


耐热有机硅涂层凭借优异的热稳定性,能在200 ℃以上的高温环境中长时间保持耐腐蚀性[6,7]。这种特性在很大程度上归因于颜料的添加。它主要通过以下3种机制提升涂层性能:其一,增强耐腐蚀性。颜料可提高涂层的致密性,并充当物理屏障,显著延长腐蚀性介质在涂层内部的传输路径,从而改善其阻隔性能[8,9]。而效果则取决于颜料的体积浓度、形状和尺寸。研究表明,在临界颜料体积浓度(CPVC)范围内,尺寸较小、纵横比(Aspect ratio)较大的颜料通常能提供更优异的阻隔性能[10~14]。例如,通过电化学阻抗测试,添加5% (质量分数)纳米铝粉的有机涂层在3.5% (质量分数) NaCl溶液中浸泡1056 h后,其低频模值仍高达109 Ω·cm2,比纯树脂涂层高出两个数量级[15]。其二,提高热稳定性。高温环境中,树脂的功能性基团易被氧化生成气态产物[16,17],导致涂层性能急剧下降。添加耐热颜料可有效减缓有机涂层的热降解。常用的耐热颜料包括Al2O₃、TiO2、ZrO2和ZnO等[7,18~22]。这些高熔点颜料化学性质稳定,能显著增强有机涂层在高温的保护效果。其三,改善力学性能。单纯的树脂涂层通常韧性差且抗拉强度低,颜料的引入可有效提高涂层的韧性及抗开裂性。一方面,颜料颗粒能够改变裂纹扩展方向,诱导产生分支裂纹和微裂纹,从而吸收能量、提升韧性[23,24]。另一方面,颜料与树脂间有强的界面相互作用有助于提高涂层的整体内聚强度[25]。以Al颜料为例,其可显著提升涂层的耐水、耐酸碱性能,延长涂层在恶劣环境中的使用寿命。Al颜料主要包括球形铝粉和片状铝粉等类型。其中,得益于高纵横比的片状结构,片状铝粉能在涂层中形成有效的物理阻隔屏障。
目前,关于片状铝粉对有机涂层耐腐蚀性影响的研究已有较多报道[26~28]。然而,片状铝粉的作用并不仅限于提升耐蚀性。Li等[29]采用片状铝粉(硬质相)与聚四氟乙烯(PTFE)颗粒复合,成功制备了耐磨性显著改善的增强型聚酰胺酰亚胺粘合固体润滑复合涂层。其中,硬质相片状铝粉在摩擦过程中主要作为载荷支撑体,有效抑制了基体材料的塑性变形和磨损,从而降低了涂层的磨损率。此外,凭借其优异的热稳定性和高导热性,片状铝粉能够促进涂层内部热量的均匀扩散,有效避免因局部过热引发的起泡与开裂问题。同时,其改变裂纹扩展方向以吸收冲击能量的能力,可显著提升涂层的韧性。这种增强韧性的特质对于耐热涂层尤为重要:在高温服役时,涂层与基材间热膨胀系数(CTE)的差异会导致热应力的产生,进而诱发涂层开裂[30,31]。提高韧性能够有效增强涂层对热失配应变能的吸收与耗散能力,降低因热应力导致涂层失效的风险。因此,片状铝粉同样是耐热有机硅涂料配方中极具潜力的候选组分。然而,关于添加片状铝粉对耐热有机硅涂料综合性能影响的研究却鲜有报道。本文以亚微米TiO2颗粒为基础耐热颜料,分别引入球形铝粉和片状铝粉进行对比研究,探究了两种不同形状铝粉颗粒在500 ℃下对耐热有机硅涂层失效行为的影响及其作用机制。
1 实验方法
1.1 涂层制备
选用Ti-6Al-4V合金作为基材。其名义成分(质量分数,%)为:Al 6,V 4,Ti余量。采用线切割加工将厚度为2 mm的板材切割成15 mm × 15 mm的试样。使用400目SiC砂纸对试样表面及边缘进行打磨。随后,在0.4 MPa压力下使用玻璃珠对试样进行喷砂处理。随后将其置于乙醇和丙酮混合溶液中进行超声波清洗。最后,将试样置于烘箱中进行干燥。
选用丙烯酸改性有机硅树脂(ASR)作为粘结剂,分析纯二甲苯作为溶剂。采用亚微米级锐钛矿TiO2颗粒作为耐热颜料。为探究铝粉形状对涂层性能的影响,实验中引入两种Al颜料:平均直径约5 μm的球形铝粉,以及长轴为6 μm的椭圆形片状铝粉(厚度:0.4~0.6 μm)。
3种耐热有机硅复合涂层的配方组成见表1。鉴于颜料/树脂的质量比(P/B比)对涂层性能影响显著,为准确评估Al颜料的作用,所有配方均保持P/B比为3∶2,但以1份球状Al或片状Al分别替代TiO2,并将相应的涂层分别命名为0F、2S和2F。
表1 3种有机硅复合涂层配方组成
Table 1
| Samples | ASR | TiO2 | Sphere-Al | Flake-Al |
|---|---|---|---|---|
| 0F | 40 | 60 | - | - |
| 2S | 40 | 40 | 20 | - |
| 2F | 40 | 40 | - | 20 |
首先,按配方中的质量比例将称量好的粘结剂与颜料加入容器中混合。使用二甲苯调节粘度,二甲苯与混合物的质量比为10∶1。随后将混合物置于研磨机中,加入直径为0.8 mm的硅酸锆珠作为研磨介质,以2000 r/min的转速研磨30 min。研磨后,使用200目筛网过滤混合物,获得涂料。采用空气喷涂法将涂料均匀施涂于Ti-6Al-4V基材表面,控制干膜厚度约为50~60 μm。涂覆后的样品在空气中干燥12 h以充分挥发溶剂,最后置于210 ℃烘箱中固化0.5 h以实现完全交联。
1.2 热暴露测试
为评估复合涂层的热稳定性,将样品置于500 ℃马弗炉中进行热暴露测试。测试前,使用精度为0.01 mg的电子天平称量样品初始质量,并用游标卡尺测量其几何尺寸。测试期间,分别在5 min、1、2、5、10 和20 h时间点取样称重,此后每间隔20 h取样并记录质量变化,直至总热暴露时长达到100 h。
1.3 表征方法
采用配备有能谱仪(EDS, INCA)的扫描电子显微镜(SEM,INSPECT F50)观察样品的表面及截面微观形貌。利用透射电子显微镜(TEM, JEOL 2100F)表征亚微米TiO2颗粒的形貌。通过X射线衍射仪(XRD, SmartLab)分析样品的相组成。依据ASTM D2370标准,采用电子万能试验机(WDW-100)测试3种耐热涂层的力学性能。拉伸试样通过硅胶模具制备,测试过程中夹具以5 mm/min的恒定位移速率移动。使用LEXT OLS4100型3D激光显微镜观测涂层热暴露前后的三维表面形貌,表面粗糙度通过均方根高度(Sq)进行表征,具体计算方法如
2 结果与讨论
2.1 制备态涂层的形貌
图1
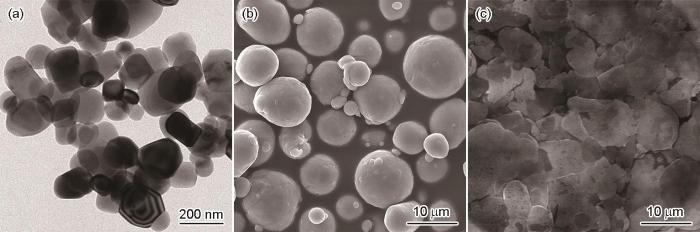
图1
耐热颜料的形貌表征
Fig.1
TEM image of submicron TiO2 particles (a), SEM images of spherical aluminum powder (sphere-Al) (b) and flake aluminum powder (flake-Al) (c)
图2为制备态0F、2S和2F涂层的表面和截面微观形貌。图2a1~c1展示了3种涂层的表面SEM图像,从图中可以看出,0F涂层(图2a1)表面分布着少量的凸起,高倍图像显示其尺寸约为2 μm,推测为亚微米TiO2颗粒的团聚体;2S涂层(图2b1)表面同样可见凸起结构,高倍图像清晰显示出这些凸起为球形铝粉颗粒的轮廓;2F涂层(图2c1)表面则呈现显著的褶皱状特征,高倍图像可见上浮的片状铝粉颗粒,表明该褶皱结构由涂层中片状铝粉上浮与堆叠形成。图2a2~c2为3种制备态涂层的截面SEM图像。如图所示,3种涂层的厚度均在55~60 μm之间,其中0F涂层(图2a2)内存在亚微米TiO2颗粒的团聚体,高倍图像显示其尺寸约为2~3 μm,该特征与其表面凸起相吻合,表明表面的凸起即为TiO2颗粒团聚体,由于亚微米TiO2颗粒表面能较高,在储存过程中容易吸湿团聚,因此在涂料制备时难以完全分散;2S涂层(图2b2)内部可见球形铝粉颗粒及亚微米TiO2颗粒的团聚体,高倍图像显示球形铝粉粒径约为6 μm;2F涂层(图2c2)内部分布着平行于基体排列的片状铝粉颗粒,其形貌在高倍图像下可清晰辨识。
图2

图2
制备态0F、2S和2F涂层的表面和截面形貌
Fig.2
Surface SEM images (a1-c1) and cross-section SEM images (a2-c2) of the as-prepared 0F (a), 2S (b) and 2F (c) coatings
2.2 制备态涂层的力学性能
图3展示了制备态0F、2S和2F涂层的力学性能。如图所示,0F、2S和2F涂层的抗拉强度分别为2.28、2.72和3.12 MPa。0F涂层的强度最低,这主要归因于亚微米TiO2颗粒的团聚导致树脂难以充分润湿和包裹颗粒,使得团聚体内部缺乏有效的树脂/颗粒界面结合,在拉伸载荷作用下,这些团聚体成为应力集中点,诱发早期失效,从而显著降低了涂层的整体强度。相比之下,2S和2F涂层中的球形铝粉和片状铝粉均未观察到团聚,表明了它们与树脂接触充分。因此,Al颜料颗粒与树脂间的界面结合力得到保证,从而使两者的强度均高于0F涂层。特别地,片状铝粉凭借其独特的几何形状,提供了更大的树脂接触面积,并实现了良好的界面结合效果,因此2F涂层表现出最高的抗拉强度。另一方面,0F、2S和2F的断裂伸长率分别为3.38%、5.02%和6.29%。2S和2F涂层相较于0F涂层更高的伸长率表明其韧性有所提升。在材料力学中,韧性可通过应力-应变曲线下积分至断裂点的面积进行量化表征,其值越大,材料的韧性越好。0F、2S和2F涂层的韧性分别为36.84、49.63和60.89 kJ/m3。其中,2F涂层的值最大,证明其在3类涂层中具有最优异的韧性。在500 ℃下热暴露100 h后,高温树脂热氧化导致涂层力学性能严重下降,3种涂层的抗拉强度均低于拉伸试验机的测量下限(1 MPa)。
图3
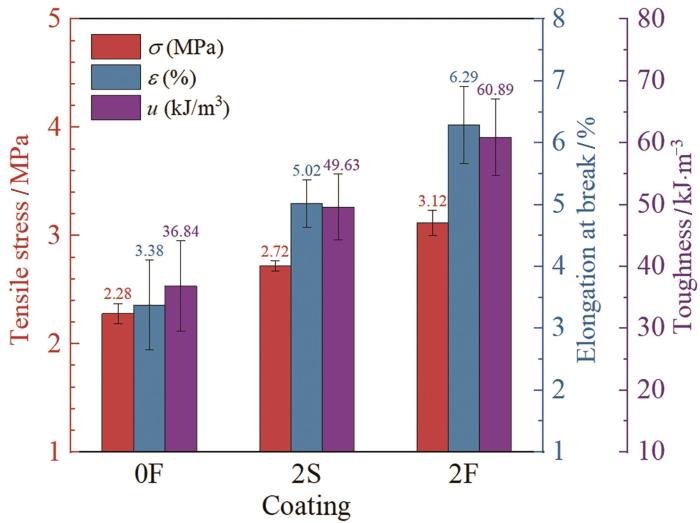
图3
制备态0F、2S和2F涂层的力学性能
Fig.3
Mechanical properties of the as-prepared 0F, 2S and 2F coatings
图4a~c分别展示了制备态0F、2S和2F涂层的拉伸断口形貌。0F涂层(图4a)的断口表面相对平坦且光滑,其高倍图像可观察到亚微米TiO2颗粒。相比之下,2S涂层(图4b)的断口表面分布有大量凹坑;高倍图像清晰可见裸露的球形铝粉颗粒,这表明凹坑主要源于铝粉与涂层基体界面脱粘:在拉伸过程中,裂纹优先沿球形铝粉颗粒与涂层基体的界面扩展,导致颗粒与涂层基体分离,最终形成凹坑。因此,球形铝粉的存在可引发一定程度的裂纹弯曲,然而,受限于各向同性的几何特征,其延长裂纹扩展路径的效率较低,因此对涂层韧性的提升贡献有限。2F涂层(图4c)的断口则呈现出明显的粗糙度和高度凹凸起伏的形貌特征;其高倍图像可见大量片状铝粉颗粒。这表明裂纹扩展路径主要沿着片状铝粉颗粒与涂层基体的界面进行。片状铝粉颗粒独特的扁平几何形态有效诱导了裂纹的偏转,显著延长了裂纹扩展路径,该裂纹路径曲折化机制是导致2F涂层断裂面高度崎岖及韧性提升的关键原因。
图4
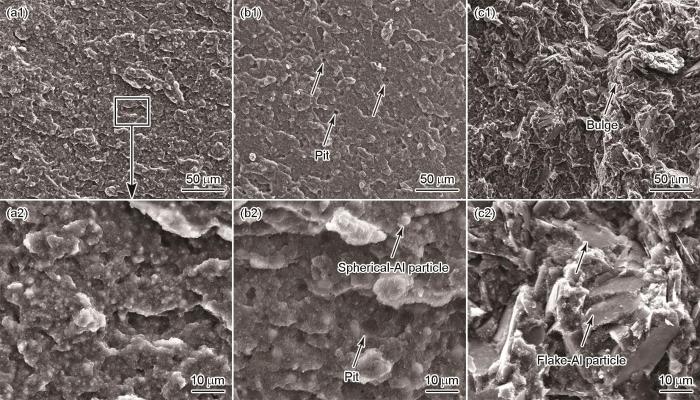
图4
制备态0F、2S和2F涂层的断口表面形貌
Fig.4
Tensile fracture morphology of the as-prepared 0F (a), 2S (b) and 2F (c) coatings
2.3 在500 ℃涂层的耐热性
图5a展示了0F、2S和2F涂层在500 ℃热暴露100 h过程中的质量变化曲线。如图所示,热暴露仅5 min后,3种涂层均出现显著的质量损失,下降幅度达1.5 mg·cm-2。此现象源于有机硅树脂在500 ℃下的快速热分解,释放出气态产物导致涂层质量下降。为更清晰地呈现3种涂层初始阶段的质量变化,图5b展示了热暴露前8 h的局部放大曲线。观察可知,直至热暴露2 h,3种涂层的质量持续下降,反映了树脂的持续热解过程。随后,其质量变化趋势出现分化:至5 h时,2F涂层的质量开始上升,这主要源于片状铝粉氧化导致的增重;而0F和2S涂层的质量则继续降低,质量损失分别达到3.1和4.3 mg·cm-2,表明这两种涂层存在剥落失重现象。其中,2S组的一个平行样品在5 h热暴露后发生严重剥落,导致其质量损失更为显著,并使该组在5 h及之后时间点的数据离散度明显增大。此后,2F涂层的质量稳步上升,显示其未发生剥落且铝粉氧化增重占主导;相反,0F和2S涂层的质量持续下降直至100 h试验结束。最终,0F、2S和2F涂层的质量损失分别为3.3、4.7和2.6 mg·cm-2。在整个热暴露试验期间,仅2F涂层未发生剥落,表现出优异的耐热性能。
图5
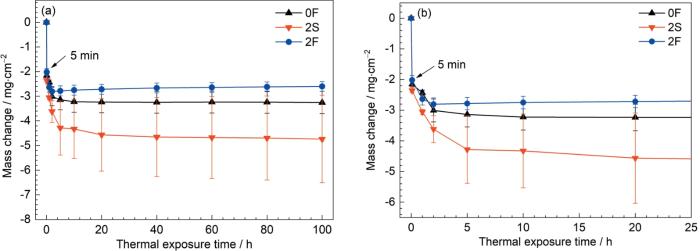
图5
0F、2S和2F涂层在500 ℃热暴露过程中的质量变化曲线
Fig.5
Mass change curves of 0F, 2S and 2F coatings during heat exposure at 500 ℃: (a) full-time mass loss curves, (b) initial-stage mass changes within 8 h
图6展示了0F、2S和2F涂层在热暴露测试前后的XRD图谱对比。图中下半部分和上半部分分别对应3种涂层的制备态及热暴露100 h后的状态。如图所示,在制备态0F涂层中检测到锐钛矿TiO2的衍射峰,对应于涂层中的亚微米级TiO2颗粒。固化的有机硅树脂因其三维无规交联网络结构呈现非晶态特征,故未观察到特征衍射峰。在制备态2S和2F涂层中,除锐钛矿TiO2峰外,还检测到Al的衍射峰,这分别源于涂层中添加的球形和片状铝粉。热暴露测试后,3种涂层的XRD图谱与其制备态相比基本一致,未出现新的衍射峰。尽管Al颜料在500 ℃下表面会发生轻微氧化,但其生成的Al2O3层厚度小于10 nm而且为非晶态[32]。因此在2S和2F涂层中未被XRD检测到。综上可以确认,无论是球形铝粉还是片状铝粉,在500 ℃下均表现出良好的热稳定性,不会对涂层的微观结构产生影响。
图6

图6
热暴露测试前后0F、2S和2F涂层的XRD图谱
Fig.6
XRD patterns of 0F, 2S and 2F coatings before and after heat exposure tests
图7展示了0F、2S和2F 3种涂层热暴露测试前后的红外光谱。有机硅涂层的界面结合强度主要源于树脂中的官能团(如—OH)与颜料颗粒表面之间的次级键相互作用,主要包括氢键和van del Waals力等。如图7a所示,原始态涂层的红外光谱表明,由于使用相同树脂,3种涂层检测到的有机基团特征完全一致。3400~3500 cm-1处的宽吸收峰归属于—OH基团的伸缩振动;2920和1730 cm-1处的吸收峰分别源于C—H基团的伸缩振动和C=O键的伸缩振动吸收;1260 cm-1处中心位置的吸收峰由—CH3的振动引起;1100、800和450 cm-1附近的吸收峰分别对应于Si—O键的不对称伸缩振动、对称伸缩振动和弯曲振动。
图7

图7
热暴露测试前后0F、2S和2F涂层的红外光谱
Fig.7
FTIR spectra of the 0F, 2S and 2F coatings before (a) and after (b) heat exposure tests
图8展示了热暴露测试前后0F、2S和2F涂层的表面三维形貌演变。制备态的表面三维形貌如图8a~c所示,0F、2S和2F涂层的表面均方根粗糙度(Sq)分别为1.322、1.646和1.821 μm。0F涂层表面可见少量凸起,推测由亚微米TiO2颗粒团聚所致;2S涂层表面则出现多处明显的圆形凸起,其形态与涂层内部的球形铝粉颗粒特征相符。相较于0F和2S涂层,2F涂层表面粗糙度最高,这归因于片状铝粉的上浮特性,片状铝粉倾向于上浮至涂层表面并相互堆叠,导致涂层表面起伏增大。热暴露后的表面三维形貌如图8d~f所示。在0F与2S涂层表面均观察到密集分布且贯穿至基体的裂纹网络,并伴有明显的块状剥落区域。这种损伤模式源于两方面协同作用:1) 高温下涂层与金属基体间因CTE失配产生的热应力;2) 树脂基体在高温环境中发生的氧化分解,导致其内聚强度及与基体的界面结合强度急剧下降。当累积的热应力超过涂层劣化后的强度极限时,裂纹优先在薄弱区域(如团聚体或颜料颗粒与树脂界面)萌生并扩展,最终引发大面积的涂层剥落。相比之下,2F涂层基本保持完整,仅在其表面观察到少量的微裂纹。
图8
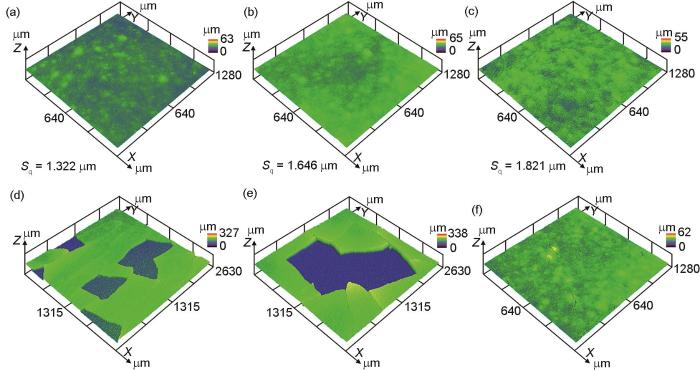
图8
热暴露测试前后0F、2S和2F涂层的表面三维形貌
Fig.8
Surface 3D morphologies of the (a, d) 0F, (b, e) 2S and (c, f) 2F coatings before and after heat exposure tests: (a-c) the as-prepared coatings, (d-f) coatings after the tests
图9展示了热暴露测试后0F、2S和2F涂层的表面和截面形貌。图9a1~c1为3种涂层的表面SEM图像。从图中可见,0F和2S涂层表面均布满裂纹网络并伴随块状剥落现象,导致基体暴露;相比之下,2F涂层未发生剥落,但其表面存在细微裂纹。3种涂层热暴露后的截面SEM图像如图9a2~c2所示。从图中可见,0F涂层发生断裂并从基体表面剥落,其断裂面轮廓较为平直,符合低韧性材料特征;2S涂层同样发生断裂,但其断裂路径并非平直,而是沿着球形铝粉颗粒的轮廓发生偏转,呈现弯曲形态;相比之下,2F涂层的损伤程度最轻,裂纹未能贯通至基体界面,其路径在涂层内部曲折扩展。值得注意的是,在裂纹终止区域,可观察到片状铝粉颗粒横跨裂纹两侧,发挥了裂纹桥联作用,有效地抑制了裂纹张开。ImageJ软件测量获得的0F、2S和2F涂层的裂纹长度分别为62.4、82.8和50.8 μm。这表明球形铝粉引起的裂纹偏转有效延长了裂纹扩展路径;而片状铝粉不仅通过裂纹偏转延长了扩展路径,还通过颗粒桥联机制有效抑制了裂纹扩展。综合对比3种涂层在热暴露后的断裂行为差异,可以明确看出,2S和2F涂层中添加的不同形状的Al颜料显著影响了高温条件下涂层的断裂行为。
图9
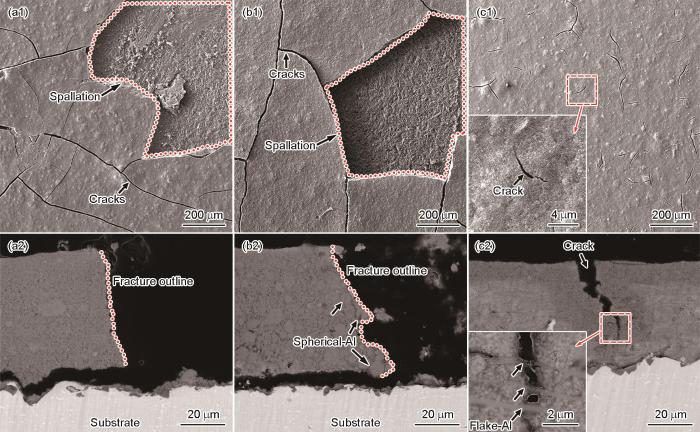
图9
热暴露测试后0F、2S和2F涂层的表面和截面形貌
Fig.9
Surface SEM images (a1-c1) and cross-section SEM images (a2-c2) of the 0F (a), 2S (b) and 2F (c) coatings after heat exposure tests
材料的韧性是指其在断裂前吸收能量的能力,主要通过塑性变形及最终的断裂过程来实现。增加裂纹扩展路径长度能显著提升裂纹扩展过程中材料所吸收的总能量,提升材料的韧性。在制备态涂层中,亚微米TiO2颗粒因尺寸小,无法有效诱导裂纹偏转以延长扩展路径,所以0F涂层的断裂伸长率较低(3.38%),韧性仅为36.84 kJ/m3。添加球形铝粉后(2S涂层),裂纹在铝粉颗粒和涂层基体界面处发生偏转,通过裂纹弯曲有限地延长了裂纹路径,使断裂伸长率提升至5.02%,韧性增至49.63 kJ/m3。相比之下,引入片状铝粉的2F涂层,通过诱导裂纹发生多重偏转,大幅增加了裂纹扩展路径长度及能量耗散,从而表现出最优异的韧性(伸长率:6.29%;韧性:60.89 kJ/m3)。在热暴露测试的冷却阶段,由于基体Ti-6Al-4V的(CTE, αs < 10.0 × 10-6/℃)显著低于有机硅涂层(αc > 12 × 10-6/℃),涂层因更大的热收缩变形而受到基体的约束,导致其内部产生显著的拉应力,并在涂层内部积累了热失配应变能(U),其计算公式如下所示:
式中,Ec为涂层弹性模量,vc为涂层Possion比,ΔT为温度变化量。然而,有机硅树脂在500 ℃下发生热氧化分解,其官能团发生降解,导致涂层的内聚强度及与基体的界面结合强度大幅下降(图7)。这种性能退化削弱了涂层承载拉应力的能力。最终,在热暴露测试中,当热失配产生的拉应力超过涂层热氧化状态下的断裂强度时,涂层内部积累的热失配应变能得以释放,成为驱动内部裂纹萌生与扩展的主要因素。图10为热暴露测试中0F、2S和2F涂层的断裂机制示意图。如图10a所示,0S涂层由于韧性不足,难以通过裂纹偏转有效延长扩展路径以耗散热失配应变能,导致裂纹迅速失稳扩展形成贯通裂纹(其长度62.4 μm与涂层厚度基本一致),最终引发涂层剥落。相比之下,2S涂层中添加的球形铝粉虽可通过诱导裂纹弯曲在一定程度上延长了裂纹扩展路径(测得长度82.8 μm,大于涂层厚度)。然而,这不足以充分耗散涂层内部积累的热失配应变能。因此,裂纹仍可相对畅通地扩展至基体界面,最终导致涂层剥落失效(图10b)。在2F涂层中,如图10c所示,片状铝粉主要通过两种机制发挥增韧作用:一方面,它们诱导多重裂纹偏转,延长了裂纹扩展路径(长度50.8 μm);另一方面,也是更为关键的机制是桥联增韧。当裂纹扩展穿过片状铝粉颗粒时,横跨裂纹面的铝粉片层形成了桥联结构。在裂纹后续扩展过程中,这些桥联的片状铝粉通过自身塑性变形直至断裂,持续消耗能量(塑性变形功),其断裂过程进一步将热失配应变能转化为新生表面能。该机制大幅增加了裂纹扩展所需的总能量(即提高了裂纹扩展阻力),从而有效抑制了裂纹的进一步扩展,大幅提升了涂层在高温环境下的韧性。裂纹偏转与桥联增韧的协同效应有效终止了裂纹扩展进程,阻止了贯穿性裂纹的形成,最终维持了涂层结构的完整性。
图10
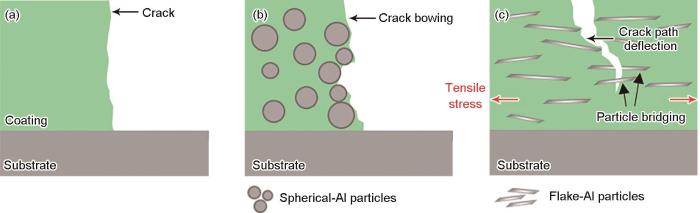
图10
热暴露测试中0F、2S和2F涂层的断裂机制示意图
Fig.10
Schematic diagram illustrating the fracture mechanism of 0F (a), 2S (b) and 2F (c) coatings during heat exposure tests
3 结论
(1) 球形铝粉仅引发局部裂纹偏转,对2S涂层的增韧效率有限(韧性:49.63 kJ/m3)。相比之下,片状铝粉通过诱导裂纹多重偏转延迟扩展路径,大幅提升2F涂层的韧性(韧性:60.89 kJ/m3)。
(2) 在500 ℃下,有机硅树脂发生热氧化分解,导致涂层内聚强度及其与基体的界面强度显著降低,由于金属基体与涂层热膨胀系数失配,在冷却过程中涂层内部产生拉应力。
(3) 当局部累积的热应力超过涂层内聚强度时,涂层发生开裂,0F和2S涂层由于韧性不足,热失配应变能无法有效耗散,导致裂纹失稳扩展,形成贯穿性裂纹并剥落。
(4) 片状铝粉通过多重裂纹偏转机制与颗粒桥联机制的协同作用,耗散涂层内部积累的热失配应变能,从而有效终止裂纹扩展,使2F涂层得以保持结构完整。
参考文献
Ageing resistance and corrosion resistance of silicone-epoxy and polyurethane topcoats used in sea splash zone
[J].
Comparison of the failure mechanisms of silicone-epoxy hybrid coatings on type A3 mild steel and 2024 Al-alloy
[J].
Advances in corrosion protection by organic coatings: What we know and what we would like to know
[J].
Degradation of scratch resistance of clear coatings by outdoor weathering
[J].
Scratch resistance is important for maintaining car appearance. It is thus important to understand how scratch characteristics change over time. Although accelerated weathering tests are commonly used, there is no specific test optimized for estimating scratch resistance degradation. The present study investigates the relationship between chemical changes and scratch resistance in the outdoor weathering test. To estimate the similarity in degradation process between outdoor and artificial weathering, three kinds of automotive clear coating (two isocyanate and one epoxy acid curing types) were subjected to outdoor weathering and xenon lamp accelerated weathering tests. The scratch properties and chemical changes were examined using Fourier transform infrared spectroscopy (FT-IR). Scratch resistance was measured in terms of the critical fracture force, which is defined based on the microscope observation of cracks in a scratch trail after a scratch test with increasing normal load applied to the scratch tip. For all coatings, the critical fracture force decreased after one month of outdoor exposure. The FT-IR spectra showed that crosslink scission occurred in the coating surface layer due to oxidation and hydrolysis during exposure. Scratch resistance degradation was found to be caused by chemical changes over a short time in the surface layer. Although the xenon test also lowered scratch resistance and led to the same kinds of chemical changes observed for outdoor weathering for all coatings, the extent of each reaction was not proportional to outdoor reactions.
Blistering and degradation of polyurethane coatings under different accelerated weathering tests
[J].
Evaluation of heat resistant properties of silicone based coatings by SEM and A.C. impedance techniques
[J].
Study of the oxidation process of metallic pigments in the presence of silicone resin under heating
[J].
Evaluation of the corrosion resistance of an epoxy-polyamide coating containing different ratios of micaceous iron oxide/Al pigments
[J].
The effect of TiO2 as a pigment in a polyurethane/polysiloxane hybrid coating/aluminum interface based on damage evolution
[J].
Effects of P/B on the properties of anticorrosive coatings with different particle size
[J].
Effects of particle sizes and shapes of zinc metal on the properties of anticorrosive coatings
[J].
Comparative tribological and corrosion resistance properties of epoxy composite coatings reinforced with functionalized fullerene C60 and graphene
[J].
Flake-like ZnAl alloy powder modified waterborne epoxy coatings with enhanced corrosion resistance
[J].
A review on application of carbon nanostructures as nanofiller in corrosion-resistant organic coatings
[J].Since corrosion has tremendous economic effects, academics and industries have sought to develop more effective coatings. These efforts have led to profound importance of nanocomposite coatings based on polymers and carbon nanostructures. It is shown that good reinforcement, advanced mechanical properties, and high corrosion resistance are only found at relatively low levels of nanocarbon (i.e., fullerene, carbon black, carbon nanotubes, graphene, graphene oxide, and carbon dots) loadings in coating compositions. Herein, a survey of breakthrough scientific studies on application of carbon nanostructures in corrosion-resistant organic coatings is carried out to pave the way for future developments in novel nanocoatings.
Influence of Nano-Al concentrates on the corrosion resistance of epoxy coatings
[J].<p>A two-stage process was used to produce nano-composite epoxy coatings. The first step involved preparing nano-Al concentrates with high concentration and low viscosity, and the second step produced nano-composite epoxy coatings by mixing the nano-Al concentrates and epoxy resin. Later, the coating was examined with immersion and salt spray tests. The coatings were characterized by electrochemical impedance spectroscopy (EIS), scanning electron microscopy (SEM) and X-ray photoelectron spectroscopy (XPS). The results showed that the 5% nano-Al significantly improves the corrosion resistance of the coatings. There are two effects of nano-Al on the coating. Nano-Al is corroded initially to protect the substrate from corrosion, and then the aluminum oxide and aluminum hydroxide were produced after corrosion of nano-Al, which hindered the transmission of corrosion fluid into the coatings.</p><div style="line-height: 150%"> </div>
Effects of TriSilanolIsobutyl-POSS on thermal stability of methylsilicone resin
[J].
The thermal degradation behaviour of polydimethylsiloxane/montmorillonite nanocomposites
[J].
Corrosion inhibition of 304 stainless steel by nano-sized Ti/silicone coatings in an environment containing NaCl and water vapor at 400-600 ℃
[J].
Effect of nano-ZnO addition on the silicone-modified alkyd-based waterborne coatings on its mechanical and heat-resistance properties
[J].
Enhanced oxidation and corrosion inhibition of 1Cr11Ni2W2MoV stainless steel by nano-modified silicone-based composite coatings at 600 ℃
[J].
Protection of 304 stainless steel by nano-modified silicone coating in cyclically alternate corrosion environment
[J].
An organic silicone composite coating for protection of Ti-6Al-4V alloy: Oxidation behavior at 600 ℃ in dry air
[J].
Role of non-functionalized oxide nanoparticles on mechanical properties and toughening mechanisms of epoxy nanocomposites
[J].Over the past few decades, the use of epoxy resins has gained significant attention from worldwide researchers due to its advantages in structural applications in various sectors like automotive, construction, and aerospace industries. This article summarizes and reviews the research on mechanical properties and toughening mechanism of epoxy composites filled with non-functionalized oxide nanoparticles. The incorporation of nanomaterials into the polymer matrix has been considered to be the most effective route to improve the mechanical properties of polymer composites. But the inherent brittle nature and cross-linking ability of epoxy makes it vulnerable to crack initiation and crack growth and limits its use in advanced structural applications. Recently, various kinds of nanofillers such as carbon nanotubes (CNTs), organic and inorganic oxide nanoparticles have attracted industrial interest due to their excellent mechanical, thermal, and electrical properties which can provide a dramatic improvement in the properties of epoxy composites but their dispersion issue, agglomeration and bundling problems deteriorate several important mechanical parameters of the epoxy composites. To date, no review article focused on the role of non-functionalized oxide nanoparticles on the improvement in mechanical properties of the reinforced epoxy composites. This review article assesses and summarizes some most recent findings on the de-agglomeration process, mechanical properties, and toughening mechanisms of epoxy nanocomposites reinforced with four types of most preferred non-functionalized oxide nanoparticles such as Al2O3, TiO2, SiO2, and ZrO2.
Multifunctional AgO/epoxy nanocomposites with enhanced mechanical, anticorrosion and bactericidal properties
[J].
Effect mechanism of the Fe3O4 nanoparticles on mechanical properties and anticorrosion performances of epoxy coatings
[J].
Electrochemical investigations into polypyrrole/aluminum flake pigmented coatings
[J].
The effect of polymer morphology on the performance of a corrosion inhibiting polypyrrole/aluminum flake composite pigment
[J].
Electrochemical investigations of polypyrrole aluminum flake coupling
[J].
Flake aluminum reinforced polyamideimide-polytetrafluoroethylene bonded solid lubricating composite coating for wear resistance and corrosion protection
[J].
Effect of coating stress on adherence and on corrosion prevention
[J].
Evaluation and mechanisms of internal stress development in high-build epoxy protective coatings during thermal cycling
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}