Precipitation-dependent corrosion analysis of heat treatable aluminum alloys via friction stir welding, a review
1
2021
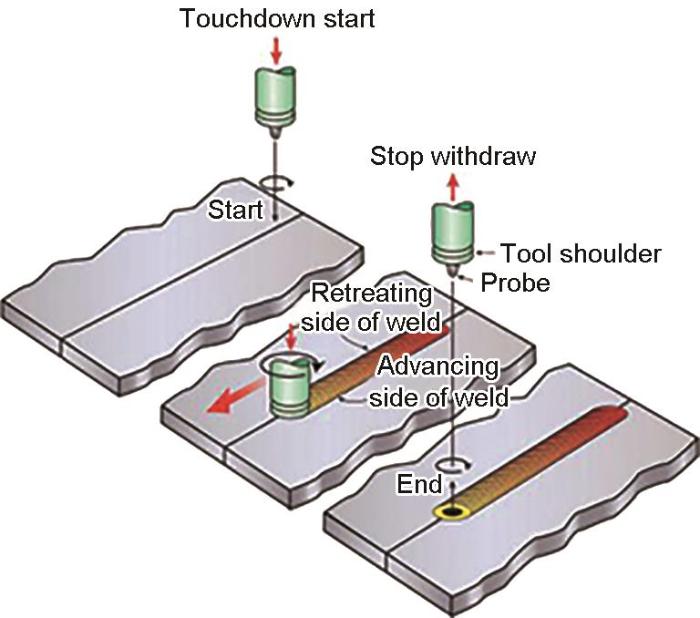
... FSW是一种新型的固态焊接技术,在该过程中旋转的搅拌头插入对接的表面,直到轴肩接触到工件表面,随后使用具有特定设计的搅拌头沿焊缝线连接相同或者不同材料.如图1 所示,搅拌头会先停留一定的时间,当预热搅拌头前面的材料后,搅拌头会沿着焊缝线同时向前移动和旋转,在这过程中被软化的金属材料从焊缝的前进侧 (AS) 移动到后退侧 (RS).FSW过程中的软化、局部变形和材料混合所需的热量是由工具的摩擦和搅拌作用产生[1 ~3 ] . ...
Friction stir welding of aluminium alloys
2
2009
... FSW是一种新型的固态焊接技术,在该过程中旋转的搅拌头插入对接的表面,直到轴肩接触到工件表面,随后使用具有特定设计的搅拌头沿焊缝线连接相同或者不同材料.如
图1 所示,搅拌头会先停留一定的时间,当预热搅拌头前面的材料后,搅拌头会沿着焊缝线同时向前移动和旋转,在这过程中被软化的金属材料从焊缝的前进侧 (AS) 移动到后退侧 (RS).FSW过程中的软化、局部变形和材料混合所需的热量是由工具的摩擦和搅拌作用产生
[1 ~3 ] .
图1 搅拌摩擦焊过程示意图<sup>[<xref ref-type="bibr" rid="R2">2</xref>]</sup> Schematic diagram of the friction stir welding process<sup>[<xref ref-type="bibr" rid="R2">2</xref>]</sup> Fig.1 ![]()
FSW过程中的温度及其分布是决定微观结构演化的主要因素.随着与焊缝中心距离的增加,温度随着降低;焊缝两侧的温度为不对称分布,前进侧的温度通常要比后退侧温度高20 ℃左右;焊缝温度随着旋转速度的增加以及焊接速度的降低而升高.Benavides等[4 ] 通过观察30 ℃下2024铝合金FSW过程前后再结晶晶粒尺寸的变化用以计算焊缝中心区的温度变化,焊接区最高温度为330 ℃.Jonckheere等[5 ] 根据析出物演化模型预测,温度的升高会导致析出物半径的增加,析出物体积分数的降低.通过得到焊缝中的温度分布情况,从而能更加深入研究焊缝中微观组织的分布,进而对焊缝不同区域的腐蚀性能有更深的理解. ...
... [
2 ]
Fig.1 ![]()
FSW过程中的温度及其分布是决定微观结构演化的主要因素.随着与焊缝中心距离的增加,温度随着降低;焊缝两侧的温度为不对称分布,前进侧的温度通常要比后退侧温度高20 ℃左右;焊缝温度随着旋转速度的增加以及焊接速度的降低而升高.Benavides等[4 ] 通过观察30 ℃下2024铝合金FSW过程前后再结晶晶粒尺寸的变化用以计算焊缝中心区的温度变化,焊接区最高温度为330 ℃.Jonckheere等[5 ] 根据析出物演化模型预测,温度的升高会导致析出物半径的增加,析出物体积分数的降低.通过得到焊缝中的温度分布情况,从而能更加深入研究焊缝中微观组织的分布,进而对焊缝不同区域的腐蚀性能有更深的理解. ...
Friction stir welding and processing
1
2005
... FSW是一种新型的固态焊接技术,在该过程中旋转的搅拌头插入对接的表面,直到轴肩接触到工件表面,随后使用具有特定设计的搅拌头沿焊缝线连接相同或者不同材料.如图1 所示,搅拌头会先停留一定的时间,当预热搅拌头前面的材料后,搅拌头会沿着焊缝线同时向前移动和旋转,在这过程中被软化的金属材料从焊缝的前进侧 (AS) 移动到后退侧 (RS).FSW过程中的软化、局部变形和材料混合所需的热量是由工具的摩擦和搅拌作用产生[1 ~3 ] . ...
Low-temperature friction-stir welding of 2024 aluminum
1
1999
... FSW过程中的温度及其分布是决定微观结构演化的主要因素.随着与焊缝中心距离的增加,温度随着降低;焊缝两侧的温度为不对称分布,前进侧的温度通常要比后退侧温度高20 ℃左右;焊缝温度随着旋转速度的增加以及焊接速度的降低而升高.Benavides等[4 ] 通过观察30 ℃下2024铝合金FSW过程前后再结晶晶粒尺寸的变化用以计算焊缝中心区的温度变化,焊接区最高温度为330 ℃.Jonckheere等[5 ] 根据析出物演化模型预测,温度的升高会导致析出物半径的增加,析出物体积分数的降低.通过得到焊缝中的温度分布情况,从而能更加深入研究焊缝中微观组织的分布,进而对焊缝不同区域的腐蚀性能有更深的理解. ...
Torque, temperature and hardening precipitation evolution in dissimilar friction stir welds between 6061-T6 and 2014-T6 aluminum alloys
1
2013
... FSW过程中的温度及其分布是决定微观结构演化的主要因素.随着与焊缝中心距离的增加,温度随着降低;焊缝两侧的温度为不对称分布,前进侧的温度通常要比后退侧温度高20 ℃左右;焊缝温度随着旋转速度的增加以及焊接速度的降低而升高.Benavides等[4 ] 通过观察30 ℃下2024铝合金FSW过程前后再结晶晶粒尺寸的变化用以计算焊缝中心区的温度变化,焊接区最高温度为330 ℃.Jonckheere等[5 ] 根据析出物演化模型预测,温度的升高会导致析出物半径的增加,析出物体积分数的降低.通过得到焊缝中的温度分布情况,从而能更加深入研究焊缝中微观组织的分布,进而对焊缝不同区域的腐蚀性能有更深的理解. ...
Precipitates and intermetallic phases in precipitation hardening Al-Cu-Mg- (Li) based alloys
1
2005
... 根据第二相的特点及其形成的温度范围,铝合金中的第二相可以大致分为3类:组分相、弥散相和析出相[6 , 7 ] .一般来说,组成相比较粗大,尺寸从一微米到几十微米不等.在一些应用于结构方面的铝合金中,弥散相主要目的是在高温热处理以及热机械处理过程中控制晶粒的结构以及抗再结晶能力.组成弥散体的主要元素Mn、Zr和Cr的溶解度较低,因此在后续固溶热处理中结构和成分会变得十分稳定,溶解程度不大[8 ] .而析出相是指在时效过程中产生的细小的相或者团簇,包括晶内析出相以及晶界析出相. ...
The characterization and formation mechanism of nanosized insoluble intermetallic phase in 2024Al alloy
1
2010
... 根据第二相的特点及其形成的温度范围,铝合金中的第二相可以大致分为3类:组分相、弥散相和析出相[6 , 7 ] .一般来说,组成相比较粗大,尺寸从一微米到几十微米不等.在一些应用于结构方面的铝合金中,弥散相主要目的是在高温热处理以及热机械处理过程中控制晶粒的结构以及抗再结晶能力.组成弥散体的主要元素Mn、Zr和Cr的溶解度较低,因此在后续固溶热处理中结构和成分会变得十分稳定,溶解程度不大[8 ] .而析出相是指在时效过程中产生的细小的相或者团簇,包括晶内析出相以及晶界析出相. ...
Effects of solution treatment on the microstructure and mechanical properties of naturally aged EN AW 2024 Al alloy sheet
1
2020
... 根据第二相的特点及其形成的温度范围,铝合金中的第二相可以大致分为3类:组分相、弥散相和析出相[6 , 7 ] .一般来说,组成相比较粗大,尺寸从一微米到几十微米不等.在一些应用于结构方面的铝合金中,弥散相主要目的是在高温热处理以及热机械处理过程中控制晶粒的结构以及抗再结晶能力.组成弥散体的主要元素Mn、Zr和Cr的溶解度较低,因此在后续固溶热处理中结构和成分会变得十分稳定,溶解程度不大[8 ] .而析出相是指在时效过程中产生的细小的相或者团簇,包括晶内析出相以及晶界析出相. ...
Precipitation processes in Al-Cu-Mg alloys microalloyed with Si
1
2000
... Al-Cu-Mg系合金以何种相为主要强化相视合金中的铜含量及铜和镁的比值来决定.2024铝合金Cu含量为3.8%,Cu和Mg质量比为2.8,在这种含量及比值下合金的析出相应以S相为主[9 , 10 ] .如表1 能谱分析结果以及图2 所示,可大体将第二相分成两类,1-7为边界圆滑的较为细小的Al-Cu-Mg颗粒,8-15为不规则形状的Al-Cu-Mn-Fe颗粒[11 ~15 ] . ...
Synergy effect of Si addition and pre-straining on microstructure and properties of Al-Cu-Mg alloys with a medium Cu/Mg ratio
1
2019
... Al-Cu-Mg系合金以何种相为主要强化相视合金中的铜含量及铜和镁的比值来决定.2024铝合金Cu含量为3.8%,Cu和Mg质量比为2.8,在这种含量及比值下合金的析出相应以S相为主[9 , 10 ] .如表1 能谱分析结果以及图2 所示,可大体将第二相分成两类,1-7为边界圆滑的较为细小的Al-Cu-Mg颗粒,8-15为不规则形状的Al-Cu-Mn-Fe颗粒[11 ~15 ] . ...
Electrochemical assessment of interfacial characteristics of intermetallic phases present in aluminium alloy 2024-T3
1
2015
... Al-Cu-Mg系合金以何种相为主要强化相视合金中的铜含量及铜和镁的比值来决定.2024铝合金Cu含量为3.8%,Cu和Mg质量比为2.8,在这种含量及比值下合金的析出相应以S相为主[9 , 10 ] .如表1 能谱分析结果以及图2 所示,可大体将第二相分成两类,1-7为边界圆滑的较为细小的Al-Cu-Mg颗粒,8-15为不规则形状的Al-Cu-Mn-Fe颗粒[11 ~15 ] . ...
In-situ investigation on the pitting corrosion behavior of friction stir welded joint of AA2024-T3 aluminium alloy
4
2010
... EDS analysis of two second phases
[15 ] Table 1 Element Intermetallic 1 Intermetallic 2 Al 59.95 76.32 Cu 19.49 12.99 Mg 20.40 - Fe - 5.63 Mn - 4.36 Si - 0.19
图2 抛光后的2024铝合金SEM图像<sup>[<xref ref-type="bibr" rid="R12">12</xref>]</sup> SEM image of 2024 aluminum alloy after polishing,1-7 are Al-Cu-Mg particles while 8-15 are Al-Cu-Mn-Fe particles (a), magnified Al-Cu-Mg particles (b) and magnified Al-Cu-Mn-Fe particles (c)<sup>[<xref ref-type="bibr" rid="R12">12</xref>]</sup> Fig.2 ![]()
<strong>2.2 2xxx</strong>系铝合金典型第二相腐蚀机理 2xxx系铝合金中主要合金元素可分两大类,即含Mg、Li等的阳极性元素以及含Cu、Mn、Fe、Si等的阴极性元素.它们与基体Al形成电化学性质不同的第二相组织,其与铝基体相比,可能作为阳极或阴极相,导致点蚀等局部腐蚀的发生.当晶界存在沉淀相析出时,晶界两侧往往伴随形成宽度为100~300 nm的贫溶质区,称为无沉淀析出带 (PFZ).PFZ与基体击穿电位 (E br ) 差异是2xxx系铝合金晶间腐蚀的主要诱因之一.此外,析出相的存在导致了钝化膜的不连续,也降低了抗应力腐蚀性能.国内外学者[16 ~20 ] 对2xxx系铝合金的点蚀、电偶腐蚀、应力腐蚀和晶间腐蚀等进行的大量研究表明,此类铝合金的耐蚀性取决于成分组成、热处理工艺、晶粒尺寸和形态、析出相的分布、环境条件和施加的载荷,但不同的腐蚀形式之间存在某种关联. ...
... [
12 ]
Fig.2 ![]()
<strong>2.2 2xxx</strong>系铝合金典型第二相腐蚀机理 2xxx系铝合金中主要合金元素可分两大类,即含Mg、Li等的阳极性元素以及含Cu、Mn、Fe、Si等的阴极性元素.它们与基体Al形成电化学性质不同的第二相组织,其与铝基体相比,可能作为阳极或阴极相,导致点蚀等局部腐蚀的发生.当晶界存在沉淀相析出时,晶界两侧往往伴随形成宽度为100~300 nm的贫溶质区,称为无沉淀析出带 (PFZ).PFZ与基体击穿电位 (E br ) 差异是2xxx系铝合金晶间腐蚀的主要诱因之一.此外,析出相的存在导致了钝化膜的不连续,也降低了抗应力腐蚀性能.国内外学者[16 ~20 ] 对2xxx系铝合金的点蚀、电偶腐蚀、应力腐蚀和晶间腐蚀等进行的大量研究表明,此类铝合金的耐蚀性取决于成分组成、热处理工艺、晶粒尺寸和形态、析出相的分布、环境条件和施加的载荷,但不同的腐蚀形式之间存在某种关联. ...
... 当2xxx铝合金处于含氯离子的腐蚀介质中时,典型活性第二相—S相呈现出两种不同的腐蚀形貌:一种是S相自身的腐蚀;另一种是S相边缘基体腐蚀[12 ] .点蚀的初始电偶建立在S相颗粒和其相邻的铝基体之间.S相自身的电化学行为较为活泼,相关文献[21 ] 表明,在3.5% NaCl腐蚀介质中,S相的电位约为-0.94 VSCE ,而2024铝合金电位为-0.81~-0.86 VSCE ,因此S相将优先作为阳极被溶解,产生S相自身的腐蚀.随着浸泡时间的增加,S相颗粒变得越来越小,这意味着在初始阶段,S相中的Al和Mg被持续溶解.随着S相中Al和Mg含量的减少,Cu在颗粒中从边缘到中心的分布变化导致S相的自腐蚀电位提高.因此,S相反过来充当阴极,导致相邻的铝基体的阳极溶解.针对S相边缘基体的腐蚀,还有另一种观点认为铝基体的溶解可能是由局部碱化引起的[22 ] .当S相在发生溶解的同时,其边缘基体上发生两种阴极还原反应,使得S相附近局部发生碱化.由于Al2 O3 存在的平衡pH值为9,因此当S相附近局部pH>9时,S相边缘基体上的氧化膜将发生溶解,而后通过电化学过程又形成新的氧化膜.当这种过程不断进行,同样将导致S相附近基体的腐蚀. ...
... 关于Al-Cu-Mn-Fe颗粒,含有Mn以及Fe的这些颗粒通常在腐蚀介质中表现得很稳定,但当它们碎化后分布在铝基体中却可诱发点蚀.Kang等[12 ] 研究表明富Fe相粒子在FSW过程中被碾碎,这些被碎化的粒子之间以铝基体填充,微区腐蚀原电池在该处建立,并且呈现阴极多而阳极少的状态,这将进一步导致缝隙中的铝基体加速溶解. ...
Corrosion behavior of the friction stir weld of 2024 aluminum alloy in salt solution
0
2018
盐水环境中搅拌摩擦焊接2024铝合金的腐蚀行为
0
2018
Relationship between microstructure, microhardness and corrosion sensitivity of an AA 2024-T3 friction stir welded joint
1
2011
... HAZ
The Cu rich phase at grain boundary [29 , 30 ] 2024-T351 Pitting HAZ, located near to the TMAZ The coarse S phase in the grain [14 , 31 ~33 ] Intergranular corrosion The continuous S phase at grain boundary 2098-T351, 2050-T3 Exfoliation & intergranular corrosion HAZ T1 phase at grain boundary、 sub-grain boundary [34 , 35 ] 2014,2198-T851,2219 Corrosion resistance is better than the base metal Dissolution of Al2 Cu/T1 phase [36 ~39 ] 大多数文献表明,随着晶粒尺寸的减小,合金中的晶粒越细小,合金的强度越高,腐蚀敏感性减低,晶界的耐腐蚀性能越好.抗腐蚀性的提高通常归因于高晶界密度表面更容易钝化的能力或第二相的物理分解从而防止这些第二相作为发生局部腐蚀的萌生源.然而,也有相反的观点认为随着晶粒尺寸的减小,高晶界密度可能会提高整体表面活性,从而提高腐蚀速率.有学者[40 ] 提出在没有氧化膜的情况下,当溶解速率>10 μA/cm2 时,晶粒尺寸减小则腐蚀速率增加.另有实验表明,晶粒尺寸对腐蚀速率的影响结果取决于晶粒为等轴晶或柱状晶.晶粒细化的过程中也会影响第二相的分布情况,因此关于晶粒尺寸对腐蚀性能的影响,仍需结合其他关键因素进行分析. ...
Investigation of the corrosion behaviour of AA 2024-T3 in low concentrated chloride media
3
2008
... Al-Cu-Mg系合金以何种相为主要强化相视合金中的铜含量及铜和镁的比值来决定.2024铝合金Cu含量为3.8%,Cu和Mg质量比为2.8,在这种含量及比值下合金的析出相应以S相为主[9 , 10 ] .如表1 能谱分析结果以及图2 所示,可大体将第二相分成两类,1-7为边界圆滑的较为细小的Al-Cu-Mg颗粒,8-15为不规则形状的Al-Cu-Mn-Fe颗粒[11 ~15 ] . ...
... 两类第二相的EDS分析结果[15 ] (atomic fraction / %) ...
... EDS analysis of two second phases[15 ] ...
Local dissolution phenomena associated with S phase (Al2 CuMg) particles in aluminum alloy 2024‐T3
1
1997
... 2xxx系铝合金中主要合金元素可分两大类,即含Mg、Li等的阳极性元素以及含Cu、Mn、Fe、Si等的阴极性元素.它们与基体Al形成电化学性质不同的第二相组织,其与铝基体相比,可能作为阳极或阴极相,导致点蚀等局部腐蚀的发生.当晶界存在沉淀相析出时,晶界两侧往往伴随形成宽度为100~300 nm的贫溶质区,称为无沉淀析出带 (PFZ).PFZ与基体击穿电位 (E br ) 差异是2xxx系铝合金晶间腐蚀的主要诱因之一.此外,析出相的存在导致了钝化膜的不连续,也降低了抗应力腐蚀性能.国内外学者[16 ~20 ] 对2xxx系铝合金的点蚀、电偶腐蚀、应力腐蚀和晶间腐蚀等进行的大量研究表明,此类铝合金的耐蚀性取决于成分组成、热处理工艺、晶粒尺寸和形态、析出相的分布、环境条件和施加的载荷,但不同的腐蚀形式之间存在某种关联. ...
Performance study on intergranular corrosion and exfoliation corrosion of friction stir welded joints of aluminium alloy
0
2018
铝合金搅拌摩擦焊接头晶间腐蚀和剥落腐蚀性能研究
0
2018
Intergranular corrosion of Al-Cu-Mg high-strength aluminum alloy
0
2017
Al-Cu-Mg系高强铝合金的晶间腐蚀
0
2017
Localized corrosion of a 2219 aluminium alloy exposed to a 3.5% NaCl solution
0
2010
The role of precipitates enriched with copper on the susceptibility to pitting corrosion of the 2024 aluminium alloy
1
1997
... 2xxx系铝合金中主要合金元素可分两大类,即含Mg、Li等的阳极性元素以及含Cu、Mn、Fe、Si等的阴极性元素.它们与基体Al形成电化学性质不同的第二相组织,其与铝基体相比,可能作为阳极或阴极相,导致点蚀等局部腐蚀的发生.当晶界存在沉淀相析出时,晶界两侧往往伴随形成宽度为100~300 nm的贫溶质区,称为无沉淀析出带 (PFZ).PFZ与基体击穿电位 (E br ) 差异是2xxx系铝合金晶间腐蚀的主要诱因之一.此外,析出相的存在导致了钝化膜的不连续,也降低了抗应力腐蚀性能.国内外学者[16 ~20 ] 对2xxx系铝合金的点蚀、电偶腐蚀、应力腐蚀和晶间腐蚀等进行的大量研究表明,此类铝合金的耐蚀性取决于成分组成、热处理工艺、晶粒尺寸和形态、析出相的分布、环境条件和施加的载荷,但不同的腐蚀形式之间存在某种关联. ...
Function mechanism of secondary phase on localized corrosion of Al alloy
1
2005
... 当2xxx铝合金处于含氯离子的腐蚀介质中时,典型活性第二相—S相呈现出两种不同的腐蚀形貌:一种是S相自身的腐蚀;另一种是S相边缘基体腐蚀[12 ] .点蚀的初始电偶建立在S相颗粒和其相邻的铝基体之间.S相自身的电化学行为较为活泼,相关文献[21 ] 表明,在3.5% NaCl腐蚀介质中,S相的电位约为-0.94 VSCE ,而2024铝合金电位为-0.81~-0.86 VSCE ,因此S相将优先作为阳极被溶解,产生S相自身的腐蚀.随着浸泡时间的增加,S相颗粒变得越来越小,这意味着在初始阶段,S相中的Al和Mg被持续溶解.随着S相中Al和Mg含量的减少,Cu在颗粒中从边缘到中心的分布变化导致S相的自腐蚀电位提高.因此,S相反过来充当阴极,导致相邻的铝基体的阳极溶解.针对S相边缘基体的腐蚀,还有另一种观点认为铝基体的溶解可能是由局部碱化引起的[22 ] .当S相在发生溶解的同时,其边缘基体上发生两种阴极还原反应,使得S相附近局部发生碱化.由于Al2 O3 存在的平衡pH值为9,因此当S相附近局部pH>9时,S相边缘基体上的氧化膜将发生溶解,而后通过电化学过程又形成新的氧化膜.当这种过程不断进行,同样将导致S相附近基体的腐蚀. ...
第二相在铝合金局部腐蚀中的作用机制
1
2005
... 当2xxx铝合金处于含氯离子的腐蚀介质中时,典型活性第二相—S相呈现出两种不同的腐蚀形貌:一种是S相自身的腐蚀;另一种是S相边缘基体腐蚀[12 ] .点蚀的初始电偶建立在S相颗粒和其相邻的铝基体之间.S相自身的电化学行为较为活泼,相关文献[21 ] 表明,在3.5% NaCl腐蚀介质中,S相的电位约为-0.94 VSCE ,而2024铝合金电位为-0.81~-0.86 VSCE ,因此S相将优先作为阳极被溶解,产生S相自身的腐蚀.随着浸泡时间的增加,S相颗粒变得越来越小,这意味着在初始阶段,S相中的Al和Mg被持续溶解.随着S相中Al和Mg含量的减少,Cu在颗粒中从边缘到中心的分布变化导致S相的自腐蚀电位提高.因此,S相反过来充当阴极,导致相邻的铝基体的阳极溶解.针对S相边缘基体的腐蚀,还有另一种观点认为铝基体的溶解可能是由局部碱化引起的[22 ] .当S相在发生溶解的同时,其边缘基体上发生两种阴极还原反应,使得S相附近局部发生碱化.由于Al2 O3 存在的平衡pH值为9,因此当S相附近局部pH>9时,S相边缘基体上的氧化膜将发生溶解,而后通过电化学过程又形成新的氧化膜.当这种过程不断进行,同样将导致S相附近基体的腐蚀. ...
Corrosion protection of AA 2024-T3 by bis-[3-(triethoxysilyl) propyl]tetrasulfide in neutral sodium chloride solution. Part 1: corrosion of AA 2024-T3
1
2003
... 当2xxx铝合金处于含氯离子的腐蚀介质中时,典型活性第二相—S相呈现出两种不同的腐蚀形貌:一种是S相自身的腐蚀;另一种是S相边缘基体腐蚀[12 ] .点蚀的初始电偶建立在S相颗粒和其相邻的铝基体之间.S相自身的电化学行为较为活泼,相关文献[21 ] 表明,在3.5% NaCl腐蚀介质中,S相的电位约为-0.94 VSCE ,而2024铝合金电位为-0.81~-0.86 VSCE ,因此S相将优先作为阳极被溶解,产生S相自身的腐蚀.随着浸泡时间的增加,S相颗粒变得越来越小,这意味着在初始阶段,S相中的Al和Mg被持续溶解.随着S相中Al和Mg含量的减少,Cu在颗粒中从边缘到中心的分布变化导致S相的自腐蚀电位提高.因此,S相反过来充当阴极,导致相邻的铝基体的阳极溶解.针对S相边缘基体的腐蚀,还有另一种观点认为铝基体的溶解可能是由局部碱化引起的[22 ] .当S相在发生溶解的同时,其边缘基体上发生两种阴极还原反应,使得S相附近局部发生碱化.由于Al2 O3 存在的平衡pH值为9,因此当S相附近局部pH>9时,S相边缘基体上的氧化膜将发生溶解,而后通过电化学过程又形成新的氧化膜.当这种过程不断进行,同样将导致S相附近基体的腐蚀. ...
Corrosion mechanism on top surface of friction stir welded joint of 2024 aluminum alloy
1
2011
... 搅拌摩擦焊过程中接头各个区域所经历的热循环和材料塑性流动的作用不同,因此FSW接头各个区域的显微组织随之发生演变,接头腐蚀行为和机理也存在明显差异.根据FSW过程中经历的热力作用不同,可以将焊缝分为3个区域[23 ] :由中心向母材区 (BM) 过渡分别是焊核区 (NZ),热影响区 (HAZ),热机械影响区 (TMAZ),如图3 所示.由于受到焊接热循环和搅拌针的机械搅拌双重作用程度不同,接头各区域的晶粒取向、晶粒度及第二相尺寸、数量、分布均存在差异.NZ区晶粒尺寸远小于母材以及其他区域,是由均匀细小的等轴晶组成且大角度晶界比例高.HAZ不发生塑性变形,仅受到热循环的作用,因此晶粒尺寸与母材相比有所长大[24 , 25 ] .与NZ相比,TMAZ中的晶粒长且窄,相较于焊缝的其他区域小角度晶界的百分比大幅升高.康举等[26 ] 利用差示扫描量热法 (DSC) 揭示2024铝合金FSW过程中析出相相对于母材回溶或粗化的相对值.证明在FSW过程中相对于BM,NZ有23.3%的S相发生回溶,HAZ有6.1%的S相发生回溶;利用TEM分析可以看出HAZ与NZ的第二相粒子尺寸均变小,数量也变少,尤其NZ的第二相粒子发生明显细化. ...
2024铝合金搅拌摩擦焊焊缝表面腐蚀机理探索
1
2011
... 搅拌摩擦焊过程中接头各个区域所经历的热循环和材料塑性流动的作用不同,因此FSW接头各个区域的显微组织随之发生演变,接头腐蚀行为和机理也存在明显差异.根据FSW过程中经历的热力作用不同,可以将焊缝分为3个区域[23 ] :由中心向母材区 (BM) 过渡分别是焊核区 (NZ),热影响区 (HAZ),热机械影响区 (TMAZ),如图3 所示.由于受到焊接热循环和搅拌针的机械搅拌双重作用程度不同,接头各区域的晶粒取向、晶粒度及第二相尺寸、数量、分布均存在差异.NZ区晶粒尺寸远小于母材以及其他区域,是由均匀细小的等轴晶组成且大角度晶界比例高.HAZ不发生塑性变形,仅受到热循环的作用,因此晶粒尺寸与母材相比有所长大[24 , 25 ] .与NZ相比,TMAZ中的晶粒长且窄,相较于焊缝的其他区域小角度晶界的百分比大幅升高.康举等[26 ] 利用差示扫描量热法 (DSC) 揭示2024铝合金FSW过程中析出相相对于母材回溶或粗化的相对值.证明在FSW过程中相对于BM,NZ有23.3%的S相发生回溶,HAZ有6.1%的S相发生回溶;利用TEM分析可以看出HAZ与NZ的第二相粒子尺寸均变小,数量也变少,尤其NZ的第二相粒子发生明显细化. ...
Effect of tool pin profile on microstructure and mechanical properties of 2024 aluminum alloy joint by friction stir welding
2
2017
... 搅拌摩擦焊过程中接头各个区域所经历的热循环和材料塑性流动的作用不同,因此FSW接头各个区域的显微组织随之发生演变,接头腐蚀行为和机理也存在明显差异.根据FSW过程中经历的热力作用不同,可以将焊缝分为3个区域[23 ] :由中心向母材区 (BM) 过渡分别是焊核区 (NZ),热影响区 (HAZ),热机械影响区 (TMAZ),如图3 所示.由于受到焊接热循环和搅拌针的机械搅拌双重作用程度不同,接头各区域的晶粒取向、晶粒度及第二相尺寸、数量、分布均存在差异.NZ区晶粒尺寸远小于母材以及其他区域,是由均匀细小的等轴晶组成且大角度晶界比例高.HAZ不发生塑性变形,仅受到热循环的作用,因此晶粒尺寸与母材相比有所长大[24 , 25 ] .与NZ相比,TMAZ中的晶粒长且窄,相较于焊缝的其他区域小角度晶界的百分比大幅升高.康举等[26 ] 利用差示扫描量热法 (DSC) 揭示2024铝合金FSW过程中析出相相对于母材回溶或粗化的相对值.证明在FSW过程中相对于BM,NZ有23.3%的S相发生回溶,HAZ有6.1%的S相发生回溶;利用TEM分析可以看出HAZ与NZ的第二相粒子尺寸均变小,数量也变少,尤其NZ的第二相粒子发生明显细化. ...
... 有研究者[24 ] 对各区域的第二相进行能谱成分分析,在BSE模式下观察到第二相主要为Al-Cu-Mn-Fe (富Fe相) 以及Al-Cu-Mg颗粒 (S相).第二相颗粒的尺寸变化主要由两个因素造成:一种是FSW过程中由于搅拌作用引起的塑性变形导致脆性富铁相颗粒被碎化,搅拌作用越厉害,第二相颗粒的尺寸越小.沿着BM、HAZ、TMAZ到NZ,塑性变形的增加导致了第二相颗粒尺寸不断减小以及颗粒数量不断增加;另一种是S相颗粒在热循环的作用下被溶解以及再沉淀[27 ] . ...
搅拌头形状对2024铝合金接头组织及性能的影响
2
2017
... 搅拌摩擦焊过程中接头各个区域所经历的热循环和材料塑性流动的作用不同,因此FSW接头各个区域的显微组织随之发生演变,接头腐蚀行为和机理也存在明显差异.根据FSW过程中经历的热力作用不同,可以将焊缝分为3个区域[23 ] :由中心向母材区 (BM) 过渡分别是焊核区 (NZ),热影响区 (HAZ),热机械影响区 (TMAZ),如图3 所示.由于受到焊接热循环和搅拌针的机械搅拌双重作用程度不同,接头各区域的晶粒取向、晶粒度及第二相尺寸、数量、分布均存在差异.NZ区晶粒尺寸远小于母材以及其他区域,是由均匀细小的等轴晶组成且大角度晶界比例高.HAZ不发生塑性变形,仅受到热循环的作用,因此晶粒尺寸与母材相比有所长大[24 , 25 ] .与NZ相比,TMAZ中的晶粒长且窄,相较于焊缝的其他区域小角度晶界的百分比大幅升高.康举等[26 ] 利用差示扫描量热法 (DSC) 揭示2024铝合金FSW过程中析出相相对于母材回溶或粗化的相对值.证明在FSW过程中相对于BM,NZ有23.3%的S相发生回溶,HAZ有6.1%的S相发生回溶;利用TEM分析可以看出HAZ与NZ的第二相粒子尺寸均变小,数量也变少,尤其NZ的第二相粒子发生明显细化. ...
... 有研究者[24 ] 对各区域的第二相进行能谱成分分析,在BSE模式下观察到第二相主要为Al-Cu-Mn-Fe (富Fe相) 以及Al-Cu-Mg颗粒 (S相).第二相颗粒的尺寸变化主要由两个因素造成:一种是FSW过程中由于搅拌作用引起的塑性变形导致脆性富铁相颗粒被碎化,搅拌作用越厉害,第二相颗粒的尺寸越小.沿着BM、HAZ、TMAZ到NZ,塑性变形的增加导致了第二相颗粒尺寸不断减小以及颗粒数量不断增加;另一种是S相颗粒在热循环的作用下被溶解以及再沉淀[27 ] . ...
Quantitative investigation of the tensile plastic deformation characteristic and microstructure for friction stir welded 2024 aluminum alloy
1
2012
... 搅拌摩擦焊过程中接头各个区域所经历的热循环和材料塑性流动的作用不同,因此FSW接头各个区域的显微组织随之发生演变,接头腐蚀行为和机理也存在明显差异.根据FSW过程中经历的热力作用不同,可以将焊缝分为3个区域[23 ] :由中心向母材区 (BM) 过渡分别是焊核区 (NZ),热影响区 (HAZ),热机械影响区 (TMAZ),如图3 所示.由于受到焊接热循环和搅拌针的机械搅拌双重作用程度不同,接头各区域的晶粒取向、晶粒度及第二相尺寸、数量、分布均存在差异.NZ区晶粒尺寸远小于母材以及其他区域,是由均匀细小的等轴晶组成且大角度晶界比例高.HAZ不发生塑性变形,仅受到热循环的作用,因此晶粒尺寸与母材相比有所长大[24 , 25 ] .与NZ相比,TMAZ中的晶粒长且窄,相较于焊缝的其他区域小角度晶界的百分比大幅升高.康举等[26 ] 利用差示扫描量热法 (DSC) 揭示2024铝合金FSW过程中析出相相对于母材回溶或粗化的相对值.证明在FSW过程中相对于BM,NZ有23.3%的S相发生回溶,HAZ有6.1%的S相发生回溶;利用TEM分析可以看出HAZ与NZ的第二相粒子尺寸均变小,数量也变少,尤其NZ的第二相粒子发生明显细化. ...
Quantitative investigation on aging phase behavior for 2024-T351 aluminum alloy during friction stir welding process
1
2011
... 搅拌摩擦焊过程中接头各个区域所经历的热循环和材料塑性流动的作用不同,因此FSW接头各个区域的显微组织随之发生演变,接头腐蚀行为和机理也存在明显差异.根据FSW过程中经历的热力作用不同,可以将焊缝分为3个区域[23 ] :由中心向母材区 (BM) 过渡分别是焊核区 (NZ),热影响区 (HAZ),热机械影响区 (TMAZ),如图3 所示.由于受到焊接热循环和搅拌针的机械搅拌双重作用程度不同,接头各区域的晶粒取向、晶粒度及第二相尺寸、数量、分布均存在差异.NZ区晶粒尺寸远小于母材以及其他区域,是由均匀细小的等轴晶组成且大角度晶界比例高.HAZ不发生塑性变形,仅受到热循环的作用,因此晶粒尺寸与母材相比有所长大[24 , 25 ] .与NZ相比,TMAZ中的晶粒长且窄,相较于焊缝的其他区域小角度晶界的百分比大幅升高.康举等[26 ] 利用差示扫描量热法 (DSC) 揭示2024铝合金FSW过程中析出相相对于母材回溶或粗化的相对值.证明在FSW过程中相对于BM,NZ有23.3%的S相发生回溶,HAZ有6.1%的S相发生回溶;利用TEM分析可以看出HAZ与NZ的第二相粒子尺寸均变小,数量也变少,尤其NZ的第二相粒子发生明显细化. ...
定量研究2024-T351铝合金搅拌摩擦焊过程中的时效相行为
1
2011
... 搅拌摩擦焊过程中接头各个区域所经历的热循环和材料塑性流动的作用不同,因此FSW接头各个区域的显微组织随之发生演变,接头腐蚀行为和机理也存在明显差异.根据FSW过程中经历的热力作用不同,可以将焊缝分为3个区域[23 ] :由中心向母材区 (BM) 过渡分别是焊核区 (NZ),热影响区 (HAZ),热机械影响区 (TMAZ),如图3 所示.由于受到焊接热循环和搅拌针的机械搅拌双重作用程度不同,接头各区域的晶粒取向、晶粒度及第二相尺寸、数量、分布均存在差异.NZ区晶粒尺寸远小于母材以及其他区域,是由均匀细小的等轴晶组成且大角度晶界比例高.HAZ不发生塑性变形,仅受到热循环的作用,因此晶粒尺寸与母材相比有所长大[24 , 25 ] .与NZ相比,TMAZ中的晶粒长且窄,相较于焊缝的其他区域小角度晶界的百分比大幅升高.康举等[26 ] 利用差示扫描量热法 (DSC) 揭示2024铝合金FSW过程中析出相相对于母材回溶或粗化的相对值.证明在FSW过程中相对于BM,NZ有23.3%的S相发生回溶,HAZ有6.1%的S相发生回溶;利用TEM分析可以看出HAZ与NZ的第二相粒子尺寸均变小,数量也变少,尤其NZ的第二相粒子发生明显细化. ...
Corrosion susceptibility and mechanical properties of friction-stir-welded AA2024-T3 joints
2
2022
... 有研究者[24 ] 对各区域的第二相进行能谱成分分析,在BSE模式下观察到第二相主要为Al-Cu-Mn-Fe (富Fe相) 以及Al-Cu-Mg颗粒 (S相).第二相颗粒的尺寸变化主要由两个因素造成:一种是FSW过程中由于搅拌作用引起的塑性变形导致脆性富铁相颗粒被碎化,搅拌作用越厉害,第二相颗粒的尺寸越小.沿着BM、HAZ、TMAZ到NZ,塑性变形的增加导致了第二相颗粒尺寸不断减小以及颗粒数量不断增加;另一种是S相颗粒在热循环的作用下被溶解以及再沉淀[27 ] . ...
... Summary of corrosion behaviour of FSWed joints of 2xxx series aluminum alloy
Table 2 Al-alloy Corrosion type Corrosion area Corrosion inducing source Reference 2024 Pitting NZ Uniformly distributed fine S phase [27 ] 2060-T8 Intergranular corrosion NZ&TMAZ ...
Effect of the energy input on the microstructure and mechanical behavior of AA2024-T351 joint produced by friction stir welding
2
2018
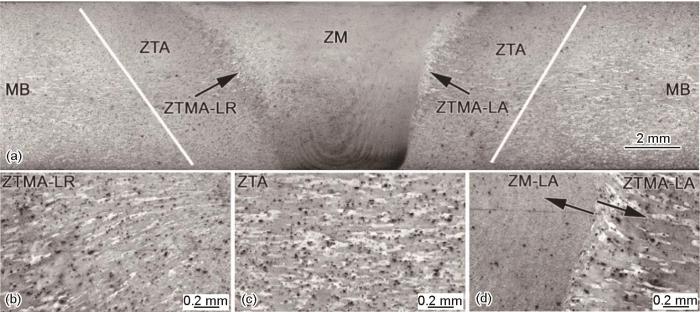
... 搅拌摩擦焊过程中接头各个区域所经历的热循环和材料塑性流动的作用不同,因此FSW接头各个区域的显微组织随之发生演变,接头腐蚀行为和机理也存在明显差异.根据FSW过程中经历的热力作用不同,可以将焊缝分为3个区域
[23 ] :由中心向母材区 (BM) 过渡分别是焊核区 (NZ),热影响区 (HAZ),热机械影响区 (TMAZ),如
图3 所示.由于受到焊接热循环和搅拌针的机械搅拌双重作用程度不同,接头各区域的晶粒取向、晶粒度及第二相尺寸、数量、分布均存在差异.NZ区晶粒尺寸远小于母材以及其他区域,是由均匀细小的等轴晶组成且大角度晶界比例高.HAZ不发生塑性变形,仅受到热循环的作用,因此晶粒尺寸与母材相比有所长大
[24 , 25 ] .与NZ相比,TMAZ中的晶粒长且窄,相较于焊缝的其他区域小角度晶界的百分比大幅升高.康举等
[26 ] 利用差示扫描量热法 (DSC) 揭示2024铝合金FSW过程中析出相相对于母材回溶或粗化的相对值.证明在FSW过程中相对于BM,NZ有23.3%的S相发生回溶,HAZ有6.1%的S相发生回溶;利用TEM分析可以看出HAZ与NZ的第二相粒子尺寸均变小,数量也变少,尤其NZ的第二相粒子发生明显细化.
图3 FSW过程中生成的宏观结构,后退侧的TMAZ结构和HAZ结构及前进侧的TMAZ结构<sup>[<xref ref-type="bibr" rid="R28">28</xref>]</sup> Macrostructure presenting the regions generated during the FSW process (a), TMAZ on the RS (b), HAZ on the AS (c) and TMAZ on the AS (d)<sup>[<xref ref-type="bibr" rid="R28">28</xref>]</sup> Fig.3 ![]()
有研究者[24 ] 对各区域的第二相进行能谱成分分析,在BSE模式下观察到第二相主要为Al-Cu-Mn-Fe (富Fe相) 以及Al-Cu-Mg颗粒 (S相).第二相颗粒的尺寸变化主要由两个因素造成:一种是FSW过程中由于搅拌作用引起的塑性变形导致脆性富铁相颗粒被碎化,搅拌作用越厉害,第二相颗粒的尺寸越小.沿着BM、HAZ、TMAZ到NZ,塑性变形的增加导致了第二相颗粒尺寸不断减小以及颗粒数量不断增加;另一种是S相颗粒在热循环的作用下被溶解以及再沉淀[27 ] . ...
... [
28 ]
Fig.3 ![]()
有研究者[24 ] 对各区域的第二相进行能谱成分分析,在BSE模式下观察到第二相主要为Al-Cu-Mn-Fe (富Fe相) 以及Al-Cu-Mg颗粒 (S相).第二相颗粒的尺寸变化主要由两个因素造成:一种是FSW过程中由于搅拌作用引起的塑性变形导致脆性富铁相颗粒被碎化,搅拌作用越厉害,第二相颗粒的尺寸越小.沿着BM、HAZ、TMAZ到NZ,塑性变形的增加导致了第二相颗粒尺寸不断减小以及颗粒数量不断增加;另一种是S相颗粒在热循环的作用下被溶解以及再沉淀[27 ] . ...
The influence of process parameters on mechanical properties and corrosion behavior of friction stir welded aluminum joints
1
2018
The Cu rich phase at grain boundary [29 , 30 ] 2024-T351 Pitting HAZ, located near to the TMAZ The coarse S phase in the grain [14 , 31 ~33 ] Intergranular corrosion The continuous S phase at grain boundary 2098-T351, 2050-T3 Exfoliation & intergranular corrosion HAZ T1 phase at grain boundary、 sub-grain boundary [34 , 35 ] 2014,2198-T851,2219 Corrosion resistance is better than the base metal Dissolution of Al2 Cu/T1 phase [36 ~39 ]
大多数文献表明,随着晶粒尺寸的减小,合金中的晶粒越细小,合金的强度越高,腐蚀敏感性减低,晶界的耐腐蚀性能越好.抗腐蚀性的提高通常归因于高晶界密度表面更容易钝化的能力或第二相的物理分解从而防止这些第二相作为发生局部腐蚀的萌生源.然而,也有相反的观点认为随着晶粒尺寸的减小,高晶界密度可能会提高整体表面活性,从而提高腐蚀速率.有学者[40 ] 提出在没有氧化膜的情况下,当溶解速率>10 μA/cm2 时,晶粒尺寸减小则腐蚀速率增加.另有实验表明,晶粒尺寸对腐蚀速率的影响结果取决于晶粒为等轴晶或柱状晶.晶粒细化的过程中也会影响第二相的分布情况,因此关于晶粒尺寸对腐蚀性能的影响,仍需结合其他关键因素进行分析. ...
The effect of grain boundary precipitates on stress corrosion cracking in a bobbin tool friction stir welded Al-Cu-Li alloy
1
2019
... HAZ
The Cu rich phase at grain boundary [29 , 30 ] 2024-T351 Pitting HAZ, located near to the TMAZ The coarse S phase in the grain [14 , 31 ~33 ] Intergranular corrosion The continuous S phase at grain boundary 2098-T351, 2050-T3 Exfoliation & intergranular corrosion HAZ T1 phase at grain boundary、 sub-grain boundary [34 , 35 ] 2014,2198-T851,2219 Corrosion resistance is better than the base metal Dissolution of Al2 Cu/T1 phase [36 ~39 ] 大多数文献表明,随着晶粒尺寸的减小,合金中的晶粒越细小,合金的强度越高,腐蚀敏感性减低,晶界的耐腐蚀性能越好.抗腐蚀性的提高通常归因于高晶界密度表面更容易钝化的能力或第二相的物理分解从而防止这些第二相作为发生局部腐蚀的萌生源.然而,也有相反的观点认为随着晶粒尺寸的减小,高晶界密度可能会提高整体表面活性,从而提高腐蚀速率.有学者[40 ] 提出在没有氧化膜的情况下,当溶解速率>10 μA/cm2 时,晶粒尺寸减小则腐蚀速率增加.另有实验表明,晶粒尺寸对腐蚀速率的影响结果取决于晶粒为等轴晶或柱状晶.晶粒细化的过程中也会影响第二相的分布情况,因此关于晶粒尺寸对腐蚀性能的影响,仍需结合其他关键因素进行分析. ...
The effect of welding parameters on the corrosion behaviour of friction stir welded AA2024-T351
2
2007
... HAZ
The Cu rich phase at grain boundary [29 , 30 ] 2024-T351 Pitting HAZ, located near to the TMAZ The coarse S phase in the grain [14 , 31 ~33 ] Intergranular corrosion The continuous S phase at grain boundary 2098-T351, 2050-T3 Exfoliation & intergranular corrosion HAZ T1 phase at grain boundary、 sub-grain boundary [34 , 35 ] 2014,2198-T851,2219 Corrosion resistance is better than the base metal Dissolution of Al2 Cu/T1 phase [36 ~39 ] 大多数文献表明,随着晶粒尺寸的减小,合金中的晶粒越细小,合金的强度越高,腐蚀敏感性减低,晶界的耐腐蚀性能越好.抗腐蚀性的提高通常归因于高晶界密度表面更容易钝化的能力或第二相的物理分解从而防止这些第二相作为发生局部腐蚀的萌生源.然而,也有相反的观点认为随着晶粒尺寸的减小,高晶界密度可能会提高整体表面活性,从而提高腐蚀速率.有学者[40 ] 提出在没有氧化膜的情况下,当溶解速率>10 μA/cm2 时,晶粒尺寸减小则腐蚀速率增加.另有实验表明,晶粒尺寸对腐蚀速率的影响结果取决于晶粒为等轴晶或柱状晶.晶粒细化的过程中也会影响第二相的分布情况,因此关于晶粒尺寸对腐蚀性能的影响,仍需结合其他关键因素进行分析. ...
... 改变搅拌头旋转速度、焊接速度以及提高焊接过程冷却速率等方法可以有效改善FSW焊缝微观组织,从而在一定程度上提高焊缝的耐腐蚀性能.在焊接过程中采用水冷的方法,提高焊缝冷却速率降低焊接过程的热输入量,获得了更细小以及更均匀的析出相,焊缝腐蚀性能得到改善[39 ] .转速在控制腐蚀攻击的位置方面起着重要作用[31 ] ,对于低转速焊缝,在焊缝区观察到局部的晶间腐蚀,而对于高转速焊缝,腐蚀主要发生在热影响区.Wang等[52 ] 认为由于移动速度的增加导致析出相尺寸的增加,FSW接头的SCC敏感性随之增加. ...
The effect of cryogenic CO2 cooling on corrosion behaviour of friction stir welded AA2024-T351
0
2009
Systematic examination of precipitation phenomena associated with hardness and corrosion properties in friction stir welded aluminium alloy 2024
1
2011
... HAZ
The Cu rich phase at grain boundary [29 , 30 ] 2024-T351 Pitting HAZ, located near to the TMAZ The coarse S phase in the grain [14 , 31 ~33 ] Intergranular corrosion The continuous S phase at grain boundary 2098-T351, 2050-T3 Exfoliation & intergranular corrosion HAZ T1 phase at grain boundary、 sub-grain boundary [34 , 35 ] 2014,2198-T851,2219 Corrosion resistance is better than the base metal Dissolution of Al2 Cu/T1 phase [36 ~39 ] 大多数文献表明,随着晶粒尺寸的减小,合金中的晶粒越细小,合金的强度越高,腐蚀敏感性减低,晶界的耐腐蚀性能越好.抗腐蚀性的提高通常归因于高晶界密度表面更容易钝化的能力或第二相的物理分解从而防止这些第二相作为发生局部腐蚀的萌生源.然而,也有相反的观点认为随着晶粒尺寸的减小,高晶界密度可能会提高整体表面活性,从而提高腐蚀速率.有学者[40 ] 提出在没有氧化膜的情况下,当溶解速率>10 μA/cm2 时,晶粒尺寸减小则腐蚀速率增加.另有实验表明,晶粒尺寸对腐蚀速率的影响结果取决于晶粒为等轴晶或柱状晶.晶粒细化的过程中也会影响第二相的分布情况,因此关于晶粒尺寸对腐蚀性能的影响,仍需结合其他关键因素进行分析. ...
Influence of post-welding heat treatment on the corrosion behavior of a 2050-T3 aluminum-copper-lithium alloy friction stir welding joint
1
2011
... HAZ
The Cu rich phase at grain boundary [29 , 30 ] 2024-T351 Pitting HAZ, located near to the TMAZ The coarse S phase in the grain [14 , 31 ~33 ] Intergranular corrosion The continuous S phase at grain boundary 2098-T351, 2050-T3 Exfoliation & intergranular corrosion HAZ T1 phase at grain boundary、 sub-grain boundary [34 , 35 ] 2014,2198-T851,2219 Corrosion resistance is better than the base metal Dissolution of Al2 Cu/T1 phase [36 ~39 ] 大多数文献表明,随着晶粒尺寸的减小,合金中的晶粒越细小,合金的强度越高,腐蚀敏感性减低,晶界的耐腐蚀性能越好.抗腐蚀性的提高通常归因于高晶界密度表面更容易钝化的能力或第二相的物理分解从而防止这些第二相作为发生局部腐蚀的萌生源.然而,也有相反的观点认为随着晶粒尺寸的减小,高晶界密度可能会提高整体表面活性,从而提高腐蚀速率.有学者[40 ] 提出在没有氧化膜的情况下,当溶解速率>10 μA/cm2 时,晶粒尺寸减小则腐蚀速率增加.另有实验表明,晶粒尺寸对腐蚀速率的影响结果取决于晶粒为等轴晶或柱状晶.晶粒细化的过程中也会影响第二相的分布情况,因此关于晶粒尺寸对腐蚀性能的影响,仍需结合其他关键因素进行分析. ...
On the local corrosion behavior of coupled welded zones of the 2098-T351 Al-Cu-Li alloy produced by Friction Stir Welding (FSW): An amperometric and potentiometric microelectrochemical investigation
1
2021
... HAZ
The Cu rich phase at grain boundary [29 , 30 ] 2024-T351 Pitting HAZ, located near to the TMAZ The coarse S phase in the grain [14 , 31 ~33 ] Intergranular corrosion The continuous S phase at grain boundary 2098-T351, 2050-T3 Exfoliation & intergranular corrosion HAZ T1 phase at grain boundary、 sub-grain boundary [34 , 35 ] 2014,2198-T851,2219 Corrosion resistance is better than the base metal Dissolution of Al2 Cu/T1 phase [36 ~39 ] 大多数文献表明,随着晶粒尺寸的减小,合金中的晶粒越细小,合金的强度越高,腐蚀敏感性减低,晶界的耐腐蚀性能越好.抗腐蚀性的提高通常归因于高晶界密度表面更容易钝化的能力或第二相的物理分解从而防止这些第二相作为发生局部腐蚀的萌生源.然而,也有相反的观点认为随着晶粒尺寸的减小,高晶界密度可能会提高整体表面活性,从而提高腐蚀速率.有学者[40 ] 提出在没有氧化膜的情况下,当溶解速率>10 μA/cm2 时,晶粒尺寸减小则腐蚀速率增加.另有实验表明,晶粒尺寸对腐蚀速率的影响结果取决于晶粒为等轴晶或柱状晶.晶粒细化的过程中也会影响第二相的分布情况,因此关于晶粒尺寸对腐蚀性能的影响,仍需结合其他关键因素进行分析. ...
Investigation of mechanical and corrosion behavior of friction stir weld joint of aluminium alloy
1
2019
... HAZ
The Cu rich phase at grain boundary [29 , 30 ] 2024-T351 Pitting HAZ, located near to the TMAZ The coarse S phase in the grain [14 , 31 ~33 ] Intergranular corrosion The continuous S phase at grain boundary 2098-T351, 2050-T3 Exfoliation & intergranular corrosion HAZ T1 phase at grain boundary、 sub-grain boundary [34 , 35 ] 2014,2198-T851,2219 Corrosion resistance is better than the base metal Dissolution of Al2 Cu/T1 phase [36 ~39 ] 大多数文献表明,随着晶粒尺寸的减小,合金中的晶粒越细小,合金的强度越高,腐蚀敏感性减低,晶界的耐腐蚀性能越好.抗腐蚀性的提高通常归因于高晶界密度表面更容易钝化的能力或第二相的物理分解从而防止这些第二相作为发生局部腐蚀的萌生源.然而,也有相反的观点认为随着晶粒尺寸的减小,高晶界密度可能会提高整体表面活性,从而提高腐蚀速率.有学者[40 ] 提出在没有氧化膜的情况下,当溶解速率>10 μA/cm2 时,晶粒尺寸减小则腐蚀速率增加.另有实验表明,晶粒尺寸对腐蚀速率的影响结果取决于晶粒为等轴晶或柱状晶.晶粒细化的过程中也会影响第二相的分布情况,因此关于晶粒尺寸对腐蚀性能的影响,仍需结合其他关键因素进行分析. ...
Correlation between corrosion resistance, anodic hydrogen evolution and microhardness in friction stir weldment of AA2198 alloy
0
2018
Effect of processing parameters on the corrosion behaviour of friction stir processed AA 2219 aluminum alloy
0
2009
Effect of cooling conditions on corrosion resistance of friction stir welded 2219-T62 aluminum alloy thick plate joint
4
2020
... HAZ
The Cu rich phase at grain boundary [29 , 30 ] 2024-T351 Pitting HAZ, located near to the TMAZ The coarse S phase in the grain [14 , 31 ~33 ] Intergranular corrosion The continuous S phase at grain boundary 2098-T351, 2050-T3 Exfoliation & intergranular corrosion HAZ T1 phase at grain boundary、 sub-grain boundary [34 , 35 ] 2014,2198-T851,2219 Corrosion resistance is better than the base metal Dissolution of Al2 Cu/T1 phase [36 ~39 ] 大多数文献表明,随着晶粒尺寸的减小,合金中的晶粒越细小,合金的强度越高,腐蚀敏感性减低,晶界的耐腐蚀性能越好.抗腐蚀性的提高通常归因于高晶界密度表面更容易钝化的能力或第二相的物理分解从而防止这些第二相作为发生局部腐蚀的萌生源.然而,也有相反的观点认为随着晶粒尺寸的减小,高晶界密度可能会提高整体表面活性,从而提高腐蚀速率.有学者[40 ] 提出在没有氧化膜的情况下,当溶解速率>10 μA/cm2 时,晶粒尺寸减小则腐蚀速率增加.另有实验表明,晶粒尺寸对腐蚀速率的影响结果取决于晶粒为等轴晶或柱状晶.晶粒细化的过程中也会影响第二相的分布情况,因此关于晶粒尺寸对腐蚀性能的影响,仍需结合其他关键因素进行分析. ...
... Summary of methods employed to improve the corrosion resistance of FSWed joints of 2xxx series aluminum alloy
Table 3 Methor Al-alloy Result Reference Reduce heat input during welding Reduce the welding speed 2024-T4 The second-phase particles were dissolved and became smaller in size with segregation of the Cu elements at the grain boundary decreased [41 ] Reduce the rotational speed 2219-T87 - [42 ] Water cooling 2219-T62, 2014 θ (Al2 Cu) phase was refined and the PFZ region was absent[39 , 43 ] Post welding heat treatment artificial ageing of 8 and 9 h 2014-T6 - [44 ] Surface treatment Surface coating 2024-T351, 2219-T87 The grain had refined and the residual stress had reduced [45 , 46 ] Laser shock peening 2024-T351 The grain had refined, the phase had increased and the high density dislocation appeared [47 ] ultrasonic impact treatment 2A12 [48 ] 2219-T6 The grain had refined,the precipitated phase had dissolved [49 ] laser surface melting 2219 The surface S phase had dissolved and the second phase was uniformly distributed [50 ] in situ shot-peening-assisted cold spray coating Coated porosity had reduced [51 ]
<strong>5.1</strong> 降低焊接热输入量 改变搅拌头旋转速度、焊接速度以及提高焊接过程冷却速率等方法可以有效改善FSW焊缝微观组织,从而在一定程度上提高焊缝的耐腐蚀性能.在焊接过程中采用水冷的方法,提高焊缝冷却速率降低焊接过程的热输入量,获得了更细小以及更均匀的析出相,焊缝腐蚀性能得到改善[39 ] .转速在控制腐蚀攻击的位置方面起着重要作用[31 ] ,对于低转速焊缝,在焊缝区观察到局部的晶间腐蚀,而对于高转速焊缝,腐蚀主要发生在热影响区.Wang等[52 ] 认为由于移动速度的增加导致析出相尺寸的增加,FSW接头的SCC敏感性随之增加. ...
... 改变搅拌头旋转速度、焊接速度以及提高焊接过程冷却速率等方法可以有效改善FSW焊缝微观组织,从而在一定程度上提高焊缝的耐腐蚀性能.在焊接过程中采用水冷的方法,提高焊缝冷却速率降低焊接过程的热输入量,获得了更细小以及更均匀的析出相,焊缝腐蚀性能得到改善[39 ] .转速在控制腐蚀攻击的位置方面起着重要作用[31 ] ,对于低转速焊缝,在焊缝区观察到局部的晶间腐蚀,而对于高转速焊缝,腐蚀主要发生在热影响区.Wang等[52 ] 认为由于移动速度的增加导致析出相尺寸的增加,FSW接头的SCC敏感性随之增加. ...
... 其中,E 代表具体的能量输入,J/mm;T 是测得的扭矩,N·m;ω 是搅拌工具的角速度,rad/s;v t 是搅拌工具的移动速度,mm/s;该公式忽略热量通过夹具或从焊接板顶表面对流产生的损失.从该公式可以获得,焊接过程的热输入量随着旋转速度的提高以及移动速度的减低而增加.因此,相关研究表明降低焊接过程中的热输入量为有效提高焊缝耐蚀性的方法之一[39 , 41 ~43 ] .一方面,焊接过程摄入过高的热输入量会促进合金晶内以及晶界析出相的形成,从而降低焊缝的电位,提高其腐蚀敏感性.另一方面,晶粒尺寸能影响焊缝的腐蚀电流密度,晶粒尺寸越小,晶界密度越大,导致钝化层的形成越快,当提高焊缝热输入量时,焊缝温度提高促进晶粒生长,导致焊缝耐腐蚀性能降低. ...
Revealing the relationship between grain size and corrosion rate of metals
1
2010
... 大多数文献表明,随着晶粒尺寸的减小,合金中的晶粒越细小,合金的强度越高,腐蚀敏感性减低,晶界的耐腐蚀性能越好.抗腐蚀性的提高通常归因于高晶界密度表面更容易钝化的能力或第二相的物理分解从而防止这些第二相作为发生局部腐蚀的萌生源.然而,也有相反的观点认为随着晶粒尺寸的减小,高晶界密度可能会提高整体表面活性,从而提高腐蚀速率.有学者[40 ] 提出在没有氧化膜的情况下,当溶解速率>10 μA/cm2 时,晶粒尺寸减小则腐蚀速率增加.另有实验表明,晶粒尺寸对腐蚀速率的影响结果取决于晶粒为等轴晶或柱状晶.晶粒细化的过程中也会影响第二相的分布情况,因此关于晶粒尺寸对腐蚀性能的影响,仍需结合其他关键因素进行分析. ...
Effect of travel speed on the stress corrosion behavior of friction stir welded 2024-T4 aluminum alloy
2
2016
... Summary of methods employed to improve the corrosion resistance of FSWed joints of 2xxx series aluminum alloy
Table 3 Methor Al-alloy Result Reference Reduce heat input during welding Reduce the welding speed 2024-T4 The second-phase particles were dissolved and became smaller in size with segregation of the Cu elements at the grain boundary decreased [41 ] Reduce the rotational speed 2219-T87 - [42 ] Water cooling 2219-T62, 2014 θ (Al2 Cu) phase was refined and the PFZ region was absent[39 , 43 ] Post welding heat treatment artificial ageing of 8 and 9 h 2014-T6 - [44 ] Surface treatment Surface coating 2024-T351, 2219-T87 The grain had refined and the residual stress had reduced [45 , 46 ] Laser shock peening 2024-T351 The grain had refined, the phase had increased and the high density dislocation appeared [47 ] ultrasonic impact treatment 2A12 [48 ] 2219-T6 The grain had refined,the precipitated phase had dissolved [49 ] laser surface melting 2219 The surface S phase had dissolved and the second phase was uniformly distributed [50 ] in situ shot-peening-assisted cold spray coating Coated porosity had reduced [51 ]
<strong>5.1</strong> 降低焊接热输入量 改变搅拌头旋转速度、焊接速度以及提高焊接过程冷却速率等方法可以有效改善FSW焊缝微观组织,从而在一定程度上提高焊缝的耐腐蚀性能.在焊接过程中采用水冷的方法,提高焊缝冷却速率降低焊接过程的热输入量,获得了更细小以及更均匀的析出相,焊缝腐蚀性能得到改善[39 ] .转速在控制腐蚀攻击的位置方面起着重要作用[31 ] ,对于低转速焊缝,在焊缝区观察到局部的晶间腐蚀,而对于高转速焊缝,腐蚀主要发生在热影响区.Wang等[52 ] 认为由于移动速度的增加导致析出相尺寸的增加,FSW接头的SCC敏感性随之增加. ...
... 其中,E 代表具体的能量输入,J/mm;T 是测得的扭矩,N·m;ω 是搅拌工具的角速度,rad/s;v t 是搅拌工具的移动速度,mm/s;该公式忽略热量通过夹具或从焊接板顶表面对流产生的损失.从该公式可以获得,焊接过程的热输入量随着旋转速度的提高以及移动速度的减低而增加.因此,相关研究表明降低焊接过程中的热输入量为有效提高焊缝耐蚀性的方法之一[39 , 41 ~43 ] .一方面,焊接过程摄入过高的热输入量会促进合金晶内以及晶界析出相的形成,从而降低焊缝的电位,提高其腐蚀敏感性.另一方面,晶粒尺寸能影响焊缝的腐蚀电流密度,晶粒尺寸越小,晶界密度越大,导致钝化层的形成越快,当提高焊缝热输入量时,焊缝温度提高促进晶粒生长,导致焊缝耐腐蚀性能降低. ...
Optimization of friction stir welding parameters to improve corrosion resistance and hardness of AA2219 aluminum alloy welds
1
2019
... Summary of methods employed to improve the corrosion resistance of FSWed joints of 2xxx series aluminum alloy
Table 3 Methor Al-alloy Result Reference Reduce heat input during welding Reduce the welding speed 2024-T4 The second-phase particles were dissolved and became smaller in size with segregation of the Cu elements at the grain boundary decreased [41 ] Reduce the rotational speed 2219-T87 - [42 ] Water cooling 2219-T62, 2014 θ (Al2 Cu) phase was refined and the PFZ region was absent[39 , 43 ] Post welding heat treatment artificial ageing of 8 and 9 h 2014-T6 - [44 ] Surface treatment Surface coating 2024-T351, 2219-T87 The grain had refined and the residual stress had reduced [45 , 46 ] Laser shock peening 2024-T351 The grain had refined, the phase had increased and the high density dislocation appeared [47 ] ultrasonic impact treatment 2A12 [48 ] 2219-T6 The grain had refined,the precipitated phase had dissolved [49 ] laser surface melting 2219 The surface S phase had dissolved and the second phase was uniformly distributed [50 ] in situ shot-peening-assisted cold spray coating Coated porosity had reduced [51 ]
<strong>5.1</strong> 降低焊接热输入量 改变搅拌头旋转速度、焊接速度以及提高焊接过程冷却速率等方法可以有效改善FSW焊缝微观组织,从而在一定程度上提高焊缝的耐腐蚀性能.在焊接过程中采用水冷的方法,提高焊缝冷却速率降低焊接过程的热输入量,获得了更细小以及更均匀的析出相,焊缝腐蚀性能得到改善[39 ] .转速在控制腐蚀攻击的位置方面起着重要作用[31 ] ,对于低转速焊缝,在焊缝区观察到局部的晶间腐蚀,而对于高转速焊缝,腐蚀主要发生在热影响区.Wang等[52 ] 认为由于移动速度的增加导致析出相尺寸的增加,FSW接头的SCC敏感性随之增加. ...
Enhancement of mechanical properties and corrosion resistance of friction stir welded joint of AA2014 using water cooling
2
2017
... Summary of methods employed to improve the corrosion resistance of FSWed joints of 2xxx series aluminum alloy
Table 3 Methor Al-alloy Result Reference Reduce heat input during welding Reduce the welding speed 2024-T4 The second-phase particles were dissolved and became smaller in size with segregation of the Cu elements at the grain boundary decreased [41 ] Reduce the rotational speed 2219-T87 - [42 ] Water cooling 2219-T62, 2014 θ (Al2 Cu) phase was refined and the PFZ region was absent[39 , 43 ] Post welding heat treatment artificial ageing of 8 and 9 h 2014-T6 - [44 ] Surface treatment Surface coating 2024-T351, 2219-T87 The grain had refined and the residual stress had reduced [45 , 46 ] Laser shock peening 2024-T351 The grain had refined, the phase had increased and the high density dislocation appeared [47 ] ultrasonic impact treatment 2A12 [48 ] 2219-T6 The grain had refined,the precipitated phase had dissolved [49 ] laser surface melting 2219 The surface S phase had dissolved and the second phase was uniformly distributed [50 ] in situ shot-peening-assisted cold spray coating Coated porosity had reduced [51 ]
<strong>5.1</strong> 降低焊接热输入量 改变搅拌头旋转速度、焊接速度以及提高焊接过程冷却速率等方法可以有效改善FSW焊缝微观组织,从而在一定程度上提高焊缝的耐腐蚀性能.在焊接过程中采用水冷的方法,提高焊缝冷却速率降低焊接过程的热输入量,获得了更细小以及更均匀的析出相,焊缝腐蚀性能得到改善[39 ] .转速在控制腐蚀攻击的位置方面起着重要作用[31 ] ,对于低转速焊缝,在焊缝区观察到局部的晶间腐蚀,而对于高转速焊缝,腐蚀主要发生在热影响区.Wang等[52 ] 认为由于移动速度的增加导致析出相尺寸的增加,FSW接头的SCC敏感性随之增加. ...
... 其中,E 代表具体的能量输入,J/mm;T 是测得的扭矩,N·m;ω 是搅拌工具的角速度,rad/s;v t 是搅拌工具的移动速度,mm/s;该公式忽略热量通过夹具或从焊接板顶表面对流产生的损失.从该公式可以获得,焊接过程的热输入量随着旋转速度的提高以及移动速度的减低而增加.因此,相关研究表明降低焊接过程中的热输入量为有效提高焊缝耐蚀性的方法之一[39 , 41 ~43 ] .一方面,焊接过程摄入过高的热输入量会促进合金晶内以及晶界析出相的形成,从而降低焊缝的电位,提高其腐蚀敏感性.另一方面,晶粒尺寸能影响焊缝的腐蚀电流密度,晶粒尺寸越小,晶界密度越大,导致钝化层的形成越快,当提高焊缝热输入量时,焊缝温度提高促进晶粒生长,导致焊缝耐腐蚀性能降低. ...
Effect of post weld heat treatment and welding parameters on mechanical and corrosion characteristics of friction stir welded aluminium alloy AA2014-T6
1
2019
... Summary of methods employed to improve the corrosion resistance of FSWed joints of 2xxx series aluminum alloy
Table 3 Methor Al-alloy Result Reference Reduce heat input during welding Reduce the welding speed 2024-T4 The second-phase particles were dissolved and became smaller in size with segregation of the Cu elements at the grain boundary decreased [41 ] Reduce the rotational speed 2219-T87 - [42 ] Water cooling 2219-T62, 2014 θ (Al2 Cu) phase was refined and the PFZ region was absent[39 , 43 ] Post welding heat treatment artificial ageing of 8 and 9 h 2014-T6 - [44 ] Surface treatment Surface coating 2024-T351, 2219-T87 The grain had refined and the residual stress had reduced [45 , 46 ] Laser shock peening 2024-T351 The grain had refined, the phase had increased and the high density dislocation appeared [47 ] ultrasonic impact treatment 2A12 [48 ] 2219-T6 The grain had refined,the precipitated phase had dissolved [49 ] laser surface melting 2219 The surface S phase had dissolved and the second phase was uniformly distributed [50 ] in situ shot-peening-assisted cold spray coating Coated porosity had reduced [51 ]
<strong>5.1</strong> 降低焊接热输入量 改变搅拌头旋转速度、焊接速度以及提高焊接过程冷却速率等方法可以有效改善FSW焊缝微观组织,从而在一定程度上提高焊缝的耐腐蚀性能.在焊接过程中采用水冷的方法,提高焊缝冷却速率降低焊接过程的热输入量,获得了更细小以及更均匀的析出相,焊缝腐蚀性能得到改善[39 ] .转速在控制腐蚀攻击的位置方面起着重要作用[31 ] ,对于低转速焊缝,在焊缝区观察到局部的晶间腐蚀,而对于高转速焊缝,腐蚀主要发生在热影响区.Wang等[52 ] 认为由于移动速度的增加导致析出相尺寸的增加,FSW接头的SCC敏感性随之增加. ...
Microstructure and corrosion behaviour of Al coating deposited by cold spraying onto FSW AA2219-T87 joint
2
2019
... Summary of methods employed to improve the corrosion resistance of FSWed joints of 2xxx series aluminum alloy
Table 3 Methor Al-alloy Result Reference Reduce heat input during welding Reduce the welding speed 2024-T4 The second-phase particles were dissolved and became smaller in size with segregation of the Cu elements at the grain boundary decreased [41 ] Reduce the rotational speed 2219-T87 - [42 ] Water cooling 2219-T62, 2014 θ (Al2 Cu) phase was refined and the PFZ region was absent[39 , 43 ] Post welding heat treatment artificial ageing of 8 and 9 h 2014-T6 - [44 ] Surface treatment Surface coating 2024-T351, 2219-T87 The grain had refined and the residual stress had reduced [45 , 46 ] Laser shock peening 2024-T351 The grain had refined, the phase had increased and the high density dislocation appeared [47 ] ultrasonic impact treatment 2A12 [48 ] 2219-T6 The grain had refined,the precipitated phase had dissolved [49 ] laser surface melting 2219 The surface S phase had dissolved and the second phase was uniformly distributed [50 ] in situ shot-peening-assisted cold spray coating Coated porosity had reduced [51 ]
<strong>5.1</strong> 降低焊接热输入量 改变搅拌头旋转速度、焊接速度以及提高焊接过程冷却速率等方法可以有效改善FSW焊缝微观组织,从而在一定程度上提高焊缝的耐腐蚀性能.在焊接过程中采用水冷的方法,提高焊缝冷却速率降低焊接过程的热输入量,获得了更细小以及更均匀的析出相,焊缝腐蚀性能得到改善[39 ] .转速在控制腐蚀攻击的位置方面起着重要作用[31 ] ,对于低转速焊缝,在焊缝区观察到局部的晶间腐蚀,而对于高转速焊缝,腐蚀主要发生在热影响区.Wang等[52 ] 认为由于移动速度的增加导致析出相尺寸的增加,FSW接头的SCC敏感性随之增加. ...
... 相关表面处理通过改变焊缝第二相分布情况、晶粒特征分布、位错密度、残余应力等可以达到提高FSW焊缝耐蚀性的目的.激光表面熔化 (LSM) 是一种提高搅拌摩擦焊接头耐蚀性的表面改性方法,Ma等[50 ] 使用LSM技术在FSW焊缝表面形成熔体区,研究表明焊缝表面的抗点蚀性明显提高.将腐蚀介质与焊缝隔离,表面制备涂层是改善FSW焊缝腐蚀性能最为可靠的技术之一.目前,国内外学者利用冷喷涂技术在2xxx铝合金焊缝表面制备较为致密的纯Al涂层,发现制备成的冷喷涂涂层出现大量的晶粒细化,经过相关腐蚀实验测试发现FSW接头的腐蚀敏感性显著降低[45 , 46 ] .除此之外,利用微弧氧化表面改性技术在铝合金表面原位生成陶瓷涂层能明显地提高FSW焊缝耐蚀性[55 ~57 ] .由于残余应力常存在于FSW焊缝中,在特定腐蚀条件下极易引发SCC的发生,通过激光喷丸以及超声冲击处理可以很好降低残余压应力,改善焊耐蚀性.邓云发等[48 ] 对2A12铝合金FSW焊缝表面进行超声冲击,表明其表面晶粒得到细化,位错密度增加,焊缝耐腐蚀性能得到提高.为了更进一步提高焊缝的耐蚀性,相关学者研发了原位喷丸辅助冷喷涂技术,该技术有效提高了涂层的孔隙率,提高FSW焊缝的耐蚀性[51 ] . ...
Effect of cold sprayed Al coating on mechanical property and corrosion behavior of friction stir welded AA2024-T351 joint
2
2015
... Summary of methods employed to improve the corrosion resistance of FSWed joints of 2xxx series aluminum alloy
Table 3 Methor Al-alloy Result Reference Reduce heat input during welding Reduce the welding speed 2024-T4 The second-phase particles were dissolved and became smaller in size with segregation of the Cu elements at the grain boundary decreased [41 ] Reduce the rotational speed 2219-T87 - [42 ] Water cooling 2219-T62, 2014 θ (Al2 Cu) phase was refined and the PFZ region was absent[39 , 43 ] Post welding heat treatment artificial ageing of 8 and 9 h 2014-T6 - [44 ] Surface treatment Surface coating 2024-T351, 2219-T87 The grain had refined and the residual stress had reduced [45 , 46 ] Laser shock peening 2024-T351 The grain had refined, the phase had increased and the high density dislocation appeared [47 ] ultrasonic impact treatment 2A12 [48 ] 2219-T6 The grain had refined,the precipitated phase had dissolved [49 ] laser surface melting 2219 The surface S phase had dissolved and the second phase was uniformly distributed [50 ] in situ shot-peening-assisted cold spray coating Coated porosity had reduced [51 ]
<strong>5.1</strong> 降低焊接热输入量 改变搅拌头旋转速度、焊接速度以及提高焊接过程冷却速率等方法可以有效改善FSW焊缝微观组织,从而在一定程度上提高焊缝的耐腐蚀性能.在焊接过程中采用水冷的方法,提高焊缝冷却速率降低焊接过程的热输入量,获得了更细小以及更均匀的析出相,焊缝腐蚀性能得到改善[39 ] .转速在控制腐蚀攻击的位置方面起着重要作用[31 ] ,对于低转速焊缝,在焊缝区观察到局部的晶间腐蚀,而对于高转速焊缝,腐蚀主要发生在热影响区.Wang等[52 ] 认为由于移动速度的增加导致析出相尺寸的增加,FSW接头的SCC敏感性随之增加. ...
... 相关表面处理通过改变焊缝第二相分布情况、晶粒特征分布、位错密度、残余应力等可以达到提高FSW焊缝耐蚀性的目的.激光表面熔化 (LSM) 是一种提高搅拌摩擦焊接头耐蚀性的表面改性方法,Ma等[50 ] 使用LSM技术在FSW焊缝表面形成熔体区,研究表明焊缝表面的抗点蚀性明显提高.将腐蚀介质与焊缝隔离,表面制备涂层是改善FSW焊缝腐蚀性能最为可靠的技术之一.目前,国内外学者利用冷喷涂技术在2xxx铝合金焊缝表面制备较为致密的纯Al涂层,发现制备成的冷喷涂涂层出现大量的晶粒细化,经过相关腐蚀实验测试发现FSW接头的腐蚀敏感性显著降低[45 , 46 ] .除此之外,利用微弧氧化表面改性技术在铝合金表面原位生成陶瓷涂层能明显地提高FSW焊缝耐蚀性[55 ~57 ] .由于残余应力常存在于FSW焊缝中,在特定腐蚀条件下极易引发SCC的发生,通过激光喷丸以及超声冲击处理可以很好降低残余压应力,改善焊耐蚀性.邓云发等[48 ] 对2A12铝合金FSW焊缝表面进行超声冲击,表明其表面晶粒得到细化,位错密度增加,焊缝耐腐蚀性能得到提高.为了更进一步提高焊缝的耐蚀性,相关学者研发了原位喷丸辅助冷喷涂技术,该技术有效提高了涂层的孔隙率,提高FSW焊缝的耐蚀性[51 ] . ...
Laser Shock Processing influence on local properties and overall tensile behavior of friction stir welded joints
1
2012
... Summary of methods employed to improve the corrosion resistance of FSWed joints of 2xxx series aluminum alloy
Table 3 Methor Al-alloy Result Reference Reduce heat input during welding Reduce the welding speed 2024-T4 The second-phase particles were dissolved and became smaller in size with segregation of the Cu elements at the grain boundary decreased [41 ] Reduce the rotational speed 2219-T87 - [42 ] Water cooling 2219-T62, 2014 θ (Al2 Cu) phase was refined and the PFZ region was absent[39 , 43 ] Post welding heat treatment artificial ageing of 8 and 9 h 2014-T6 - [44 ] Surface treatment Surface coating 2024-T351, 2219-T87 The grain had refined and the residual stress had reduced [45 , 46 ] Laser shock peening 2024-T351 The grain had refined, the phase had increased and the high density dislocation appeared [47 ] ultrasonic impact treatment 2A12 [48 ] 2219-T6 The grain had refined,the precipitated phase had dissolved [49 ] laser surface melting 2219 The surface S phase had dissolved and the second phase was uniformly distributed [50 ] in situ shot-peening-assisted cold spray coating Coated porosity had reduced [51 ]
<strong>5.1</strong> 降低焊接热输入量 改变搅拌头旋转速度、焊接速度以及提高焊接过程冷却速率等方法可以有效改善FSW焊缝微观组织,从而在一定程度上提高焊缝的耐腐蚀性能.在焊接过程中采用水冷的方法,提高焊缝冷却速率降低焊接过程的热输入量,获得了更细小以及更均匀的析出相,焊缝腐蚀性能得到改善[39 ] .转速在控制腐蚀攻击的位置方面起着重要作用[31 ] ,对于低转速焊缝,在焊缝区观察到局部的晶间腐蚀,而对于高转速焊缝,腐蚀主要发生在热影响区.Wang等[52 ] 认为由于移动速度的增加导致析出相尺寸的增加,FSW接头的SCC敏感性随之增加. ...
Effects of ultrasonic impact on microstructure and properties of friction stir welded aluminum alloy
2
2019
... Summary of methods employed to improve the corrosion resistance of FSWed joints of 2xxx series aluminum alloy
Table 3 Methor Al-alloy Result Reference Reduce heat input during welding Reduce the welding speed 2024-T4 The second-phase particles were dissolved and became smaller in size with segregation of the Cu elements at the grain boundary decreased [41 ] Reduce the rotational speed 2219-T87 - [42 ] Water cooling 2219-T62, 2014 θ (Al2 Cu) phase was refined and the PFZ region was absent[39 , 43 ] Post welding heat treatment artificial ageing of 8 and 9 h 2014-T6 - [44 ] Surface treatment Surface coating 2024-T351, 2219-T87 The grain had refined and the residual stress had reduced [45 , 46 ] Laser shock peening 2024-T351 The grain had refined, the phase had increased and the high density dislocation appeared [47 ] ultrasonic impact treatment 2A12 [48 ] 2219-T6 The grain had refined,the precipitated phase had dissolved [49 ] laser surface melting 2219 The surface S phase had dissolved and the second phase was uniformly distributed [50 ] in situ shot-peening-assisted cold spray coating Coated porosity had reduced [51 ]
<strong>5.1</strong> 降低焊接热输入量 改变搅拌头旋转速度、焊接速度以及提高焊接过程冷却速率等方法可以有效改善FSW焊缝微观组织,从而在一定程度上提高焊缝的耐腐蚀性能.在焊接过程中采用水冷的方法,提高焊缝冷却速率降低焊接过程的热输入量,获得了更细小以及更均匀的析出相,焊缝腐蚀性能得到改善[39 ] .转速在控制腐蚀攻击的位置方面起着重要作用[31 ] ,对于低转速焊缝,在焊缝区观察到局部的晶间腐蚀,而对于高转速焊缝,腐蚀主要发生在热影响区.Wang等[52 ] 认为由于移动速度的增加导致析出相尺寸的增加,FSW接头的SCC敏感性随之增加. ...
... 相关表面处理通过改变焊缝第二相分布情况、晶粒特征分布、位错密度、残余应力等可以达到提高FSW焊缝耐蚀性的目的.激光表面熔化 (LSM) 是一种提高搅拌摩擦焊接头耐蚀性的表面改性方法,Ma等[50 ] 使用LSM技术在FSW焊缝表面形成熔体区,研究表明焊缝表面的抗点蚀性明显提高.将腐蚀介质与焊缝隔离,表面制备涂层是改善FSW焊缝腐蚀性能最为可靠的技术之一.目前,国内外学者利用冷喷涂技术在2xxx铝合金焊缝表面制备较为致密的纯Al涂层,发现制备成的冷喷涂涂层出现大量的晶粒细化,经过相关腐蚀实验测试发现FSW接头的腐蚀敏感性显著降低[45 , 46 ] .除此之外,利用微弧氧化表面改性技术在铝合金表面原位生成陶瓷涂层能明显地提高FSW焊缝耐蚀性[55 ~57 ] .由于残余应力常存在于FSW焊缝中,在特定腐蚀条件下极易引发SCC的发生,通过激光喷丸以及超声冲击处理可以很好降低残余压应力,改善焊耐蚀性.邓云发等[48 ] 对2A12铝合金FSW焊缝表面进行超声冲击,表明其表面晶粒得到细化,位错密度增加,焊缝耐腐蚀性能得到提高.为了更进一步提高焊缝的耐蚀性,相关学者研发了原位喷丸辅助冷喷涂技术,该技术有效提高了涂层的孔隙率,提高FSW焊缝的耐蚀性[51 ] . ...
超声冲击对铝合金搅拌摩擦焊接头组织及性能的影响
2
2019
... Summary of methods employed to improve the corrosion resistance of FSWed joints of 2xxx series aluminum alloy
Table 3 Methor Al-alloy Result Reference Reduce heat input during welding Reduce the welding speed 2024-T4 The second-phase particles were dissolved and became smaller in size with segregation of the Cu elements at the grain boundary decreased [41 ] Reduce the rotational speed 2219-T87 - [42 ] Water cooling 2219-T62, 2014 θ (Al2 Cu) phase was refined and the PFZ region was absent[39 , 43 ] Post welding heat treatment artificial ageing of 8 and 9 h 2014-T6 - [44 ] Surface treatment Surface coating 2024-T351, 2219-T87 The grain had refined and the residual stress had reduced [45 , 46 ] Laser shock peening 2024-T351 The grain had refined, the phase had increased and the high density dislocation appeared [47 ] ultrasonic impact treatment 2A12 [48 ] 2219-T6 The grain had refined,the precipitated phase had dissolved [49 ] laser surface melting 2219 The surface S phase had dissolved and the second phase was uniformly distributed [50 ] in situ shot-peening-assisted cold spray coating Coated porosity had reduced [51 ]
<strong>5.1</strong> 降低焊接热输入量 改变搅拌头旋转速度、焊接速度以及提高焊接过程冷却速率等方法可以有效改善FSW焊缝微观组织,从而在一定程度上提高焊缝的耐腐蚀性能.在焊接过程中采用水冷的方法,提高焊缝冷却速率降低焊接过程的热输入量,获得了更细小以及更均匀的析出相,焊缝腐蚀性能得到改善[39 ] .转速在控制腐蚀攻击的位置方面起着重要作用[31 ] ,对于低转速焊缝,在焊缝区观察到局部的晶间腐蚀,而对于高转速焊缝,腐蚀主要发生在热影响区.Wang等[52 ] 认为由于移动速度的增加导致析出相尺寸的增加,FSW接头的SCC敏感性随之增加. ...
... 相关表面处理通过改变焊缝第二相分布情况、晶粒特征分布、位错密度、残余应力等可以达到提高FSW焊缝耐蚀性的目的.激光表面熔化 (LSM) 是一种提高搅拌摩擦焊接头耐蚀性的表面改性方法,Ma等[50 ] 使用LSM技术在FSW焊缝表面形成熔体区,研究表明焊缝表面的抗点蚀性明显提高.将腐蚀介质与焊缝隔离,表面制备涂层是改善FSW焊缝腐蚀性能最为可靠的技术之一.目前,国内外学者利用冷喷涂技术在2xxx铝合金焊缝表面制备较为致密的纯Al涂层,发现制备成的冷喷涂涂层出现大量的晶粒细化,经过相关腐蚀实验测试发现FSW接头的腐蚀敏感性显著降低[45 , 46 ] .除此之外,利用微弧氧化表面改性技术在铝合金表面原位生成陶瓷涂层能明显地提高FSW焊缝耐蚀性[55 ~57 ] .由于残余应力常存在于FSW焊缝中,在特定腐蚀条件下极易引发SCC的发生,通过激光喷丸以及超声冲击处理可以很好降低残余压应力,改善焊耐蚀性.邓云发等[48 ] 对2A12铝合金FSW焊缝表面进行超声冲击,表明其表面晶粒得到细化,位错密度增加,焊缝耐腐蚀性能得到提高.为了更进一步提高焊缝的耐蚀性,相关学者研发了原位喷丸辅助冷喷涂技术,该技术有效提高了涂层的孔隙率,提高FSW焊缝的耐蚀性[51 ] . ...
Effect of ultrasonic impact treatment on microstructure and corrosion behavior of friction stir welding joints of 2219 aluminum alloy
1
2022
... Summary of methods employed to improve the corrosion resistance of FSWed joints of 2xxx series aluminum alloy
Table 3 Methor Al-alloy Result Reference Reduce heat input during welding Reduce the welding speed 2024-T4 The second-phase particles were dissolved and became smaller in size with segregation of the Cu elements at the grain boundary decreased [41 ] Reduce the rotational speed 2219-T87 - [42 ] Water cooling 2219-T62, 2014 θ (Al2 Cu) phase was refined and the PFZ region was absent[39 , 43 ] Post welding heat treatment artificial ageing of 8 and 9 h 2014-T6 - [44 ] Surface treatment Surface coating 2024-T351, 2219-T87 The grain had refined and the residual stress had reduced [45 , 46 ] Laser shock peening 2024-T351 The grain had refined, the phase had increased and the high density dislocation appeared [47 ] ultrasonic impact treatment 2A12 [48 ] 2219-T6 The grain had refined,the precipitated phase had dissolved [49 ] laser surface melting 2219 The surface S phase had dissolved and the second phase was uniformly distributed [50 ] in situ shot-peening-assisted cold spray coating Coated porosity had reduced [51 ]
<strong>5.1</strong> 降低焊接热输入量 改变搅拌头旋转速度、焊接速度以及提高焊接过程冷却速率等方法可以有效改善FSW焊缝微观组织,从而在一定程度上提高焊缝的耐腐蚀性能.在焊接过程中采用水冷的方法,提高焊缝冷却速率降低焊接过程的热输入量,获得了更细小以及更均匀的析出相,焊缝腐蚀性能得到改善[39 ] .转速在控制腐蚀攻击的位置方面起着重要作用[31 ] ,对于低转速焊缝,在焊缝区观察到局部的晶间腐蚀,而对于高转速焊缝,腐蚀主要发生在热影响区.Wang等[52 ] 认为由于移动速度的增加导致析出相尺寸的增加,FSW接头的SCC敏感性随之增加. ...
The effect of laser surface melting on microstructure and corrosion behavior of friction stir welded aluminum alloy 2219
2
2017
... Summary of methods employed to improve the corrosion resistance of FSWed joints of 2xxx series aluminum alloy
Table 3 Methor Al-alloy Result Reference Reduce heat input during welding Reduce the welding speed 2024-T4 The second-phase particles were dissolved and became smaller in size with segregation of the Cu elements at the grain boundary decreased [41 ] Reduce the rotational speed 2219-T87 - [42 ] Water cooling 2219-T62, 2014 θ (Al2 Cu) phase was refined and the PFZ region was absent[39 , 43 ] Post welding heat treatment artificial ageing of 8 and 9 h 2014-T6 - [44 ] Surface treatment Surface coating 2024-T351, 2219-T87 The grain had refined and the residual stress had reduced [45 , 46 ] Laser shock peening 2024-T351 The grain had refined, the phase had increased and the high density dislocation appeared [47 ] ultrasonic impact treatment 2A12 [48 ] 2219-T6 The grain had refined,the precipitated phase had dissolved [49 ] laser surface melting 2219 The surface S phase had dissolved and the second phase was uniformly distributed [50 ] in situ shot-peening-assisted cold spray coating Coated porosity had reduced [51 ]
<strong>5.1</strong> 降低焊接热输入量 改变搅拌头旋转速度、焊接速度以及提高焊接过程冷却速率等方法可以有效改善FSW焊缝微观组织,从而在一定程度上提高焊缝的耐腐蚀性能.在焊接过程中采用水冷的方法,提高焊缝冷却速率降低焊接过程的热输入量,获得了更细小以及更均匀的析出相,焊缝腐蚀性能得到改善[39 ] .转速在控制腐蚀攻击的位置方面起着重要作用[31 ] ,对于低转速焊缝,在焊缝区观察到局部的晶间腐蚀,而对于高转速焊缝,腐蚀主要发生在热影响区.Wang等[52 ] 认为由于移动速度的增加导致析出相尺寸的增加,FSW接头的SCC敏感性随之增加. ...
... 相关表面处理通过改变焊缝第二相分布情况、晶粒特征分布、位错密度、残余应力等可以达到提高FSW焊缝耐蚀性的目的.激光表面熔化 (LSM) 是一种提高搅拌摩擦焊接头耐蚀性的表面改性方法,Ma等[50 ] 使用LSM技术在FSW焊缝表面形成熔体区,研究表明焊缝表面的抗点蚀性明显提高.将腐蚀介质与焊缝隔离,表面制备涂层是改善FSW焊缝腐蚀性能最为可靠的技术之一.目前,国内外学者利用冷喷涂技术在2xxx铝合金焊缝表面制备较为致密的纯Al涂层,发现制备成的冷喷涂涂层出现大量的晶粒细化,经过相关腐蚀实验测试发现FSW接头的腐蚀敏感性显著降低[45 , 46 ] .除此之外,利用微弧氧化表面改性技术在铝合金表面原位生成陶瓷涂层能明显地提高FSW焊缝耐蚀性[55 ~57 ] .由于残余应力常存在于FSW焊缝中,在特定腐蚀条件下极易引发SCC的发生,通过激光喷丸以及超声冲击处理可以很好降低残余压应力,改善焊耐蚀性.邓云发等[48 ] 对2A12铝合金FSW焊缝表面进行超声冲击,表明其表面晶粒得到细化,位错密度增加,焊缝耐腐蚀性能得到提高.为了更进一步提高焊缝的耐蚀性,相关学者研发了原位喷丸辅助冷喷涂技术,该技术有效提高了涂层的孔隙率,提高FSW焊缝的耐蚀性[51 ] . ...
Microstructure and corrosion behavior of friction stir welded al alloy coated by in situ shot-peening-assisted cold spray
2
2020
... Summary of methods employed to improve the corrosion resistance of FSWed joints of 2xxx series aluminum alloy
Table 3 Methor Al-alloy Result Reference Reduce heat input during welding Reduce the welding speed 2024-T4 The second-phase particles were dissolved and became smaller in size with segregation of the Cu elements at the grain boundary decreased [41 ] Reduce the rotational speed 2219-T87 - [42 ] Water cooling 2219-T62, 2014 θ (Al2 Cu) phase was refined and the PFZ region was absent[39 , 43 ] Post welding heat treatment artificial ageing of 8 and 9 h 2014-T6 - [44 ] Surface treatment Surface coating 2024-T351, 2219-T87 The grain had refined and the residual stress had reduced [45 , 46 ] Laser shock peening 2024-T351 The grain had refined, the phase had increased and the high density dislocation appeared [47 ] ultrasonic impact treatment 2A12 [48 ] 2219-T6 The grain had refined,the precipitated phase had dissolved [49 ] laser surface melting 2219 The surface S phase had dissolved and the second phase was uniformly distributed [50 ] in situ shot-peening-assisted cold spray coating Coated porosity had reduced [51 ]
<strong>5.1</strong> 降低焊接热输入量 改变搅拌头旋转速度、焊接速度以及提高焊接过程冷却速率等方法可以有效改善FSW焊缝微观组织,从而在一定程度上提高焊缝的耐腐蚀性能.在焊接过程中采用水冷的方法,提高焊缝冷却速率降低焊接过程的热输入量,获得了更细小以及更均匀的析出相,焊缝腐蚀性能得到改善[39 ] .转速在控制腐蚀攻击的位置方面起着重要作用[31 ] ,对于低转速焊缝,在焊缝区观察到局部的晶间腐蚀,而对于高转速焊缝,腐蚀主要发生在热影响区.Wang等[52 ] 认为由于移动速度的增加导致析出相尺寸的增加,FSW接头的SCC敏感性随之增加. ...
... 相关表面处理通过改变焊缝第二相分布情况、晶粒特征分布、位错密度、残余应力等可以达到提高FSW焊缝耐蚀性的目的.激光表面熔化 (LSM) 是一种提高搅拌摩擦焊接头耐蚀性的表面改性方法,Ma等[50 ] 使用LSM技术在FSW焊缝表面形成熔体区,研究表明焊缝表面的抗点蚀性明显提高.将腐蚀介质与焊缝隔离,表面制备涂层是改善FSW焊缝腐蚀性能最为可靠的技术之一.目前,国内外学者利用冷喷涂技术在2xxx铝合金焊缝表面制备较为致密的纯Al涂层,发现制备成的冷喷涂涂层出现大量的晶粒细化,经过相关腐蚀实验测试发现FSW接头的腐蚀敏感性显著降低[45 , 46 ] .除此之外,利用微弧氧化表面改性技术在铝合金表面原位生成陶瓷涂层能明显地提高FSW焊缝耐蚀性[55 ~57 ] .由于残余应力常存在于FSW焊缝中,在特定腐蚀条件下极易引发SCC的发生,通过激光喷丸以及超声冲击处理可以很好降低残余压应力,改善焊耐蚀性.邓云发等[48 ] 对2A12铝合金FSW焊缝表面进行超声冲击,表明其表面晶粒得到细化,位错密度增加,焊缝耐腐蚀性能得到提高.为了更进一步提高焊缝的耐蚀性,相关学者研发了原位喷丸辅助冷喷涂技术,该技术有效提高了涂层的孔隙率,提高FSW焊缝的耐蚀性[51 ] . ...
Effect of travel speed on the stress corrosion behavior of friction stir welded 2024-T4 aluminum alloy
1
2016
... 改变搅拌头旋转速度、焊接速度以及提高焊接过程冷却速率等方法可以有效改善FSW焊缝微观组织,从而在一定程度上提高焊缝的耐腐蚀性能.在焊接过程中采用水冷的方法,提高焊缝冷却速率降低焊接过程的热输入量,获得了更细小以及更均匀的析出相,焊缝腐蚀性能得到改善[39 ] .转速在控制腐蚀攻击的位置方面起着重要作用[31 ] ,对于低转速焊缝,在焊缝区观察到局部的晶间腐蚀,而对于高转速焊缝,腐蚀主要发生在热影响区.Wang等[52 ] 认为由于移动速度的增加导致析出相尺寸的增加,FSW接头的SCC敏感性随之增加. ...
Mode I fracture and microstructure for 2024-T3 friction stir welds
1
2003
... 从根本上说,改变旋转速度和移动速度实质上也是改变焊接过程中的热输入量.焊缝的具体能量输入可以利用该公式计算[53 ] : ...
Microstructure and pitting corrosion of armor grade AA7075 aluminum alloy friction stir weld nugget zone-Effect of post weld heat treatment and addition of boron carbide
1
2015
... 通过对FSW接头进行不同的焊后热处理工艺,可以改变析出相的大小、数量以及分布情况.FSW接头的电化学行为通常是由不同区域之间界面内的粗化沉淀物控制的.因此,可以通过重新溶解接头内的粗化析出相,或通过控制析出相的尺寸、位置和分布来改变焊缝微观组织,从而提高接头的耐腐蚀性能[54 ] .目前对于2xxx系铝合金FSW焊缝,焊后热处理对其微观组织的影响与腐蚀性能之间关系的研究不足.同时,焊后热处理只适用于整个构件并且对尺寸有一定的限制,因此该方法在实际应用上有诸多限制. ...
Improvement of corrosion resistance of friction stir welded joint of 7N01-T5 aluminum alloy by micro-arc oxidation
1
2013
... 相关表面处理通过改变焊缝第二相分布情况、晶粒特征分布、位错密度、残余应力等可以达到提高FSW焊缝耐蚀性的目的.激光表面熔化 (LSM) 是一种提高搅拌摩擦焊接头耐蚀性的表面改性方法,Ma等[50 ] 使用LSM技术在FSW焊缝表面形成熔体区,研究表明焊缝表面的抗点蚀性明显提高.将腐蚀介质与焊缝隔离,表面制备涂层是改善FSW焊缝腐蚀性能最为可靠的技术之一.目前,国内外学者利用冷喷涂技术在2xxx铝合金焊缝表面制备较为致密的纯Al涂层,发现制备成的冷喷涂涂层出现大量的晶粒细化,经过相关腐蚀实验测试发现FSW接头的腐蚀敏感性显著降低[45 , 46 ] .除此之外,利用微弧氧化表面改性技术在铝合金表面原位生成陶瓷涂层能明显地提高FSW焊缝耐蚀性[55 ~57 ] .由于残余应力常存在于FSW焊缝中,在特定腐蚀条件下极易引发SCC的发生,通过激光喷丸以及超声冲击处理可以很好降低残余压应力,改善焊耐蚀性.邓云发等[48 ] 对2A12铝合金FSW焊缝表面进行超声冲击,表明其表面晶粒得到细化,位错密度增加,焊缝耐腐蚀性能得到提高.为了更进一步提高焊缝的耐蚀性,相关学者研发了原位喷丸辅助冷喷涂技术,该技术有效提高了涂层的孔隙率,提高FSW焊缝的耐蚀性[51 ] . ...
微弧氧化处理改善7N01-T5铝合金搅拌摩擦焊接头的耐蚀性能
1
2013
... 相关表面处理通过改变焊缝第二相分布情况、晶粒特征分布、位错密度、残余应力等可以达到提高FSW焊缝耐蚀性的目的.激光表面熔化 (LSM) 是一种提高搅拌摩擦焊接头耐蚀性的表面改性方法,Ma等[50 ] 使用LSM技术在FSW焊缝表面形成熔体区,研究表明焊缝表面的抗点蚀性明显提高.将腐蚀介质与焊缝隔离,表面制备涂层是改善FSW焊缝腐蚀性能最为可靠的技术之一.目前,国内外学者利用冷喷涂技术在2xxx铝合金焊缝表面制备较为致密的纯Al涂层,发现制备成的冷喷涂涂层出现大量的晶粒细化,经过相关腐蚀实验测试发现FSW接头的腐蚀敏感性显著降低[45 , 46 ] .除此之外,利用微弧氧化表面改性技术在铝合金表面原位生成陶瓷涂层能明显地提高FSW焊缝耐蚀性[55 ~57 ] .由于残余应力常存在于FSW焊缝中,在特定腐蚀条件下极易引发SCC的发生,通过激光喷丸以及超声冲击处理可以很好降低残余压应力,改善焊耐蚀性.邓云发等[48 ] 对2A12铝合金FSW焊缝表面进行超声冲击,表明其表面晶粒得到细化,位错密度增加,焊缝耐腐蚀性能得到提高.为了更进一步提高焊缝的耐蚀性,相关学者研发了原位喷丸辅助冷喷涂技术,该技术有效提高了涂层的孔隙率,提高FSW焊缝的耐蚀性[51 ] . ...
Corrosion resistance of the weld joint by friction stir welding on 6061 aluminum alloy after micro-arc oxidation
0
2015
6061铝合金搅拌摩擦焊焊缝微弧氧化涂层的耐蚀性
0
2015
Improvement in corrosion resistance of friction stir welded aluminum alloys with micro arc oxidation coatings
1
2008
... 相关表面处理通过改变焊缝第二相分布情况、晶粒特征分布、位错密度、残余应力等可以达到提高FSW焊缝耐蚀性的目的.激光表面熔化 (LSM) 是一种提高搅拌摩擦焊接头耐蚀性的表面改性方法,Ma等[50 ] 使用LSM技术在FSW焊缝表面形成熔体区,研究表明焊缝表面的抗点蚀性明显提高.将腐蚀介质与焊缝隔离,表面制备涂层是改善FSW焊缝腐蚀性能最为可靠的技术之一.目前,国内外学者利用冷喷涂技术在2xxx铝合金焊缝表面制备较为致密的纯Al涂层,发现制备成的冷喷涂涂层出现大量的晶粒细化,经过相关腐蚀实验测试发现FSW接头的腐蚀敏感性显著降低[45 , 46 ] .除此之外,利用微弧氧化表面改性技术在铝合金表面原位生成陶瓷涂层能明显地提高FSW焊缝耐蚀性[55 ~57 ] .由于残余应力常存在于FSW焊缝中,在特定腐蚀条件下极易引发SCC的发生,通过激光喷丸以及超声冲击处理可以很好降低残余压应力,改善焊耐蚀性.邓云发等[48 ] 对2A12铝合金FSW焊缝表面进行超声冲击,表明其表面晶粒得到细化,位错密度增加,焊缝耐腐蚀性能得到提高.为了更进一步提高焊缝的耐蚀性,相关学者研发了原位喷丸辅助冷喷涂技术,该技术有效提高了涂层的孔隙率,提高FSW焊缝的耐蚀性[51 ] . ...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}