
孔祥峰
KONG Xiangfeng
中图分类号: TG172.5
文章编号: 1005-4537(2018)03-0226-07
通讯作者:
收稿日期: 2017-11-2
网络出版日期: 2018-06-20
版权声明: 2018 《中国腐蚀与防护学报》编辑部 《中国腐蚀与防护学报》编辑部
基金资助:
作者简介:
作者简介 孔祥峰,男,1985年生,博士生
展开
摘要
通过实海挂片腐蚀失重实验,获得了水下焊接接头在青岛海域的腐蚀形貌以及腐蚀失重数据。结果表明,以E40钢板为母材,使用359S水下湿法焊接专用焊条焊接形成焊接接头,经海水浸泡后,焊缝区未见腐蚀,热影响区及母材区则发生严重的腐蚀行为。随着浸泡时间的延长,试样表面蚀坑逐渐增多、增大、增深。母材区域微观形貌随时间变化不大。相对于母材来说,热影响区的微观形貌较为复杂,呈现多种形貌特征。在海水中长期浸泡情况下,腐蚀失重与腐蚀时间之间存在较好的线性关系,试件的腐蚀失重较为稳定,平均腐蚀速率为0.180 mm/a。温度对腐蚀速率的影响较大,青岛海域夏秋时间段腐蚀速率为0.250 mm/a,远高于冬春时节的0.118 mm/a。
关键词:
Abstract
The corrosion morphology and corrosion rate of underwater welding joints, which were prepared via underwater wet welding with E40 steel plate as base material and 359S as special welding rod, in coastal water of Qingdao was assessed by means of corrosion weight loss method. Results indicated that no corrosion was observed on the weld seam, while the base metal and heat affected zone suffered from serious corrosion after immersion in seawater. With the increase of immersion time, corrosion pits on the test samples are increasing, growing and deepening. The micro-morphology of the base metal varied slightly with time. But, the microstructure of the HAZ is more complex and presents a variety of features compared with the base metal. There is a good linear relation between the mass-loss and the corrosion time. The average corrosion rate of the HAZ and base metal is 0.180 mm/a. Temperature has a great influence on the corrosion rate, and the corrosion rate (0.250 mm/a) in the summer and autumn period in Qingdao seawater is much higher than that in the winter and spring, which is 0.118 mm/a.
Keywords:
十九大以来“建设海洋强国”战略不断深入,海洋资源开发利用受到极大重视,以科技为推动力的海洋产业发展迅速,海洋工程技术已发展成为“海洋强国”战略目标实现的重要安全保障和强劲支撑。海洋工程结构的主要部分大多都在水面以下,开展水下焊接研究对于开发海洋有至关重要的意义。水下焊接可以修补因腐蚀造成的潜在危害,而焊接接头本身的腐蚀也在所难免。水下焊接与陆地上条件不同,海水的冷却作用以及海水的导热性能对于焊接过程有很大的不利影响,造成水下焊接接头的缺陷增多[1,2]。而焊接过程中会出现金属成份和冶金结构上的改变、残存应力和焊接缺陷等问题[3],造成焊缝的金相组织、化学成分和受力情况和母材差异很大,使焊接接头区域较易遭受到腐蚀侵害,成为海洋工程结构中的薄弱部分,处理不当极易造成事故[4]。调查显示,中国一年的腐蚀损失高达2万多亿,约占国家GDP的3.34%,其中每年有7747亿元的腐蚀损失可以被避免,而研究表明15%~35%的腐蚀损失可以通过相应的缓蚀措施避免[5]。
目前,针对焊接接头的腐蚀,主要是采用电化学测试的方法按照焊缝、热影响区及母材等区域分开进行研究[6]。白强等[7]采用电化学方法结合金相显微镜对水下湿法焊接接头在海水中的腐蚀电化学行为进行研究,结果表明腐蚀产物不同导致母材与热影响区腐蚀行为的变化。但是目前的研究多是借助电化学方法,在实验室条件下进行模拟实验,尚缺乏实际海水环境下水下焊接接头腐蚀行为的具体数据。重量法是一种经典的腐蚀评价方法,适用于实验室和现场实验,是测量金属腐蚀速率最为可靠的方法之一,也是其他测定金属腐蚀速率方法的基础。胡骞等[8]以失重法为基础,探讨了A710钢焊接接头不同区域组织和腐蚀产物对耐蚀性的影响规律,认为显微组织及腐蚀产物会对焊接接头的腐蚀行为造成影响。本文通过采用扫描电镜 (SEM) 对腐蚀形貌进行分析,结合重量法获得的腐蚀数据,深入分析水下焊接接头在实际海水中长期挂片的腐蚀规律,为全面研究水下焊接接头的腐蚀行为提供依据。
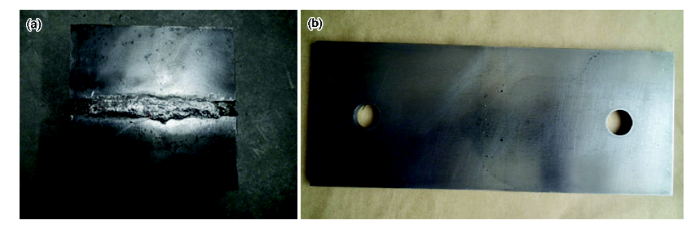
实验选用的基体母材为E40钢板,主要化学成分 (质量分数,%)为:C≤0.18,Mn 1.2,Si≤0.5,S≤0.035,P≤0.035,Mo≤0.08,Ni≤0.4,Cr≦0.2,V 0.06,Fe余量。该钢材的屈服点≥390 MPa,抗拉强度≥510 MPa,伸长率≥20%。实验焊材为山东省科学院海洋仪器仪表研究所水下焊接实验室自制的359S水下焊接专用焊条,由潜水员在水下完成焊接,形成如图1a所示的焊接件。将焊接接头切割成尺寸为200 mm×80 mm×5 mm,中间带圆孔的试样,如图1b所示。可看出,部分焊缝区域存在孔洞等焊接缺陷。
图1 焊接接头试件及加工后的挂片试件
Fig.1 Welded joint (a) and specimen for coupon corrosion test (b)
金相显微实验采用Olympus GX51金相显微镜完成。试样采用4.0 g CuSO4·5H2O,20 mL HCl和100 mL C2H5OH配置的腐蚀液擦拭腐蚀,擦拭后试样表面由镜面光亮转变为氧化发暗,且可分辨出焊缝时,应立即用清水冲洗,再用酒精棉球擦洗干净,之后用热风吹去试样上的水滴,即可做金相观察。
实验参照GB/T6384-2008“船舶及海洋工程用金属材料在天然环境中的海水腐蚀试验方法”,将21片试样编号,并分为5组,于2012年5月3日下午放置于青岛八大峡码头处的山东省科学院海洋仪器仪表研究所岸边实验站。挂片试样所处水深1 m,实测海水温度为13.5 ℃,盐度为32.1,电导率为54 ms/cm,pH值为8.14;溶解氧处于饱和状态,为7.1 mg/L。随后,分别于2012年8月1日 (90 d),2012年10月23日 (173 d),2013年5月14日 (376 d)及2015年10月13日 (1258 d)取出试样并进行处理。试样取出后,首先清除表面的附着生物,然后按照GB/T 16545-2015“金属和合金的腐蚀——腐蚀试样上腐蚀产物的清除”标准方法对失重测试试样进行处理,用除锈液清除剩余的腐蚀产物。待试片表面腐蚀产物全部去除后,将试样取出迅速冲洗干净,然后在无水乙醇中继续超声清洗除去水分,吹干,最后放入干燥器中,干燥24 h后称重备用。采用Hitachi s-3400N型SEM观察除锈后试样母材及热影响区表面的微观腐蚀形貌,表面宏观形貌照片由相机拍摄获得。
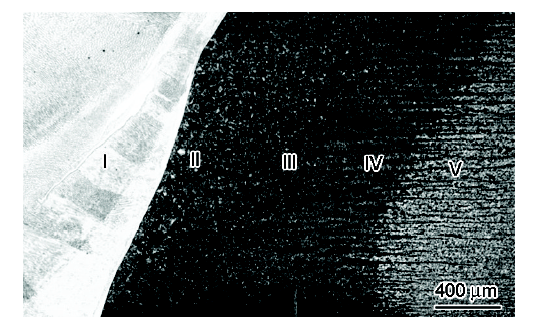
焊接母材为E40钢,是一种调质型的低合金钢,属于易淬火钢。从图2中金相显微观察结果可以看到清晰的组织变化,焊缝 (I)、热影响区 (II~IV) 及母材 (V) 之间组织差别较为明显,其中焊缝区 (I) 为奥氏体不锈钢组织,母材 (V) 由铁素体与珠光体 (黑色片状)的混合组织组成[9]。而调质态易淬火钢形成的热影响区分为完全淬火区 (II)、不完全淬火区 (III) 和回火区 (IV) 3个区域,完全淬火区 (II)为马氏体组织,不完全淬火区 (III) 为马氏体和回火母材复合组织,回火区 (IV) 则由回火母材复合组织构成。回火区 (IV) 在水下焊接过程中经历了热变化,母材的片状珠光体转变为粒状珠光体,但金相组织未发生根本变化,形成回火珠光体和铁素体的回火母材复合组织[10]。
图2 水下焊接接头热影响区附近组织
Fig.2 Metallographic structure near the HAZ of underwater welded joint (showing the different zones: I- weld metal, II-complete quenching zone, III-incomplete quenching zone, IV-tempered zone and V-base metal)
实海挂片90 d后 (2012年8月1日),第一批试样取出,此时试样表面已形成严重的生物附着污损,如图3所示。用刷子清除试样表面的附着生物,由图4a中可见试样的母材及热影响区腐蚀严重,表面有较厚的锈层,焊缝区表面则覆盖致密的钙镁沉积层。再用除锈液除去试样表面的锈层,形貌如图4b~e所示。除锈的过程中焊缝区可以观察到产生大量气泡,气体为沉积层与盐酸反应生成的CO2。除锈后的图片显示,焊缝区未受到海水腐蚀影响,表面保持光泽,无明显变化。而母材及热影响区则严重腐蚀,出现腐蚀坑,热影响区部分区域出现点蚀及腐蚀裂纹。
图3 在海水中浸泡90 d后焊接接头的宏观形貌
Fig.3 Macrographs of underwater welded joints after immersion in seawater for 90 d: (a) the first set of samples E0, E1, E4, E5 and X1; (b) the sample E0 removed from the shelf
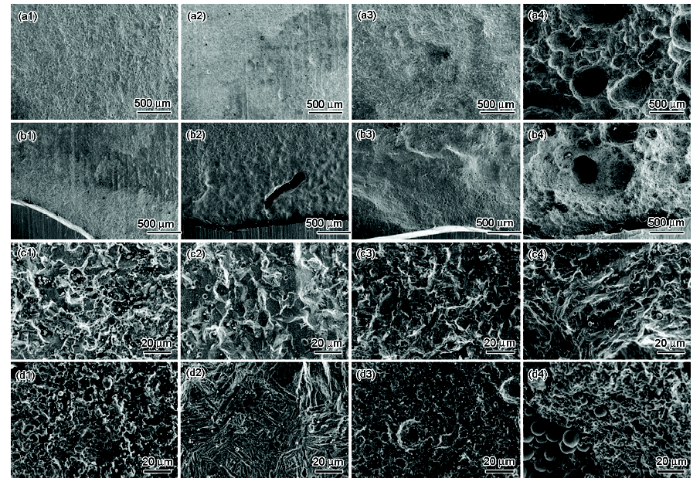
通过宏观观察 (图4)以及低倍SEM像 (图5a和b)可以看出,随着浸泡时间的增加,试样表面蚀坑逐渐增多、增大、增深。而且同一时期热影响区的表面较母材区域表面的坑洼更大且深,焊缝区未有明显变化。通过高倍SEM像 (图5c和d)可以看出,腐蚀除锈后的母材表面微观形态变化较小,腐蚀形态比较均匀。而热影响区表面则出现多种形态变化[11]。相对于母材来说,热影响区的微观形态更加细微,呈现更加微小、细碎的形貌特征,这与焊接过程中金属组织的改变有关[12]。
图4 清除附着生物及锈层后的水下焊接接头表面宏观形貌
Fig.4 Macroscopic morphologies of underwater welded joints with removal of marine fouling organisms (a) and rust layers (b~e) after immersion for 90 d (a, b), 173 d (c), 376 d (d) and 1258 d (e)
图5 除锈后水下焊接接头试样母材区及热影响区的SEM像
Fig.5 SEM images of base metal (a, c) and heat affected zone (b, d) of underwater welded joint samples after immersion in seawater for 90 d (a1~d1), 173 d (a2~d2), 376 d (a3~d3), 1258 d (a4~d4) and then removal of rust layers
失重法是根据腐蚀前后金属试件的重量变化来测定金属腐蚀速率,见下式:
其中,v -为用失重表示的金属的腐蚀速率,g/(m2·h);W0为试件腐蚀前的重量,g;W1为腐蚀并经除去腐蚀产物后试件的重量,g;S为试件暴露在腐蚀环境中的表面积,m2;t为试件腐蚀的时间,h。
其中,vL为用腐蚀深度表示的腐蚀速率,mm/a;ρ为金属的密度,g/cm3。
因焊缝区未见明显腐蚀,按照失重法计算腐蚀速率时,仅考虑母材及热影响区,采用Photoshop选定不规则区域后查看像素比的方法来确定不规则腐蚀区域的面积。将实验所获得的数据按照式 (1)和 (2) 进行处理,可获得表1中数据。计算时,采用的E40钢试样的平均密度为7.866 g/cm3。
表1 E40钢水下焊接接头失重数据
Table 1 Weight loss calculating parameters and mean corrosion rate of underwater welded joint of E40 steel
| Time / d | No. | W0 / g | W1 / g | W0-W1 / g | S / cm2 | v- / gm-2h-1 | vL / mma-1 | Average vL / mma-1 |
|---|---|---|---|---|---|---|---|---|
| 2012/8/1 90 d | E0 | 627.07 | 615.39 | 11.68 | 307.50 | 0.176 | 0.196 | 0.195 |
| E1 | 627.44 | 616.01 | 11.43 | 311.28 | 0.170 | 0.189 | ||
| E4 | 626.22 | 614.50 | 11.72 | 304.63 | 0.178 | 0.198 | ||
| E5 | 627.94 | 616.39 | 11.55 | 306.24 | 0.175 | 0.194 | ||
| X1 | 629.52 | 617.64 | 11.88 | 309.82 | 0.178 | 0.198 | ||
| 2012/10/23 173 d | A0 | 630.27 | 600.09 | 30.18 | 310.68 | 0.234 | 0.261 | 0.250 |
| A1 | 626.85 | 601.31 | 25.54 | 308.72 | 0.199 | 0.222 | ||
| A5 | 628.46 | 601.36 | 27.10 | 304.55 | 0.214 | 0.239 | ||
| A7 | 632.41 | 600.39 | 32.02 | 308.50 | 0.250 | 0.278 | ||
| 2013/5/14 376 d | B1 | 630.43 | 587.09 | 43.34 | 307.83 | 0.156 | 0.174 | 0.180 |
| B2 | 629.12 | 583.10 | 46.02 | 308.23 | 0.165 | 0.184 | ||
| B4 | 631.60 | 586.64 | 44.96 | 305.11 | 0.163 | 0.182 | ||
| B7 | 628.09 | 583.99 | 44.10 | 305.20 | 0.160 | 0.178 | ||
| 2015/10/13 1258 d | C0 | 630.10 | 465.44 | 164.66 | 310.24 | 0.176 | 0.196 | 0.192 |
| C2 | 630.24 | 462.05 | 168.19 | 311.77 | 0.179 | 0.199 | ||
| C4 | 632.80 | 479.67 | 153.13 | 305.11 | 0.166 | 0.185 | ||
| C7 | 629.67 | 474.34 | 155.33 | 305.20 | 0.169 | 0.188 |
根据表1中失重法计算的结果,第一个整年母材及热影响区的平均腐蚀速率为0.180 mm/a。再由2012/10/23到2015/10/13之间3年的失重数据计算可知,焊接接头区域、母材和热影响区的腐蚀速率为0.181 mm/a,与第一年的腐蚀失重计算结果基本一致,并且与文献资料的全浸区数据相近[13]。将长期的腐蚀失重与时间的关系数据进行线性拟合,可以得出近似公式如下:
其中,gs为单位面积金属的腐蚀失重,g/m2;系数4.1358 g/(m2·d) 表示每天每平方米的暴露区域母材 (含热影响区)的金属平均腐蚀量为4.1358 g。
根据拟合的结果来看,在海水中长期浸泡情况下,腐蚀失重与腐蚀时间之间存在较好的线性关系 (r =0.9984),试件的腐蚀失重较为稳定,可以根据实验结果对试件此后的腐蚀情况进行预测。彭欣等[14]的研究表明,对于碳钢来说,简单的电化学方法测定的腐蚀速率与实际腐蚀状态间存在较大偏差,不能准确反映其实际腐蚀状态。要准确的评估试件在海水中的腐蚀状况,最好以实海挂片腐蚀实验的数据为基础。而对于整个焊接接头来说,受腐蚀电位不同的影响,母材及热影响区相当于牺牲阳极,保护焊缝区域不会发生腐蚀;而狭小区域的焊缝仅在浸泡初期可以提供微弱的阴极电流,可以促进母材及热影响区的腐蚀,对试件整体的腐蚀状况影响甚微。随着浸泡时间的增加,焊缝区域逐渐形成钙镁沉积层及附着海洋生物,O向试样表面的扩散过程受到抑制,焊缝区的影响被进一步削弱。因此,整个焊接接头的腐蚀速率等特征与母材所用的E40碳钢的腐蚀特征基本一致[15]。
图6中显示,随着时间的变化,腐蚀速率存在极大值。根据第一年的腐蚀数据可以计算得出,青岛地区夏秋时间段 (2012/5/3~2012/10/23)的腐蚀速率为0.250 mm/a,要远高于冬春时间段 (2012/10/23~2013/5/14)的0.118 mm/a。金属在海水中的腐蚀速率不仅与金属本身的成分和结构有关,也与海水的环境因素密切相关。海水是复杂的电解质体系,海水环境因素 (如温度、含氧量等)随海域、深度和季节等条件改变而发生很大的变化,导致金属的腐蚀速率随环境因素而变化[16]。由于表层海水中溶解氧浓度基本稳定在近饱和状态,不会对腐蚀速率造成较大影响,而从长时间的变化来看,流速的影响也可以消除,因此试样在海水中暴露初期,温度成为影响腐蚀速率的主要因素。一般来说,温度上升会使化学反应速度加快,加速了阴极O2的还原反应和阳极Fe的氧化反应,促进腐蚀的进行。而温度升高同样加速O向试样表面的扩散过程,海水导电率也会随温度的升高而增大,因此在青岛海域出现夏秋时间段腐蚀速率远高于冬春时节的现象。但这种相互之间的关系是非常复杂的,并非随温度升高腐蚀速率成比例增加,试样表面附着大量海洋生物以及逐渐堆积腐蚀产物同样会对腐蚀速率造成影响[17]。
图6 焊接接头的腐蚀失重及腐蚀速率随时间的变化
Fig.6 Mass loss and corrosion rate of underwater welded joint as a function of time
(1) 以E40钢板为母材,使用359S水下湿法焊接专用焊条焊接形成的焊接接头,经海水中浸泡后,焊缝区未有腐蚀,热影响区及母材区则发生严重的腐蚀。随着浸泡时间的增加,试样表面蚀坑逐渐增多、增大、增深。母材区域微观形貌随时间的变化不大,而热影响区的微观形貌变化较为复杂,这与焊接过程中金属组织的改变有关。
(2) 热影响区及母材区的平均腐蚀速率为0.180 mm/a。在海水中长期浸泡情况下,腐蚀失重与腐蚀时间之间存在较好的线性关系,依此可以对更长期的腐蚀失重情况进行预测。温度对腐蚀速率的影响较大,青岛海域呈现夏秋时间段腐蚀速率 (0.250 mm/a)远高于冬春时节腐蚀速率 (0.118 mm/a)的特征。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}