
胡骞, 刘静 , 王玉昆, 黄峰, 戴明杰, 侯阳来
, 王玉昆, 黄峰, 戴明杰, 侯阳来
武汉科技大学 省部共建耐火材料与冶金国家重点实验室 武汉 430081
HU Qian, LIU Jing, WANG Yukun, HUANG Feng, DAI Mingjie, HOU Yanglai
中图分类号: TG142.71
文献标识码: A
文章编号: 1005-4537(2016)06-0611-06
通讯作者:
版权声明: 2016 《中国腐蚀与防护学报》编辑部 《中国腐蚀与防护学报》编辑部
基金资助:
作者简介:
作者简介:胡骞,男,1982年生
展开
摘要
利用电化学测试和腐蚀失重法,结合微观腐蚀形貌观察以及成分分析,对比研究了不同组织A710钢在3.5%NaCl溶液中的耐蚀性。结果表明:A710钢焊接接头3个区域 (即母材 (BM)、热影响区 (HAZ) 和焊缝 (WM)) 的组织存在明显差异,BM主要以铁素体为主,HAZ主要由铁素体和贝氏体组成,还含有大量M-A岛,而WM则主要为贝氏体组织及少量针状铁素体。WM在3.5%NaCl溶液中的电化学活性最高,平均腐蚀速率最大。浸泡16 d后,其腐蚀产物疏松,保护性差,基体上产生较多、较深的蚀坑。BM和HAZ的腐蚀产物较致密,保护性好,基体的腐蚀较均匀和轻微。
关键词:
Abstract
The corrosion resistance for different zones of welded joint of A710 steel was investigated by electrochemical methods, mass loss measurement, morphological observation and component analysis. Results show that the three zones of the welded joint, namely base metal (BM), heat affected zone (HAZ) and weld seam (WS), exhibit different features in microstructure. BM consists mainly of ferrite, and HAZ consists mainly of ferrite, bainite and M-A islands, while WS consists mainly of bainite and less acicular ferrite. Among others the zone of WS shows the highest electrochemical activity and average corrosion rate in 3.5%NaCl solution. After 16 d immersion, the corrosion product on WS surface is loose and lack of protection, therefore, the deeper corrosion pits and grooves were observed on the WS zone. In contrast, the corrosion products on BM and HAZ surface are compact and have better protectiveness, consequently, the substrates of BM and HAZ suffered from slighter corrosion.
Keywords:
A710钢是由武汉钢铁集团开发生产的一种具有优良耐腐蚀性能和抗氧化性的高强钢,在海洋工程应用中具有广泛的前景。而海洋工程用钢主要以焊接形式进行连接。焊接接头由于其组织和化学成分的不均匀,成为腐蚀失效最敏感部位[1-4]。研究[5,6]表明,在海洋环境中X65钢焊接接头区域存在电偶效应,热影响区 (HAZ) 由于腐蚀电位较低而被加速腐蚀。黄桂桥等[7]认为,海洋用钢焊接接头的熔合区易产生腐蚀沟槽,具有潜在的失效风险。李维锋等[8]发现A106B管线钢焊接接头中母材 (BM) 的耐蚀性最好,而焊缝 (WM) 最差。王斌等[9]认为X100管线钢焊接接头氢致开裂敏感性较高,焊缝处易萌生氢致裂纹。可见,相对BM来说,WM及HAZ是最容易受到腐蚀的区域[10,11],严重影响了海洋工程用钢的寿命和服役安全性。因此,研究A710钢焊接接头不同区域的耐蚀性对其在海洋环境中的应用具有十分显著的实际意义。
本研究使用课题组自主开发的专利焊丝对A710海洋工程用钢进行了焊接,分别测试了焊接接头的3个不同区域 (即BM,WM和HAZ) 在3.5% (质量分数) NaCl溶液中的耐蚀性,探讨了组织和腐蚀产物对耐蚀性的影响规律,为深入理解A710钢焊接接头的腐蚀行为,进而为其建立防腐手段提供依据。
实验材料取自武钢生产的A710高强钢板,尺寸为:200 mm×200 mm×10 mm,其化学成分 (质量分数,%) 为:C 0.037,Si 0.284,Mn 0.596,Cu 1.094,Al 0.041,Ni 1.191,Cr 0.741,Mo 0.193,Nb 0.031,Fe余量。
实验使用本课题组自主开发的专利焊丝,采用手工埋弧焊,分两次对A710钢进行焊接。焊接工艺为:焊接方向:纵向;焊接电流:265 A;焊接电压:17 V,焊接速率:29 cmmin-1;热输入:15 kJcm-1,气体流量:18 Lmin-1。
图1为A710钢焊接后焊接接头的宏观形貌。可以明显看到3个区域,即两端的BM,中间双V型的WM以及母材焊缝之间的HAZ。
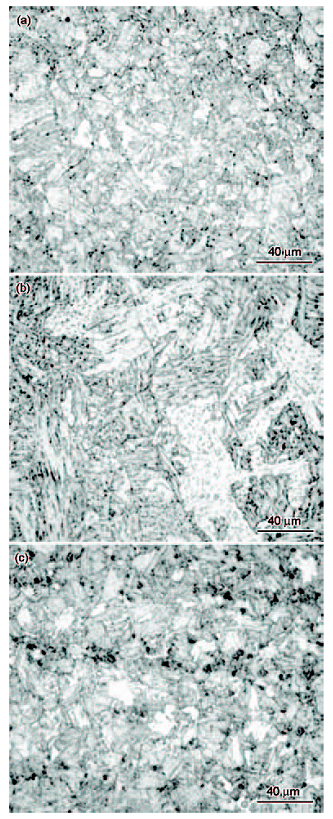
分别对上述3个区域取样,观察金相组织,结果如图2。可以看到BM以铁素体为主,组织均匀,晶粒细小,HAZ主要由铁素体和贝氏体组成,还含有大量M-A岛,而WM则主要为贝氏体组织及少量针状铁素体。
图2 焊接接头3个区域的金相组织
Fig.2 Microstructures of three zones of weldedjoint: (a) BM, (b) WM, (c) HAZ
将A710钢焊接接头3个区域分别取样,利用线切割机切割成工作面为Φ11.3 mm的圆片试样,焊接铜导线后用环氧树脂封装,用水磨砂纸逐级打磨工作面至800#,用酒精清洗吹干作为工作电极 (WE),参比电极 (RE) 为饱和甘汞电极 (SCE),利用CS350电化学工作站连续测试自腐蚀电位。腐蚀溶液为3.5%NaCl溶液,实验期间每天更换腐蚀溶液,溶液温度设定为 (25±1) ℃。
将焊接接头的3个区域分别取样,切割成30 mm×20 mm×2 mm的试样进行浸泡失重实验,每个区域切割12片,用水磨砂纸逐级打磨工作面至800#,再用酒精清洗吹干备用。分别在第1,4,8和16 d各取出3个平行样。用分析天平和游标卡尺对试样进行称重尺寸测量。利用下式计算平均腐蚀速率。腐蚀溶液为3.5%NaCl溶液,实验期间每天更换腐蚀溶液,溶液温度设定为 (25±1) ℃。
式中,V为平均腐蚀速率,单位mm/a;Δm为腐蚀失重,单位g;ρ为钢的密度7.8 g/cm3;s为试样表面积,单位cm2;t为腐蚀时间,单位h。
失重实验结束后,利用扫描电镜 (SEM,FEI Nova400Nano) 对A710钢焊接接头3个区域不同浸泡时间的试样表面腐蚀产物进行微观形貌观察,并利用能谱仪 (EDS,INCALE 350 PentaFET X-3) 分析腐蚀产物成分。然后用除锈液洗去除试样表面的腐蚀产物,继续利用SEM观察焊接接头3个区域试样在不同浸泡时间时基体的微观腐蚀形貌。
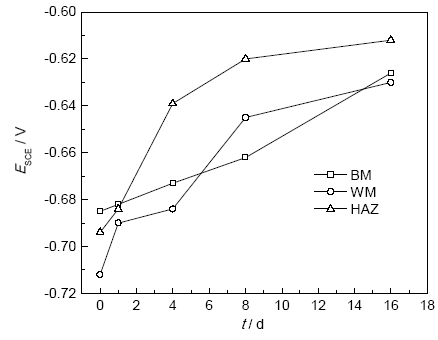
图3为焊接接头3个区域不同浸泡时间内的自腐蚀电位图。浸泡开始时,BM的自腐蚀电位最高,接近-0.68 V,而WM的自腐蚀电位最低,低于-0.71 V,HAZ的自腐蚀电位居中。这反映了焊接接头这3个区域在NaCl溶液中的电化学活性的不同。从显微组织的角度来看,一般同成分强度更高的组织更容易发生局部腐蚀。从图2可知,BM以铁素体为主,晶粒细小,组织均匀,因而电化学稳定性较高,腐蚀倾向较小。而WM以板条状贝氏体为主,硬度高于BM,因此其电化学活性更高,腐蚀倾向较大。随着浸泡时间的延长,3个区域试样电位均上升,这通常是由于腐蚀产物在试样表面沉积,在一定程度上对腐蚀具有阻碍作用,降低了腐蚀倾向。但从整个16 d的腐蚀电位测量结果来看,WM的腐蚀倾向性总体上是最高的。
图3 焊接接头3个区域不同浸泡时间内的自腐蚀电位
Fig.3 Open circuit potential of three zones of welded jointafter immersion for different time
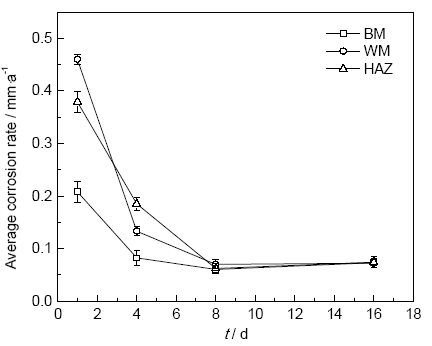
图4为焊接接头3个区域不同浸泡时间内的平均腐蚀速率。可以看到,第1 d的平均腐蚀速率WM最高,达到了0.46 mm/a,而BM最低,仅为0.21 mm/a,HAZ居中,为0.38 mm/a。这与自腐蚀电位的结果是相吻合的。随着浸泡时间的延长,3个区域试样的平均腐蚀速率均下降且趋于接近,至16 d时,三者的平均腐蚀速率均下降了一个数量级,约为0.075 mm/a。这同样是由于腐蚀产物在试样表面沉积,减缓了试样基体的腐蚀所导致的。从整个16 d的腐蚀电位测量结果来说,WM的平均腐蚀速率总体上仍然是最高的。
图4 焊接接头3个区域不同浸泡时间内的平均腐蚀速率
Fig.4 Average corrosion rate of three zones of welded joint after immersion for different time
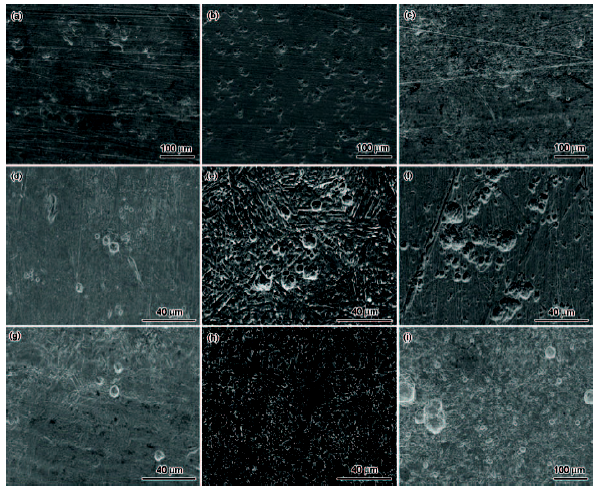
由以上分析可知,浸泡过程中生成的腐蚀产物对焊接接头3个区域试样的腐蚀倾向和速率均有较大的影响,因此对焊接接头3个区域在不同浸泡时间的腐蚀产物形貌进行观察。如图5所示,浸泡1 d后,3个区域试样的基体表面均沉积有颗粒状且分布不均匀的腐蚀产物。浸泡8 d后,在3个区域试样表面均被腐蚀产物完全覆盖,在高放大倍率下 (20000倍) 可见WM表面腐蚀产物较为疏松,出现较大的裂纹和孔洞。相比之下,BM和HAZ的腐蚀产物则较为紧密。浸泡16 d后,这个现象更为明显,在5000倍下即可见WM表面疏松的腐蚀产物,而BM和HAZ的腐蚀产物仍然比较紧密。因此,WM表面腐蚀产物的保护性最差。这和前面得到WM腐蚀倾向最大,平均腐蚀速率最大的结果相符。
图5 焊接接头3个区域在不同浸泡时间后的腐蚀产物形貌
Fig.5 Micro morphologies of corrosion products of BM (a, d, g), WM (b, e, h) and HAZ (c, f, i) after immersion for 1 d (a~c), 8 d (d~f) and 16 d (g~i)
对焊接接头3个区域试样浸泡16 d后的腐蚀产物进行EDS分析,表1列出了腐蚀产物中各主要元素的平均含量。可以看到,3个区域试样的腐蚀产物主要由Fe和O组成,BM和HAZ腐蚀产物中Fe和O约占90%,还含有少量的Cu,Cr,Ni和Si等。WM腐蚀产物中含有超过96%的Fe和O,加上少量的Ni和Al等。
表1 焊接接头3个区域试样浸泡16 d后腐蚀产物中各元素含量
Table 1 Elements content in corrosion products of three zones of welded joint after immersion for 16 d (mass fraction / %)
| Area | Fe | O | Cu | Cr | Ni | Si | Al |
|---|---|---|---|---|---|---|---|
| BM | 62.67 | 24.28 | 4.43 | 3.23 | 3.28 | 0.98 | --- |
| HAZ | 68.97 | 22.37 | 3.81 | 1.66 | 2.25 | 0.98 | --- |
| WM | 74.41 | 22.70 | --- | --- | 1.93 | --- | 0.97 |
腐蚀产物的生成和形态与基体的性质,诸如组织、化学成分等密切相关。图2已经表明焊接接头3个区域的组织有明显的差异,同时,由于焊丝的化学成分与母材有着显著差异,导致WM化学成分与母材不同,进而使得WM表面腐蚀产物成分与BM和HAZ有所不同,从EDS的结果来看,WM的腐蚀产物中缺少Cu和Cr。而Cu是能够显著提高腐蚀产物保护性的元素。一般认为[12-15],Cu能够使锈层厚度减小,致密度增加,有效提高了钢的耐腐蚀能力。因此,缺少Cu的WM腐蚀产物疏松,保护性能较差。
将焊接接头3个区域浸泡16 d后试样表面腐蚀产物用除锈剂清洗干净,利用SEM观察基体的腐蚀形貌 (图6)。在浸泡1 d后,3个区域基体均可见轻微的腐蚀,打磨痕迹仍然可见。浸泡8 d后,BM基体上只有少量较浅的腐蚀坑,而HAZ和WM基体上则有较多较深的腐蚀坑。浸泡16 d后,BM基体仍为少量较浅的腐蚀坑,HAZ基体上有较多的腐蚀坑,而WM基体上出现了较深的腐蚀坑和腐蚀槽。
图6 焊接接头3个区域基体在不同浸泡时间的腐蚀形貌
Fig.6 Micro morphologies of substrates of BM (a, d, g), WM (b, e, h) and HAZ (c, f, i) after immersion for 1 d (a~c), 8 d (d~f) and 16 d (g~i)
综合以上分析可以得出,WM较BM和HAZ具有电化学活性更高的贝氏体组织,化学成分的差异使其在3.5%NaCl溶液中长时间浸泡后生成的腐蚀产物疏松,保护性差,腐蚀介质容易通过腐蚀产物渗透至WM基体,产生更多、更深的腐蚀坑甚至腐蚀槽。而BM和HAZ的腐蚀产物较致密,保护性好,基体的腐蚀比较均匀和轻微。
(1) A710钢焊接接头3个区域母材 (BM)、热影响区 (HAZ) 和焊缝 (WM) 的显微组织存在明显差异,BM以铁素体为主,HAZ主要由铁素体和贝氏体组成,还含有大量M-A岛,而WM则主要为贝氏体组织及少量铁素体。
(2) 在3.5%NaCl溶液中WM的电化学活性最高,平均腐蚀速率最大,BM的电化学活性最低,平均腐蚀速率最小。
(3) WM具有活性较高的板条贝氏体组织,同时缺乏能提高腐蚀产物保护性的Cu,使其在3.5%NaCl溶液中浸泡16 d后,腐蚀产物疏松,保护性差,基体上产生较多、较深的腐蚀坑甚至腐蚀槽。而BM和HAZ的腐蚀产物较致密,保护性好,基体的腐蚀比较均匀和轻微。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}