
丁健 , 王佳
, 王佳
DING Jian, WANG Jia
中图分类号: O646
文献标识码: A
文章编号: 1005-4537(2016)05-0463-08
通讯作者:
版权声明: 2016 《中国腐蚀与防护学报》编辑部 《中国腐蚀与防护学报》编辑部
基金资助:
作者简介:
作者简介:丁健,男,1990年生,硕士生
展开
摘要
应用阵列电极 (WBE) 技术研究了浸泡在3.5%(质量分数)NaCl溶液中水线区大尺寸电极的涂层劣化和涂层下金属腐蚀发生发展过程。结果表明,浸泡起始时,电极表面阴极区和阳极区分布状态主要受渗水过程影响。随着浸泡时间延长,水线作用明显增强,水线处为阴极,电极底部为阳极,水线处溶解氧浓度高,阴极反应电流大,涂层劣化和涂层下的基体金属腐蚀严重。涂层下基体金属腐蚀溶解反应发生前,必先发生阴极溶解氧还原反应。涂层破损后该电极就成为稳定的阳极区域,阴极区围绕破损处展开,表现为人工缺陷涂层劣化特征。水线区的涂层劣化和涂层下金属腐蚀过程受到渗水过程和水线作用共同影响,与裸金属水线腐蚀行为差异较大。
关键词:
Abstract
The coating degradation and metal corrosion beneath the coating around the water-line zone of an electrode in 3.5%NaCl solution were studied by means of wire beam electrode (WBE) technique. The results showed that at the beginning of the immersion, the distribution of cathode and anode area was mainly affected by the water penetration process of coatings. As the immersion time extended, the effect of water-line zone expanded, while the water-line zone acts as cathode, and the electrode bottom zone acts as anode. Due to the high concentrations of dissolved oxygen of water-line zone, the cathode reaction was strong leading to serious coating degradation and severe corrosion of base metal beneath the coating. The reduction reaction of the dissolved oxygen on the cathode should occur before the initiation of the dissolution reaction of the metal substrate of the electrode. Once a damage spot occurred on the coating, where soon became a strong and stable anode-like area. Then the cathode area developed around the damaged spot of the coating exhibiting degradation characteristics as that observed on the artificial defects made in coating. Around the water-line zone, the degradation process of the coating and the corrosion process of the metal beneath the coating were affected by the water penetration in combination with the water-line effect, which resulted in a corrosion behavior quite vary from that of the bare metal.
Keywords:
沿着气/液界面附近发生的腐蚀称为水线腐蚀。Evans[1]最早提出了水线作用对金属腐蚀的模型。上世纪20年代实验室使用垂直的钢和Zn部分浸没在NaCl溶液中,在水线下显示出了高程度的腐蚀状态,而紧靠气/液界面的区域腐蚀程度较轻[2,3]。Evans[4]认为这是由于水线处氧浓度高而水线下氧浓度低,形成了氧浓差电池的缘故。Tomashov[5]认为水线区域存在阴极和阳极间距较大的宏电池,同时共存着阴阳极间距较小的宏电池。Jeffery等[6]利用海上浮筒试验技术发现水线附近腐蚀程度较轻而水线上250 mm和水线下200 mm处腐蚀程度较为严重,沿着最大腐蚀方向的两侧又出现了轻微腐蚀区域,这种阴阳极交替现象的原因可能是沿水线向下形成了多个阴极区,阴阳极区域交替达到电平衡作用。
通过腐蚀形貌和失重推测出的阴阳极分布的结论由于缺乏原位电化学信息而显得证据不足。片状电极反映的是整个电极表面的平均电化学信息,无法提供电极表面的局部非均匀腐蚀的电位分布和电流分布等重要的电化学信息。阵列电极技术又称丝束电极技术 (WBE),是由一系列规则排列的金属丝截面组成的电极来取代单个的大面积金属电极[7],可以提供原位的电化学信息,是研究水线腐蚀的有力工具。
H2O在涂层中的传输扩散[8]、溶解氧在涂层/金属界面的还原[9]等多个复杂过程是加速涂层失效和涂层下金属腐蚀过程的主要因素。Tan等[10]利用阵列电极得到的水线区碳钢累积腐蚀深度分布图与实际显微观测到的相一致,证明了WBE技术可以监测水线腐蚀的动态变化过程,为研究水线腐蚀提供了一种有效的途径。
本课题组应用WBE技术对水线区的裸金属、涂层和涂层下的金属腐蚀行为进行了较为系统的研究[11,12]。对大尺寸裸金属阵列电极水线腐蚀的研究[11]表明,界面腐蚀稳定后,水线处阴极电流最大,和紧邻水线处的水下区域构成整个电极的阴极区域,其他区域则为阳极区。小尺寸裸金属阵列电极水线腐蚀研究[12]结果表明,随着水线上薄液膜的逐渐形成与发展,电极表面的阴极区域逐渐向水线上移动,同时推动水线下金属腐蚀由下到上逐渐向水线处扩展,水线上而非水线处成为整个电极表面阴极反应最强的区域,水线作用加速了整个电极的腐蚀反应速率。
全浸条件下的人工破损涂层实验结果表明,起始阶段,电极表面腐蚀反应的阴极区和阳极区均发生在破损区,破损区电极之间建立腐蚀原电池。随着浸泡时间的延长,阴极区沿缺陷处不断向四周剥离扩展[8,13]。位于水线下和水线处的人工破损涂层实验结果也证实了这种现象,即涂层的剥离以破损处为中心向外侧扩展[11,12]。
涂层破损前的H2O、溶解氧和腐蚀性离子渗透过程是界面区腐蚀反应和涂层剥离扩展发生发展的前提,这些信息的获得有利于深化对水线区涂层劣化和涂层下金属腐蚀过程的理解和认识,而缺陷涂层难以获得相关信息。因此本文使用涂覆完好涂层的阵列电极,研究水线区涂层劣化和涂层下金属腐蚀过程。
大面积阵列电极材料为Q235普通碳钢,单个电极为10 mm×10 mm的正方形铁块,用环氧树脂密封成6×20的矩阵电极,电极之间的距离为10 mm,电极面积相对较大,间距较宽,称之为大电极,见图1a。
用电动磨砂轮打磨电极表面至平整、光亮,再用800#水磨砂纸打磨试样表面,抛光后依次用丙酮和乙醇冲洗吹干。电极从上到下1~20行作为横坐标,从右到左1~6列作为纵坐标。水线处为第5行电极与溶液凹液面相交的位置,第1~4行称为水线上电极,6~20行称为水线下电极,见图1b。
图1 阵列电极表面照片和阵列电极水线附近剖面示意图
Fig.1 Surface photo of WBE (a) and distribution along the waterline (b)
WBE实验装置由美国NI公司的PXI1033,2535,4022和4071等模块化仪器组成,由本实验室自主搭建[14-16]。该装置中数字万用表为PXI4071,七位半测试精度:10 nV~100 V,1 pA灵敏度。输入阻抗大于1010 Ω,PXI2535为高速矩阵开关 (4×136),开关频率50000 Hz。利用Labview8.5自定义编制测控软件。测量局部电流时断开一个电极,其余120根电极互相短接,测量此电极与120根耦合电极之间的电流。LabVIEW软件编程自动控制上述过程,所得数据用Surfer8.0作图。
在大面积阵列电极上涂装涂层,待其固化、干燥后,将电极浸泡在3.5%(质量分数)NaC1溶液中,液面凹液面位于第5行中间处,每天添加蒸馏水保证液面不变。实验用涂层为天津灯塔涂料公司生产的灯塔牌铁红酚醛防锈底漆,执行标准为HG/T3345-1999。涂装时将铁红底漆用高压喷壶均匀喷涂在整个电极表面。此方法制备的涂层厚度比较均匀,表面较光滑。在自然条件下放置4 d,使涂层得到充分干燥固化。用Fischer超声测厚仪测定涂层厚度,测量精度为±2 μm,涂层的厚度为20次测量的平均值,所得涂层厚度为 (60±5) μm。
图2为不同浸泡时间的电极表面电流密度分布图。右侧彩色刻度的单位为μAcm-2,以零为界,负值为阴极电流,正值为阳极电流,颜色越深,说明相应的电流密度越大。
浸泡第1 d,整个电极表面电流密度几近于零 (图2a),说明电极表面腐蚀原电池并未建立,涂层下金属腐蚀反应并未发生,此阶段应该处于涂层渗水阶段[8]。
图2 浸泡不同时间后WBE表面的电流密度分布图
Fig.2 Current density distribution maps of WBE surface after immersion for 1 d (a), 2 d (b), 7 d (c), 12 d (d), 19 d (e), 31 d (f), 38 d (g), 47 d (h), 57 d (i) and 85 d (j)
浸泡2 d后,位于下部的18-1# (第18排1列,下同) 电极表现为阳极电流,电极底部20-4#和中部13-1#、12-3#、10-1#表现为阴极电流 (图2b)。阴极区和阳极区的出现说明腐蚀性介质已经渗透到这些电极的涂层/金属界面区,腐蚀原电池已经建立,腐蚀反应开始发生。电极表面的阴极和阳极点之间并不相邻而是呈现出随机分布的状态,可认为这是受涂层渗水过程影响的结果。渗水过程是指水、溶解氧和离子等腐蚀性介质沿着涂层表面因有机溶剂挥发留下的微孔通道向涂层/金属界面区的传输与积累,从而诱发界面腐蚀反应发生。受涂层厚度和粘结力等因素差异的影响,腐蚀性介质达到界面区的时间和积累量不同,以致不同电极界面腐蚀反应发生过程不同步,呈现随机分布。
浸泡第7 d时,在电极底部17-5#新增一处阳极点,而阴极区域面积大幅度增加,从电极下部15-3#一直到水线处5-3#都有阴极点出现 (图2c)。值得注意的是,除了电极表面阴极和阳极的随机分布特征以外,还发现阳极点均位于电极底部,而阴极点则位于阳极上部一直到水线处。阴极和阳极点的随机分布应该是受到涂层渗水过程影响,而阳极在下,阴极在上的分布特征应该是水线作用的结果。水线作用是指由于水线存在,电极表面腐蚀原电池建立时,位于水线附近的电解质溶液中溶解氧浓度最大,倾向于发生阴极反应;随着水深增加,溶解氧浓度逐渐减小,易于发生阳极反应。接着测定了溶液中溶解氧浓度随着浸泡深度的变化情况,从水线处到电极的底部,溶液中的溶解氧浓度逐渐降低。在32 cm的溶液深度范围内,水线附近的溶解氧浓度约为9.87 mg/L,而溶液最底部的溶解氧浓度约为7.29 mg/L,水线到电极底部的溶解氧最大浓度差约为2.58 mg/L。因此,可认为这段时间的阴极和阳极的分布规律应该是水线作用和渗水过程共同作用的结果。
图2d是浸泡到12 d时电极表面的电流密度分布图。可以看出,与7 d不同的是,位于水线处的5-3#电极发生极性逆转,由阴极变为阳极。至此,就整个电极表面来说,阴极位于电极的中部,而阳极位于两端 (水线处和底部)。同是涂层覆盖下的金属,界面腐蚀反应起始时,有的为阴极,有的为阳极。界面区电极反应出现阴极变为阳极即极性逆转的现象。
浸泡19 d时,阴极反应区域向水线区域扩展,围绕水线处5-3#展开,电极表面新增加了两处电流密度较大的阳极点,13-1#和15-3# (图2e)。这两个位于电极下部的阳极点在实验期间的某段时间内表现出了较大的阴极电流,即均是发生极性逆转由阴极转变而来。
浸泡31 d时,一个值得注意的现象是在19 d时围绕水线处5-3#阳极点分布的阴极点通过极性逆转变为阳极,如水线处的5-1#和5-6#,水线下的6-3#,6-4#,9-3#和9-5#电极,而5-3#阳极电流密度明显减小,位于水线附近的阳极区域开始呈片状分布,新的阴极区域在位于紧邻较强阳极区的下方,并也呈现片状 (图2f)。阴极和阳极呈现片状出现,应该是腐蚀性介质已经渗透到这些电极的界面区,电极之间通过电解质溶液相互导通所致。
浸泡到第38 d时,9-1#电极表面涂层最先鼓泡、破裂并流出黄褐色腐蚀产物 (图2g),表现为整个电极表面最强的阳极点,而电极表面其它各处的阳极点电流较弱或消失,甚至发生极性逆转,比如13-1#阳极电流密度减小,5-3#和5-6#极性逆转为阴极。电极表面电极极性出现由阳极逆转为阴极的现象。
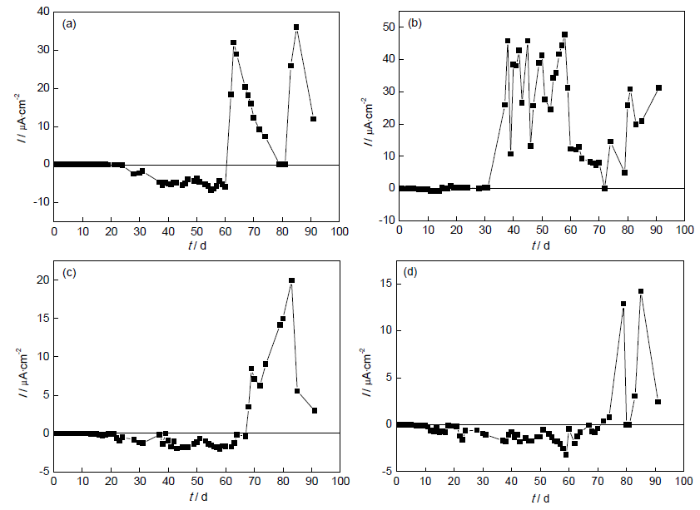
统计浸泡前40 d内电极表面所有阳极点 (5-1#,5-3#,5-6#,6-3#,6-4#,9-1#,9-3#,9-5#,13-1#,15-3#,17-5#和18-1#共12个电极) 电流密度随时间的变化趋势,发现除18-1#是界面腐蚀原电池建立时即表现为阳极外,其余各电极在表现为阳极电流以前,均发生过阴极反应,亦即在发生基体金属溶解反应以前的某个阶段均发生溶解氧的还原反应,图3给出的是其中4根电极的电流密度随时间的变化曲线。
浸泡到47 d时,除9-1#电极涂层破损表现为稳定的阳极电流外,阳极反应区域均集中在水线处及紧邻的下方,而阴极呈片状分布在阳极区下方 (图2h)。浸泡57 d时,在47 d时发生强烈阴极反应的区域,有3处电极,分别为13-2#,15-3#和16-4#,发生极性逆转为阳极 (图2i)。
图3 典型电极的电流密度随时间的变化曲线
Fig.3 Variations of current density of typical electrodes 5-1# (a), 6-4# (b), 9-3# (c) and 15-3# (d) with time
到浸泡85 d实验结束时,电极表面形成了4处较为稳定的阳极电流点,分别是5-4#,9-1#,11-3#和12-4# (图2j)。图4是实验结束时电极的涂层表面形貌。可以看出,电极表面绝大多数涂层已经鼓泡且有黄褐色浮锈附着,浮锈的出现应该是基体金属腐蚀初期阶段的疏松锈层[17]。鼓泡处基体金属腐蚀产物呈现黑色的区域为第5排水线处,9-1#,11-3#和12-4#,说明这几处电极基体腐蚀较为严重[17],与浸泡85 d时电极表面电流密度最大且稳定的阳极点相对应。
图4 浸泡85 d后电极的涂层表面形貌
Fig.4 Surface morphologies of the coating on the electrodes after immersion for 85 d
图5是浸泡85 d时电极表面稳定阳极点的电流密度随时间的变化趋势。假设单根电极表面为均匀腐蚀,则金属的腐蚀失重,即腐蚀程度与阳极电流密度与时间的乘积成正相关性。对9-1#电极来说,可以看出,不仅阳极电流密度大,且持续时间长,基体金属腐蚀也最为严重,其次是5-4#电极,11-3#和12-4#电极不仅电流密度小,而且持续时间短,因此基体金属腐蚀失重小,腐蚀较轻,在前期的实验中也观察到了类似的现象[8,13]。
通过图6所示的示意图详细讨论水线区涂层劣化和涂层下金属腐蚀反应发生发展过程。有机涂层制备过程中,有机溶剂的挥发会留下微孔,从而成为水、溶解氧和离子的渗入通道。由于不同电极表面的涂层厚度及涂层与基体金属的粘结力不同,因此腐蚀性介质到达界面区的时间和积累量存在差异,也就使得不同电极界面腐蚀反应有快有慢,并不同步,这也就是图2b和c所示的腐蚀反应点之间随机分布而并不相邻的原因,这种分布状态主要受涂层渗水过程的影响。
图5 电极表面涂层破裂处电流密度随时间的变化曲线
Fig.5 Current density vs time curves for 5-4# (a), 9-1# (b), 11-3# (c) and 12-4# (d) electrodes after delamination of surface coating
图6 水线区涂层劣化和涂层下金属腐蚀反应示意图
Fig.6 Diagrams of coating delamination in waterline area and metal corrosion: (a) local corrosion cell, (b) macrocorrosion cell, (c) coating damagestate
当腐蚀性介质在界面区积累到一定程度后,在单根电极表面建立局部腐蚀原电池,腐蚀反应开始发生。起始时,电极表面同时进行着溶解氧的阴极还原和基体金属的阳极溶解,这时阴极电流和阳极电流相当,电极对外并不表现出极性,电极间无电流流动,如图6a所示,其中白色电极表示界面腐蚀反应未发生,灰色电极则表示界面区腐蚀原电池已经建立,但对外并不显示极性。
研究[18]结果表明,相较于金属的阳极溶解反应,即使界面区发生较小面积的氧还原反应,所产生的阴极产物亦能显著降低涂层与金属的结合力,导致涂层发生微观剥离鼓泡。对于图6a所示的已经建立局部腐蚀原电池的电极来说,不同电极间的阴极反应只要稍微表现出一定程度的差异,就会导致涂层剥离面积大小不同。对于那些涂层剥离面积小的界面区,电解质渗入量少,阴极反应产生的[OH-]使界面局部区域pH值升高,金属表面处于钝态,自腐蚀电位高;而那些阴极反应稍强,涂层剥离面积大的电极,电解质溶解渗入量多,pH值相对较低,基体金属自腐蚀电位较负。因此,当这些自腐蚀电位不同的单电极一旦被外部电解质溶液导通后,宏观腐蚀原电池建立,自腐蚀电位较负的电极发生阳极溶解,对外表现出阳极电流;自腐蚀电位较正的电极发生阴极还原,对外表现出阴极电流,如图6b所示,图中灰色电极表示电极表面发生2H2O+O2+4e-→4OH-,黑色电极表示发生Fe→Fe2++2e-。受水线作用的影响,阴极分布于电极上部,阳极位于下部 (图2c)。
需要指出的是,对于以阵列方式布置的电极来说,即使某根电极对外表现出阴极电流,并不意味着该电极上一定不存在基体金属溶解反应,只不过相对于阴极电流,阳极电流小,溶解氧还原反应占主要地位,整根电极上阳极电流被阴极电流抵消后对外表现出阴极电流而已,反之亦然,这已在前期的实验中被证实[8,13]。
对于对外表现出阴极电流的电极来说,随着阴极反应的不断进行,涂层不断从电极表面剥离,从而诱使更多的电解质扩散到界面区,界面区腐蚀介质环境被改变,该电极即可能发生极性逆转,如果此时又出现新的被腐蚀性介质渗透并发生腐蚀反应的电极,则这种极性逆转就更易发生,原因是新电极涂层剥离面积小,局部pH值高,基体金属处于钝态,易于发生阴极还原。这就是统计结果所示的涂层下基体金属界面腐蚀反应起始时均表现为阴极 (图3) 并极性逆转为阳极 (图2d~j) 的原因,这应该也是整个实验阶段阴极极性逆转为阳极的原因。受水线作用影响,水线处溶解氧浓度高,阴极反应强烈,涂层剥离速度快面积大,基体金属腐蚀严重 (图4)。
界面区阳极溶解腐蚀产物富集和累积产生的体积效应会导致涂层鼓泡并破裂[19],涂层的破损使得电极界面电化学反应的介质传递过程变得更加顺畅,阳极电流也随之迅速增加,这就是在浸泡38 d时观测到9-1#电极涂层破裂后电流增加的原因。对于整个稳定的腐蚀原电池反应来说,阴极电流和阳极电流在某一时刻不会出现迅速增加或减小,也就出现了9-1#电极阳极电流增加后,电极表面其他处阳极电流减小和逆转为阴极的现象 (图6c)。图6c中表面带有碎片的电极,如水线处,代表的是涂层破裂,表现为稳定阳极电极;带有黑点的电极表示的是部分既能极性逆转为阳极又能逆转为阴极的电极。一旦电极表面的涂层破损后,就成为整个电极表面较强的稳定的阳极区域,阴极区围绕这些破损点展开,表现为人工缺陷涂层劣化特征[8,11,13]。
总结来说,水线区涂层劣化和涂层下的金属腐蚀反应发生发展是从界面区涂层阴极剥离开始的[9,13,20-23],溶解氧的还原反应使得涂层从金属表面不断剥离,从而诱使电解质溶液扩散到界面区,界面区腐蚀反应发生极性逆转,由阴极变为阳极。随着阳极数量和电流的增加,迫使更多新的被腐蚀性介质渗透的电极发生阴极反应,如此反复,推动整个电极表面的涂层不断剥离、扩展,直到所有的电极表面涂层从金属表面剥离。
受到水线作用的影响,阴极剥离最严重的区域发生在水线处,基体金属腐蚀也最为严重;受到渗水作用的影响,阴极剥离总是最先发生在涂层薄弱的区域,表现出一定的随机性。在本实验中并未观测到裸金属受水线作用而稳定存在的界面清晰的阴极区和阳极区,原因是水线区的涂层劣化和涂层下的金属腐蚀反应发生发展过程同时受到水线和渗水过程的共同作用。
需要特别指出的是,前期的小尺寸裸金属电极水线腐蚀研究[11,12]表明,随着水线上部电极表面薄液膜的形成与发展,该区域的阴极反应逐渐增强,同时推动水线下金属腐蚀由下到上逐渐向水线处扩展,加速了整个金属的腐蚀反应速率。而在本实验中并未在水线处的上方观测到阴极电流出现,这可能是与使用的大尺寸阵列电极的电极间距较大有关 (单个电极面积100 mm2,间距10 mm),较大的电极间距使得水线上液膜难以在电极间建立有效的离子传输通道,这个问题将在后期的微型阵列电极 (单个电极面积1.44 mm2,间距10 mm) 实验研究中予以讨论。
(1) 受到水线作用的影响,涂层破损和基体金属腐蚀最严重的区域发生在水线处;受到渗水过程影响,阴极剥离总是最先发生在涂层薄弱的区域,表现出一定的随机性。水线区涂层劣化和涂层下的金属腐蚀反应发生发展过程同时受到水线作用和渗水过程共同影响,与裸金属水线腐蚀过程差异较大。
(2) 界面区基体金属腐蚀反应发生前,必先发生阴极溶解氧还原反应,溶解氧的还原反应使得涂层从金属表面不断剥离,从而诱使电解质溶液扩散到界面区,界面区腐蚀反应发生极性逆转从而迫使更多新的被腐蚀性介质渗透的电极发生阴极反应。如此反复,推动整个电极表面的涂层不断剥离、扩展。
(3) 涂层破损后的电极即成为稳定的阳极区域,阴极区围绕这些破损点展开,表现为人工缺陷涂层劣化特征。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}