


随着国内航空航天运载装备在近岸和海洋大气条件下的活动频率不断增加,越来越多的装备和材料由于长期暴露在高湿、高盐雾的海洋大气环境下发生失效,钎焊结构广泛应用于这些装备中,要求其在长期服役过程中稳定可靠。不锈钢具有很强的化学稳定性及优良的强度和塑性等力学性能,被广泛应用在航空航天、汽车船舶等多个不同的领域。奥氏体不锈钢中以18-8型不锈钢最具代表性,有着优良的力学和加工性能[1],其中1Cr18Ni9Ti不锈钢属于典型的18-8型不锈钢,它除了有着很强的耐蚀性能外,还有着良好的塑性,易于加工变形,韧性非常好,具有良好的焊接性能,广泛应用于航空、航天、核能和能源等领域。
对不锈钢材料进行焊接时,真空钎焊是一种非常有效的连接手段[2],相比起熔焊和压焊等方法具有加热温度低,对母材的组织和性能影响小,加热均匀,变形和应力小,装配精度高等特点。不锈钢主要的钎焊方式是硬钎焊,镍基钎料在高温下具有良好的润湿性,且力学和耐蚀性能都很好。其中,BNi-2钎料 (BNi82CrSiBFe) 是应用最为广泛的一种镍基钎料,它具有熔化温度较低、流动性好、润湿性强等优点,钎焊接头有良好的高温强度和抗氧化及耐蚀性能[3]。对于不锈钢钎焊接头来说,一般包括有3个区域,分别是扩散区、界面区及钎缝中心区,母材扩散区是由钎料中的B和少量Si向母材扩散而形成,钎缝界面反应区由母材向钎料中溶解,主要组成是固溶体和金属间化合物,钎缝中心区则主要由Ni、Si、Cr等互溶形成Ni基固溶体组成,不同的焊接工艺参数如保温时间、钎焊温度等会对接头的形成相及性能有很大影响[4~6]。
本文针对1Cr18Ni9Ti真空钎焊接头开展盐雾环境对其组织与性能的影响研究,结合电化学、组织表征及力学测试观察结构等手段,分析1Cr18Ni9Ti钎焊接头微观组织和力学性能在盐雾环境中的演变规律,为钎焊构件在海洋环境中的推广与应用提供基础数据。
1 实验方法
选用的母材为1Cr18Ni9Ti奥氏体不锈钢,其化学成分如表1所示。真空钎焊选用的钎料为BNi-2镍基非晶薄带钎料,其化学成分如表2所示。1Cr18Ni9Ti奥氏体不锈钢化学成分 (质量分数,%) 为:Cr 18.2,Ni 0.7,Ti 0.6,C 0.08,Si 0.7,Mn 1.9,S 0.021,P 0.033,Fe余量。Bni-22镍基钎料化学成分 (质量分数,%) 为:C 0.05,Si 4.6,B 3.05,Cr 7.2,Fe 2.8,Ni余量。
表1 1Cr18Ni9Ti合金钎焊接头显微硬度 (HV)
Table 1
| Part | 1# | 2# | 3# | Average value |
|---|---|---|---|---|
| Base metal | 164.0 | 168.9 | 168.9 | 167.3±2.8 |
| Weld joint | 285.9 | 270.4 | 292.8 | 283.0±11.5 |
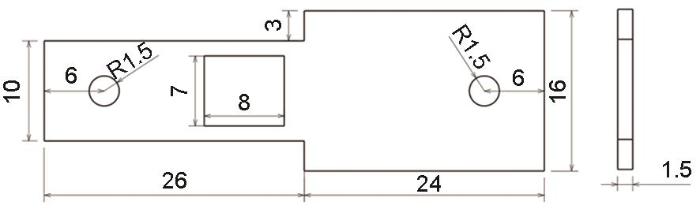
在钎焊前对两块1Cr18Ni9Ti不锈钢母材接触面进行打磨处理,并通过丙酮超声清洗除掉表面油污,烘干后将两块母材对接,通过BNi-2箔带控制钎缝宽度为50 μm,并将BNi-2粉末钎料置于接头两端阶梯处,避免焊接时因间隙填充不满而造成未焊合。试样装配好后将其置于真空炉中进行加热,真空度设为10-3 Pa,在升温速度为10 ℃/min下加热至850 ℃,保温10 min,然后在升温速度为15 ℃/min下加热至1050 ℃,再保温60 min。保温结束后停止加热,在炉内冷却至室温后取出,用于研究腐蚀后力学性能的试样示意图如图1所示,接头设计根据某型的航天产品进行设计。
图1
金相样品采用SiC砂纸逐级打磨至2000#,再将其表面抛光,最后采用去离子水+乙醇清洗并用冷风吹吹干。将抛光好的金相样品采用FeCl3溶液侵蚀抛光面10 s。采用莱卡金相显微镜观察样品的金相组织形貌。
依据GB/T228-2002,在Zwick/Roell-Z100电子万能材料试验机进行拉伸实验。屈服前的拉伸速率为0.15 mm/min,与之对应的应变速率为0.00025 s-1;屈服后的拉伸速率为1.5 mm/min,对应的应变速率为0.0025 s-1。
采用HV-1000STA显微硬度计测试试样母材和焊缝处的显微硬度,施加载荷为300 g,加载时间为10 s,分别在母材和焊缝处测量5个点,取平均值。
采用5% (质量分数)) NaCl水溶液为腐蚀溶液,其pH值在6.5~7.2间,实验箱体温度为40 ℃,盐雾沉降率为(1.5
采用CS350M型号电化学工作站测试样品的动电位极化曲线,电解质溶液为5% (质量分数) NaCl溶液。采用三电极体系进行电化学测试,其中,饱和甘汞电极作为参比电极 (相对于标准氢电极的电位0.241 V),石墨棒为对电极。将三电极体系在溶液中稳定1 h后,进行动电位极化测试。动电位极化测试的电位扫描范围为相对于开路电位的-0.5~+0.5 V,扫描速率为1 mV/s。动电位极化测试均在室温℃进行,每组测试重复3次以确保结果准确。
采用XMU-BY-LG微区电化学工作站在室温下对不锈钢钎焊试样进行了表面微区电位分布的测量,测试溶液为10% (质量分数) FeCl3溶液,扫描范围为2000 μm×2000 μm,扫描频率为0.5 Hz,探针针尖与待测样品表面之间的距离控制在50 μm上下,避免直接接触。
2 结果与分析
2.1 钎焊接头的电化学腐蚀
图2
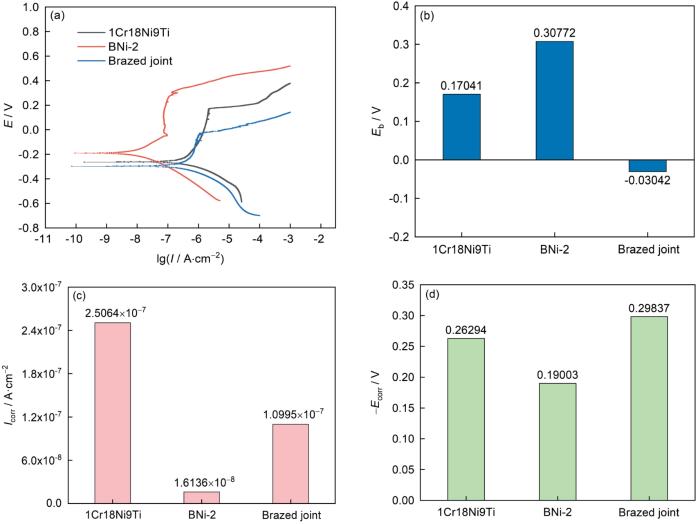
图2
3种试样在5%NaCl 溶液中测量的 Tafel 极化曲线结果
Fig.2
Tafel polarization curve results of three samples measured in 5% NaCl solution: (a) polarization curve, (b) EB/V, (c) corrosion current, (d) corrosion potential
图3为1Cr18Ni9Ti合金钎焊焊接接头在3.5%NaCl中的微区电化学结果。由图可知,焊缝的电位高于两侧基体的电位,说明焊缝的耐蚀性明显好于基体,这与1Cr18Ni9Ti、BNi-2钎料的电化学测试结果保持一致。
图3
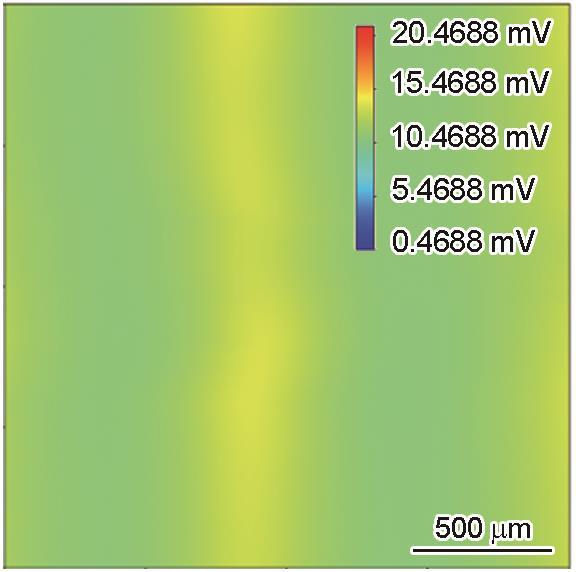
图3
1Cr18Ni9Ti合金钎焊焊接接头在5%NaCl溶液中的微区电化学结果
Fig.3
Microcell electrochemical results of 1Cr18Ni9Ti brazed joints in 5%NaCl solution
2.2 1Cr18Ni9Ti合金钎焊试样微观组织
图4
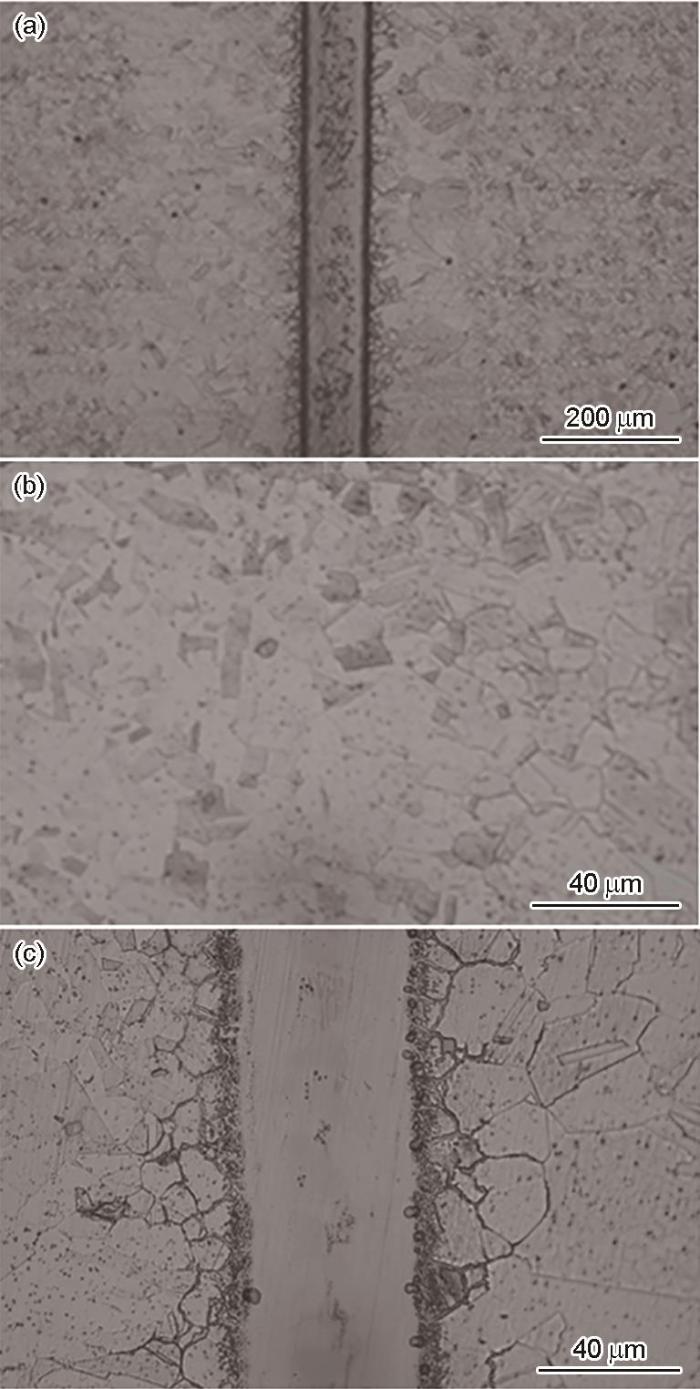
图4
1Cr18Ni9Ti合金钎焊试样焊后显微组织
Fig.4
Microstructure of 1Cr18Ni9Ti alloy brazing specimen after welding: (a) low magnification metallographic structure of weld, (b) metallographic structure of base metal, (c) high magnification metallographic structure of weld
图5
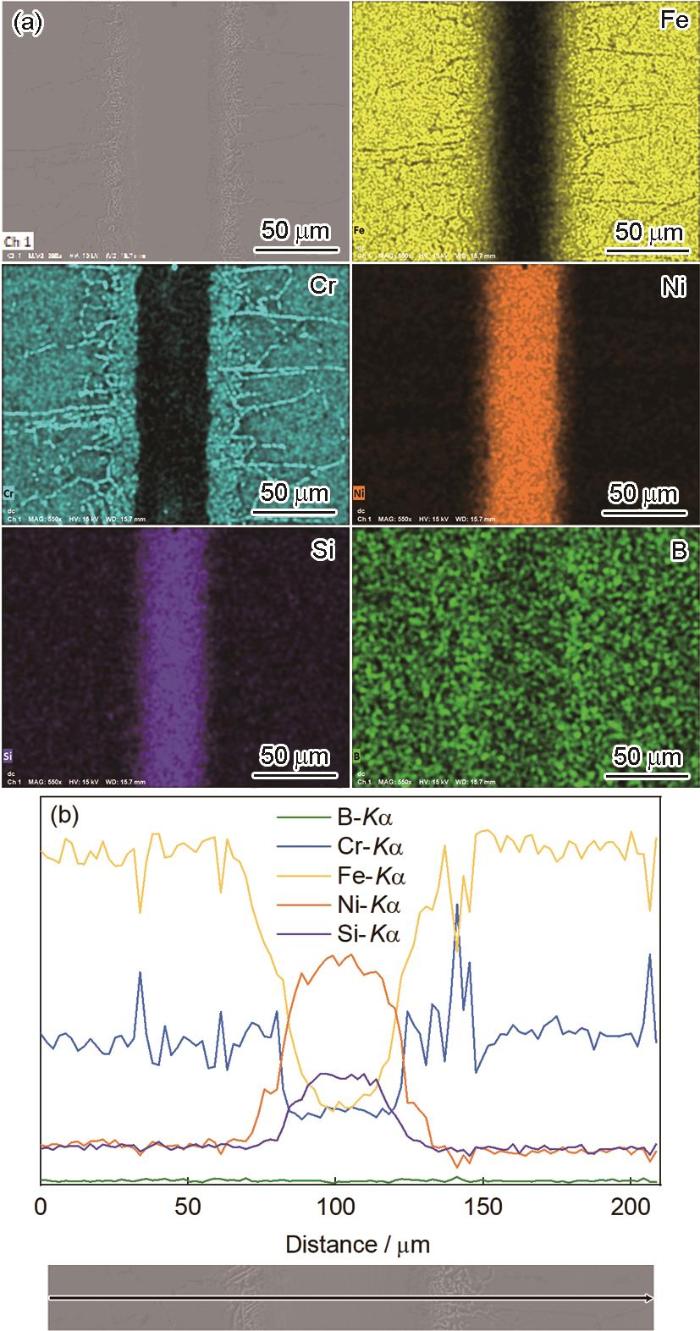
图5
1Cr18Ni9Ti合金钎焊接头元素分布
Fig.5
Element distribution of 1Cr18Ni9Ti alloy brazed joints: (a) mapping, (b) line scan
1Cr18Ni9Ti钎焊试样母材的维氏硬度为 (167.3±2.8) HV,焊缝维氏硬度为 (283.0±11.5) HV,焊缝的显微硬度均高于母材,详见表1。
2.3 1Cr18Ni9Ti钎焊接头盐雾实验后的形貌
图6
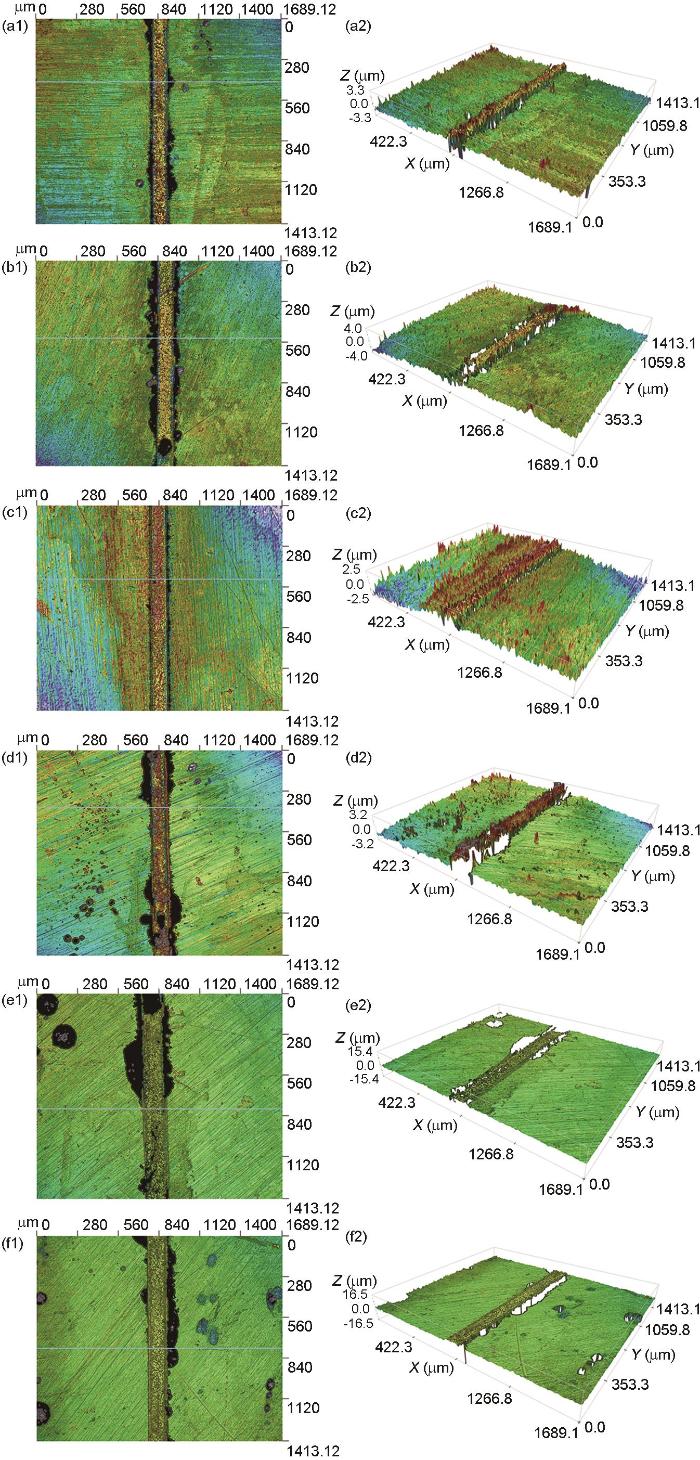
图6
1Cr18Ni9Ti钎焊接头盐雾腐蚀后的3D形貌
Fig.6
3D morphology of 1Cr18Ni9Ti brazed joints after salt spray corrosion: (a1, a2) 1 d, (b1, b2) 3 d, (c1, c2) 6 d, (d1, d2) 10 d, (e1, e2) 15 d, (f1, f2) 20 d
图7
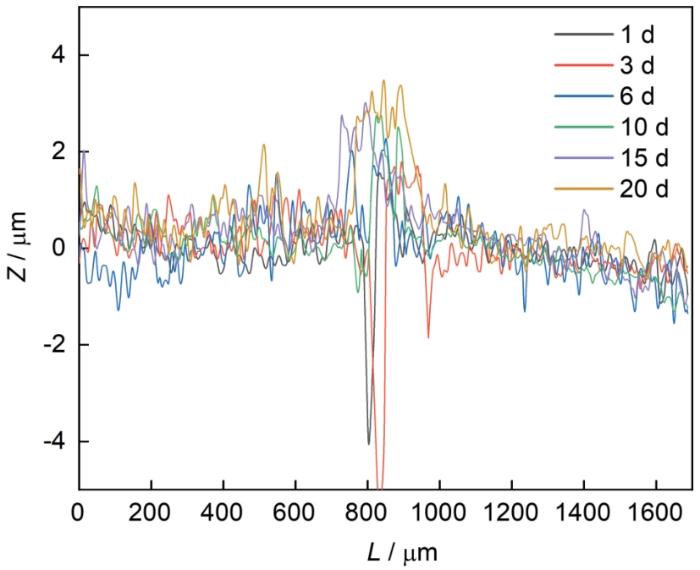
图7
1Cr18Ni9Ti钎焊接头盐雾腐蚀后的高度差
Fig.7
Height difference of 1Cr18Ni9Ti brazed joint after salt spray corrosion
2.4 1Cr18Ni9Ti钎焊试样腐蚀前后的拉伸性能
1Cr18Ni9Ti钎焊试样腐蚀前的拉伸曲线如图8a所示。试样1和试样2的抗拉强度达到500 MPa以上,屈服强度均约为300 MPa。盐雾腐蚀后可见接头的拉伸性能随着腐蚀时间的增加而降低,如图8b和c所示。在盐雾腐蚀10 d右,说明盐雾腐蚀对1Cr18Ni9Ti钎焊接头性能影响较为明显,会出现腐蚀导致力学性能降低。经过拉伸实验后的1Cr18Ni9Ti合金钎焊试样如图9a所示。试样1和试样2的断裂发生在筋条与钎料接触处,试样断裂前发生明显的塑性变形,试样最终断裂可能是在拉伸过程中钎料先发生开裂形成裂纹源,然后扩展到母材,使焊后试样在发生一定塑性变形后突然断裂。腐蚀后的拉伸试样,试样出现明显腐蚀痕迹且发生在焊缝处与母材之间,经过拉伸实验后,试样断裂均发生在焊缝处与母材之间的截面处,钎焊焊缝处未发生明显的塑性变形,钎料与母材呈现整体脱离,钎角未像未腐蚀的试样呈现多段断裂的方式,如图9b和c所示。
图8
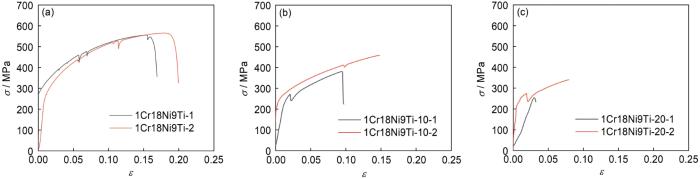
图8
1Cr18Ni9Ti钎焊接头拉伸试样应力-应变曲线
Fig.8
Stress-strain curve of 1Cr18Ni9Ti brazed joint tensile specimen: (a) before corrosion, (b) corrosion for 10 d, (c) corrosion for 20 d
图9
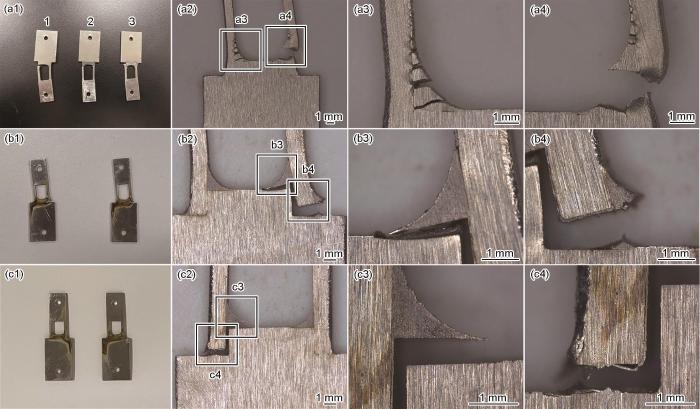
图9
1Cr18Ni9Ti钎焊在腐蚀前、腐蚀10 d和腐蚀20 d时的拉伸样品的宏观形貌
Fig.9
Macro morphology of tensile samples of 1Cr18Ni9Ti brazed joints before corrosion (a), after corrosion for 10 d (b) and after corrosion for 20 d (c)
3 结论
(1) 采用钎料和匹配的焊接工艺焊接1Cr18Ni9Ti,能够获得较高拉伸强度的钎焊接头,接头强度与母材等强。
(2) 1Cr18Ni9Ti和BNi-2钎料的点蚀电位高于接头材料,说明钎焊后材料的抗点蚀性能降低。BNi-2钎料的腐蚀电位高于1Cr18Ni9Ti,说明BNi-2钎料的耐蚀性能高于基体。微区电化学测试结果同样证明,钎焊焊缝的腐蚀电位高于两侧基体。
(3) 1Cr18Ni9Ti在盐雾实验后,由于电偶腐蚀效应,钎焊焊缝与母材间产生腐蚀,且焊缝的耐蚀性高于母材的耐蚀性。盐雾实验后焊接接头的拉伸性能下降为300 MPa,断裂发生在钎焊焊缝区域。
参考文献
Process characteristics of vacuum brazing for stainless steel and its application
[J].
不锈钢真空钎焊工艺特点及其应用
[J].
Vacuum brazing 0Cr18Ni9 stainless steel pipe to itself with BNi-2 filler alloy
[J].
采用BNi-2钎料真空钎焊0Cr18Ni9不锈钢管材
[J].
Effect of holding time on vacuum brazing for a stainless steel plate-fin structure
[J].
Effect of brazing temperature on tensile strength and microstructure for a stainless steel plate-fin structure
[J].
Aqueous corrosion of stainless steels
[J].
Experimental study on intergranular corrosion resistance of 304L stainless steel vacuum brazed joints
[J].
304L不锈钢真空钎焊接头晶间腐蚀性能试验研究
[J].
Microstructure and Electrochemical Corrosion Properties of 316L stainless steel joints brazed with BNi5
[A]. ChenSB, ZhangYM, FengZL. Transactions on Intelligent Welding Manufacturing [M].
Microstructure influence on corrosion resistance of brazed AISI 304L/NiCrSiB joints
[J].
Corrosion resistance of welded joints of Q690 bainite bridge steel in simulated rural atmosphere
[J].
Q690贝氏体桥梁钢焊接接头在模拟乡村大气中耐蚀性能研究
[J].
采用干、湿周期浸润法、电化学方法,结合X射线衍射仪 (XRD)、场发射原子探针显微镜 (FE-EPMA) 等现代表面分析技术,研究了Q690贝氏体桥梁钢及其焊接接头在模拟乡村大气环境中的腐蚀动力学规律及机理。结果表明,在整个腐蚀周期内,Q690钢及其焊接接头腐蚀动力学过程可以分为两个阶段,即n>1的加速腐蚀阶段和n<1的减速腐蚀阶段。腐蚀前期,因Q690钢焊接接头母材、热影响区和焊缝区存在明显显微组织差异,形成了以焊缝、热影响区为阳极、母材为阴极的电偶腐蚀对,导致其耐蚀性比母材要差;腐蚀后期,稳定锈层的形成缩小了Q690钢及焊接接头之间的耐蚀性差异。
Corrosion behavior of weld joint of 690 MPa weathering bridge steel in simulated industrial atmosphere
[J].
690 MPa级耐候桥梁钢焊接接头在模拟工业大气环境下的耐蚀性研究
[J].
Microstructure evolution mechanism and corrosion behavior of transient liquid phase bonded 304L stainless steel
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}