裂纹能够在较低应力下扩展. ...
Effect of temperature on stress corrosion behavior of Ti-alloy Ti80 in sea water
1
2022
... 此外,焊接接头在服役过程中常常受到应力和腐蚀介质的共同作用,这种条件下的应力腐蚀开裂(SCC)是导致焊接结构失效的重要形式之一[81 ] .SCC是指在腐蚀介质和拉伸应力(包括残余应力)的共同作用下,材料发生脆性开裂的现象[82 ,83 ] .在焊接接头中,由于组织和成分的不均匀性,SCC往往在晶界、相界或缺陷处萌生,并沿着这些弱化区域扩展,最终可能导致结构的突然断裂[84 ] .有研究人员探究了TC4钛合金板的电子束焊接接头在模拟海水环境下的SCC敏感性.通过分析焊接接头的显微结构和断裂表面特征发现,焊缝区域的上、中、下各部位均表现出较低的SCC敏感性,且在海水环境中,焊缝区域易发生阳极溶解,伴随着氢的吸附,这促进了裂纹形核,并使得裂纹能在较低应力作用下扩展[85 ] .Zhang等[86 ] 探究了具有等轴组织(WM)、双峰组织(EM)和维氏组织(WM)的Ti-6Al-3Nb-2Zr-1Mo (Ti6321)合金样品的应力腐蚀开裂行为,其中WM表现出最好的抗SCC能力,这是因为β 相含量较高的WM中没有明显的微织构区,α 相集落阻碍了位错的移动,导致裂纹扩展速率最低.可见β 相的含量越高,合金抵抗SCC的能力也就越强.Gao等[87 ] 通过对Ti6321焊接接头不同区域裂纹扩展和SCC临界应力强度因子(K ISCC )的研究,揭示了焊接接头在3.5%NaCl溶液中的腐蚀特性,研究表明,焊缝金属的K ISCC 高于热影响区的K ISCC ,说明热影响区相较于焊缝金属来说更容易发生应力腐蚀.针对TC4钛合金电子束焊接接头的SCC敏感性,研究人员通过慢应变速率拉伸实验在模拟海水环境中进行了评估.通过观察焊接接头的显微组织和断口特征,对接头的SCC行为进行了详细分析.房卫萍等[85 ] 研究表明,焊接区域的SCC敏感性相对较低.在海水环境中,焊接区更倾向于阳极溶解,同时H的吸附促进裂纹的形核.此外,H的扩散还导致α ′相界和α ′相内部位错堆积,这使得裂纹能够在较低应力下扩展. ...
温度对钛合金应力腐蚀行为的影响
1
2022
... 此外,焊接接头在服役过程中常常受到应力和腐蚀介质的共同作用,这种条件下的应力腐蚀开裂(SCC)是导致焊接结构失效的重要形式之一[81 ] .SCC是指在腐蚀介质和拉伸应力(包括残余应力)的共同作用下,材料发生脆性开裂的现象[82 ,83 ] .在焊接接头中,由于组织和成分的不均匀性,SCC往往在晶界、相界或缺陷处萌生,并沿着这些弱化区域扩展,最终可能导致结构的突然断裂[84 ] .有研究人员探究了TC4钛合金板的电子束焊接接头在模拟海水环境下的SCC敏感性.通过分析焊接接头的显微结构和断裂表面特征发现,焊缝区域的上、中、下各部位均表现出较低的SCC敏感性,且在海水环境中,焊缝区域易发生阳极溶解,伴随着氢的吸附,这促进了裂纹形核,并使得裂纹能在较低应力作用下扩展[85 ] .Zhang等[86 ] 探究了具有等轴组织(WM)、双峰组织(EM)和维氏组织(WM)的Ti-6Al-3Nb-2Zr-1Mo (Ti6321)合金样品的应力腐蚀开裂行为,其中WM表现出最好的抗SCC能力,这是因为β 相含量较高的WM中没有明显的微织构区,α 相集落阻碍了位错的移动,导致裂纹扩展速率最低.可见β 相的含量越高,合金抵抗SCC的能力也就越强.Gao等[87 ] 通过对Ti6321焊接接头不同区域裂纹扩展和SCC临界应力强度因子(K ISCC )的研究,揭示了焊接接头在3.5%NaCl溶液中的腐蚀特性,研究表明,焊缝金属的K ISCC 高于热影响区的K ISCC ,说明热影响区相较于焊缝金属来说更容易发生应力腐蚀.针对TC4钛合金电子束焊接接头的SCC敏感性,研究人员通过慢应变速率拉伸实验在模拟海水环境中进行了评估.通过观察焊接接头的显微组织和断口特征,对接头的SCC行为进行了详细分析.房卫萍等[85 ] 研究表明,焊接区域的SCC敏感性相对较低.在海水环境中,焊接区更倾向于阳极溶解,同时H的吸附促进裂纹的形核.此外,H的扩散还导致α ′相界和α ′相内部位错堆积,这使得裂纹能够在较低应力下扩展. ...
Comparative study on stress corrosion behavior of A100 ultrahigh-strength steel beneath dynamic thin electrolyte layer and in artificial seawater environments
1
2023
... 此外,焊接接头在服役过程中常常受到应力和腐蚀介质的共同作用,这种条件下的应力腐蚀开裂(SCC)是导致焊接结构失效的重要形式之一[81 ] .SCC是指在腐蚀介质和拉伸应力(包括残余应力)的共同作用下,材料发生脆性开裂的现象[82 ,83 ] .在焊接接头中,由于组织和成分的不均匀性,SCC往往在晶界、相界或缺陷处萌生,并沿着这些弱化区域扩展,最终可能导致结构的突然断裂[84 ] .有研究人员探究了TC4钛合金板的电子束焊接接头在模拟海水环境下的SCC敏感性.通过分析焊接接头的显微结构和断裂表面特征发现,焊缝区域的上、中、下各部位均表现出较低的SCC敏感性,且在海水环境中,焊缝区域易发生阳极溶解,伴随着氢的吸附,这促进了裂纹形核,并使得裂纹能在较低应力作用下扩展[85 ] .Zhang等[86 ] 探究了具有等轴组织(WM)、双峰组织(EM)和维氏组织(WM)的Ti-6Al-3Nb-2Zr-1Mo (Ti6321)合金样品的应力腐蚀开裂行为,其中WM表现出最好的抗SCC能力,这是因为β 相含量较高的WM中没有明显的微织构区,α 相集落阻碍了位错的移动,导致裂纹扩展速率最低.可见β 相的含量越高,合金抵抗SCC的能力也就越强.Gao等[87 ] 通过对Ti6321焊接接头不同区域裂纹扩展和SCC临界应力强度因子(K ISCC )的研究,揭示了焊接接头在3.5%NaCl溶液中的腐蚀特性,研究表明,焊缝金属的K ISCC 高于热影响区的K ISCC ,说明热影响区相较于焊缝金属来说更容易发生应力腐蚀.针对TC4钛合金电子束焊接接头的SCC敏感性,研究人员通过慢应变速率拉伸实验在模拟海水环境中进行了评估.通过观察焊接接头的显微组织和断口特征,对接头的SCC行为进行了详细分析.房卫萍等[85 ] 研究表明,焊接区域的SCC敏感性相对较低.在海水环境中,焊接区更倾向于阳极溶解,同时H的吸附促进裂纹的形核.此外,H的扩散还导致α ′相界和α ′相内部位错堆积,这使得裂纹能够在较低应力下扩展. ...
A100钢在动态薄液膜和人工海水环境中的应力腐蚀行为对比研究
1
2023
... 此外,焊接接头在服役过程中常常受到应力和腐蚀介质的共同作用,这种条件下的应力腐蚀开裂(SCC)是导致焊接结构失效的重要形式之一[81 ] .SCC是指在腐蚀介质和拉伸应力(包括残余应力)的共同作用下,材料发生脆性开裂的现象[82 ,83 ] .在焊接接头中,由于组织和成分的不均匀性,SCC往往在晶界、相界或缺陷处萌生,并沿着这些弱化区域扩展,最终可能导致结构的突然断裂[84 ] .有研究人员探究了TC4钛合金板的电子束焊接接头在模拟海水环境下的SCC敏感性.通过分析焊接接头的显微结构和断裂表面特征发现,焊缝区域的上、中、下各部位均表现出较低的SCC敏感性,且在海水环境中,焊缝区域易发生阳极溶解,伴随着氢的吸附,这促进了裂纹形核,并使得裂纹能在较低应力作用下扩展[85 ] .Zhang等[86 ] 探究了具有等轴组织(WM)、双峰组织(EM)和维氏组织(WM)的Ti-6Al-3Nb-2Zr-1Mo (Ti6321)合金样品的应力腐蚀开裂行为,其中WM表现出最好的抗SCC能力,这是因为β 相含量较高的WM中没有明显的微织构区,α 相集落阻碍了位错的移动,导致裂纹扩展速率最低.可见β 相的含量越高,合金抵抗SCC的能力也就越强.Gao等[87 ] 通过对Ti6321焊接接头不同区域裂纹扩展和SCC临界应力强度因子(K ISCC )的研究,揭示了焊接接头在3.5%NaCl溶液中的腐蚀特性,研究表明,焊缝金属的K ISCC 高于热影响区的K ISCC ,说明热影响区相较于焊缝金属来说更容易发生应力腐蚀.针对TC4钛合金电子束焊接接头的SCC敏感性,研究人员通过慢应变速率拉伸实验在模拟海水环境中进行了评估.通过观察焊接接头的显微组织和断口特征,对接头的SCC行为进行了详细分析.房卫萍等[85 ] 研究表明,焊接区域的SCC敏感性相对较低.在海水环境中,焊接区更倾向于阳极溶解,同时H的吸附促进裂纹的形核.此外,H的扩散还导致α ′相界和α ′相内部位错堆积,这使得裂纹能够在较低应力下扩展. ...
Review on SCC crack growth behavior of dissimilar metal welds for nuclear power reactors
1
2015
... 此外,焊接接头在服役过程中常常受到应力和腐蚀介质的共同作用,这种条件下的应力腐蚀开裂(SCC)是导致焊接结构失效的重要形式之一[81 ] .SCC是指在腐蚀介质和拉伸应力(包括残余应力)的共同作用下,材料发生脆性开裂的现象[82 ,83 ] .在焊接接头中,由于组织和成分的不均匀性,SCC往往在晶界、相界或缺陷处萌生,并沿着这些弱化区域扩展,最终可能导致结构的突然断裂[84 ] .有研究人员探究了TC4钛合金板的电子束焊接接头在模拟海水环境下的SCC敏感性.通过分析焊接接头的显微结构和断裂表面特征发现,焊缝区域的上、中、下各部位均表现出较低的SCC敏感性,且在海水环境中,焊缝区域易发生阳极溶解,伴随着氢的吸附,这促进了裂纹形核,并使得裂纹能在较低应力作用下扩展[85 ] .Zhang等[86 ] 探究了具有等轴组织(WM)、双峰组织(EM)和维氏组织(WM)的Ti-6Al-3Nb-2Zr-1Mo (Ti6321)合金样品的应力腐蚀开裂行为,其中WM表现出最好的抗SCC能力,这是因为β 相含量较高的WM中没有明显的微织构区,α 相集落阻碍了位错的移动,导致裂纹扩展速率最低.可见β 相的含量越高,合金抵抗SCC的能力也就越强.Gao等[87 ] 通过对Ti6321焊接接头不同区域裂纹扩展和SCC临界应力强度因子(K ISCC )的研究,揭示了焊接接头在3.5%NaCl溶液中的腐蚀特性,研究表明,焊缝金属的K ISCC 高于热影响区的K ISCC ,说明热影响区相较于焊缝金属来说更容易发生应力腐蚀.针对TC4钛合金电子束焊接接头的SCC敏感性,研究人员通过慢应变速率拉伸实验在模拟海水环境中进行了评估.通过观察焊接接头的显微组织和断口特征,对接头的SCC行为进行了详细分析.房卫萍等[85 ] 研究表明,焊接区域的SCC敏感性相对较低.在海水环境中,焊接区更倾向于阳极溶解,同时H的吸附促进裂纹的形核.此外,H的扩散还导致α ′相界和α ′相内部位错堆积,这使得裂纹能够在较低应力下扩展. ...
核电异种金属焊接接头的应力腐蚀裂纹扩展行为研究进展
1
2015
... 此外,焊接接头在服役过程中常常受到应力和腐蚀介质的共同作用,这种条件下的应力腐蚀开裂(SCC)是导致焊接结构失效的重要形式之一[81 ] .SCC是指在腐蚀介质和拉伸应力(包括残余应力)的共同作用下,材料发生脆性开裂的现象[82 ,83 ] .在焊接接头中,由于组织和成分的不均匀性,SCC往往在晶界、相界或缺陷处萌生,并沿着这些弱化区域扩展,最终可能导致结构的突然断裂[84 ] .有研究人员探究了TC4钛合金板的电子束焊接接头在模拟海水环境下的SCC敏感性.通过分析焊接接头的显微结构和断裂表面特征发现,焊缝区域的上、中、下各部位均表现出较低的SCC敏感性,且在海水环境中,焊缝区域易发生阳极溶解,伴随着氢的吸附,这促进了裂纹形核,并使得裂纹能在较低应力作用下扩展[85 ] .Zhang等[86 ] 探究了具有等轴组织(WM)、双峰组织(EM)和维氏组织(WM)的Ti-6Al-3Nb-2Zr-1Mo (Ti6321)合金样品的应力腐蚀开裂行为,其中WM表现出最好的抗SCC能力,这是因为β 相含量较高的WM中没有明显的微织构区,α 相集落阻碍了位错的移动,导致裂纹扩展速率最低.可见β 相的含量越高,合金抵抗SCC的能力也就越强.Gao等[87 ] 通过对Ti6321焊接接头不同区域裂纹扩展和SCC临界应力强度因子(K ISCC )的研究,揭示了焊接接头在3.5%NaCl溶液中的腐蚀特性,研究表明,焊缝金属的K ISCC 高于热影响区的K ISCC ,说明热影响区相较于焊缝金属来说更容易发生应力腐蚀.针对TC4钛合金电子束焊接接头的SCC敏感性,研究人员通过慢应变速率拉伸实验在模拟海水环境中进行了评估.通过观察焊接接头的显微组织和断口特征,对接头的SCC行为进行了详细分析.房卫萍等[85 ] 研究表明,焊接区域的SCC敏感性相对较低.在海水环境中,焊接区更倾向于阳极溶解,同时H的吸附促进裂纹的形核.此外,H的扩散还导致α ′相界和α ′相内部位错堆积,这使得裂纹能够在较低应力下扩展. ...
Stress corrosion crack sensitivity of ultra-thick TC4 titanium alloy electron beam welding joints
2
2019
... 此外,焊接接头在服役过程中常常受到应力和腐蚀介质的共同作用,这种条件下的应力腐蚀开裂(SCC)是导致焊接结构失效的重要形式之一[81 ] .SCC是指在腐蚀介质和拉伸应力(包括残余应力)的共同作用下,材料发生脆性开裂的现象[82 ,83 ] .在焊接接头中,由于组织和成分的不均匀性,SCC往往在晶界、相界或缺陷处萌生,并沿着这些弱化区域扩展,最终可能导致结构的突然断裂[84 ] .有研究人员探究了TC4钛合金板的电子束焊接接头在模拟海水环境下的SCC敏感性.通过分析焊接接头的显微结构和断裂表面特征发现,焊缝区域的上、中、下各部位均表现出较低的SCC敏感性,且在海水环境中,焊缝区域易发生阳极溶解,伴随着氢的吸附,这促进了裂纹形核,并使得裂纹能在较低应力作用下扩展[85 ] .Zhang等[86 ] 探究了具有等轴组织(WM)、双峰组织(EM)和维氏组织(WM)的Ti-6Al-3Nb-2Zr-1Mo (Ti6321)合金样品的应力腐蚀开裂行为,其中WM表现出最好的抗SCC能力,这是因为β 相含量较高的WM中没有明显的微织构区,α 相集落阻碍了位错的移动,导致裂纹扩展速率最低.可见β 相的含量越高,合金抵抗SCC的能力也就越强.Gao等[87 ] 通过对Ti6321焊接接头不同区域裂纹扩展和SCC临界应力强度因子(K ISCC )的研究,揭示了焊接接头在3.5%NaCl溶液中的腐蚀特性,研究表明,焊缝金属的K ISCC 高于热影响区的K ISCC ,说明热影响区相较于焊缝金属来说更容易发生应力腐蚀.针对TC4钛合金电子束焊接接头的SCC敏感性,研究人员通过慢应变速率拉伸实验在模拟海水环境中进行了评估.通过观察焊接接头的显微组织和断口特征,对接头的SCC行为进行了详细分析.房卫萍等[85 ] 研究表明,焊接区域的SCC敏感性相对较低.在海水环境中,焊接区更倾向于阳极溶解,同时H的吸附促进裂纹的形核.此外,H的扩散还导致α ′相界和α ′相内部位错堆积,这使得裂纹能够在较低应力下扩展. ...
... [85 ]研究表明,焊接区域的SCC敏感性相对较低.在海水环境中,焊接区更倾向于阳极溶解,同时H的吸附促进裂纹的形核.此外,H的扩散还导致α ′相界和α ′相内部位错堆积,这使得裂纹能够在较低应力下扩展. ...
超厚板TC4钛合金电子束焊接接头应力腐蚀敏感性
2
2019
... 此外,焊接接头在服役过程中常常受到应力和腐蚀介质的共同作用,这种条件下的应力腐蚀开裂(SCC)是导致焊接结构失效的重要形式之一[81 ] .SCC是指在腐蚀介质和拉伸应力(包括残余应力)的共同作用下,材料发生脆性开裂的现象[82 ,83 ] .在焊接接头中,由于组织和成分的不均匀性,SCC往往在晶界、相界或缺陷处萌生,并沿着这些弱化区域扩展,最终可能导致结构的突然断裂[84 ] .有研究人员探究了TC4钛合金板的电子束焊接接头在模拟海水环境下的SCC敏感性.通过分析焊接接头的显微结构和断裂表面特征发现,焊缝区域的上、中、下各部位均表现出较低的SCC敏感性,且在海水环境中,焊缝区域易发生阳极溶解,伴随着氢的吸附,这促进了裂纹形核,并使得裂纹能在较低应力作用下扩展[85 ] .Zhang等[86 ] 探究了具有等轴组织(WM)、双峰组织(EM)和维氏组织(WM)的Ti-6Al-3Nb-2Zr-1Mo (Ti6321)合金样品的应力腐蚀开裂行为,其中WM表现出最好的抗SCC能力,这是因为β 相含量较高的WM中没有明显的微织构区,α 相集落阻碍了位错的移动,导致裂纹扩展速率最低.可见β 相的含量越高,合金抵抗SCC的能力也就越强.Gao等[87 ] 通过对Ti6321焊接接头不同区域裂纹扩展和SCC临界应力强度因子(K ISCC )的研究,揭示了焊接接头在3.5%NaCl溶液中的腐蚀特性,研究表明,焊缝金属的K ISCC 高于热影响区的K ISCC ,说明热影响区相较于焊缝金属来说更容易发生应力腐蚀.针对TC4钛合金电子束焊接接头的SCC敏感性,研究人员通过慢应变速率拉伸实验在模拟海水环境中进行了评估.通过观察焊接接头的显微组织和断口特征,对接头的SCC行为进行了详细分析.房卫萍等[85 ] 研究表明,焊接区域的SCC敏感性相对较低.在海水环境中,焊接区更倾向于阳极溶解,同时H的吸附促进裂纹的形核.此外,H的扩散还导致α ′相界和α ′相内部位错堆积,这使得裂纹能够在较低应力下扩展. ...
... [85 ]研究表明,焊接区域的SCC敏感性相对较低.在海水环境中,焊接区更倾向于阳极溶解,同时H的吸附促进裂纹的形核.此外,H的扩散还导致α ′相界和α ′相内部位错堆积,这使得裂纹能够在较低应力下扩展. ...
Stress corrosion behavior and mechanism of Ti6321 alloy with different microstructures in stimulated deep-sea environment
1
2024
... 此外,焊接接头在服役过程中常常受到应力和腐蚀介质的共同作用,这种条件下的应力腐蚀开裂(SCC)是导致焊接结构失效的重要形式之一[81 ] .SCC是指在腐蚀介质和拉伸应力(包括残余应力)的共同作用下,材料发生脆性开裂的现象[82 ,83 ] .在焊接接头中,由于组织和成分的不均匀性,SCC往往在晶界、相界或缺陷处萌生,并沿着这些弱化区域扩展,最终可能导致结构的突然断裂[84 ] .有研究人员探究了TC4钛合金板的电子束焊接接头在模拟海水环境下的SCC敏感性.通过分析焊接接头的显微结构和断裂表面特征发现,焊缝区域的上、中、下各部位均表现出较低的SCC敏感性,且在海水环境中,焊缝区域易发生阳极溶解,伴随着氢的吸附,这促进了裂纹形核,并使得裂纹能在较低应力作用下扩展[85 ] .Zhang等[86 ] 探究了具有等轴组织(WM)、双峰组织(EM)和维氏组织(WM)的Ti-6Al-3Nb-2Zr-1Mo (Ti6321)合金样品的应力腐蚀开裂行为,其中WM表现出最好的抗SCC能力,这是因为β 相含量较高的WM中没有明显的微织构区,α 相集落阻碍了位错的移动,导致裂纹扩展速率最低.可见β 相的含量越高,合金抵抗SCC的能力也就越强.Gao等[87 ] 通过对Ti6321焊接接头不同区域裂纹扩展和SCC临界应力强度因子(K ISCC )的研究,揭示了焊接接头在3.5%NaCl溶液中的腐蚀特性,研究表明,焊缝金属的K ISCC 高于热影响区的K ISCC ,说明热影响区相较于焊缝金属来说更容易发生应力腐蚀.针对TC4钛合金电子束焊接接头的SCC敏感性,研究人员通过慢应变速率拉伸实验在模拟海水环境中进行了评估.通过观察焊接接头的显微组织和断口特征,对接头的SCC行为进行了详细分析.房卫萍等[85 ] 研究表明,焊接区域的SCC敏感性相对较低.在海水环境中,焊接区更倾向于阳极溶解,同时H的吸附促进裂纹的形核.此外,H的扩散还导致α ′相界和α ′相内部位错堆积,这使得裂纹能够在较低应力下扩展. ...
Stress corrosion characteristics of electron beam welded titanium alloys joints in NaCl solution
1
2022
... 此外,焊接接头在服役过程中常常受到应力和腐蚀介质的共同作用,这种条件下的应力腐蚀开裂(SCC)是导致焊接结构失效的重要形式之一[81 ] .SCC是指在腐蚀介质和拉伸应力(包括残余应力)的共同作用下,材料发生脆性开裂的现象[82 ,83 ] .在焊接接头中,由于组织和成分的不均匀性,SCC往往在晶界、相界或缺陷处萌生,并沿着这些弱化区域扩展,最终可能导致结构的突然断裂[84 ] .有研究人员探究了TC4钛合金板的电子束焊接接头在模拟海水环境下的SCC敏感性.通过分析焊接接头的显微结构和断裂表面特征发现,焊缝区域的上、中、下各部位均表现出较低的SCC敏感性,且在海水环境中,焊缝区域易发生阳极溶解,伴随着氢的吸附,这促进了裂纹形核,并使得裂纹能在较低应力作用下扩展[85 ] .Zhang等[86 ] 探究了具有等轴组织(WM)、双峰组织(EM)和维氏组织(WM)的Ti-6Al-3Nb-2Zr-1Mo (Ti6321)合金样品的应力腐蚀开裂行为,其中WM表现出最好的抗SCC能力,这是因为β 相含量较高的WM中没有明显的微织构区,α 相集落阻碍了位错的移动,导致裂纹扩展速率最低.可见β 相的含量越高,合金抵抗SCC的能力也就越强.Gao等[87 ] 通过对Ti6321焊接接头不同区域裂纹扩展和SCC临界应力强度因子(K ISCC )的研究,揭示了焊接接头在3.5%NaCl溶液中的腐蚀特性,研究表明,焊缝金属的K ISCC 高于热影响区的K ISCC ,说明热影响区相较于焊缝金属来说更容易发生应力腐蚀.针对TC4钛合金电子束焊接接头的SCC敏感性,研究人员通过慢应变速率拉伸实验在模拟海水环境中进行了评估.通过观察焊接接头的显微组织和断口特征,对接头的SCC行为进行了详细分析.房卫萍等[85 ] 研究表明,焊接区域的SCC敏感性相对较低.在海水环境中,焊接区更倾向于阳极溶解,同时H的吸附促进裂纹的形核.此外,H的扩散还导致α ′相界和α ′相内部位错堆积,这使得裂纹能够在较低应力下扩展. ...
Analyzing the failure of welded steel components in construction systems
2
2018
... 焊缝中的气孔、夹杂物与未熔合等缺陷,还有热影响区与母材交界处、组织不均匀区域,皆是焊接接头疲劳裂纹易萌生之处,且组织特性显著影响疲劳寿命.气孔、夹杂物、未熔合是常见裂纹源[88 ,89 ] .气孔致局部应力集中,如钛合金焊接接头受拉伸-压缩循环载时,气孔边缘应力可比基体高数倍乃至十几倍,超疲劳极限便萌生裂纹;夹杂物因与基体弹性模量有别,循环载荷下界面变形不匹配引发裂纹;未熔合处组织不连续,与焊缝或母材界面应力集中,利于裂纹产生[88 ] .热影响区与母材交界组织、性能有梯度变化,焊接热循环使其显微组织特殊,像热影响区或因晶粒长大、相转变形成硬组织,与母材软组织交界有硬度差,应力集中催生裂纹[90 ] .组织不均匀区域同理,焊缝柱状晶与等轴晶交界、热影响区相转变过渡区,因晶体结构与性能突变、相界面存在,在循环载荷下应力集中,促使裂纹萌生[91 ] .显微组织对疲劳寿命影响关键,细小均匀则优[92 ] .钛合金焊接接头焊缝与热影响区晶粒尺寸小,晶界可阻裂纹萌生、扩展,因晶界面积大增,裂纹扩展需克服更多阻力;反之,热影响区晶粒因热输入大而长大,内部缺陷多、晶界阻裂弱,疲劳寿命降低[91 ] .α + β 型钛合金焊接接头中,α 相和β 相比例关乎疲劳寿命[93 ] .适量增β 相可提寿命,因其塑性好,能在疲劳时吸能、缓裂纹扩展,β 相体积分数从10%升至30%,疲劳寿命或升30%~50%,但比例过高会降强度,高应力循环载下寿命也降低.α 相形态分布有影响,细小均匀如网篮组织能协同β 相提抗疲劳性,粗大针状的魏氏组织则易致应力集中、降寿命[94 ,95 ] .组织均匀可提焊接接头疲劳寿命,优化工艺使焊缝与热影响区组织均匀,减少应力集中,抑制裂纹萌生、扩展;反之,组织梯度大、相组成差异明显区域,循环载荷下应力集中,成为裂纹快速滋生处,大幅降低疲劳寿命[96 ] .可见,把控焊接缺陷、优化组织与相比例,对保障焊接接头抗疲劳性能至关重要. ...
... [88 ].热影响区与母材交界组织、性能有梯度变化,焊接热循环使其显微组织特殊,像热影响区或因晶粒长大、相转变形成硬组织,与母材软组织交界有硬度差,应力集中催生裂纹[90 ] .组织不均匀区域同理,焊缝柱状晶与等轴晶交界、热影响区相转变过渡区,因晶体结构与性能突变、相界面存在,在循环载荷下应力集中,促使裂纹萌生[91 ] .显微组织对疲劳寿命影响关键,细小均匀则优[92 ] .钛合金焊接接头焊缝与热影响区晶粒尺寸小,晶界可阻裂纹萌生、扩展,因晶界面积大增,裂纹扩展需克服更多阻力;反之,热影响区晶粒因热输入大而长大,内部缺陷多、晶界阻裂弱,疲劳寿命降低[91 ] .α + β 型钛合金焊接接头中,α 相和β 相比例关乎疲劳寿命[93 ] .适量增β 相可提寿命,因其塑性好,能在疲劳时吸能、缓裂纹扩展,β 相体积分数从10%升至30%,疲劳寿命或升30%~50%,但比例过高会降强度,高应力循环载下寿命也降低.α 相形态分布有影响,细小均匀如网篮组织能协同β 相提抗疲劳性,粗大针状的魏氏组织则易致应力集中、降寿命[94 ,95 ] .组织均匀可提焊接接头疲劳寿命,优化工艺使焊缝与热影响区组织均匀,减少应力集中,抑制裂纹萌生、扩展;反之,组织梯度大、相组成差异明显区域,循环载荷下应力集中,成为裂纹快速滋生处,大幅降低疲劳寿命[96 ] .可见,把控焊接缺陷、优化组织与相比例,对保障焊接接头抗疲劳性能至关重要. ...
Fatigue life of a dissimilar welded joint considering the weld residual stress: experimental and finite element simulation
1
2018
... 焊缝中的气孔、夹杂物与未熔合等缺陷,还有热影响区与母材交界处、组织不均匀区域,皆是焊接接头疲劳裂纹易萌生之处,且组织特性显著影响疲劳寿命.气孔、夹杂物、未熔合是常见裂纹源[88 ,89 ] .气孔致局部应力集中,如钛合金焊接接头受拉伸-压缩循环载时,气孔边缘应力可比基体高数倍乃至十几倍,超疲劳极限便萌生裂纹;夹杂物因与基体弹性模量有别,循环载荷下界面变形不匹配引发裂纹;未熔合处组织不连续,与焊缝或母材界面应力集中,利于裂纹产生[88 ] .热影响区与母材交界组织、性能有梯度变化,焊接热循环使其显微组织特殊,像热影响区或因晶粒长大、相转变形成硬组织,与母材软组织交界有硬度差,应力集中催生裂纹[90 ] .组织不均匀区域同理,焊缝柱状晶与等轴晶交界、热影响区相转变过渡区,因晶体结构与性能突变、相界面存在,在循环载荷下应力集中,促使裂纹萌生[91 ] .显微组织对疲劳寿命影响关键,细小均匀则优[92 ] .钛合金焊接接头焊缝与热影响区晶粒尺寸小,晶界可阻裂纹萌生、扩展,因晶界面积大增,裂纹扩展需克服更多阻力;反之,热影响区晶粒因热输入大而长大,内部缺陷多、晶界阻裂弱,疲劳寿命降低[91 ] .α + β 型钛合金焊接接头中,α 相和β 相比例关乎疲劳寿命[93 ] .适量增β 相可提寿命,因其塑性好,能在疲劳时吸能、缓裂纹扩展,β 相体积分数从10%升至30%,疲劳寿命或升30%~50%,但比例过高会降强度,高应力循环载下寿命也降低.α 相形态分布有影响,细小均匀如网篮组织能协同β 相提抗疲劳性,粗大针状的魏氏组织则易致应力集中、降寿命[94 ,95 ] .组织均匀可提焊接接头疲劳寿命,优化工艺使焊缝与热影响区组织均匀,减少应力集中,抑制裂纹萌生、扩展;反之,组织梯度大、相组成差异明显区域,循环载荷下应力集中,成为裂纹快速滋生处,大幅降低疲劳寿命[96 ] .可见,把控焊接缺陷、优化组织与相比例,对保障焊接接头抗疲劳性能至关重要. ...
Numerical simulation of β to α phase transformation in heat affected zone during welding of TA15 alloy
1
2013
... 焊缝中的气孔、夹杂物与未熔合等缺陷,还有热影响区与母材交界处、组织不均匀区域,皆是焊接接头疲劳裂纹易萌生之处,且组织特性显著影响疲劳寿命.气孔、夹杂物、未熔合是常见裂纹源[88 ,89 ] .气孔致局部应力集中,如钛合金焊接接头受拉伸-压缩循环载时,气孔边缘应力可比基体高数倍乃至十几倍,超疲劳极限便萌生裂纹;夹杂物因与基体弹性模量有别,循环载荷下界面变形不匹配引发裂纹;未熔合处组织不连续,与焊缝或母材界面应力集中,利于裂纹产生[88 ] .热影响区与母材交界组织、性能有梯度变化,焊接热循环使其显微组织特殊,像热影响区或因晶粒长大、相转变形成硬组织,与母材软组织交界有硬度差,应力集中催生裂纹[90 ] .组织不均匀区域同理,焊缝柱状晶与等轴晶交界、热影响区相转变过渡区,因晶体结构与性能突变、相界面存在,在循环载荷下应力集中,促使裂纹萌生[91 ] .显微组织对疲劳寿命影响关键,细小均匀则优[92 ] .钛合金焊接接头焊缝与热影响区晶粒尺寸小,晶界可阻裂纹萌生、扩展,因晶界面积大增,裂纹扩展需克服更多阻力;反之,热影响区晶粒因热输入大而长大,内部缺陷多、晶界阻裂弱,疲劳寿命降低[91 ] .α + β 型钛合金焊接接头中,α 相和β 相比例关乎疲劳寿命[93 ] .适量增β 相可提寿命,因其塑性好,能在疲劳时吸能、缓裂纹扩展,β 相体积分数从10%升至30%,疲劳寿命或升30%~50%,但比例过高会降强度,高应力循环载下寿命也降低.α 相形态分布有影响,细小均匀如网篮组织能协同β 相提抗疲劳性,粗大针状的魏氏组织则易致应力集中、降寿命[94 ,95 ] .组织均匀可提焊接接头疲劳寿命,优化工艺使焊缝与热影响区组织均匀,减少应力集中,抑制裂纹萌生、扩展;反之,组织梯度大、相组成差异明显区域,循环载荷下应力集中,成为裂纹快速滋生处,大幅降低疲劳寿命[96 ] .可见,把控焊接缺陷、优化组织与相比例,对保障焊接接头抗疲劳性能至关重要. ...
Effect of microstructure heterogeneity on fatigue crack growth of TA15 electron beam welded joint
2
2010
... 焊缝中的气孔、夹杂物与未熔合等缺陷,还有热影响区与母材交界处、组织不均匀区域,皆是焊接接头疲劳裂纹易萌生之处,且组织特性显著影响疲劳寿命.气孔、夹杂物、未熔合是常见裂纹源[88 ,89 ] .气孔致局部应力集中,如钛合金焊接接头受拉伸-压缩循环载时,气孔边缘应力可比基体高数倍乃至十几倍,超疲劳极限便萌生裂纹;夹杂物因与基体弹性模量有别,循环载荷下界面变形不匹配引发裂纹;未熔合处组织不连续,与焊缝或母材界面应力集中,利于裂纹产生[88 ] .热影响区与母材交界组织、性能有梯度变化,焊接热循环使其显微组织特殊,像热影响区或因晶粒长大、相转变形成硬组织,与母材软组织交界有硬度差,应力集中催生裂纹[90 ] .组织不均匀区域同理,焊缝柱状晶与等轴晶交界、热影响区相转变过渡区,因晶体结构与性能突变、相界面存在,在循环载荷下应力集中,促使裂纹萌生[91 ] .显微组织对疲劳寿命影响关键,细小均匀则优[92 ] .钛合金焊接接头焊缝与热影响区晶粒尺寸小,晶界可阻裂纹萌生、扩展,因晶界面积大增,裂纹扩展需克服更多阻力;反之,热影响区晶粒因热输入大而长大,内部缺陷多、晶界阻裂弱,疲劳寿命降低[91 ] .α + β 型钛合金焊接接头中,α 相和β 相比例关乎疲劳寿命[93 ] .适量增β 相可提寿命,因其塑性好,能在疲劳时吸能、缓裂纹扩展,β 相体积分数从10%升至30%,疲劳寿命或升30%~50%,但比例过高会降强度,高应力循环载下寿命也降低.α 相形态分布有影响,细小均匀如网篮组织能协同β 相提抗疲劳性,粗大针状的魏氏组织则易致应力集中、降寿命[94 ,95 ] .组织均匀可提焊接接头疲劳寿命,优化工艺使焊缝与热影响区组织均匀,减少应力集中,抑制裂纹萌生、扩展;反之,组织梯度大、相组成差异明显区域,循环载荷下应力集中,成为裂纹快速滋生处,大幅降低疲劳寿命[96 ] .可见,把控焊接缺陷、优化组织与相比例,对保障焊接接头抗疲劳性能至关重要. ...
... [91 ].α + β 型钛合金焊接接头中,α 相和β 相比例关乎疲劳寿命[93 ] .适量增β 相可提寿命,因其塑性好,能在疲劳时吸能、缓裂纹扩展,β 相体积分数从10%升至30%,疲劳寿命或升30%~50%,但比例过高会降强度,高应力循环载下寿命也降低.α 相形态分布有影响,细小均匀如网篮组织能协同β 相提抗疲劳性,粗大针状的魏氏组织则易致应力集中、降寿命[94 ,95 ] .组织均匀可提焊接接头疲劳寿命,优化工艺使焊缝与热影响区组织均匀,减少应力集中,抑制裂纹萌生、扩展;反之,组织梯度大、相组成差异明显区域,循环载荷下应力集中,成为裂纹快速滋生处,大幅降低疲劳寿命[96 ] .可见,把控焊接缺陷、优化组织与相比例,对保障焊接接头抗疲劳性能至关重要. ...
组织不均匀性对TA15电子束焊接接头疲劳裂纹扩展的影响
2
2010
... 焊缝中的气孔、夹杂物与未熔合等缺陷,还有热影响区与母材交界处、组织不均匀区域,皆是焊接接头疲劳裂纹易萌生之处,且组织特性显著影响疲劳寿命.气孔、夹杂物、未熔合是常见裂纹源[88 ,89 ] .气孔致局部应力集中,如钛合金焊接接头受拉伸-压缩循环载时,气孔边缘应力可比基体高数倍乃至十几倍,超疲劳极限便萌生裂纹;夹杂物因与基体弹性模量有别,循环载荷下界面变形不匹配引发裂纹;未熔合处组织不连续,与焊缝或母材界面应力集中,利于裂纹产生[88 ] .热影响区与母材交界组织、性能有梯度变化,焊接热循环使其显微组织特殊,像热影响区或因晶粒长大、相转变形成硬组织,与母材软组织交界有硬度差,应力集中催生裂纹[90 ] .组织不均匀区域同理,焊缝柱状晶与等轴晶交界、热影响区相转变过渡区,因晶体结构与性能突变、相界面存在,在循环载荷下应力集中,促使裂纹萌生[91 ] .显微组织对疲劳寿命影响关键,细小均匀则优[92 ] .钛合金焊接接头焊缝与热影响区晶粒尺寸小,晶界可阻裂纹萌生、扩展,因晶界面积大增,裂纹扩展需克服更多阻力;反之,热影响区晶粒因热输入大而长大,内部缺陷多、晶界阻裂弱,疲劳寿命降低[91 ] .α + β 型钛合金焊接接头中,α 相和β 相比例关乎疲劳寿命[93 ] .适量增β 相可提寿命,因其塑性好,能在疲劳时吸能、缓裂纹扩展,β 相体积分数从10%升至30%,疲劳寿命或升30%~50%,但比例过高会降强度,高应力循环载下寿命也降低.α 相形态分布有影响,细小均匀如网篮组织能协同β 相提抗疲劳性,粗大针状的魏氏组织则易致应力集中、降寿命[94 ,95 ] .组织均匀可提焊接接头疲劳寿命,优化工艺使焊缝与热影响区组织均匀,减少应力集中,抑制裂纹萌生、扩展;反之,组织梯度大、相组成差异明显区域,循环载荷下应力集中,成为裂纹快速滋生处,大幅降低疲劳寿命[96 ] .可见,把控焊接缺陷、优化组织与相比例,对保障焊接接头抗疲劳性能至关重要. ...
... [91 ].α + β 型钛合金焊接接头中,α 相和β 相比例关乎疲劳寿命[93 ] .适量增β 相可提寿命,因其塑性好,能在疲劳时吸能、缓裂纹扩展,β 相体积分数从10%升至30%,疲劳寿命或升30%~50%,但比例过高会降强度,高应力循环载下寿命也降低.α 相形态分布有影响,细小均匀如网篮组织能协同β 相提抗疲劳性,粗大针状的魏氏组织则易致应力集中、降寿命[94 ,95 ] .组织均匀可提焊接接头疲劳寿命,优化工艺使焊缝与热影响区组织均匀,减少应力集中,抑制裂纹萌生、扩展;反之,组织梯度大、相组成差异明显区域,循环载荷下应力集中,成为裂纹快速滋生处,大幅降低疲劳寿命[96 ] .可见,把控焊接缺陷、优化组织与相比例,对保障焊接接头抗疲劳性能至关重要. ...
Study on mechanical properties and fatigue fracture behavior of TC4 titanium alloy structural parts
1
2023
... 焊缝中的气孔、夹杂物与未熔合等缺陷,还有热影响区与母材交界处、组织不均匀区域,皆是焊接接头疲劳裂纹易萌生之处,且组织特性显著影响疲劳寿命.气孔、夹杂物、未熔合是常见裂纹源[88 ,89 ] .气孔致局部应力集中,如钛合金焊接接头受拉伸-压缩循环载时,气孔边缘应力可比基体高数倍乃至十几倍,超疲劳极限便萌生裂纹;夹杂物因与基体弹性模量有别,循环载荷下界面变形不匹配引发裂纹;未熔合处组织不连续,与焊缝或母材界面应力集中,利于裂纹产生[88 ] .热影响区与母材交界组织、性能有梯度变化,焊接热循环使其显微组织特殊,像热影响区或因晶粒长大、相转变形成硬组织,与母材软组织交界有硬度差,应力集中催生裂纹[90 ] .组织不均匀区域同理,焊缝柱状晶与等轴晶交界、热影响区相转变过渡区,因晶体结构与性能突变、相界面存在,在循环载荷下应力集中,促使裂纹萌生[91 ] .显微组织对疲劳寿命影响关键,细小均匀则优[92 ] .钛合金焊接接头焊缝与热影响区晶粒尺寸小,晶界可阻裂纹萌生、扩展,因晶界面积大增,裂纹扩展需克服更多阻力;反之,热影响区晶粒因热输入大而长大,内部缺陷多、晶界阻裂弱,疲劳寿命降低[91 ] .α + β 型钛合金焊接接头中,α 相和β 相比例关乎疲劳寿命[93 ] .适量增β 相可提寿命,因其塑性好,能在疲劳时吸能、缓裂纹扩展,β 相体积分数从10%升至30%,疲劳寿命或升30%~50%,但比例过高会降强度,高应力循环载下寿命也降低.α 相形态分布有影响,细小均匀如网篮组织能协同β 相提抗疲劳性,粗大针状的魏氏组织则易致应力集中、降寿命[94 ,95 ] .组织均匀可提焊接接头疲劳寿命,优化工艺使焊缝与热影响区组织均匀,减少应力集中,抑制裂纹萌生、扩展;反之,组织梯度大、相组成差异明显区域,循环载荷下应力集中,成为裂纹快速滋生处,大幅降低疲劳寿命[96 ] .可见,把控焊接缺陷、优化组织与相比例,对保障焊接接头抗疲劳性能至关重要. ...
TC4钛合金结构件力学性能及疲劳断裂行为研究
1
2023
... 焊缝中的气孔、夹杂物与未熔合等缺陷,还有热影响区与母材交界处、组织不均匀区域,皆是焊接接头疲劳裂纹易萌生之处,且组织特性显著影响疲劳寿命.气孔、夹杂物、未熔合是常见裂纹源[88 ,89 ] .气孔致局部应力集中,如钛合金焊接接头受拉伸-压缩循环载时,气孔边缘应力可比基体高数倍乃至十几倍,超疲劳极限便萌生裂纹;夹杂物因与基体弹性模量有别,循环载荷下界面变形不匹配引发裂纹;未熔合处组织不连续,与焊缝或母材界面应力集中,利于裂纹产生[88 ] .热影响区与母材交界组织、性能有梯度变化,焊接热循环使其显微组织特殊,像热影响区或因晶粒长大、相转变形成硬组织,与母材软组织交界有硬度差,应力集中催生裂纹[90 ] .组织不均匀区域同理,焊缝柱状晶与等轴晶交界、热影响区相转变过渡区,因晶体结构与性能突变、相界面存在,在循环载荷下应力集中,促使裂纹萌生[91 ] .显微组织对疲劳寿命影响关键,细小均匀则优[92 ] .钛合金焊接接头焊缝与热影响区晶粒尺寸小,晶界可阻裂纹萌生、扩展,因晶界面积大增,裂纹扩展需克服更多阻力;反之,热影响区晶粒因热输入大而长大,内部缺陷多、晶界阻裂弱,疲劳寿命降低[91 ] .α + β 型钛合金焊接接头中,α 相和β 相比例关乎疲劳寿命[93 ] .适量增β 相可提寿命,因其塑性好,能在疲劳时吸能、缓裂纹扩展,β 相体积分数从10%升至30%,疲劳寿命或升30%~50%,但比例过高会降强度,高应力循环载下寿命也降低.α 相形态分布有影响,细小均匀如网篮组织能协同β 相提抗疲劳性,粗大针状的魏氏组织则易致应力集中、降寿命[94 ,95 ] .组织均匀可提焊接接头疲劳寿命,优化工艺使焊缝与热影响区组织均匀,减少应力集中,抑制裂纹萌生、扩展;反之,组织梯度大、相组成差异明显区域,循环载荷下应力集中,成为裂纹快速滋生处,大幅降低疲劳寿命[96 ] .可见,把控焊接缺陷、优化组织与相比例,对保障焊接接头抗疲劳性能至关重要. ...
Influence of short-time duplex heat treatment on fatigue strength of Ti-6Al-4Valloy
1
2007
... 焊缝中的气孔、夹杂物与未熔合等缺陷,还有热影响区与母材交界处、组织不均匀区域,皆是焊接接头疲劳裂纹易萌生之处,且组织特性显著影响疲劳寿命.气孔、夹杂物、未熔合是常见裂纹源[88 ,89 ] .气孔致局部应力集中,如钛合金焊接接头受拉伸-压缩循环载时,气孔边缘应力可比基体高数倍乃至十几倍,超疲劳极限便萌生裂纹;夹杂物因与基体弹性模量有别,循环载荷下界面变形不匹配引发裂纹;未熔合处组织不连续,与焊缝或母材界面应力集中,利于裂纹产生[88 ] .热影响区与母材交界组织、性能有梯度变化,焊接热循环使其显微组织特殊,像热影响区或因晶粒长大、相转变形成硬组织,与母材软组织交界有硬度差,应力集中催生裂纹[90 ] .组织不均匀区域同理,焊缝柱状晶与等轴晶交界、热影响区相转变过渡区,因晶体结构与性能突变、相界面存在,在循环载荷下应力集中,促使裂纹萌生[91 ] .显微组织对疲劳寿命影响关键,细小均匀则优[92 ] .钛合金焊接接头焊缝与热影响区晶粒尺寸小,晶界可阻裂纹萌生、扩展,因晶界面积大增,裂纹扩展需克服更多阻力;反之,热影响区晶粒因热输入大而长大,内部缺陷多、晶界阻裂弱,疲劳寿命降低[91 ] .α + β 型钛合金焊接接头中,α 相和β 相比例关乎疲劳寿命[93 ] .适量增β 相可提寿命,因其塑性好,能在疲劳时吸能、缓裂纹扩展,β 相体积分数从10%升至30%,疲劳寿命或升30%~50%,但比例过高会降强度,高应力循环载下寿命也降低.α 相形态分布有影响,细小均匀如网篮组织能协同β 相提抗疲劳性,粗大针状的魏氏组织则易致应力集中、降寿命[94 ,95 ] .组织均匀可提焊接接头疲劳寿命,优化工艺使焊缝与热影响区组织均匀,减少应力集中,抑制裂纹萌生、扩展;反之,组织梯度大、相组成差异明显区域,循环载荷下应力集中,成为裂纹快速滋生处,大幅降低疲劳寿命[96 ] .可见,把控焊接缺陷、优化组织与相比例,对保障焊接接头抗疲劳性能至关重要. ...
Ti-6Al-4V合金の疲労強度に及ぼす短時間2段階熱処理の影響
1
2007
... 焊缝中的气孔、夹杂物与未熔合等缺陷,还有热影响区与母材交界处、组织不均匀区域,皆是焊接接头疲劳裂纹易萌生之处,且组织特性显著影响疲劳寿命.气孔、夹杂物、未熔合是常见裂纹源[88 ,89 ] .气孔致局部应力集中,如钛合金焊接接头受拉伸-压缩循环载时,气孔边缘应力可比基体高数倍乃至十几倍,超疲劳极限便萌生裂纹;夹杂物因与基体弹性模量有别,循环载荷下界面变形不匹配引发裂纹;未熔合处组织不连续,与焊缝或母材界面应力集中,利于裂纹产生[88 ] .热影响区与母材交界组织、性能有梯度变化,焊接热循环使其显微组织特殊,像热影响区或因晶粒长大、相转变形成硬组织,与母材软组织交界有硬度差,应力集中催生裂纹[90 ] .组织不均匀区域同理,焊缝柱状晶与等轴晶交界、热影响区相转变过渡区,因晶体结构与性能突变、相界面存在,在循环载荷下应力集中,促使裂纹萌生[91 ] .显微组织对疲劳寿命影响关键,细小均匀则优[92 ] .钛合金焊接接头焊缝与热影响区晶粒尺寸小,晶界可阻裂纹萌生、扩展,因晶界面积大增,裂纹扩展需克服更多阻力;反之,热影响区晶粒因热输入大而长大,内部缺陷多、晶界阻裂弱,疲劳寿命降低[91 ] .α + β 型钛合金焊接接头中,α 相和β 相比例关乎疲劳寿命[93 ] .适量增β 相可提寿命,因其塑性好,能在疲劳时吸能、缓裂纹扩展,β 相体积分数从10%升至30%,疲劳寿命或升30%~50%,但比例过高会降强度,高应力循环载下寿命也降低.α 相形态分布有影响,细小均匀如网篮组织能协同β 相提抗疲劳性,粗大针状的魏氏组织则易致应力集中、降寿命[94 ,95 ] .组织均匀可提焊接接头疲劳寿命,优化工艺使焊缝与热影响区组织均匀,减少应力集中,抑制裂纹萌生、扩展;反之,组织梯度大、相组成差异明显区域,循环载荷下应力集中,成为裂纹快速滋生处,大幅降低疲劳寿命[96 ] .可见,把控焊接缺陷、优化组织与相比例,对保障焊接接头抗疲劳性能至关重要. ...
Effect of laser heat input on microstructure and fatigue behavior of TC17 titanium alloy laser welded joint
1
2024
... 焊缝中的气孔、夹杂物与未熔合等缺陷,还有热影响区与母材交界处、组织不均匀区域,皆是焊接接头疲劳裂纹易萌生之处,且组织特性显著影响疲劳寿命.气孔、夹杂物、未熔合是常见裂纹源[88 ,89 ] .气孔致局部应力集中,如钛合金焊接接头受拉伸-压缩循环载时,气孔边缘应力可比基体高数倍乃至十几倍,超疲劳极限便萌生裂纹;夹杂物因与基体弹性模量有别,循环载荷下界面变形不匹配引发裂纹;未熔合处组织不连续,与焊缝或母材界面应力集中,利于裂纹产生[88 ] .热影响区与母材交界组织、性能有梯度变化,焊接热循环使其显微组织特殊,像热影响区或因晶粒长大、相转变形成硬组织,与母材软组织交界有硬度差,应力集中催生裂纹[90 ] .组织不均匀区域同理,焊缝柱状晶与等轴晶交界、热影响区相转变过渡区,因晶体结构与性能突变、相界面存在,在循环载荷下应力集中,促使裂纹萌生[91 ] .显微组织对疲劳寿命影响关键,细小均匀则优[92 ] .钛合金焊接接头焊缝与热影响区晶粒尺寸小,晶界可阻裂纹萌生、扩展,因晶界面积大增,裂纹扩展需克服更多阻力;反之,热影响区晶粒因热输入大而长大,内部缺陷多、晶界阻裂弱,疲劳寿命降低[91 ] .α + β 型钛合金焊接接头中,α 相和β 相比例关乎疲劳寿命[93 ] .适量增β 相可提寿命,因其塑性好,能在疲劳时吸能、缓裂纹扩展,β 相体积分数从10%升至30%,疲劳寿命或升30%~50%,但比例过高会降强度,高应力循环载下寿命也降低.α 相形态分布有影响,细小均匀如网篮组织能协同β 相提抗疲劳性,粗大针状的魏氏组织则易致应力集中、降寿命[94 ,95 ] .组织均匀可提焊接接头疲劳寿命,优化工艺使焊缝与热影响区组织均匀,减少应力集中,抑制裂纹萌生、扩展;反之,组织梯度大、相组成差异明显区域,循环载荷下应力集中,成为裂纹快速滋生处,大幅降低疲劳寿命[96 ] .可见,把控焊接缺陷、优化组织与相比例,对保障焊接接头抗疲劳性能至关重要. ...
激光线能量对TC17钛合金焊接接头组织和疲劳性能的影响(英文)
1
2024
... 焊缝中的气孔、夹杂物与未熔合等缺陷,还有热影响区与母材交界处、组织不均匀区域,皆是焊接接头疲劳裂纹易萌生之处,且组织特性显著影响疲劳寿命.气孔、夹杂物、未熔合是常见裂纹源[88 ,89 ] .气孔致局部应力集中,如钛合金焊接接头受拉伸-压缩循环载时,气孔边缘应力可比基体高数倍乃至十几倍,超疲劳极限便萌生裂纹;夹杂物因与基体弹性模量有别,循环载荷下界面变形不匹配引发裂纹;未熔合处组织不连续,与焊缝或母材界面应力集中,利于裂纹产生[88 ] .热影响区与母材交界组织、性能有梯度变化,焊接热循环使其显微组织特殊,像热影响区或因晶粒长大、相转变形成硬组织,与母材软组织交界有硬度差,应力集中催生裂纹[90 ] .组织不均匀区域同理,焊缝柱状晶与等轴晶交界、热影响区相转变过渡区,因晶体结构与性能突变、相界面存在,在循环载荷下应力集中,促使裂纹萌生[91 ] .显微组织对疲劳寿命影响关键,细小均匀则优[92 ] .钛合金焊接接头焊缝与热影响区晶粒尺寸小,晶界可阻裂纹萌生、扩展,因晶界面积大增,裂纹扩展需克服更多阻力;反之,热影响区晶粒因热输入大而长大,内部缺陷多、晶界阻裂弱,疲劳寿命降低[91 ] .α + β 型钛合金焊接接头中,α 相和β 相比例关乎疲劳寿命[93 ] .适量增β 相可提寿命,因其塑性好,能在疲劳时吸能、缓裂纹扩展,β 相体积分数从10%升至30%,疲劳寿命或升30%~50%,但比例过高会降强度,高应力循环载下寿命也降低.α 相形态分布有影响,细小均匀如网篮组织能协同β 相提抗疲劳性,粗大针状的魏氏组织则易致应力集中、降寿命[94 ,95 ] .组织均匀可提焊接接头疲劳寿命,优化工艺使焊缝与热影响区组织均匀,减少应力集中,抑制裂纹萌生、扩展;反之,组织梯度大、相组成差异明显区域,循环载荷下应力集中,成为裂纹快速滋生处,大幅降低疲劳寿命[96 ] .可见,把控焊接缺陷、优化组织与相比例,对保障焊接接头抗疲劳性能至关重要. ...
Investigation of fatigue cracking behavior of TC18 titanium alloy
1
2013
... 焊缝中的气孔、夹杂物与未熔合等缺陷,还有热影响区与母材交界处、组织不均匀区域,皆是焊接接头疲劳裂纹易萌生之处,且组织特性显著影响疲劳寿命.气孔、夹杂物、未熔合是常见裂纹源[88 ,89 ] .气孔致局部应力集中,如钛合金焊接接头受拉伸-压缩循环载时,气孔边缘应力可比基体高数倍乃至十几倍,超疲劳极限便萌生裂纹;夹杂物因与基体弹性模量有别,循环载荷下界面变形不匹配引发裂纹;未熔合处组织不连续,与焊缝或母材界面应力集中,利于裂纹产生[88 ] .热影响区与母材交界组织、性能有梯度变化,焊接热循环使其显微组织特殊,像热影响区或因晶粒长大、相转变形成硬组织,与母材软组织交界有硬度差,应力集中催生裂纹[90 ] .组织不均匀区域同理,焊缝柱状晶与等轴晶交界、热影响区相转变过渡区,因晶体结构与性能突变、相界面存在,在循环载荷下应力集中,促使裂纹萌生[91 ] .显微组织对疲劳寿命影响关键,细小均匀则优[92 ] .钛合金焊接接头焊缝与热影响区晶粒尺寸小,晶界可阻裂纹萌生、扩展,因晶界面积大增,裂纹扩展需克服更多阻力;反之,热影响区晶粒因热输入大而长大,内部缺陷多、晶界阻裂弱,疲劳寿命降低[91 ] .α + β 型钛合金焊接接头中,α 相和β 相比例关乎疲劳寿命[93 ] .适量增β 相可提寿命,因其塑性好,能在疲劳时吸能、缓裂纹扩展,β 相体积分数从10%升至30%,疲劳寿命或升30%~50%,但比例过高会降强度,高应力循环载下寿命也降低.α 相形态分布有影响,细小均匀如网篮组织能协同β 相提抗疲劳性,粗大针状的魏氏组织则易致应力集中、降寿命[94 ,95 ] .组织均匀可提焊接接头疲劳寿命,优化工艺使焊缝与热影响区组织均匀,减少应力集中,抑制裂纹萌生、扩展;反之,组织梯度大、相组成差异明显区域,循环载荷下应力集中,成为裂纹快速滋生处,大幅降低疲劳寿命[96 ] .可见,把控焊接缺陷、优化组织与相比例,对保障焊接接头抗疲劳性能至关重要. ...
TC18钛合金疲劳开裂损伤行为的研究
1
2013
... 焊缝中的气孔、夹杂物与未熔合等缺陷,还有热影响区与母材交界处、组织不均匀区域,皆是焊接接头疲劳裂纹易萌生之处,且组织特性显著影响疲劳寿命.气孔、夹杂物、未熔合是常见裂纹源[88 ,89 ] .气孔致局部应力集中,如钛合金焊接接头受拉伸-压缩循环载时,气孔边缘应力可比基体高数倍乃至十几倍,超疲劳极限便萌生裂纹;夹杂物因与基体弹性模量有别,循环载荷下界面变形不匹配引发裂纹;未熔合处组织不连续,与焊缝或母材界面应力集中,利于裂纹产生[88 ] .热影响区与母材交界组织、性能有梯度变化,焊接热循环使其显微组织特殊,像热影响区或因晶粒长大、相转变形成硬组织,与母材软组织交界有硬度差,应力集中催生裂纹[90 ] .组织不均匀区域同理,焊缝柱状晶与等轴晶交界、热影响区相转变过渡区,因晶体结构与性能突变、相界面存在,在循环载荷下应力集中,促使裂纹萌生[91 ] .显微组织对疲劳寿命影响关键,细小均匀则优[92 ] .钛合金焊接接头焊缝与热影响区晶粒尺寸小,晶界可阻裂纹萌生、扩展,因晶界面积大增,裂纹扩展需克服更多阻力;反之,热影响区晶粒因热输入大而长大,内部缺陷多、晶界阻裂弱,疲劳寿命降低[91 ] .α + β 型钛合金焊接接头中,α 相和β 相比例关乎疲劳寿命[93 ] .适量增β 相可提寿命,因其塑性好,能在疲劳时吸能、缓裂纹扩展,β 相体积分数从10%升至30%,疲劳寿命或升30%~50%,但比例过高会降强度,高应力循环载下寿命也降低.α 相形态分布有影响,细小均匀如网篮组织能协同β 相提抗疲劳性,粗大针状的魏氏组织则易致应力集中、降寿命[94 ,95 ] .组织均匀可提焊接接头疲劳寿命,优化工艺使焊缝与热影响区组织均匀,减少应力集中,抑制裂纹萌生、扩展;反之,组织梯度大、相组成差异明显区域,循环载荷下应力集中,成为裂纹快速滋生处,大幅降低疲劳寿命[96 ] .可见,把控焊接缺陷、优化组织与相比例,对保障焊接接头抗疲劳性能至关重要. ...
Study on the microstructure and properties of Al-Mg-Mn-Zr-Er alloy friction stir welding joints
3
2019
... 焊缝中的气孔、夹杂物与未熔合等缺陷,还有热影响区与母材交界处、组织不均匀区域,皆是焊接接头疲劳裂纹易萌生之处,且组织特性显著影响疲劳寿命.气孔、夹杂物、未熔合是常见裂纹源[88 ,89 ] .气孔致局部应力集中,如钛合金焊接接头受拉伸-压缩循环载时,气孔边缘应力可比基体高数倍乃至十几倍,超疲劳极限便萌生裂纹;夹杂物因与基体弹性模量有别,循环载荷下界面变形不匹配引发裂纹;未熔合处组织不连续,与焊缝或母材界面应力集中,利于裂纹产生[88 ] .热影响区与母材交界组织、性能有梯度变化,焊接热循环使其显微组织特殊,像热影响区或因晶粒长大、相转变形成硬组织,与母材软组织交界有硬度差,应力集中催生裂纹[90 ] .组织不均匀区域同理,焊缝柱状晶与等轴晶交界、热影响区相转变过渡区,因晶体结构与性能突变、相界面存在,在循环载荷下应力集中,促使裂纹萌生[91 ] .显微组织对疲劳寿命影响关键,细小均匀则优[92 ] .钛合金焊接接头焊缝与热影响区晶粒尺寸小,晶界可阻裂纹萌生、扩展,因晶界面积大增,裂纹扩展需克服更多阻力;反之,热影响区晶粒因热输入大而长大,内部缺陷多、晶界阻裂弱,疲劳寿命降低[91 ] .α + β 型钛合金焊接接头中,α 相和β 相比例关乎疲劳寿命[93 ] .适量增β 相可提寿命,因其塑性好,能在疲劳时吸能、缓裂纹扩展,β 相体积分数从10%升至30%,疲劳寿命或升30%~50%,但比例过高会降强度,高应力循环载下寿命也降低.α 相形态分布有影响,细小均匀如网篮组织能协同β 相提抗疲劳性,粗大针状的魏氏组织则易致应力集中、降寿命[94 ,95 ] .组织均匀可提焊接接头疲劳寿命,优化工艺使焊缝与热影响区组织均匀,减少应力集中,抑制裂纹萌生、扩展;反之,组织梯度大、相组成差异明显区域,循环载荷下应力集中,成为裂纹快速滋生处,大幅降低疲劳寿命[96 ] .可见,把控焊接缺陷、优化组织与相比例,对保障焊接接头抗疲劳性能至关重要. ...
... 对于等轴晶组织,其晶粒小且晶界均匀分布.依据断裂力学,晶界阻碍位错运动,使裂纹扩展受阻[97 ] .如TC4钛合金激光焊接接头的等轴晶焊缝,晶界降低裂纹尖端应力集中程度.有限元模拟显示,相同疲劳载荷下,其应力强度因子幅值(ΔK )低于柱状晶组织,提高了疲劳性能.柱状晶组织生长方向定向,裂纹沿其晶界扩展时呈各向异性[98 ] .在MIG焊TC4钛合金焊缝中,垂直于柱状晶生长方向晶界对裂纹阻力小,应力易集中,该方向裂纹扩展速率快,因达到临界应力强度因子(K IC )所需载荷低,降低了疲劳寿命[99 ] .魏氏组织中粗大针状α 相在β 相基体上,受力时α 相易成应力集中点.如钛合金焊接热影响区的魏氏组织,其裂纹尖端应力集中系数高,加速疲劳裂纹扩展,疲劳寿命低于均匀组织区域.网篮组织α 、β 相交织,相界面结合佳[96 ] .裂纹扩展时,相界面能分散应力.如该组织热影响区在疲劳载荷下,裂纹扩展速率低于魏氏组织,因网篮组织降低应力强度因子,提高断裂韧性.在裂纹扩展能量耗散方面,β 相塑性变形可耗散能量.Ti-6Al-4V合金中,β 相比例增加,其塑性变形吸收能量,增加裂纹扩展阻力,β 相体积分数和疲劳寿命都会相应提高[96 ] .晶界和相界面使裂纹偏转,增加扩展路径长度,如等轴晶和网篮组织中,裂纹偏转消耗更多能量,提高抗疲劳能力[100 ] .残余压应力致裂纹闭合可降低应力强度因子,减少能量输入,热处理后的钛合金焊接接头中,此效应增强,降低疲劳裂纹扩展速率. ...
... [96 ].晶界和相界面使裂纹偏转,增加扩展路径长度,如等轴晶和网篮组织中,裂纹偏转消耗更多能量,提高抗疲劳能力[100 ] .残余压应力致裂纹闭合可降低应力强度因子,减少能量输入,热处理后的钛合金焊接接头中,此效应增强,降低疲劳裂纹扩展速率. ...
Al-Mg-Mn-Zr-Er合金搅拌摩擦焊接头组织与性能的研究
3
2019
... 焊缝中的气孔、夹杂物与未熔合等缺陷,还有热影响区与母材交界处、组织不均匀区域,皆是焊接接头疲劳裂纹易萌生之处,且组织特性显著影响疲劳寿命.气孔、夹杂物、未熔合是常见裂纹源[88 ,89 ] .气孔致局部应力集中,如钛合金焊接接头受拉伸-压缩循环载时,气孔边缘应力可比基体高数倍乃至十几倍,超疲劳极限便萌生裂纹;夹杂物因与基体弹性模量有别,循环载荷下界面变形不匹配引发裂纹;未熔合处组织不连续,与焊缝或母材界面应力集中,利于裂纹产生[88 ] .热影响区与母材交界组织、性能有梯度变化,焊接热循环使其显微组织特殊,像热影响区或因晶粒长大、相转变形成硬组织,与母材软组织交界有硬度差,应力集中催生裂纹[90 ] .组织不均匀区域同理,焊缝柱状晶与等轴晶交界、热影响区相转变过渡区,因晶体结构与性能突变、相界面存在,在循环载荷下应力集中,促使裂纹萌生[91 ] .显微组织对疲劳寿命影响关键,细小均匀则优[92 ] .钛合金焊接接头焊缝与热影响区晶粒尺寸小,晶界可阻裂纹萌生、扩展,因晶界面积大增,裂纹扩展需克服更多阻力;反之,热影响区晶粒因热输入大而长大,内部缺陷多、晶界阻裂弱,疲劳寿命降低[91 ] .α + β 型钛合金焊接接头中,α 相和β 相比例关乎疲劳寿命[93 ] .适量增β 相可提寿命,因其塑性好,能在疲劳时吸能、缓裂纹扩展,β 相体积分数从10%升至30%,疲劳寿命或升30%~50%,但比例过高会降强度,高应力循环载下寿命也降低.α 相形态分布有影响,细小均匀如网篮组织能协同β 相提抗疲劳性,粗大针状的魏氏组织则易致应力集中、降寿命[94 ,95 ] .组织均匀可提焊接接头疲劳寿命,优化工艺使焊缝与热影响区组织均匀,减少应力集中,抑制裂纹萌生、扩展;反之,组织梯度大、相组成差异明显区域,循环载荷下应力集中,成为裂纹快速滋生处,大幅降低疲劳寿命[96 ] .可见,把控焊接缺陷、优化组织与相比例,对保障焊接接头抗疲劳性能至关重要. ...
... 对于等轴晶组织,其晶粒小且晶界均匀分布.依据断裂力学,晶界阻碍位错运动,使裂纹扩展受阻[97 ] .如TC4钛合金激光焊接接头的等轴晶焊缝,晶界降低裂纹尖端应力集中程度.有限元模拟显示,相同疲劳载荷下,其应力强度因子幅值(ΔK )低于柱状晶组织,提高了疲劳性能.柱状晶组织生长方向定向,裂纹沿其晶界扩展时呈各向异性[98 ] .在MIG焊TC4钛合金焊缝中,垂直于柱状晶生长方向晶界对裂纹阻力小,应力易集中,该方向裂纹扩展速率快,因达到临界应力强度因子(K IC )所需载荷低,降低了疲劳寿命[99 ] .魏氏组织中粗大针状α 相在β 相基体上,受力时α 相易成应力集中点.如钛合金焊接热影响区的魏氏组织,其裂纹尖端应力集中系数高,加速疲劳裂纹扩展,疲劳寿命低于均匀组织区域.网篮组织α 、β 相交织,相界面结合佳[96 ] .裂纹扩展时,相界面能分散应力.如该组织热影响区在疲劳载荷下,裂纹扩展速率低于魏氏组织,因网篮组织降低应力强度因子,提高断裂韧性.在裂纹扩展能量耗散方面,β 相塑性变形可耗散能量.Ti-6Al-4V合金中,β 相比例增加,其塑性变形吸收能量,增加裂纹扩展阻力,β 相体积分数和疲劳寿命都会相应提高[96 ] .晶界和相界面使裂纹偏转,增加扩展路径长度,如等轴晶和网篮组织中,裂纹偏转消耗更多能量,提高抗疲劳能力[100 ] .残余压应力致裂纹闭合可降低应力强度因子,减少能量输入,热处理后的钛合金焊接接头中,此效应增强,降低疲劳裂纹扩展速率. ...
... [96 ].晶界和相界面使裂纹偏转,增加扩展路径长度,如等轴晶和网篮组织中,裂纹偏转消耗更多能量,提高抗疲劳能力[100 ] .残余压应力致裂纹闭合可降低应力强度因子,减少能量输入,热处理后的钛合金焊接接头中,此效应增强,降低疲劳裂纹扩展速率. ...
Atomistic simulation of fracture and coupled grain boundary motion in nanocrystals
1
2017
... 对于等轴晶组织,其晶粒小且晶界均匀分布.依据断裂力学,晶界阻碍位错运动,使裂纹扩展受阻[97 ] .如TC4钛合金激光焊接接头的等轴晶焊缝,晶界降低裂纹尖端应力集中程度.有限元模拟显示,相同疲劳载荷下,其应力强度因子幅值(ΔK )低于柱状晶组织,提高了疲劳性能.柱状晶组织生长方向定向,裂纹沿其晶界扩展时呈各向异性[98 ] .在MIG焊TC4钛合金焊缝中,垂直于柱状晶生长方向晶界对裂纹阻力小,应力易集中,该方向裂纹扩展速率快,因达到临界应力强度因子(K IC )所需载荷低,降低了疲劳寿命[99 ] .魏氏组织中粗大针状α 相在β 相基体上,受力时α 相易成应力集中点.如钛合金焊接热影响区的魏氏组织,其裂纹尖端应力集中系数高,加速疲劳裂纹扩展,疲劳寿命低于均匀组织区域.网篮组织α 、β 相交织,相界面结合佳[96 ] .裂纹扩展时,相界面能分散应力.如该组织热影响区在疲劳载荷下,裂纹扩展速率低于魏氏组织,因网篮组织降低应力强度因子,提高断裂韧性.在裂纹扩展能量耗散方面,β 相塑性变形可耗散能量.Ti-6Al-4V合金中,β 相比例增加,其塑性变形吸收能量,增加裂纹扩展阻力,β 相体积分数和疲劳寿命都会相应提高[96 ] .晶界和相界面使裂纹偏转,增加扩展路径长度,如等轴晶和网篮组织中,裂纹偏转消耗更多能量,提高抗疲劳能力[100 ] .残余压应力致裂纹闭合可降低应力强度因子,减少能量输入,热处理后的钛合金焊接接头中,此效应增强,降低疲劳裂纹扩展速率. ...
纳米晶材料断裂和耦合晶界运动的分子动力学模拟
1
2017
... 对于等轴晶组织,其晶粒小且晶界均匀分布.依据断裂力学,晶界阻碍位错运动,使裂纹扩展受阻[97 ] .如TC4钛合金激光焊接接头的等轴晶焊缝,晶界降低裂纹尖端应力集中程度.有限元模拟显示,相同疲劳载荷下,其应力强度因子幅值(ΔK )低于柱状晶组织,提高了疲劳性能.柱状晶组织生长方向定向,裂纹沿其晶界扩展时呈各向异性[98 ] .在MIG焊TC4钛合金焊缝中,垂直于柱状晶生长方向晶界对裂纹阻力小,应力易集中,该方向裂纹扩展速率快,因达到临界应力强度因子(K IC )所需载荷低,降低了疲劳寿命[99 ] .魏氏组织中粗大针状α 相在β 相基体上,受力时α 相易成应力集中点.如钛合金焊接热影响区的魏氏组织,其裂纹尖端应力集中系数高,加速疲劳裂纹扩展,疲劳寿命低于均匀组织区域.网篮组织α 、β 相交织,相界面结合佳[96 ] .裂纹扩展时,相界面能分散应力.如该组织热影响区在疲劳载荷下,裂纹扩展速率低于魏氏组织,因网篮组织降低应力强度因子,提高断裂韧性.在裂纹扩展能量耗散方面,β 相塑性变形可耗散能量.Ti-6Al-4V合金中,β 相比例增加,其塑性变形吸收能量,增加裂纹扩展阻力,β 相体积分数和疲劳寿命都会相应提高[96 ] .晶界和相界面使裂纹偏转,增加扩展路径长度,如等轴晶和网篮组织中,裂纹偏转消耗更多能量,提高抗疲劳能力[100 ] .残余压应力致裂纹闭合可降低应力强度因子,减少能量输入,热处理后的钛合金焊接接头中,此效应增强,降低疲劳裂纹扩展速率. ...
Microstructure-based crystal plasticity modeling of cyclic deformation of Ti-6Al-4V
1
2007
... 对于等轴晶组织,其晶粒小且晶界均匀分布.依据断裂力学,晶界阻碍位错运动,使裂纹扩展受阻[97 ] .如TC4钛合金激光焊接接头的等轴晶焊缝,晶界降低裂纹尖端应力集中程度.有限元模拟显示,相同疲劳载荷下,其应力强度因子幅值(ΔK )低于柱状晶组织,提高了疲劳性能.柱状晶组织生长方向定向,裂纹沿其晶界扩展时呈各向异性[98 ] .在MIG焊TC4钛合金焊缝中,垂直于柱状晶生长方向晶界对裂纹阻力小,应力易集中,该方向裂纹扩展速率快,因达到临界应力强度因子(K IC )所需载荷低,降低了疲劳寿命[99 ] .魏氏组织中粗大针状α 相在β 相基体上,受力时α 相易成应力集中点.如钛合金焊接热影响区的魏氏组织,其裂纹尖端应力集中系数高,加速疲劳裂纹扩展,疲劳寿命低于均匀组织区域.网篮组织α 、β 相交织,相界面结合佳[96 ] .裂纹扩展时,相界面能分散应力.如该组织热影响区在疲劳载荷下,裂纹扩展速率低于魏氏组织,因网篮组织降低应力强度因子,提高断裂韧性.在裂纹扩展能量耗散方面,β 相塑性变形可耗散能量.Ti-6Al-4V合金中,β 相比例增加,其塑性变形吸收能量,增加裂纹扩展阻力,β 相体积分数和疲劳寿命都会相应提高[96 ] .晶界和相界面使裂纹偏转,增加扩展路径长度,如等轴晶和网篮组织中,裂纹偏转消耗更多能量,提高抗疲劳能力[100 ] .残余压应力致裂纹闭合可降低应力强度因子,减少能量输入,热处理后的钛合金焊接接头中,此效应增强,降低疲劳裂纹扩展速率. ...
Microstructure and properties of TC4 titanium alloy/316L stainless steel MIG welded joint
1
2023
... 对于等轴晶组织,其晶粒小且晶界均匀分布.依据断裂力学,晶界阻碍位错运动,使裂纹扩展受阻[97 ] .如TC4钛合金激光焊接接头的等轴晶焊缝,晶界降低裂纹尖端应力集中程度.有限元模拟显示,相同疲劳载荷下,其应力强度因子幅值(ΔK )低于柱状晶组织,提高了疲劳性能.柱状晶组织生长方向定向,裂纹沿其晶界扩展时呈各向异性[98 ] .在MIG焊TC4钛合金焊缝中,垂直于柱状晶生长方向晶界对裂纹阻力小,应力易集中,该方向裂纹扩展速率快,因达到临界应力强度因子(K IC )所需载荷低,降低了疲劳寿命[99 ] .魏氏组织中粗大针状α 相在β 相基体上,受力时α 相易成应力集中点.如钛合金焊接热影响区的魏氏组织,其裂纹尖端应力集中系数高,加速疲劳裂纹扩展,疲劳寿命低于均匀组织区域.网篮组织α 、β 相交织,相界面结合佳[96 ] .裂纹扩展时,相界面能分散应力.如该组织热影响区在疲劳载荷下,裂纹扩展速率低于魏氏组织,因网篮组织降低应力强度因子,提高断裂韧性.在裂纹扩展能量耗散方面,β 相塑性变形可耗散能量.Ti-6Al-4V合金中,β 相比例增加,其塑性变形吸收能量,增加裂纹扩展阻力,β 相体积分数和疲劳寿命都会相应提高[96 ] .晶界和相界面使裂纹偏转,增加扩展路径长度,如等轴晶和网篮组织中,裂纹偏转消耗更多能量,提高抗疲劳能力[100 ] .残余压应力致裂纹闭合可降低应力强度因子,减少能量输入,热处理后的钛合金焊接接头中,此效应增强,降低疲劳裂纹扩展速率. ...
TC4钛合金/316L不锈钢MIG焊接头微观组织及性能研究
1
2023
... 对于等轴晶组织,其晶粒小且晶界均匀分布.依据断裂力学,晶界阻碍位错运动,使裂纹扩展受阻[97 ] .如TC4钛合金激光焊接接头的等轴晶焊缝,晶界降低裂纹尖端应力集中程度.有限元模拟显示,相同疲劳载荷下,其应力强度因子幅值(ΔK )低于柱状晶组织,提高了疲劳性能.柱状晶组织生长方向定向,裂纹沿其晶界扩展时呈各向异性[98 ] .在MIG焊TC4钛合金焊缝中,垂直于柱状晶生长方向晶界对裂纹阻力小,应力易集中,该方向裂纹扩展速率快,因达到临界应力强度因子(K IC )所需载荷低,降低了疲劳寿命[99 ] .魏氏组织中粗大针状α 相在β 相基体上,受力时α 相易成应力集中点.如钛合金焊接热影响区的魏氏组织,其裂纹尖端应力集中系数高,加速疲劳裂纹扩展,疲劳寿命低于均匀组织区域.网篮组织α 、β 相交织,相界面结合佳[96 ] .裂纹扩展时,相界面能分散应力.如该组织热影响区在疲劳载荷下,裂纹扩展速率低于魏氏组织,因网篮组织降低应力强度因子,提高断裂韧性.在裂纹扩展能量耗散方面,β 相塑性变形可耗散能量.Ti-6Al-4V合金中,β 相比例增加,其塑性变形吸收能量,增加裂纹扩展阻力,β 相体积分数和疲劳寿命都会相应提高[96 ] .晶界和相界面使裂纹偏转,增加扩展路径长度,如等轴晶和网篮组织中,裂纹偏转消耗更多能量,提高抗疲劳能力[100 ] .残余压应力致裂纹闭合可降低应力强度因子,减少能量输入,热处理后的钛合金焊接接头中,此效应增强,降低疲劳裂纹扩展速率. ...
Dislocation density based model for plastic deformation and globularization of Ti-6Al-4V
1
2013
... 对于等轴晶组织,其晶粒小且晶界均匀分布.依据断裂力学,晶界阻碍位错运动,使裂纹扩展受阻[97 ] .如TC4钛合金激光焊接接头的等轴晶焊缝,晶界降低裂纹尖端应力集中程度.有限元模拟显示,相同疲劳载荷下,其应力强度因子幅值(ΔK )低于柱状晶组织,提高了疲劳性能.柱状晶组织生长方向定向,裂纹沿其晶界扩展时呈各向异性[98 ] .在MIG焊TC4钛合金焊缝中,垂直于柱状晶生长方向晶界对裂纹阻力小,应力易集中,该方向裂纹扩展速率快,因达到临界应力强度因子(K IC )所需载荷低,降低了疲劳寿命[99 ] .魏氏组织中粗大针状α 相在β 相基体上,受力时α 相易成应力集中点.如钛合金焊接热影响区的魏氏组织,其裂纹尖端应力集中系数高,加速疲劳裂纹扩展,疲劳寿命低于均匀组织区域.网篮组织α 、β 相交织,相界面结合佳[96 ] .裂纹扩展时,相界面能分散应力.如该组织热影响区在疲劳载荷下,裂纹扩展速率低于魏氏组织,因网篮组织降低应力强度因子,提高断裂韧性.在裂纹扩展能量耗散方面,β 相塑性变形可耗散能量.Ti-6Al-4V合金中,β 相比例增加,其塑性变形吸收能量,增加裂纹扩展阻力,β 相体积分数和疲劳寿命都会相应提高[96 ] .晶界和相界面使裂纹偏转,增加扩展路径长度,如等轴晶和网篮组织中,裂纹偏转消耗更多能量,提高抗疲劳能力[100 ] .残余压应力致裂纹闭合可降低应力强度因子,减少能量输入,热处理后的钛合金焊接接头中,此效应增强,降低疲劳裂纹扩展速率. ...




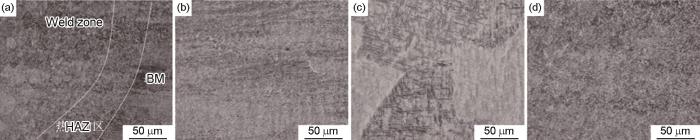


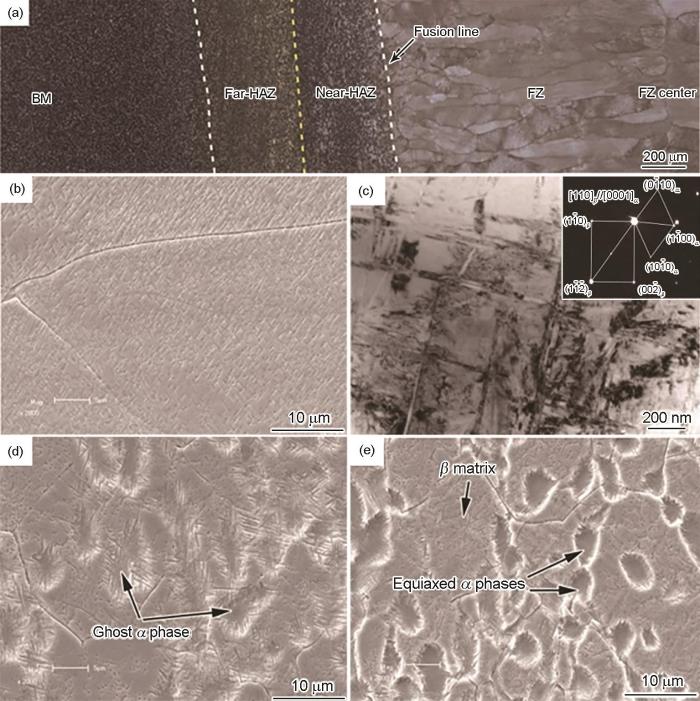


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}