
曹海娇 , 赵洪涛
, 赵洪涛
文献标识码: TG174.5
文章编号: 1005-4537(2018)02-0124-09
通讯作者:
收稿日期: 2017-03-27
网络出版日期: 2018-04-20
版权声明: 2018 《中国腐蚀与防护学报》编辑部 《中国腐蚀与防护学报》编辑部
基金资助:
作者简介:
作者简介 曹海娇,女,1991年生,硕士生
展开
摘要
通过拉伸实验和湿附着力评级实验,研究了210 ℃下基体的预热时间对熔结环氧粉末涂层/Q345钢界面结合性能的影响。结果表明,预热时间对涂层体系结合性能影响显著,Q345基体在210 ℃下预热6 h其结合性能达到最佳。采用CLSM、AFM和XPS等表面测试技术分别对基体表面形貌、粗糙度和化学成分进行表征,并探讨基体表面状态与涂层体系结合性能的相关性。结果表明,预热处理使得Q345基体表面生成致密氧化膜,氧化膜成分由外到内依次为Fe2O3层和Fe3O4层。随着预热时间延长,表层Fe2O3厚度基本不变,内层Fe3O4逐渐增厚,基体表面粗糙度改变;基体表面粗糙度的改变影响涂层体系结合性能。
关键词:
Abstract
The effect of substrate preheating time on the interface bonding of fusion bonded epoxy powder coating/Q345 substrate was investigated by means of tensile test and wet adhesion test. Results showed that the preheating time presents significant effect on the interface bonding of coating/Q345 substrate, and among others, the best bonding performance could be acquired for the substrate being preheated for 6 h at 210 ℃. The surface morphology, roughness and chemical composition of the substrate were characterized by CLSM, AFM, XPS, and the correlation between the surface state of the substrate and the bonding performance of coating/substrate was inquired into. Results revealed that the preheating treatment resulted in the formation of a dense oxide scale on the surface of Q345 substrate, which composed of an outer layer Fe2O3 and an inner layer Fe3O4. With the prolonging preheating time, the thickness of Fe2O3 layer was almost the same and the inner layer Fe3O4 became thicker, whilst the surface roughness of the substrate changed gradually. The change of the surface roughness of the substrate affected the bonding performance of the coating/substrate system.
Keywords:
熔结环氧粉末 (简称FBE) 涂层因具有熔融结合、无毒、无味、环境友好及优异的防护性能等特点,受到行业普遍的关注,并被广泛应用于重腐蚀环境下钢结构的防腐[1]。FBE涂料与传统液体涂料涂装方式存在差异,FBE涂料涂装方式为:基体清洗除油→喷砂或抛丸→基体加热 (本文称为预热处理) →粉末喷涂→加热固化→冷却[2],其中预热处理是环氧粉末涂料所特有的工艺环节。基体加热温度是由涂料固化动力学、工件尺寸以及环境因素共同确定的,基体的温度通常需要达到200 ℃以上才能进行涂装,若基体表面达不到设定温度,将无法保证粉末涂料充分固化,进而影响涂层的防护性能。对于小工件,预热到温时间较短,如20~30 min基体便达到温度要求,而结构复杂的或壁厚的大型工件,由于基体不同区域达到所需温度的预热处理时间不同,整个工件需要预热较长时间,可能需数小时才能使得整个涂装部位的表面温度达到要求。这样大型厚壁工件某些区域如距离加热源较近处,虽然在较短时间内表面温度达到要求,但为了整个工件其余部位温度达标,先到温的区域会长时间处于预热状态。在FBE实际涂装过程中基体“发蓝”现象往往是由这种“过加热”造成的。可以预测的是,这种不均匀的加热会造成基体金属表面状态不同,而这种表面状态的差异对FBE涂层防护性能的影响研究较少。目前研究大多集中于环氧涂料颜填料改性及基体表面处理技术对传统环氧涂料/金属间结合性能的影响规律[3,4,5,6]。已有研究[7,8,9,10]表明,表面处理技术,如喷砂或喷丸、氧化处理以及化学转化膜等可显著影响环氧树脂与金属间的结合性能。同时涂层与基体间优良的结合性能是涂层维持其防腐性能的前提[11],界面间结合性能差将导致腐蚀介质很容易进入涂层/金属界面,引起金属腐蚀,导致涂层提前失效[12]。
本文针对不同预热时间对FBE涂层在Q345钢表面防护性能的影响开展研究。在210 ℃对Q345钢进行不同时间的预热处理,分别制备熔结环氧粉末涂层体系,通过表面测试技术、力学手段等,分别研究预热处理对基体表面物理化学状态、熔结环氧粉末涂层/Q345钢界面结合性能的影响,并探讨基体表面物理化学状态与涂层体系结合性能的相关性。
实验所用的金属基体材料为Q345钢,其化学成分 (质量分数,%) 为:C 0.18,Mn 1.42,Si 0.41,P 0.015,S 0.016,Fe余量。基体预处理流程如下:砂纸打磨至2000#→去离子水洗→酒精、丙酮清洗→干燥→预热处理→冷却至室温→酒精、丙酮清洗→干燥备用。基体预热处理温度210 ℃,处理时间分别为0,2,6和12 h。
实验所用涂料为熔结环氧粉末涂料,成膜物质为双酚A型环氧树脂和酚醛改性环氧树脂,固化剂为酚类树脂,填料为硅灰石、钛白粉、炭黑等。
环氧粉末涂层金属体系制备过程为:将经过不同预热处理的Q345钢基体样品在加热炉中加热至210 ℃,然后取出试样并在表面喷涂环氧粉末涂料,再放入 (210±2) ℃恒温加热炉中固化25 min后取出,自然冷却后待用。
利用Olympus OLS4000型激光共聚焦显微镜 (CLSM) 进行基体表面微观形貌观察,并利用NS3A型原子力显微镜 (AFM) 表征样品表面粗糙度。通过ESCALAB250型X射线光电子能谱仪 (XPS) 和Ar+溅射技术对基体表面及氧化膜内不同深度的化学成分进行测量。试样首先进行XPS 测试,然后用Ar+轰击刻蚀样品表面,离子束能量为3 kV,溅射速率约为0.1 nm/s。每次Ar+刻蚀后都进行XPS测试。
1.4.1 涂层体系粘结强度测试 参照GB/T 18593-2010《熔融结合环氧粉末涂料的防腐蚀涂装》中给出的粘结强度测定方法,采用电子万能拉伸试验机测量涂层的粘结强度。试样为经过预热处理的Q345钢 (Φ25 mm×30 mm)。具体方法如下:将Q345钢试棒预热不同时间后取出,将两个金属试棒进行胶接、固定,胶接接头的试棒表面应均匀涂有涂料,然后放入 (210±2) ℃恒温加热炉中固化25 min。把测试试件两端固定在拉力机夹持器上,启动拉力机,拉伸速率为1.6 mm/min。取胶接接头破坏时的拉力值作为试件的破坏载荷。按下式计算粘结强度:
式中,σ为粘结强度 (MPa);F为破坏载荷 (N);A为试棒的有效粘结面积 (mm2)。每组试样需要进行5次平行测量,取算术平均值作为涂层的粘结强度。
1.4.2 涂层体系湿附着力测试 参照SYT 0315-2005《钢质管道单层熔结环氧粉末外涂层技术规范》中给出的涂层附着力测定方法。实验样品尺寸为 50 mm ×50 mm×4 mm,四周采用环氧树脂密封。将制备好的涂层体系放入 (90±3) ℃下的水浴槽中浸泡,按预定时间取出试件并立即用小刀在涂层上划一个大约30 mm×15 mm的长方形,冷却至室温后用小刀以水平方向的力撬剥涂层至撬不动为止,每组平行试件数为3件。按下列分级标准评定长方形内涂层的附着力等级:
1级为涂层明显地不能被撬剥下来。2级为被撬离的涂层小于或等于50%。3级为被撬离的涂层大于50%,但涂层表现出明显的抗撬性能。4级为涂层很容易被撬剥成条状或大块碎屑。5级为涂层成一整片被剥离下来。
2.1.1 不同预热时间对涂层体系干态结合性能的影响 图1为4类涂层体系粘结强度测量结果。可见,基体预热0,2,6和12 h的涂层粘结强度分别为45.65,55.20,56.41和57.53 MPa;预热2,6和12 h的涂层体系的粘结强度相较于预热0 h涂层体系均有所提升,其粘结强度提升比例分别为21%,24%和26%。
图1 基体经不同时间预热处理的涂层体系的粘结强度
Fig.1 Adhesion strengths of the FBE coating on Q345 steel preheated at 210 ℃ for different time
图2为4种不同金属表面预处理的涂层体系的拉伸断口形貌图。观察4种涂层体系断裂面可见:基体预热0和2 h的涂层体系的断裂形式均为混合型断裂,即涂层/金属界面和涂层内均发生断裂。在边缘结合较弱区呈现完全界面断裂;而在靠近中心部位,其断裂形式为涂层内聚断;二者不同的是,预热0 h涂层体系的界面断裂区域明显大于预热2 h涂层体系的。预热6和12 h涂层体系的断裂形式基本为涂层内聚断裂,只有边缘不足1%的区域为涂层/金属界面断裂。由此可见,随着基体预热保温时间延长,涂层体系粘结强度显著提升。
图2 基体经不同时间预热处理的涂层体系的拉伸断口形貌图
Fig.2 Tensile fracture morphologies of the FBE coating on Q345 steel after preheating for 0 h (a), 2 h (b), 6 h (c) and 12 h (d)
2.1.2 不同预热时间对涂层体系湿态结合性能的影响 图3为4类涂层体系在90 ℃蒸馏水中湿附着力随浸泡时间的变化。图4和5分别为4种涂层体系浸泡1和4 d后涂层剥离情况。可以看出,预热0 h的涂层体系在浸泡1 d后,涂层被整片剥离,涂层剥离程度为100%,湿附着力为5级。预热2 h的涂层体系在浸泡1 d后,被剥离的涂层小于50%,其湿附着力为2级;当浸泡时间延长至2 d后,涂层可被整片剥离,湿附着力下降为5级。预热6和12 h的涂层体系在浸泡2 d后,涂层较难被撬剥,湿附着力均仍保持1级;浸泡4 d后,湿附着力均有所下降,预热12 h的涂层体系剥离程度大于50%,湿附着力下降至3级;而预热6 h的涂层体系湿附着力下降至2级;浸泡5 d后,预热12和6 h的涂层体系的湿附着力分别下降到5级和3级。综上所述,4种涂层体系湿附着力性能从优到劣依次为:预热6 h>12 h>2 h>0 h。由此可见,随着预热处理时间的延长,涂层体系湿态结合性能逐渐增加;Q345钢基体在210 ℃下预热6 h,其湿态结合性能最佳。
图3 预热不同时间的涂层体系在90 ℃蒸馏水中的湿附着力评级结果
Fig.3 Wet adhesion grades of the FBE coating on Q345 steel with different preheating time after immersion in 90 ℃ distilled water for different time
图4 90 ℃蒸馏水中浸泡1 d后4种涂层体系剥离情况
Fig.4 Stripping morphologies of the FBE coating on Q345 steel with preheating for 0 h (a), 2 h (b), 6 h (c) and 12 h (d) after immersion in 90 ℃ distilled water for 1 d
图5 90 ℃蒸馏水中浸泡4 d后4种涂层体系剥离情况
Fig.5 Stripping morphologies of the FBE coating on Q345 steel with preheating for 0 h (a), 2 h (b), 6 h (c) and 12 h (d) after immersion in 90 ℃ distilled water for 4 d
图6为4种涂层体系在90 ℃蒸馏水中浸泡5 d后涂层表面形貌的CLSM像。其中图6a1~d1分别对应基体预热0,2,6和12 h的涂层表面的二维形貌,图6a2~d2分别对应基体预热0,2,6和12 h的涂层表面的三维形貌图。由图6可知,从涂层起泡数量上来看,相较于预热2,6和12 h的涂层体系,预热0 h的涂层起泡点数量较少;预热2和12 h的涂层起泡数量相差并不大;预热6 h的涂层起泡情况并不明显,数量最少。从涂层体系起泡的尺寸来看,预热0 h的涂层体系起泡的横向尺寸为171 μm,远大于预热2,6和12 h的涂层体系的,局部高度约为30 μm;预热2和12 h的涂层体系起泡数量相差不大,但是起泡点高度却有很大差别,预热2 h的涂层起泡点高度约为48 μm,而预热12 h的涂层起泡点高度约为37 μm,后者明显小于前者的;预热6 h的涂层体系起泡情况并不明显,表面平整度最好。由此可见,预热0 h的涂层体系起泡数量虽然相对较少,但是起泡面积最大;而预热2和12 h的涂层体系起泡数量较多,但起泡面积较小;预热6 h的涂层体系起泡程度不明显。这与湿附着力宏观评级结果一致。
图6 4种涂层体系在90 ℃蒸馏水中浸泡5 d后表面的CLSM像
Fig.6 CLSM two-dimensional (a1~d1) and three-dimensional (a2~d2) topographies of the FBE coating on Q345 steel with preheating for 0 h (a1, a2), 2 h (b1, b2), 6 h (c1, c2) and 12 h (d1, d2) after immersion in 90 ℃ distilled water for 5 d
综上所述,从宏观及微观形貌观察结果可见,基体预热6 h的涂层体系结合性能最优,预热2和12 h的涂层体系次之,预热0 h的涂层体系结合性能最差,即湿附着力性能从优到次顺序为:预热6 h>12 h>2 h>0 h。
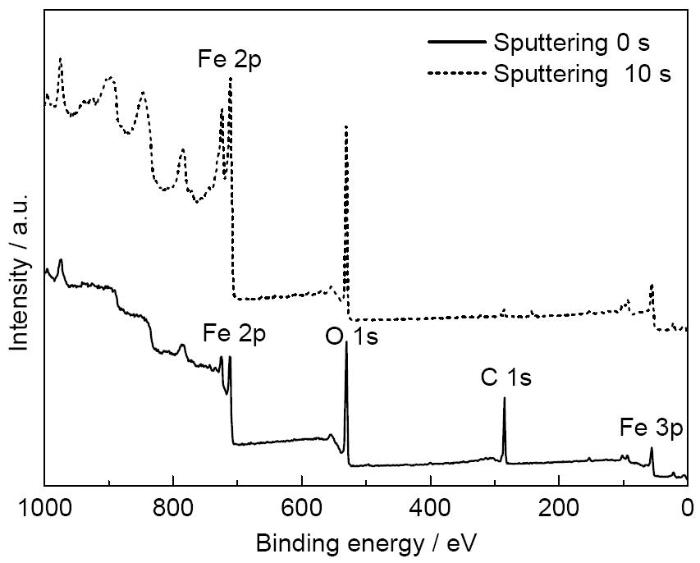
2.2.1 基体表面化学成分的表征 为更深入了解预热时间对Q345钢基体表面化学组成以及氧化物的影响,使用XPS及Ar+刻蚀技术对表面的元素存在状态及其氧化深度进行分析。图7为Q345钢基体在210 ℃下加热12 h后的表面XPS全谱。可以看出,表面成分主要是Fe,O和C。其中,全谱上O和Fe的峰较强,说明处理后的表面主要形成了Fe的氧化物;C的含量较高,结合Ar+溅射10 s后扫描的XPS全谱,经溅射后C的峰几乎消失,说明C峰来源于表面污染。
图7 Q345钢基体210 ℃下加热12 h及Ar+溅射10 s后的XPS全谱
Fig.7 XPS full spectra of Q345 steel preheated at 210 ℃ for 12 h after Ar+ sputtering for 10 s
为了确定组成元素的存在形式和价态情况,对Fe进行窄扫描。研究[13,14,15,16]表明,通过分析Fe2p3/2的结合能位置可以确定Fe的氧化态。Fe2O3中Fe2p3/2结合能峰值较Fe3O4中Fe2p3/2结合能峰值大,Fe2O3中Fe2p3/2结合能峰值约为711 eV,在约719 eV出现Fe3+卫星峰;Fe3O4中Fe2p3/2结合能峰值约为710 eV,在约716 eV出现Fe2+卫星峰。图8a~d分别表示Q345钢基体210 ℃预热不同时间后表面经Ar+溅射不同时间Fe2p的XPS谱。可知,随着溅射时间的延长,4种预热不同时间的基体表面的Fe2p3/2结合能峰值变化规律基本一致:未溅射时Fe2p3/2的结合能峰值均出现在 (711.1±0.1) eV,对应Fe2O3;溅射10 s后,Fe2p3/2峰位出现右移,向低能方向移动,同时,在约719 eV的Fe3+卫星峰消失;溅射30 s后,开始出现明显的Fe3O4的Fe2p图谱特征,其峰位约在710 eV,同时在约716 eV出现Fe2+卫星峰;随着溅射时间的逐渐延长,Fe2p3/2的结合能峰值减小趋势更加明显,溅射200 s时峰值降为710.0 eV,对应Fe3O4。由此可以得出,Q345钢基体在210 ℃预热后氧化膜成分基本一致,外层为Fe2O3,内层为Fe3O4;外层Fe2O3较薄,随着预热时间延长,其厚度几乎无变化,而内层Fe3O4逐渐增厚。
图8 预热不同时间的Q345钢基体表面经Ar+溅射不同时间的Fe2p的XPS谱
Fig.8 XPS spectra of Fe2p on the surface of Q345 steel with preheating for 0 h (a), 2 h (b), 6 h (c) and 12 h (d) after Ar+ sputtering for different time
图9为经210 ℃预热不同时间的基体XPS深度刻蚀图,以Q345基体210 ℃加热12 h为例,溅射前的Fe:O原子比约为0.29,小于Fe2O3的 (约为0.67),可能是由于样品表面吸附物的影响,使得表面O含量显著升高;而经Ar+溅射10 s后,样品Fe:O原子比变为0.73,介于Fe2O3和Fe3O4 之间 (0.67~0.75),说明此时已经处于Fe2O3和Fe3O4的混合层,由此可见最外层氧化膜Fe2O3很薄;经Ar+溅射100 s后,样品Fe:O原子比为0.96,大于Fe3O4的 (约0.75),说明此时已经处于Fe3O4和基体的混合层;经Ar+溅射1200 s后,Fe:O原子比保持不变,说明已完全到达基体,采用的Ar+溅射速率约为0.1 nm/s,按此估算氧化膜总厚度约为120 nm。综上所述,Q345钢基体210 ℃加热保温0,2,6和12 h,表面生长的氧化膜层的总厚度分别约为30,80,100和120 nm。
图9 经不同时间预热处理的Q345钢基体表面的XPS深度刻蚀图
Fig.9 XPS depth profiles of Fe and O on Q345 steel preheated for different time
2.2.2 基体表面宏观和微观形貌 采用CLSM分析了基体经过不同预热处理后表面的微观形貌。图10a和b分别为经不同预热时间的基体表面的宏观照片和微观照片。可以明显看出,随着预热时间的延长,基体表面颜色发生了明显的变化,分别为光亮金属银色、淡黄褐色、黄褐色略带紫色、蓝紫色;随着保温时间的延长,氧化程度逐渐加深,这主要是由于Fe3O4层厚度变化导致。
图10 预热处理不同时间的基体表面形貌的宏观照片和CLSM像
Fig.10 Camera macro (a1~a4) and CLSM (b1~b4) topographies of Q345 steel after preheating for 0 h (a1, b1), 2 h (a2, b2), 6 h (a3, b3) and 12 h (a4, b4)
为了进一步研究预热处理时间对基体表面物理状态的影响,采用AFM表征基体表面粗糙度及形貌随预热时间的变化。表面粗糙度采用均方根值 (RMS) 表示。图11为210 ℃预热处理的基体表面粗糙度随加热时间的变化。实验结果显示,基体表面粗糙度随着预热时间的延长而显著增大,说明经过预热处理,基体表面粗糙度显著增加。
图11 210 ℃预热处理的基体表面粗糙度随加热时间的变化
Fig.11 Surface roughness of Q345 steel vs preheating time at 210 ℃
为了更加直观清晰地说明基体表面粗糙度和化学成分随预热时间的变化,采用示意图说明Q345钢在210 ℃下加热的氧化过程,见图12,其中,黑色小球代表Fe3O4,褐色小球代表Fe2O3。基体预热至210 ℃过程中,因空气中O2充足,Fe2O3的形核及生长速率均较快,基体表面很快地被Fe2O3层覆盖[17];随后,O2-通过Fe2O3层向内扩散,在Fe/Fe3O4界面电离形成的Fe2+和Fe3+通过Fe3O4层向外扩散,在Fe3O4/Fe2O3界面发生反应:2Fe3++3O2-→Fe2O3,Fe2++2e-+4Fe2O3→3Fe3O4[18,19],Fe3O4持续生长,而Fe2O3厚度变化不大。随着加热时间的延长,基体表面粗糙度逐渐增大。
图12 Q345钢在210 ℃下空气中加热时氧化过程示意图
Fig.12 Schematic diagrams of the oxidation process of Q345 steel in air at 210 ℃
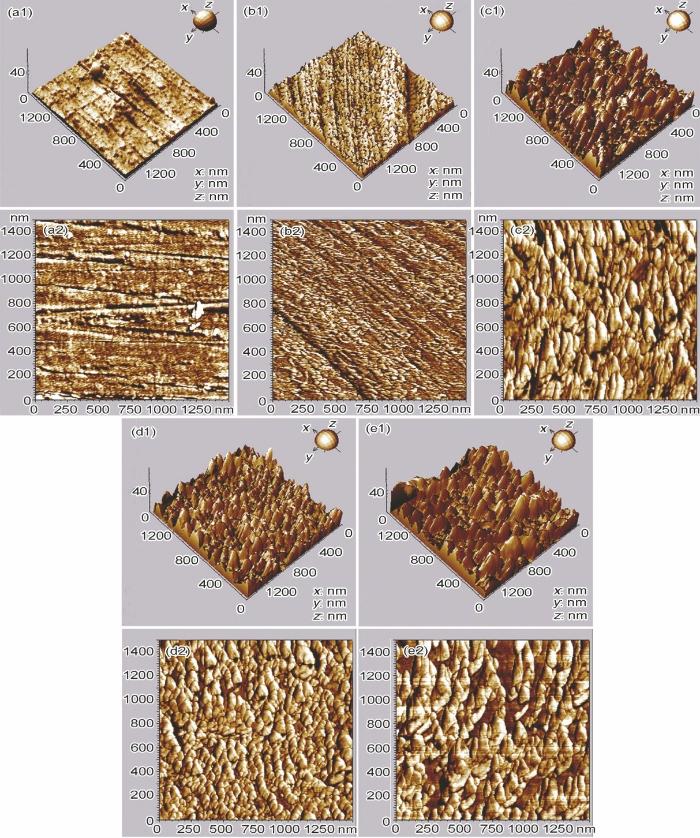
图13为用AFM拍摄的210 ℃下预热不同时间基体表面的二维、三维形貌图。未预热处理的基体表面起伏较小,预热0 h基体表面出现颗粒状小凸起;随预热时间延长,小凸起逐渐长大,基体表面粗糙度明显增加。其中,210 ℃预热6 h表面凸起细小且致密,延长预热时间至12 h,表面凸起长大相连成片,相对于预热6 h基体表面粗糙度增加,但是总的表面积减少。
图13 210 ℃下预热不同时间基体表面的AFM像
Fig.13 AFM three-dimensional (a1~e1) and two-dimensional (a2~e2) images of Q345 steel before (a1, a2) and after preheating at 210 ℃ for 0 h (b1, b2) 2 h (c1, c2), 6 h (d1, d2) and 12 h (e1, e2)
通常而言,有机涂层与金属基体界面上的作用力有两类:机械结合力和化学键合力,它们分别与金属基体的表面粗糙度、表面自由能及表面化学性能有直接关系[12]。由以上粘结强度和湿附着力测试结果可见,基体经过预热处理,涂层体系结合性能明显提高。从化学结合的角度分析,已有研究表明,环氧树脂通过苯氧基和羟基中的O与基体发生界面反应[12],且钢铁表面氧化物不同显著影响界面结合性能,与FeO、Fe2O3和Fe3O4相对应的结合能分别为-113.6,-1035.9和-304.4 kcal/mol,环氧树脂与Fe2O3结合性能最好[20],这说明Fe2O3与环氧树脂间形成化学键合。XPS测试结果表明,预热处理后表面均匀覆盖Fe2O3,基体与涂层间化学键类型相同;AFM测试结果表明,随预热时间的延长,基体表面粗糙度明显增加。随着基体表面粗糙度的增加,基体与涂层间接触面积增多,界面间化学键合数量增多,使得涂层体系结合性能明显提升。然而,基体210 ℃预热12 h的涂层体系结合性能略小于预热6 h的涂层体系,主要是由于210 ℃预热6 h表面凸起细小且致密,延长预热时间至12 h,表面凸起长大相连成片,虽然相对于预热6 h基体表面粗糙度增加,但是总的表面积减少,界面间化学键合数量减少,使得涂层体系结合性能略有下降。
从物理结合的角度分析,基体表面粗糙度增加使得基体与涂层间的机械锚固作用增强,涂层体系结合性能提升。由AFM测试结果可知,随预热时间延长,基体表面小凸起长大,基体表面粗糙度明显增加,但210 ℃预热6 h表面凸起细小且致密,延长预热时间至12 h,表面凸起长大相连成片,虽然相对于预热6 h基体表面粗糙度增加,基体表面细小致密的小凸起的铆钉作用减弱,致使基体210 ℃预热12 h的涂层体系结合性能略小于预热6 h的涂层体系的。
综合上述分析结果可知,预热时间影响基体表面粗糙度,延长预热时间使得机械咬合作用、接触面积呈现先升高后下降的趋势,但下降幅度很小,对涂层体系结合性能产生不同程度的影响。
(1) Q345钢基体不同的预热时间对熔结环氧粉末涂层的结合性能影响显著,延长预热时间有助于提高结合力,210 ℃下预热6 h的涂层体系的结合性能最佳。
(2) Q345钢经预热处理后表面生成致密氧化膜,外层为Fe2O3,内层为Fe3O4。延长加热时间,主要发生内层Fe3O4厚度增加,210 ℃加热12 h时,氧化膜总厚度约为120 nm。
(3) 预热处理通过改变Q345钢基体表面粗糙度来影响熔结环氧粉末涂层的结合性能,主要原因为:一方面增大了涂层与基体接触面积,界面间化学键数量增多;另一方面增大了环氧涂层与基体间的机械结合力。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}