
陈亚林 , 尹鹏飞
, 尹鹏飞
CHEN Yalin, YIN Pengfei
中图分类号: O646
文献标识码: A
文章编号: 1005-4537(2016)01-0067-06
通讯作者:
版权声明: 2016 《中国腐蚀与防护学报》编辑部 《中国腐蚀与防护学报》编辑部
基金资助:
作者简介:
作者简介:陈亚林,男,1988年生,硕士
展开
摘要
应用阵列电极 (WBE) 和电化学阻抗谱 (EIS) 技术,研究了破损涂层在3.5% (质量分数) NaCl溶液中的电流分布及阻抗谱,并根据电流分布和涂层阻抗变化探究了破损涂层在水线区的剥离机制.结果表明:人为破损和涂层固有缺陷均对其附近涂层有加速阴极剥离的作用.浸泡初期,缺陷处涂层最先剥离,此后,涂层剥离主要在破损处和缺陷处附近优先发展.并且在水线作用下,缺陷处附近的涂层剥离向水线方向发展.水线上涂层较水线下剥离较晚,其剥离速率主要受水在涂层中的渗透速率控制.
关键词:
Abstract
The debonding process of organic coatings with desired artificial defects in 3.5%NaCl solution was studied by means of wire beam electrode (WBE) method and electrochemical impedance spectroscopy (EIS) technique. The purpose was to reveal the relevant debonding mechanism of organic coatings in the area nearby water-line via analyzing the current distribution and the variation of impedance spectroscopy during the experiment. It was found that, either the artificial defect or inherent defect could accelerate cathodic debonding rate of the coating around the defects. Besides, due to the effect of waterline, a coating debonding, which initiated from one inherent defect will expand towards the waterline. The coating debonding occurred firstly on the area below the waterline, and then later above the waterline. The coating debonding rate on the area above waterline was controlled by the permeation rate of electrolyte through the coating.
Keywords:
水线区的涂层/金属体系是由气/液/固组成的多相,多界面复杂体系.涂层剥离涉及多个相内的传质过程,且过程多为不均匀分布.对于水线区的破损涂层来说,影响涂层剥离速率的因素众多,且不同区域,决定剥离速率的速控步骤也不一样.涂层防护是水线区金属防腐的主要手段,研究水线区涂层剥离机理具有实际意义.从现有研究来看,尚缺乏对水线区涂层剥离过程的细致研究.
Evans[1]最早提出水线作用对金属腐蚀的影响.研究发现,半浸在KCl溶液中的钢片和镀锌钢水线下很快就受到腐蚀,但紧靠气/液交界线的区域通常不腐蚀.Evans[2]认为这是由于水线区域不同的充气状态所致:接近气/液交界线部位的O2充足,水线下侧O2浓度较低,在水线附近就形成了氧浓差电池.Tomashov[3]认为以水线为界上下分别形成了多个微观原电池,而这些微电池间又通过水线区的一个宏观原电池相连接,水线区域可能存在较大的电位差.Jeffrey等[4]采用固定在浮筏上的长尺寸挂片研究了距水线上下不同距离碳钢的腐蚀规律,发现水线处腐蚀较轻,最大腐蚀分别出现在水线上250 mm和水线下200 mm处,沿最大腐蚀向两侧方向又出现了与水线处相近的轻微腐蚀区.这种水线区阴极-阳极交替出现的现象与Tomashov 的观点并不一致,该研究认为水线处和水线下充气差异形成"充气电池",沿水线向下不同深度形成了多个阴极区,相邻阴极区夹带阳极区起电平衡作用.
上述研究结果均通过腐蚀形貌观察得到,由于缺乏原位电化学信息,仅根据腐蚀形貌和腐蚀失重推测出阴极和阳极区分布变化信息,结论证据不足.原因是水线腐蚀是一种高度集中的局部非均匀腐蚀,而上述研究中所用的片状电极反映的是整个试样表面的平均信息,无法提供局部腐蚀反应的电位和电流分布等重要的电化学信息.
阵列电极 (WBE) 是能够测试复杂体系表面电位分布和电流分布的原位电化学技术,是研究水线腐蚀的有力工具.Tan等[5]用WBE技术研究了缓蚀剂条件下碳钢在水线区的腐蚀过程,发现利用阵列电极计算得到的腐蚀深度分布图与实际显微观测到的相吻合,证明了WBE技术可以监测水线腐蚀过程的动态变化.本课题组[6]应用WBE技术研究了3.5%NaCl溶液中碳钢的水线腐蚀机理,发现水线下金属加速腐蚀速率主要受水线上金属表面薄液膜厚度影响.
WBE测试可以得到金属表面腐蚀反应的发生,发展和分布变化等信息,而不能反映涂层劣化过程中涂层性能变化的具体信息.电化学阻抗谱 (EIS) 技术是唯一能应用于涂层/金属这一高阻抗体系的常规电化学方法,但无法提供基体金属腐蚀反应分布的具体信息.本课题组[7]利用WBE和EIS技术研究了缺陷涂层下的金属腐蚀规律.结果表明,丝束电极与传统EIS技术的结合使用不仅能够提供电极表面缺陷处和涂层下阴极和阳极区域的电流分布,而且能提供不同位置涂层劣化和涂层下腐蚀反应发生发展的过程信息.两者的结合使用,弥补了传统EIS只能反映电极表面平均信息的不足.
本文联合WBE和EIS技术,研究了水线区人工破损涂层的剥离过程.通过分析浸泡过程电极表面电流分布及其变化规律,阻抗谱变化特征和涂层剥离形貌演化等信息,以期深化对水线区不同区域破损涂层加速剥离机理的认识.
电极材料为Q235普通碳钢 (直径为1.6 mm),将钢丝彼此绝缘,用环氧树脂密封成11×11的矩阵电极,电极之间的距离为1.0 mm,见图1.用800#水磨砂纸将试样表面打磨,抛光后,依次用丙酮和乙醇冲洗吹干.随后喷涂铁红酚醛防锈漆,在自然条件下放置4 d,使涂层得到充分干燥固化.用Fischer超声测厚仪测定涂层厚度,涂层的厚度为20次测量的平均值,所得涂层厚度为 (130±15) μm.电极从上到下分别是1~11行,从右到左分别是1~11列.用裁纸刀在电极表面划痕,两电极划痕位置分别为5-9# (5行9列,下同),6-9#和7-9#.将阵列电极浸泡在静态的3.5% (质量分数) NaCl溶液中,电极表面与溶液液面垂直放置.溶液凹液面与电极表面交于第4行电极的中间位置.
WBE实验装置由本实验室自主搭建[8-10].该装置由PXI1033,2535,4071和4022等模块化仪器组成,其中PXI1033是具有集成MXI-Express控制器的5槽PXI机箱;PXI-4022为高速高精度防护装置和电流放大器模块,通过能进行4线测量的数字万用表 (DMM) 创建6线带防护的测量,借助数字万用表,探测噪音为fA级的pA级电流信号;PXI2535为高速矩阵开关 (4×136),开关频率50000 Hz,PXI4071为数字万用表,七位半测试精度:10-9~102 V,灵敏度1 pA (100 nA量程),输入阻抗大于1010 Ω.测控软件利用Labview8.5自定义编制.测量单根丝电流时,断开被测电极,其余120根互相短接,用零阻电流表测量此电极与其余耦合电极之间的电流,用此方法依次测量1~121#丝电极的电流.所得数据用Surfer8.0作图.
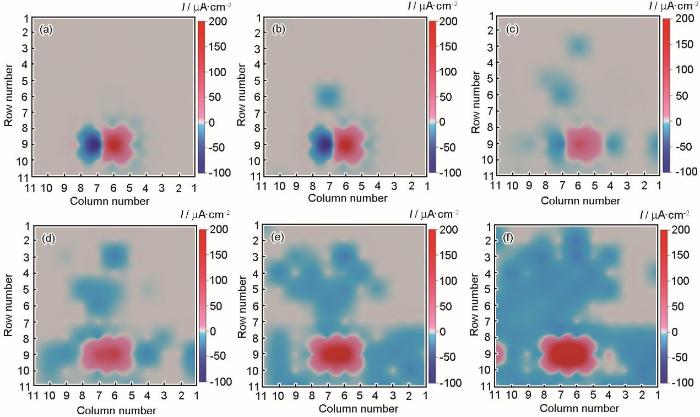
电流分布需测量WBE所有单根丝的电流,电流量程为10 µA,所得数据全部换算为电流密度,单位为µAcm-2.图2为不同浸泡时间的电极表面电流密度分布图.右侧彩色刻度的单位为µAcm-2,以0为界,负值为阴极电流密度,正值为阳极电流密度,颜色越深,说明相应的电流密度越大.为了方便分析电流分布的变化过程与涂层剥离过程的关系,列出了不同时段电极表面的形貌,见图3.
图2 不同浸泡时间的阵列电极表面电流密度分布图
Fig.2 Distribution maps of current density of the WBE surface after immersion for 3 d (a), 6 d (b), 19 d (c), 35 d (d), 67 d (e) and 85 d (f)
图3 浸泡不同时间阵列电极表面的形貌
Fig.3 Photos of the WBE surface after immersion for 6 d (a), 35 d (b), 64 d (c) and 73 d (d)
图2a为浸泡3 d的电流分布图,浸泡开始后,6-9#丝呈明显的阳极电流,7-9#丝呈明显阴极电流,6-9#丝周围呈微弱的阴极电流.此时,除破损处外,其他区域的涂层完好,电解质溶液尚未到达基底金属,腐蚀反应主要发生在破损处.
浸泡6 d后,涂层破损处的电流未发生明显变化,7-6#丝有了明显的阴极电流 (图2b).7-6#和8-8#的涂层发生鼓泡 (图3a).7-6#涂层首先鼓泡的原因可能是此处存在缺陷,电解质溶液优先接触到基底金属.与破损处的电极相比,7-6#丝由于表面覆盖涂层,阳极反应阻力较大,因此破损电极与7-6#丝间形成的腐蚀电池中,破损电极为阳极,7-6#丝为阴极,7-6#的涂层发生阴极剥离.此外,8-8#丝虽然未呈现明显电流,但浸泡6 d后,其表面也发生鼓泡,原因可能是,8-8#丝靠近破损处7-9#丝,7-9#丝存在较大的阴极电流,提高了附近环境的pH值,高pH值溶液在扩散过程中会加速破坏附近的涂层/金属价键[11],加速涂层剥离.但是,离7-9#丝最近的是7-10#,8-9#和7-8#丝,8-8#丝在这些点之前剥离,与扩散过程不符.这可能是由于8-8#处,涂层与金属间的价键较弱,在高pH值环境下更容易被破坏[12].
图4 7-6#和10-7#丝的Bode图,7-6#丝的Nyquist图及拟合数据及7-6#丝的等效电路
Fig.4 Bode plots of 7-6# wire and 10-7# wire (a), Nyquist plot of 7-6# wire and fitting result (b), equivalent circuit of 7-6# wire (c)
需要注意的是,涂层出现肉眼可见的鼓泡前,实际已经失效.以7-6#丝为例说明,图4a和b分别为浸泡5 d后,7-6#丝的Bode图和Nyquist图,图4c为浸泡后期涂层失效的等效电路图,其中,Rs代表溶液电阻,Rpo代表孔隙电阻,Cc代表涂层电容,Cd代表双电层电容,Rt代表电荷转移电阻,Z为扩散阻抗.图4b中的拟合曲线由图4c的等效电路得到.从图4a中可以看出,7-6#丝的涂层阻抗已经降到105 Ω以下,低频区有明显的扩散,而完整涂层的阻抗 (以10-7#丝涂层代表) 则在109 Ω附近;并且图4b中的实测曲线与拟合曲线相吻合,说明涂层已经完全失效.实验中发现,当涂层阻抗降到105 Ω时,涂层虽未发生明显鼓泡,但其Nyquist图能很好的符合图4c的等效电路,因此将涂层阻抗降至105 Ω以下作为涂层剥离的标准.由于阵列电极中各单根丝的面积相等,单根丝间阻抗的比较不受面积影响,因此未对阻抗进行面积归一化.
浸泡19 d后,破损处7-9#丝的阴极电流明显减小,阴极电流在缺陷点7-6#丝和破损处附近发展,如图2c所示.7-6#丝附近,6-6#和8-5#丝呈现明显阴极电流,破损处附近,4-9#和7-10#丝开始有明显阴极电流.此外,水线上6-3#丝与电极底部的1-10#丝也呈现出明显阴极电流.
随着电解质溶液逐渐到达基底金属,破损处金属与涂层下金属形成了腐蚀原电池,其中破损处裸金属为阳极,涂层下金属为阴极,因此破损处7-9#丝的阴极电流逐渐减小.缺陷点附近,涂层较早出现阴极剥离的原因是,含缺陷电极持续的阴极反应提高了周围溶液的pH值,削弱了涂层与金属间的粘结力,加速涂层剥离[11].破损处附近涂层较早出现阴极剥离的原因可能是由强阳极反应导致的.从图2可以看出,自浸泡开始,阳极电流 (红色) 周围始终围绕着阴极电流 (蓝色),这表明强阳极反应对周围涂层的阴极剥离有一定加速作用.1-10#和6-3#等离破损区较远的位置出现阴极电流,是由于电解质溶液较早到达基底金属造成的.这也说明,溶液渗透至基底金属的速度是涂层剥离的重要影响因素.
浸泡35 d后,破损处7-9#丝由阴极电流转变为阳极电流,阴极电流继续围绕破损处和缺陷点 (7-6#丝) 附近发展,阴极电流增大 (图2d).经过35 d的浸泡,涂层阻抗已明显下降 (图5),水线下完好涂层 (以10-7#丝代表) 的阻抗已降至约107 Ω,此时水线下各丝间已通过溶液导通,电化学反应不再受阻.涂层覆盖下的金属与破损处金属相比,阳极反应阻力较大,因此它们之间构成的腐蚀原电池中,涂层下金属充当阴极.破损处阳极电流增加,是由于涂层被电解液浸透后,阴极面积增加,加速破损处阳极反应造成的.
图5 浸泡35 d后10-7#丝与7-4#丝的Bode图
Fig.5 Bode plots of 10-7# and 7-4# wires after immersion for 35 d
与水线下电极相比,水线以上电极处于薄液层区和吸水漆膜区,电解质溶液不易到达基底金属,涂层阻抗较大,如图5中7-4#丝.因此水线处及水线上区域并未因氧浓度高而出现新的阴极点.
浸泡67 d后 (图2e),阴极电流的范围持续扩大,阳极电流的颜色也明显加深.在破损处周围,阴极电流并未紧密的围绕着破损处发展,而是在破损处附近无规律的出现阴极点.7-6#丝附近的阴极电流,呈向上发展的趋势,第5行的阴极点较多.涂层剥离的规律与阴极电流发展的规律一致 (图3c).
值得注意的是,7-6#丝附近的阴极点浸泡至67 d时,一直向上发展,未见向下发展,也基本不横向发展.这除了与7-6#丝最初缺陷产生较大阴极电流有关外,也与水线附近的溶氧浓度高有关.图6是完整涂层 (以10-7#丝涂层代表) 的Nyquist图和Bode图.可以看出,涂层阻抗已经降至106 Ω以下,并出现了第二个时间常数.说明此时腐蚀介质已经到达基底金属,然而阴极电流却并未向第7行发展.出现此现象的原因是:在腐蚀介质渗透速度相同的情况下,由于水线附近的溶解氧含量高,阴极反应快,涂层会率先剥离[13].
破损处周围涂层的剥离没有规律性,紧邻破损电极周围的位置尽管最先出现阴极电流,但其涂层并没有较早剥离.这可能是由于涂层厚度不均所致,电解液穿过涂层渗透至基底金属的过程对涂层剥离速度影响较大[14].
浸泡85 d后 (图2f),水线上和水线下绝大部分均出现了阴极电流,阳极电流颜色进一步加深.水线上涂层的剥离速度远小于水线下的,这说明涂层发生阴极剥离时,尽管水线上区域溶氧充足,但控制涂层剥离速度的主要步骤是溶液在涂层中的渗透[15].
此外,值得注意的是,11-9#由阴极电流变为阳极电流.对于单根丝来讲,其电极表面同时存在阴极和阳极反应,只是涂层覆盖下的电极阴极反应快于阳极反应,从而表现出阴极电流.随着破损区腐蚀产物的累积,以及阴极面积的增加,某些阴极,如11-9#丝,必然会出现阴极反应减慢而阳极反应加快的现象,转而充当阳极,平衡阴,阳极反应.
图6 浸泡67 d后10-7#丝的Nyquist图和Bode图
Fig.6 Nyquist plot (a) and Bode plot (b) of 10-7# wire after immersion for 67 d
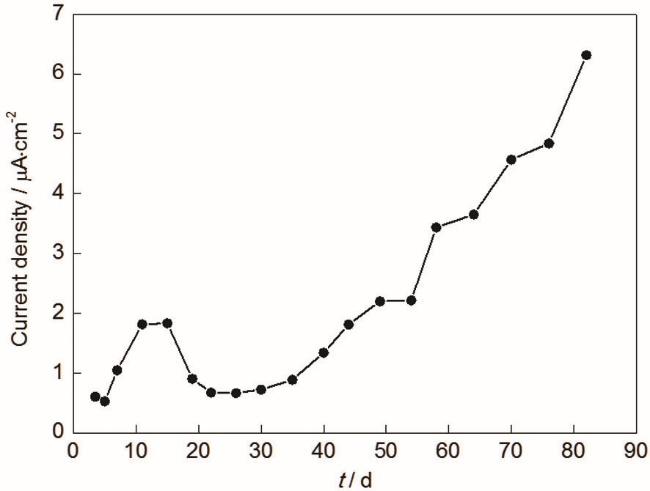
图7是整个电极的阴极电流密度随时间的变化曲线.从阴极电流密度的大小可以看出涂层阴极剥离的速度.由图可知,浸泡前30 d,电流变化平稳,涂层剥离处于诱导和发展期.此时,涂层自身的缺陷处先剥离,并诱导其附近的涂层剥离.30 d之后,阴极电流迅速增加,涂层剥离加速.此时,涂层剥离主要围绕人为破损区和自身缺陷处两个点进行,并且由于水线作用,缺陷处附近涂层剥离优先向上发展 (图3b~d).整个剥离过程中,溶液在涂层中的渗透速度对剥离速度有着重要影响,表现为:(1) 水线上涂层由于水扩散缓慢,剥离速度明显低于水线下涂层;(2) 紧邻破损电极的涂层虽最早出现阴极电流,却未优先剥离;(3) 某些点离破损区和缺陷点均较远,但其涂层却较早剥离.
图7 电极表面阳极电流密度随时间的变化曲线
Fig.7 Change of the anode current density of the whole electrode during the immersion process
(1) 人工破损和涂层固有缺陷均对附近涂层有加速阴极剥离的作用.涂层剥离主要在破损处和缺陷处附近优先展开.
(2) 水线作用致使缺陷处附近涂层的阴极剥离优先向水线方向发展.
(3) 虽然水线上溶解氧充足,但此区域涂层阴极剥离速度较慢,其剥离速度主要受溶液向涂层/金属界面渗透速度控制.
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}