金属切削刀具磁化处理是近年来发展起来的刀具强化新方法, 该方法是通过在切削加工前将刀具进行磁化处理或者在磁场环境下进行切削来减小刀具磨损, 从而达到增加刀具寿命的目的. 这种刀具强化新方法具有处理时间短、无污染、可以在室温下完成等优点, 因此具有很高的应用价值. 磁化处理形式多种多样, 按磁化电流类型可以分为直流磁化、交流磁化以及脉冲磁化3种方式. 相对于直流磁化与交流磁化而言, 脉冲磁化便于获得更高的磁场强度, 且在脉冲磁场持续冲击材料时, 材料内部会不断出现涡状电流, 而电流与磁场相互作用可以产生Lorentz力, 由此在材料内部产生磁压强[1 ] , 可以更大程度改变材料力学性能. 研究[2 -4 ] 证实, 适当的磁化处理可以有效提高刀具寿命. 然而, 由于磁化处理改变材料性能机理还不清晰, 且影响处理效果因素众多等原因导致该方法目前还未被广泛使用.
磁化处理增加刀具寿命机理总体上可以分为2类[5 ] . 一类是磁化处理可能改变刀具切削机理, 例如有研究[6 ] 认为在磁场辅助刀具切削过程中, 磁场力与切削力相结合可以改变剪切角, 从而影响切屑形成机理; 还有研究[7 -10 ] 认为, 在摩擦磨损过程中, 磁场可以增强C原子层转移以及磨损表面的氧化速率, 从而改变了刀具或工件的磨损形式; 也有研究[11 ] 发现, 磁场辅助加工可以改善加工表面粗糙度以及增加材料去除率. 另一类是磁化处理后材料力学性能发生改变. 有关磁化处理改变材料力学性能的研究仍处于起步阶段, 部分研究[12 -14 ] 认为磁化处理可以减小材料残余应力, 也有研究[15 ,16 ] 认为磁化处理可以降低材料磨损率, 还有一些观点[17 ,18 ] 认为磁化处理可以提高材料疲劳寿命. 但是产生这些实验现象的详细的、本质的机理解释还未见诸报道. 本工作以M42 (W2Mo9Cr4VCo8)高速钢材料为研究对象, 在自行设计制造的脉冲磁化处理实验平台上开展高速钢材料脉冲磁场强化处理实验. M42高速钢是一种应用广泛的含Co超硬高速钢, 具有良好的综合性能, 其含Co量高, 在磁化处理过程中可以表现出较强的磁性. 通过透射电镜和激光共聚焦显微镜等观察分析材料脉冲磁场冲击前后位错组态、碳化物分布等微观组织变化, 通过测定材料磁化处理前后Rockwell硬度、显微硬度变化分析脉冲磁化处理对材料力学性能影响, 并基于位错理论分析脉冲磁场强化处理后高速钢微观组织转变以及力学性能变化机理.
1 实验方法
实验材料为经过热处理后的M42高速钢板料与完全退火态M42高速钢棒料, 其化学成分(质量分数, %)为: C 1.08, W 1.5, Mo 9.5, Cr 3.95, V 1.15, Co 8.0, Si 0.2~0.3, Mn 0.2~0.3, Fe余量. 实验板料经线切割成10 mm×10 mm×3 mm试块, 表面首先分别用水磨砂纸进行逐级打磨, 然后机械抛光至表面无划痕, 经无水乙醇超声清洗后吹干备用. 为减小马氏体对位错组态观察影响, 选用完全退火态M42高速钢棒料制作透射电镜试样, 首先将试样线切割成0.3 mm厚薄片, 然后经机械研磨抛光至100 μm厚度, 之后将试样分为2组, 一组进行脉冲磁化处理, 而另一组作为对照组不处理, 最后所有透射电镜试样使用GATAN-691离子减薄仪进行减薄处理.
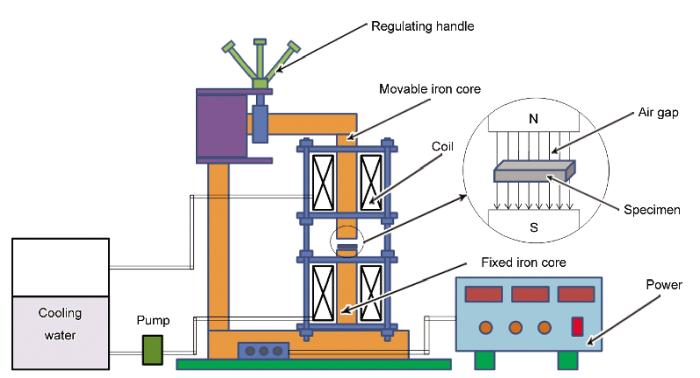
材料磁化处理实验在课题组自行设计的脉冲磁场磁化处理实验平台上进行, 示意图如图1所示. 该平台主要由脉冲电源、磁场发生系统以及冷却循环系统组成. 脉冲电源可以产生3种波形电流, 分别是正弦波、单向方波以及交变方波, 电流频率5~200 Hz, 连续可调. 磁场发生系统由可动铁芯、固定铁芯、线圈以及调节手柄组成. 样品放于可动铁芯与固定铁芯之间的气隙之间, 气隙间距可通过调节手柄调节, 可产生0~1.7 T连续可调脉冲磁场. 冷却循环系统由冷却水箱以及泵组成. 使用Gauss计对脉冲磁化处理实验系统进行校准测定后发现, 该系统在电流为单向方波、频率较低时可产生稳定、连续、磁场强度较高的脉冲磁场, 实验所使用的脉冲磁化处理参数为: 电流选取波形为单向方波、频率为10 Hz的脉冲电流, 动、静铁芯气隙间距固定为3 mm, 处理时间为2 min, 磁场强度取值范围为20~1500 mT.
图1 脉冲磁化处理系统示意图
Fig.1 Schematic diagram of pulsed magnetic treatment system
使用Tecnai G2 F20场发射透射电镜(TEM)观察磁化处理前后材料位错组态变化, 并使用高分辨透射电镜(HRTEM)观察其原子结构. 经过预磨、抛光处理后的试样通过2种腐蚀剂配合完成金相腐蚀, 首先使用4%硝酸酒精溶液(体积分数)腐蚀出马氏体相及碳化物, 然后使用苦味酸混合液(5~8 g苦味酸+8~12 mL洗洁精+100 mL水)腐蚀出晶界, 然后用吹风机吹干, 最后使用KEYENCE VK-X100激光共聚焦显微镜观察材料碳化物分布、形貌、金相组织等微观结构. 实验中脉冲磁化处理参数为脉冲频率10 Hz, 处理时间2 min, 磁场强度1500 mT.
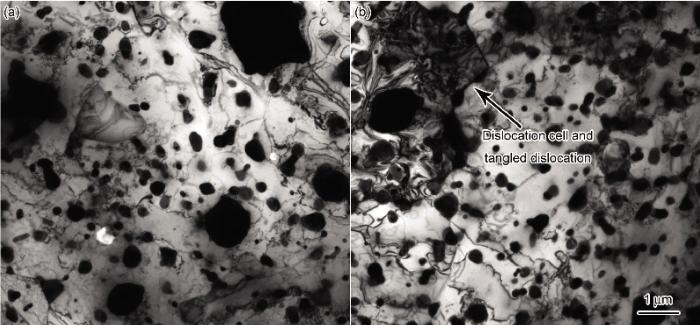
图2 脉冲磁化处理前后M42高速钢位错组态的TEM像
Fig.2 TEM images of M42 high speed steel before (a) and after (b) pulsed magnetic treatment
使用HR-150A型Rockwell硬度计测量不同磁场强度脉冲磁场处理前后试样Rockwell硬度, 每组处理参数取3个试样, 每个试样磁化处理前后各测量5次, 结果取平均值. 使用FM-300显微硬度计测量磁化处理前后试样显微硬度, 负载0.98 N, 保持时间为15 s.
2 结果与讨论
2.1 脉冲磁场冲击对位错组态的影响
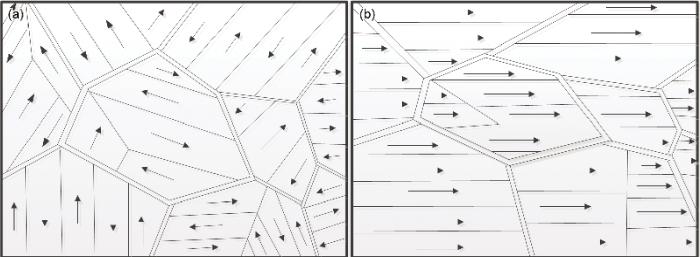
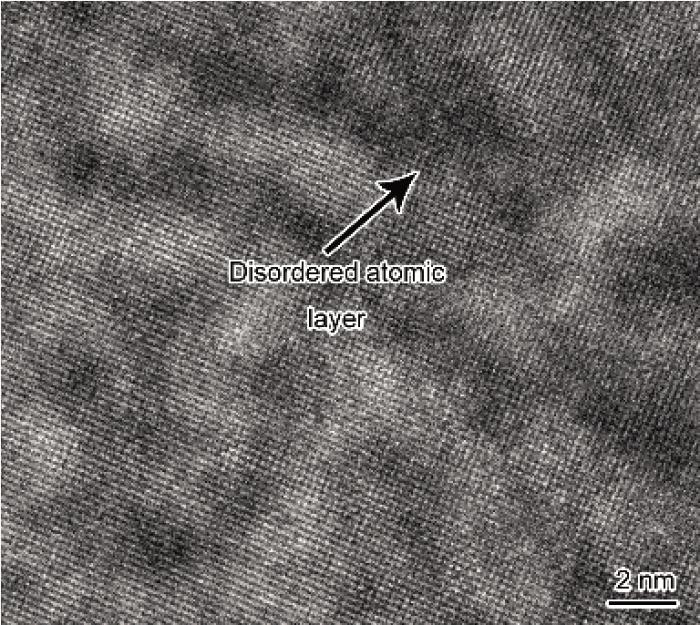
图2所示为M42高速钢经脉冲磁场冲击前后位错组态的TEM像. 可以看出, 与未处理试样相比, 脉冲磁场冲击后的试样中位错数量明显增加, 且出现位错缠结以及位错胞结构. M42高速钢材料属于铁磁性材料, 具有自发磁化和畴结构, 在铁磁体内部分成许多大小和方向基本一致的自发磁化区域, 即磁畴, 如图3a所示. 对于不同的磁畴, 其自发磁化强度的方向各不相同. 当铁磁性材料置于磁场中, 磁畴发生转动或磁畴壁位移, 最终与外磁场的方向相一致, 如图3b所示. 这一过程将改变原子之间的平衡距离. 但由于铁磁性材料均具有磁晶各向异性, 磁化强度随磁场的变化因方向不同而有所差别, 也就是说, 在某些方向容易磁化称为易轴, 在另一些方向上则不容易磁化称为难轴. 如Fe单晶的易磁化方向为<100>, 难磁化方向为<111>[19 ] . 因此, 由于外加磁场而导致原子之间平衡距离的改变与晶格晶向有关, 即沿易轴方向的原子之间距离变化与沿难轴方向的原子之间距离的变化是不同的, 这样就产生了晶格畸变, 如图4所示. 在此过程中, 磁场的主要作用是提供晶格畸变的动力, 在脉冲磁场持续冲击作用下, 材料内部晶格的平衡状态不断被打破, 产生新的晶格缺陷, 即位错. 从能量角度来看, 磁场可以减小位错形核能、增加位错运动灵活性并通过提高位错运动来加速材料内部残余应力释放过程[20 ] . 因此在脉冲磁场作用下, 晶体内的位错不断产生增殖、滑移和攀移, 形成高密度的位错胞, 从而使位错密度增加.
图3 铁磁材料磁畴结构示意图
Fig.3 Schematics of magnetic domain in ferromagnetic material before (a) and after (b) magnetization (The arrows indicate the directions of spontaneous magnetization)
图4 脉冲磁场处理后M42高速钢的HRTEM像
Fig.4 HRTEM image of M42 high speed steel after pulsed magnetic treatment
2.2 脉冲磁场对微观组织的影响
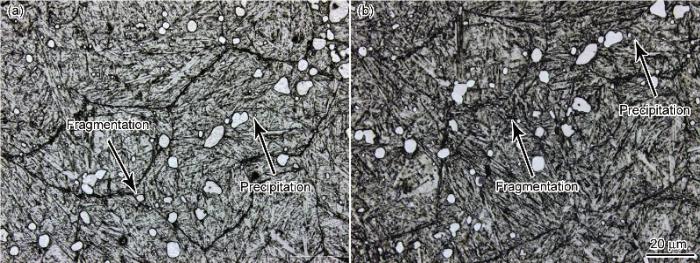
图5所示为M42高速钢脉冲磁化处理前后的碳化物分布形貌. 与未处理试样相比, 脉冲磁场冲击后的高速钢材料中碳化物明显增多. 图6所示为脉冲磁化处理前后碳化物的高倍形貌. 可以看出, 高速钢经脉冲磁化处理后碳化物有2种变化形式, 一种是在处理前没有碳化物的部位有新的细小碳化物的析出, 另一种是部分原来存在的块状碳化物碎化为细小的碳化物. 在磁化过程中, 材料内部各原子的自旋矩趋向于同向排列起来, 从而改变了晶体格点之间的平衡距离, 引起晶格畸变, 导致奥氏体产生较小的磁化形变. 在脉冲磁场持续冲击作用下, 材料不断产生晶格畸变, 奥氏体不断产生小的形变, 奥氏体在形变压力作用下, 可显著降低对C的溶解度[21 ] , 所以从奥氏体基体内析出大量弥散碳化物. 同时位错不断运动, 当遇到部分碳化物时, 位错可以切过碳化物从而造成部分碳化物形态发生变化或碎化. 新析出以及碎化的弥散碳化物均可以强化马氏体基体, 增强材料的耐磨性, 因此这也是脉冲磁化处理可以增加刀具寿命的原因之一.
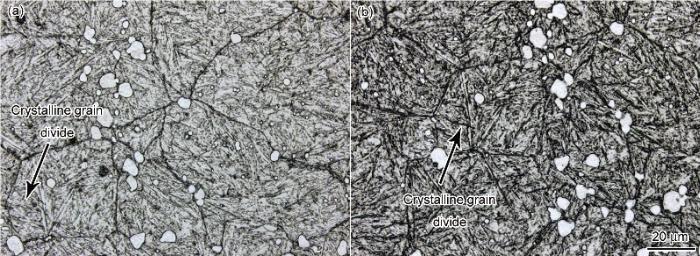
图7所示为脉冲磁化处理前后M42高速钢的微观组织. 可以看出, 经脉冲磁场冲击后, 微观组织明显变细密, 这可能是由于材料中的残余奥氏体转变为马氏体所致. 外加磁场使金属材料发生磁致伸缩而使奥氏体各向同性膨胀, 导致其转变为马氏体的激活能降低, 这样磁畴转动和磁畴壁位移过程中产生的能量就有可能导致残余奥氏体转变为马氏体[22 ,23 ] . 同时, 原来大块的晶粒在磁化处理后被部分分割和细化, 这是因为新析出的黑色针状贝氏体可以对原奥氏体晶粒起分割作用, 细化了奥氏体晶粒和马氏体束或板条尺寸. 因此, 经脉冲磁场冲击处理后, 晶粒会细化, 进一步增加了材料的强韧性.
图5 脉冲磁化处理前后M42高速钢中碳化物的低倍形貌
Fig.5 Morphologies of carbide in M42 high speed steel before (a) and after (b) pulsed magnetic treatment at low magnification
图6 脉冲磁化处理前后M42高速钢中碳化物的高倍形貌
Fig.6 Morphologies of carbide in M42 high speed steel before (a) and after (b) pulsed magnetic treatment at high magnification
图7 脉冲磁化处理前后M42高速钢的微观组织
Fig.7 Microstructures of M42 high speed steel before (a) and after (b) pulsed magnetic treatment
2.3 脉冲磁化处理对硬度的影响
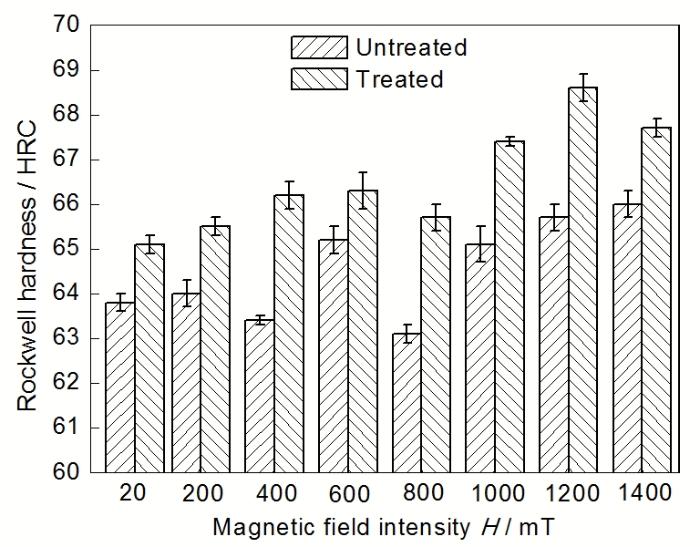
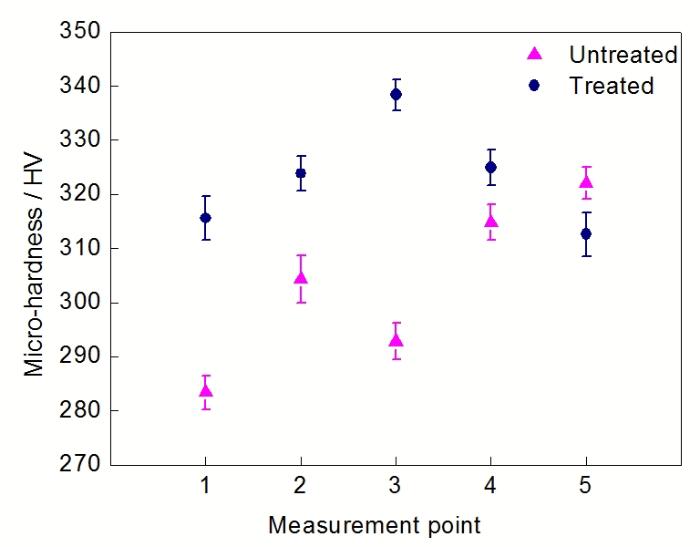
图8所示为脉冲磁化处理对M42高速钢Rockwell硬度的影响. 可以看出, 经脉冲磁化处理后, Rockwell硬度有显著提高, 最大可以增加2.9 HRC. 总体来看, 磁场强度越高, 硬度增加幅度越大, 这是由于在脉冲磁场冲击过程中, 磁场为位错运动提供驱动力, 强大的磁场驱动力更容易使位错产生增殖和滑移, 在材料内部形成高密度位错胞, 从而使硬度明显增加. 图9所示为脉冲磁化处理前后M42高速钢(退火态)显微硬度测量结果. 可以看出, 磁化处理后的显微硬度显著增加. 实验中所有的试样均从同一块板料上获得, 但由于在同一块板料的不同部位, 其微观结构以及热处理程度不可能完全相同, 因此磁化处理前的试样Rockwell硬度存在一定的差异. 同时, 试样表面不同的微观结构其材料晶格点阵、位错网节点、晶界以及碳化物等都会对位错运动产生不同的阻力, 因此在磁场驱动下, 不同试样的位错运动情况会有所不同, 硬度增加的幅度也会有所不同.
图8 脉冲磁化处理对M42高速钢Rockwell硬度的影响
Fig.8 Effect of pulsed magnetic treatment on Rockwell hardness of M42 high speed steel
图9 脉冲磁化处理对M42高速钢显微硬度的影响
Fig.9 Effect of pulsed magnetic treatment on micro-hardness for M42 high speed steel
2.4 脉冲磁化处理对表面温度的影响
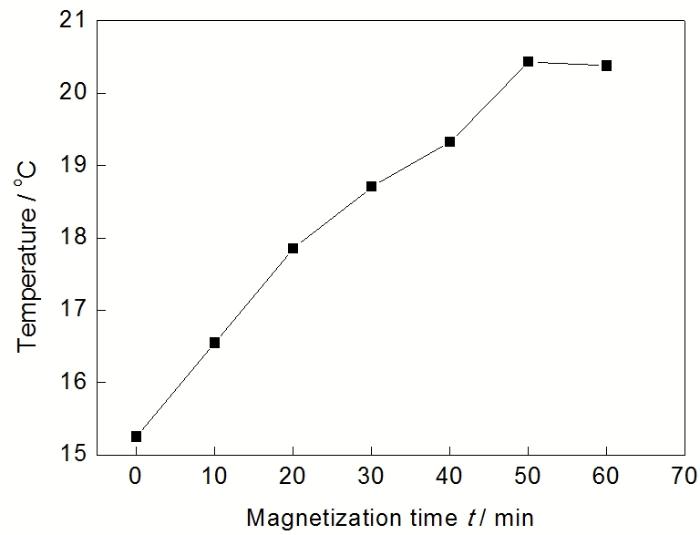
在分析脉冲磁化处理对高速钢材料组织和性能的影响机理时, 必须考虑材料在磁化处理过程中的温度变化. 图10所示是将温度传感器粘贴于试样表面所获得的脉冲磁化处理1 h过程中试样温度变化图. 可以看出, 试样的表面温度在1 h的处理过程中升高大约5 ℃, 这样的温度变化不足以导致材料微观组织以及力学性能的变化. 在磁化处理过程中, 热量的产生主要来自于2方面, 一是线圈在通脉冲电流时会产生大量的热量, 但这部分热量基本被实验平台的冷却循环水系统带走, 因此铁芯的温度基本不会变化; 另一方面试样在脉冲磁化处理过程中会发生涡流效应, 也会产生部分热量, 但由于本实验所用电源频率非常小, 因此涡流效应产生的热量也很小.
图10 M42高速钢表面温度随脉冲磁化处理时间的变化
Fig.10 Variation of surface temperature with pulsed magnetization time for M42 high speed steel
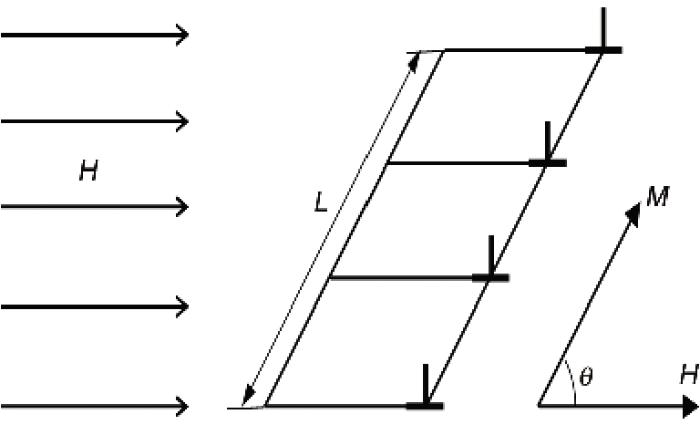
图11 磁场中位错受力分析
Fig.11 Analysis of subjected force on dislocations in the presence of a magnetic field (M—magnetization vector of domain, H—magnetic field, q —angle between the magnetic field direction and the magnetization vector, L—length of dislocation)
2.5 位错运动机制分析
脉冲磁场冲击改变材料力学性能机制为在脉冲磁场冲击作用下, 材料内部不断发生晶格畸变, 位错密度增加, 奥氏体对C的溶解度降低, 马氏体激活能降低, 马氏体形核率增加, 从而导致磁化后基体内析出了大量弥散碳化物, 微观组织明显变细密, 并最终导致材料力学性能发生转变, 即Rockwell硬度和显微硬度增加. 由此可见, 脉冲磁场强化高速钢材料是位错强化、弥散强化等多种强化作用机制的共同作用结果. 而这一系列强化作用发生的根源在于磁场作用下材料产生晶格畸变而导致位错受力、增殖、滑移以及攀移, 因此, 需分析磁场作用下位错受力、阻力以及增殖滑移机制.
磁场中材料位错受力分析如图11所示. 磁场作用于单位长度L位错的力τ 可由下式计算[24 ] : τ = - μ 0 M s H c o s θ
式中, m 0 是真空磁导率(4p×10- 7 T·m/A), Ms 是饱和磁化强度, H是磁场强度, q 是磁化方向与磁场强度方向夹角.
为了开动位错源, 磁场作用于位错上的驱动力需要克服由位错线张力引起的阻力. 开动单位长度L位错线所需的临界驱动力t c 可由下式计算[25 ] :
(2) τ c = G b L
式中, G为材料剪切模量, b为位错Burgers矢量模.
根据位错理论, 磁场驱动位错运动仍需克服由晶格点阵引起的阻力. Peierls-Nabarro (P-N) 力s c 是晶格点阵对位错运动的最大阻力, 可由下式计算得出[25 ] :
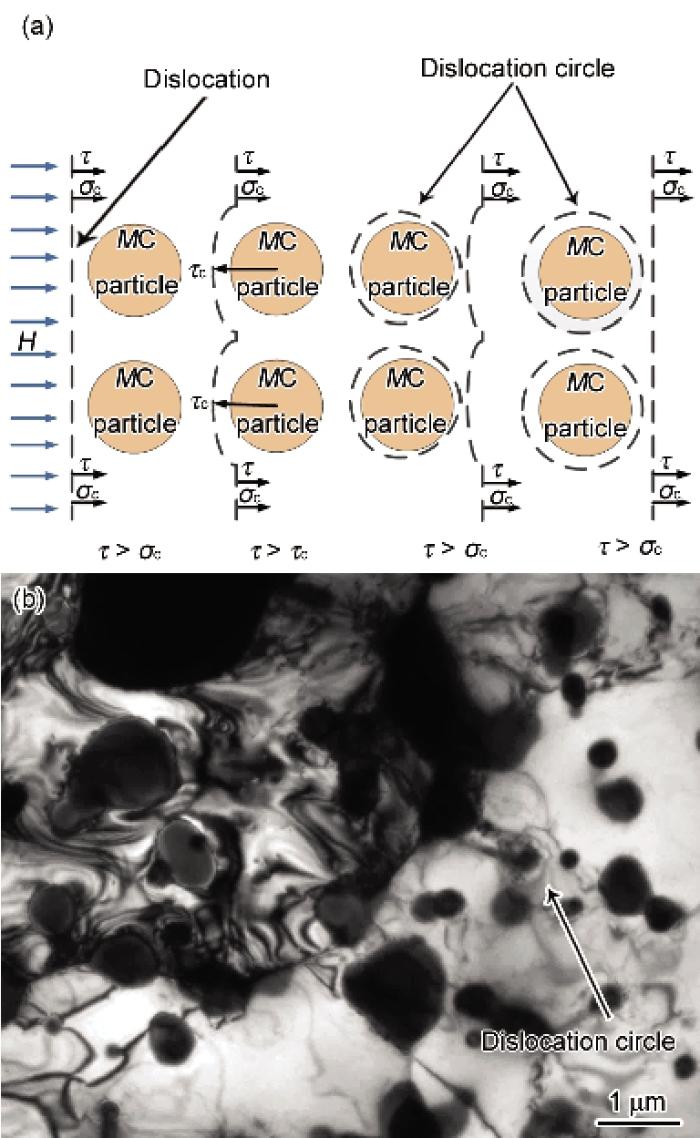
图12 Orowan位错强化机制示意图和位错环的TEM像
Fig.12 Schematic of Orowan dislocation strengthening mechanism (a) and TEM image of typical dislocation circles (b) (t —subjected force of dislocation, t c —critical stress to drive the dislocation, s c —Peierls-Nabarro force)
(3) σ c = 2 G 1 - υ e x p - 2 π d b 1 - υ
式中, υ
对Fe-C合金材料, Ms =1.7×106 A/m, G=7.94×104 MPa, b=24.8×10- 11 m, υ - 10 m. 当磁场强度为1500 mT时, 由式(1)~(3) 计算所得磁场作用于位错的力为2.5 MPa, 而位错线张力引起的阻力很小, 只有20 Pa, 位错运动的最大阻力P-N力也只有1.5 MPa. 从计算结果可知, 磁场作用于位错上的力足以克服位错线张力引起的阻力以及位错运动的最大阻力P-N力, 因此脉冲磁化处理具备使高速钢材料位错源开动的前提条件. 但位错在实际运动过程中还会受很多因素影响, 如位错的长程弹性交互作用、与林位错交截产生的割阶作用以及会合位错的阻碍作用等, 目前从理论上准确估算这些阻力还有一定困难. 但从图2所示的TEM实验结果可以看出, 在脉冲磁化处理后材料位错密度与位错形貌均发生了变化, 且实验结果与李红旗等[26 ] 通过TEM原位观察的实验结果相符. 由以上分析可证实, 高速钢材料M42经脉冲磁化处理后, 位错开动, 产生位错增殖、位错滑移等位错运动.
图12所示为位错在脉冲磁场作用下的运动机制分析. 在脉冲磁化处理过程中, 材料内部位错线在磁场作用力t , σ c t c 综合作用下开始向前运动(图12a), 在前进过程中会遇到新析出的碳化物颗粒, 当碳化物颗粒的强度足以抵抗位错施加的局部应力而不发生切变或断裂时, 位错线只能绕过颗粒, 产生弯曲再继续向前运动. 而在碳化物颗粒周围留下一个位错环. 由图12b可以看到在碳化物颗粒周围的典型环状位错形貌. 因此, 在脉冲磁场作用下, 高速钢材料的位错强化表现为Orowan强化.
3 结论
(1) M42高速钢经脉冲磁化处理后, 晶体内的位错不断产生增殖、滑移和攀移, 形成高密度的位错胞, 从而使位错密度增加. 基体内析出大量弥散碳化物、材料微观组织变细密、晶粒细化.
(2) 高速钢经脉冲磁化处理后, Rockwell硬度与显微硬度均有显著提高. 在一定处理条件下, Rockwell硬度可以增加2.9 HRC.
(3) 脉冲磁场处理强化高速钢力学性能是位错强化、弥散强化等多种强化作用机制的共同作用结果. 在脉冲磁场作用下, 高速钢内部位错可以克服位错线张力引起的阻力以及晶格点阵阻力, 位错以Orowan机制产生增殖、滑移以及攀移.
参考文献
文献选项
[1]
Li G R Zhao Y T Dai Q X Zhang H J Wang H M J Univ Sci Technol Beijing , 2007 ; 14 : 460
[本文引用: 1]
[2]
Miller P C Tool Prod , 1990 ; 55 : 100
[本文引用: 1]
[3]
Batainech O Klamecki B Koepke B G J Mater Process Technol , 2003 ; 134 : 190
[4]
E1 Mansori M Pierron F Paulmier D Surf Coat Technol , 2003 ; 163 : 472
[本文引用: 1]
[5]
E1 Mansori M Lordache V Seitier P Paulmier D Surf Coat Technol , 2004 ; 188 : 566
[本文引用: 1]
[6]
Mkaddem A Benabou A E1 Mansori M Clenet S Int J Solids Struct , 2013 ; 50 : 2078
[本文引用: 1]
[7]
E1 Mansori M Schmitt M Paulmier D Surf Coat Technol , 1998 ; 108-109 : 479
[本文引用: 1]
[8]
E1 Mansori M Paulmier D Appl Surf Sci , 1999 ; 144-145 : 233
[9]
Chin K J Zaidi H Nguyen M T Renault P O Wear , 2001 ; 250 : 470
[10]
Chin K J Zaidi H Mathia T Wear , 2005 ; 259 : 477
[本文引用: 1]
[11]
Singh S Shan H S Kumar P J Mater Process Technol , 2002 ; 128 : 155
[本文引用: 1]
[12]
Klamecki B E J Mater Process Technol , 2003 ; 141 : 385
[本文引用: 1]
[13]
Tang F Lu A L Fang H Z Mei J F Mater Sci Eng , 1998 ; A248 : 98
[14]
Cai Z P Huang X Q Mater Sci Eng , 2011 ; A528 : 6287
[本文引用: 1]
[15]
Zaidi H Pan L Paulmier D Robert F Wear , 1995 ; 181 : 799
[本文引用: 1]
[16]
Jiang J L Tian Y Meng Y G Wear , 2011 ; 271 : 2991
[本文引用: 1]
[17]
Fahmy Y Hare T Tooke R Conrad H Scr Mater , 1998 ; 38 : 1355
[本文引用: 1]
[18]
Bose M S C Phys Status Solidi , 1984 ; 86A : 649
[本文引用: 1]
[19]
Zhong W D Ferromagnetics . Beijing : Science Press , 1987 : 7
[本文引用: 1]
(钟文定 .铁磁学 . 北京 : 科学出版社 , 1987 : 7 )
[本文引用: 1]
[20]
Li G R Wang H M Yuan X T Cai Y Chin J Mater Res , 2013 ; 27 : 397
[本文引用: 1]
(李桂荣 , 王宏明 , 袁雪婷 , 蔡 云 . 材料研究学报 , 2013 ; 27 : 397 )
[本文引用: 1]
[21]
Lei T Q Yao Z K Yang D Z Thermomechanical Treatment of Steel . Beijing : China Machine Press , 1979 : 135
[本文引用: 1]
(雷廷权 ,姚忠开 ,杨德庄 . 钢的形变热处理 . 北京 : 机械工业出版社 , 1979 : 135 )
[本文引用: 1]
[22]
Xu B J Gu N J Yan D R Yin F X Acta Metall Sin , 1989 ; 25 : 352
[本文引用: 1]
(徐伯钧 , 谷南驹 , 阎殿然 , 殷福星 . 金属学报 , 1989 ; 25 : 352 )
[本文引用: 1]
[23]
Sun Z J Heat Treat , 2002 ; 17 (1 ): 37
[本文引用: 1]
(孙忠继 . 热处理 , 2002 ; 17 (1 ): 37 )
[本文引用: 1]
[24]
Ferreira P J Vander S J B Scr Mater , 1999 ; 41 : 117
[本文引用: 1]
[25]
Wang Y N Chen S J Dong X C Dislocation Theory and its Applications . Beijing : Metallurgical Industry Press , 2007 : 35
[本文引用: 2]
(王亚男 ,陈树江 ,董希淳 . 位错理论及其应用 . 北京 : 冶金工业出版社 , 2007 : 35 )
[本文引用: 2]
[26]
Li H Q Chen Q Z Wang Y B Chu W Y Chin Sci Bull , 1997 ; 42 : 2282
[本文引用: 1]
(李红旗 , 陈奇志 , 王燕斌 , 褚武扬 . 科学通报 , 1997 ; 42 : 2282 )
[本文引用: 1]
1
2007
... 金属切削刀具磁化处理是近年来发展起来的刀具强化新方法, 该方法是通过在切削加工前将刀具进行磁化处理或者在磁场环境下进行切削来减小刀具磨损, 从而达到增加刀具寿命的目的. 这种刀具强化新方法具有处理时间短、无污染、可以在室温下完成等优点, 因此具有很高的应用价值. 磁化处理形式多种多样, 按磁化电流类型可以分为直流磁化、交流磁化以及脉冲磁化3种方式. 相对于直流磁化与交流磁化而言, 脉冲磁化便于获得更高的磁场强度, 且在脉冲磁场持续冲击材料时, 材料内部会不断出现涡状电流, 而电流与磁场相互作用可以产生Lorentz力, 由此在材料内部产生磁压强[1 ] , 可以更大程度改变材料力学性能. 研究[2 -4 ] 证实, 适当的磁化处理可以有效提高刀具寿命. 然而, 由于磁化处理改变材料性能机理还不清晰, 且影响处理效果因素众多等原因导致该方法目前还未被广泛使用. ...
1
1990
... 金属切削刀具磁化处理是近年来发展起来的刀具强化新方法, 该方法是通过在切削加工前将刀具进行磁化处理或者在磁场环境下进行切削来减小刀具磨损, 从而达到增加刀具寿命的目的. 这种刀具强化新方法具有处理时间短、无污染、可以在室温下完成等优点, 因此具有很高的应用价值. 磁化处理形式多种多样, 按磁化电流类型可以分为直流磁化、交流磁化以及脉冲磁化3种方式. 相对于直流磁化与交流磁化而言, 脉冲磁化便于获得更高的磁场强度, 且在脉冲磁场持续冲击材料时, 材料内部会不断出现涡状电流, 而电流与磁场相互作用可以产生Lorentz力, 由此在材料内部产生磁压强[1 ] , 可以更大程度改变材料力学性能. 研究[2 -4 ] 证实, 适当的磁化处理可以有效提高刀具寿命. 然而, 由于磁化处理改变材料性能机理还不清晰, 且影响处理效果因素众多等原因导致该方法目前还未被广泛使用. ...
1
2003
... 金属切削刀具磁化处理是近年来发展起来的刀具强化新方法, 该方法是通过在切削加工前将刀具进行磁化处理或者在磁场环境下进行切削来减小刀具磨损, 从而达到增加刀具寿命的目的. 这种刀具强化新方法具有处理时间短、无污染、可以在室温下完成等优点, 因此具有很高的应用价值. 磁化处理形式多种多样, 按磁化电流类型可以分为直流磁化、交流磁化以及脉冲磁化3种方式. 相对于直流磁化与交流磁化而言, 脉冲磁化便于获得更高的磁场强度, 且在脉冲磁场持续冲击材料时, 材料内部会不断出现涡状电流, 而电流与磁场相互作用可以产生Lorentz力, 由此在材料内部产生磁压强[1 ] , 可以更大程度改变材料力学性能. 研究[2 -4 ] 证实, 适当的磁化处理可以有效提高刀具寿命. 然而, 由于磁化处理改变材料性能机理还不清晰, 且影响处理效果因素众多等原因导致该方法目前还未被广泛使用. ...
1
2004
... 磁化处理增加刀具寿命机理总体上可以分为2类[5 ] . 一类是磁化处理可能改变刀具切削机理, 例如有研究[6 ] 认为在磁场辅助刀具切削过程中, 磁场力与切削力相结合可以改变剪切角, 从而影响切屑形成机理; 还有研究[7 -10 ] 认为, 在摩擦磨损过程中, 磁场可以增强C原子层转移以及磨损表面的氧化速率, 从而改变了刀具或工件的磨损形式; 也有研究[11 ] 发现, 磁场辅助加工可以改善加工表面粗糙度以及增加材料去除率. 另一类是磁化处理后材料力学性能发生改变. 有关磁化处理改变材料力学性能的研究仍处于起步阶段, 部分研究[12 -14 ] 认为磁化处理可以减小材料残余应力, 也有研究[15 ,16 ] 认为磁化处理可以降低材料磨损率, 还有一些观点[17 ,18 ] 认为磁化处理可以提高材料疲劳寿命. 但是产生这些实验现象的详细的、本质的机理解释还未见诸报道. 本工作以M42 (W2Mo9Cr4VCo8)高速钢材料为研究对象, 在自行设计制造的脉冲磁化处理实验平台上开展高速钢材料脉冲磁场强化处理实验. M42高速钢是一种应用广泛的含Co超硬高速钢, 具有良好的综合性能, 其含Co量高, 在磁化处理过程中可以表现出较强的磁性. 通过透射电镜和激光共聚焦显微镜等观察分析材料脉冲磁场冲击前后位错组态、碳化物分布等微观组织变化, 通过测定材料磁化处理前后Rockwell硬度、显微硬度变化分析脉冲磁化处理对材料力学性能影响, 并基于位错理论分析脉冲磁场强化处理后高速钢微观组织转变以及力学性能变化机理. ...
1
2013
... 磁化处理增加刀具寿命机理总体上可以分为2类[5 ] . 一类是磁化处理可能改变刀具切削机理, 例如有研究[6 ] 认为在磁场辅助刀具切削过程中, 磁场力与切削力相结合可以改变剪切角, 从而影响切屑形成机理; 还有研究[7 -10 ] 认为, 在摩擦磨损过程中, 磁场可以增强C原子层转移以及磨损表面的氧化速率, 从而改变了刀具或工件的磨损形式; 也有研究[11 ] 发现, 磁场辅助加工可以改善加工表面粗糙度以及增加材料去除率. 另一类是磁化处理后材料力学性能发生改变. 有关磁化处理改变材料力学性能的研究仍处于起步阶段, 部分研究[12 -14 ] 认为磁化处理可以减小材料残余应力, 也有研究[15 ,16 ] 认为磁化处理可以降低材料磨损率, 还有一些观点[17 ,18 ] 认为磁化处理可以提高材料疲劳寿命. 但是产生这些实验现象的详细的、本质的机理解释还未见诸报道. 本工作以M42 (W2Mo9Cr4VCo8)高速钢材料为研究对象, 在自行设计制造的脉冲磁化处理实验平台上开展高速钢材料脉冲磁场强化处理实验. M42高速钢是一种应用广泛的含Co超硬高速钢, 具有良好的综合性能, 其含Co量高, 在磁化处理过程中可以表现出较强的磁性. 通过透射电镜和激光共聚焦显微镜等观察分析材料脉冲磁场冲击前后位错组态、碳化物分布等微观组织变化, 通过测定材料磁化处理前后Rockwell硬度、显微硬度变化分析脉冲磁化处理对材料力学性能影响, 并基于位错理论分析脉冲磁场强化处理后高速钢微观组织转变以及力学性能变化机理. ...
1
1998
... 磁化处理增加刀具寿命机理总体上可以分为2类[5 ] . 一类是磁化处理可能改变刀具切削机理, 例如有研究[6 ] 认为在磁场辅助刀具切削过程中, 磁场力与切削力相结合可以改变剪切角, 从而影响切屑形成机理; 还有研究[7 -10 ] 认为, 在摩擦磨损过程中, 磁场可以增强C原子层转移以及磨损表面的氧化速率, 从而改变了刀具或工件的磨损形式; 也有研究[11 ] 发现, 磁场辅助加工可以改善加工表面粗糙度以及增加材料去除率. 另一类是磁化处理后材料力学性能发生改变. 有关磁化处理改变材料力学性能的研究仍处于起步阶段, 部分研究[12 -14 ] 认为磁化处理可以减小材料残余应力, 也有研究[15 ,16 ] 认为磁化处理可以降低材料磨损率, 还有一些观点[17 ,18 ] 认为磁化处理可以提高材料疲劳寿命. 但是产生这些实验现象的详细的、本质的机理解释还未见诸报道. 本工作以M42 (W2Mo9Cr4VCo8)高速钢材料为研究对象, 在自行设计制造的脉冲磁化处理实验平台上开展高速钢材料脉冲磁场强化处理实验. M42高速钢是一种应用广泛的含Co超硬高速钢, 具有良好的综合性能, 其含Co量高, 在磁化处理过程中可以表现出较强的磁性. 通过透射电镜和激光共聚焦显微镜等观察分析材料脉冲磁场冲击前后位错组态、碳化物分布等微观组织变化, 通过测定材料磁化处理前后Rockwell硬度、显微硬度变化分析脉冲磁化处理对材料力学性能影响, 并基于位错理论分析脉冲磁场强化处理后高速钢微观组织转变以及力学性能变化机理. ...
1
2005
... 磁化处理增加刀具寿命机理总体上可以分为2类[5 ] . 一类是磁化处理可能改变刀具切削机理, 例如有研究[6 ] 认为在磁场辅助刀具切削过程中, 磁场力与切削力相结合可以改变剪切角, 从而影响切屑形成机理; 还有研究[7 -10 ] 认为, 在摩擦磨损过程中, 磁场可以增强C原子层转移以及磨损表面的氧化速率, 从而改变了刀具或工件的磨损形式; 也有研究[11 ] 发现, 磁场辅助加工可以改善加工表面粗糙度以及增加材料去除率. 另一类是磁化处理后材料力学性能发生改变. 有关磁化处理改变材料力学性能的研究仍处于起步阶段, 部分研究[12 -14 ] 认为磁化处理可以减小材料残余应力, 也有研究[15 ,16 ] 认为磁化处理可以降低材料磨损率, 还有一些观点[17 ,18 ] 认为磁化处理可以提高材料疲劳寿命. 但是产生这些实验现象的详细的、本质的机理解释还未见诸报道. 本工作以M42 (W2Mo9Cr4VCo8)高速钢材料为研究对象, 在自行设计制造的脉冲磁化处理实验平台上开展高速钢材料脉冲磁场强化处理实验. M42高速钢是一种应用广泛的含Co超硬高速钢, 具有良好的综合性能, 其含Co量高, 在磁化处理过程中可以表现出较强的磁性. 通过透射电镜和激光共聚焦显微镜等观察分析材料脉冲磁场冲击前后位错组态、碳化物分布等微观组织变化, 通过测定材料磁化处理前后Rockwell硬度、显微硬度变化分析脉冲磁化处理对材料力学性能影响, 并基于位错理论分析脉冲磁场强化处理后高速钢微观组织转变以及力学性能变化机理. ...
1
2002
... 磁化处理增加刀具寿命机理总体上可以分为2类[5 ] . 一类是磁化处理可能改变刀具切削机理, 例如有研究[6 ] 认为在磁场辅助刀具切削过程中, 磁场力与切削力相结合可以改变剪切角, 从而影响切屑形成机理; 还有研究[7 -10 ] 认为, 在摩擦磨损过程中, 磁场可以增强C原子层转移以及磨损表面的氧化速率, 从而改变了刀具或工件的磨损形式; 也有研究[11 ] 发现, 磁场辅助加工可以改善加工表面粗糙度以及增加材料去除率. 另一类是磁化处理后材料力学性能发生改变. 有关磁化处理改变材料力学性能的研究仍处于起步阶段, 部分研究[12 -14 ] 认为磁化处理可以减小材料残余应力, 也有研究[15 ,16 ] 认为磁化处理可以降低材料磨损率, 还有一些观点[17 ,18 ] 认为磁化处理可以提高材料疲劳寿命. 但是产生这些实验现象的详细的、本质的机理解释还未见诸报道. 本工作以M42 (W2Mo9Cr4VCo8)高速钢材料为研究对象, 在自行设计制造的脉冲磁化处理实验平台上开展高速钢材料脉冲磁场强化处理实验. M42高速钢是一种应用广泛的含Co超硬高速钢, 具有良好的综合性能, 其含Co量高, 在磁化处理过程中可以表现出较强的磁性. 通过透射电镜和激光共聚焦显微镜等观察分析材料脉冲磁场冲击前后位错组态、碳化物分布等微观组织变化, 通过测定材料磁化处理前后Rockwell硬度、显微硬度变化分析脉冲磁化处理对材料力学性能影响, 并基于位错理论分析脉冲磁场强化处理后高速钢微观组织转变以及力学性能变化机理. ...
1
2003
... 磁化处理增加刀具寿命机理总体上可以分为2类[5 ] . 一类是磁化处理可能改变刀具切削机理, 例如有研究[6 ] 认为在磁场辅助刀具切削过程中, 磁场力与切削力相结合可以改变剪切角, 从而影响切屑形成机理; 还有研究[7 -10 ] 认为, 在摩擦磨损过程中, 磁场可以增强C原子层转移以及磨损表面的氧化速率, 从而改变了刀具或工件的磨损形式; 也有研究[11 ] 发现, 磁场辅助加工可以改善加工表面粗糙度以及增加材料去除率. 另一类是磁化处理后材料力学性能发生改变. 有关磁化处理改变材料力学性能的研究仍处于起步阶段, 部分研究[12 -14 ] 认为磁化处理可以减小材料残余应力, 也有研究[15 ,16 ] 认为磁化处理可以降低材料磨损率, 还有一些观点[17 ,18 ] 认为磁化处理可以提高材料疲劳寿命. 但是产生这些实验现象的详细的、本质的机理解释还未见诸报道. 本工作以M42 (W2Mo9Cr4VCo8)高速钢材料为研究对象, 在自行设计制造的脉冲磁化处理实验平台上开展高速钢材料脉冲磁场强化处理实验. M42高速钢是一种应用广泛的含Co超硬高速钢, 具有良好的综合性能, 其含Co量高, 在磁化处理过程中可以表现出较强的磁性. 通过透射电镜和激光共聚焦显微镜等观察分析材料脉冲磁场冲击前后位错组态、碳化物分布等微观组织变化, 通过测定材料磁化处理前后Rockwell硬度、显微硬度变化分析脉冲磁化处理对材料力学性能影响, 并基于位错理论分析脉冲磁场强化处理后高速钢微观组织转变以及力学性能变化机理. ...
1
2011
... 磁化处理增加刀具寿命机理总体上可以分为2类[5 ] . 一类是磁化处理可能改变刀具切削机理, 例如有研究[6 ] 认为在磁场辅助刀具切削过程中, 磁场力与切削力相结合可以改变剪切角, 从而影响切屑形成机理; 还有研究[7 -10 ] 认为, 在摩擦磨损过程中, 磁场可以增强C原子层转移以及磨损表面的氧化速率, 从而改变了刀具或工件的磨损形式; 也有研究[11 ] 发现, 磁场辅助加工可以改善加工表面粗糙度以及增加材料去除率. 另一类是磁化处理后材料力学性能发生改变. 有关磁化处理改变材料力学性能的研究仍处于起步阶段, 部分研究[12 -14 ] 认为磁化处理可以减小材料残余应力, 也有研究[15 ,16 ] 认为磁化处理可以降低材料磨损率, 还有一些观点[17 ,18 ] 认为磁化处理可以提高材料疲劳寿命. 但是产生这些实验现象的详细的、本质的机理解释还未见诸报道. 本工作以M42 (W2Mo9Cr4VCo8)高速钢材料为研究对象, 在自行设计制造的脉冲磁化处理实验平台上开展高速钢材料脉冲磁场强化处理实验. M42高速钢是一种应用广泛的含Co超硬高速钢, 具有良好的综合性能, 其含Co量高, 在磁化处理过程中可以表现出较强的磁性. 通过透射电镜和激光共聚焦显微镜等观察分析材料脉冲磁场冲击前后位错组态、碳化物分布等微观组织变化, 通过测定材料磁化处理前后Rockwell硬度、显微硬度变化分析脉冲磁化处理对材料力学性能影响, 并基于位错理论分析脉冲磁场强化处理后高速钢微观组织转变以及力学性能变化机理. ...
1
1995
... 磁化处理增加刀具寿命机理总体上可以分为2类[5 ] . 一类是磁化处理可能改变刀具切削机理, 例如有研究[6 ] 认为在磁场辅助刀具切削过程中, 磁场力与切削力相结合可以改变剪切角, 从而影响切屑形成机理; 还有研究[7 -10 ] 认为, 在摩擦磨损过程中, 磁场可以增强C原子层转移以及磨损表面的氧化速率, 从而改变了刀具或工件的磨损形式; 也有研究[11 ] 发现, 磁场辅助加工可以改善加工表面粗糙度以及增加材料去除率. 另一类是磁化处理后材料力学性能发生改变. 有关磁化处理改变材料力学性能的研究仍处于起步阶段, 部分研究[12 -14 ] 认为磁化处理可以减小材料残余应力, 也有研究[15 ,16 ] 认为磁化处理可以降低材料磨损率, 还有一些观点[17 ,18 ] 认为磁化处理可以提高材料疲劳寿命. 但是产生这些实验现象的详细的、本质的机理解释还未见诸报道. 本工作以M42 (W2Mo9Cr4VCo8)高速钢材料为研究对象, 在自行设计制造的脉冲磁化处理实验平台上开展高速钢材料脉冲磁场强化处理实验. M42高速钢是一种应用广泛的含Co超硬高速钢, 具有良好的综合性能, 其含Co量高, 在磁化处理过程中可以表现出较强的磁性. 通过透射电镜和激光共聚焦显微镜等观察分析材料脉冲磁场冲击前后位错组态、碳化物分布等微观组织变化, 通过测定材料磁化处理前后Rockwell硬度、显微硬度变化分析脉冲磁化处理对材料力学性能影响, 并基于位错理论分析脉冲磁场强化处理后高速钢微观组织转变以及力学性能变化机理. ...
1
2011
... 磁化处理增加刀具寿命机理总体上可以分为2类[5 ] . 一类是磁化处理可能改变刀具切削机理, 例如有研究[6 ] 认为在磁场辅助刀具切削过程中, 磁场力与切削力相结合可以改变剪切角, 从而影响切屑形成机理; 还有研究[7 -10 ] 认为, 在摩擦磨损过程中, 磁场可以增强C原子层转移以及磨损表面的氧化速率, 从而改变了刀具或工件的磨损形式; 也有研究[11 ] 发现, 磁场辅助加工可以改善加工表面粗糙度以及增加材料去除率. 另一类是磁化处理后材料力学性能发生改变. 有关磁化处理改变材料力学性能的研究仍处于起步阶段, 部分研究[12 -14 ] 认为磁化处理可以减小材料残余应力, 也有研究[15 ,16 ] 认为磁化处理可以降低材料磨损率, 还有一些观点[17 ,18 ] 认为磁化处理可以提高材料疲劳寿命. 但是产生这些实验现象的详细的、本质的机理解释还未见诸报道. 本工作以M42 (W2Mo9Cr4VCo8)高速钢材料为研究对象, 在自行设计制造的脉冲磁化处理实验平台上开展高速钢材料脉冲磁场强化处理实验. M42高速钢是一种应用广泛的含Co超硬高速钢, 具有良好的综合性能, 其含Co量高, 在磁化处理过程中可以表现出较强的磁性. 通过透射电镜和激光共聚焦显微镜等观察分析材料脉冲磁场冲击前后位错组态、碳化物分布等微观组织变化, 通过测定材料磁化处理前后Rockwell硬度、显微硬度变化分析脉冲磁化处理对材料力学性能影响, 并基于位错理论分析脉冲磁场强化处理后高速钢微观组织转变以及力学性能变化机理. ...
1
1998
... 磁化处理增加刀具寿命机理总体上可以分为2类[5 ] . 一类是磁化处理可能改变刀具切削机理, 例如有研究[6 ] 认为在磁场辅助刀具切削过程中, 磁场力与切削力相结合可以改变剪切角, 从而影响切屑形成机理; 还有研究[7 -10 ] 认为, 在摩擦磨损过程中, 磁场可以增强C原子层转移以及磨损表面的氧化速率, 从而改变了刀具或工件的磨损形式; 也有研究[11 ] 发现, 磁场辅助加工可以改善加工表面粗糙度以及增加材料去除率. 另一类是磁化处理后材料力学性能发生改变. 有关磁化处理改变材料力学性能的研究仍处于起步阶段, 部分研究[12 -14 ] 认为磁化处理可以减小材料残余应力, 也有研究[15 ,16 ] 认为磁化处理可以降低材料磨损率, 还有一些观点[17 ,18 ] 认为磁化处理可以提高材料疲劳寿命. 但是产生这些实验现象的详细的、本质的机理解释还未见诸报道. 本工作以M42 (W2Mo9Cr4VCo8)高速钢材料为研究对象, 在自行设计制造的脉冲磁化处理实验平台上开展高速钢材料脉冲磁场强化处理实验. M42高速钢是一种应用广泛的含Co超硬高速钢, 具有良好的综合性能, 其含Co量高, 在磁化处理过程中可以表现出较强的磁性. 通过透射电镜和激光共聚焦显微镜等观察分析材料脉冲磁场冲击前后位错组态、碳化物分布等微观组织变化, 通过测定材料磁化处理前后Rockwell硬度、显微硬度变化分析脉冲磁化处理对材料力学性能影响, 并基于位错理论分析脉冲磁场强化处理后高速钢微观组织转变以及力学性能变化机理. ...
1
1984
... 磁化处理增加刀具寿命机理总体上可以分为2类[5 ] . 一类是磁化处理可能改变刀具切削机理, 例如有研究[6 ] 认为在磁场辅助刀具切削过程中, 磁场力与切削力相结合可以改变剪切角, 从而影响切屑形成机理; 还有研究[7 -10 ] 认为, 在摩擦磨损过程中, 磁场可以增强C原子层转移以及磨损表面的氧化速率, 从而改变了刀具或工件的磨损形式; 也有研究[11 ] 发现, 磁场辅助加工可以改善加工表面粗糙度以及增加材料去除率. 另一类是磁化处理后材料力学性能发生改变. 有关磁化处理改变材料力学性能的研究仍处于起步阶段, 部分研究[12 -14 ] 认为磁化处理可以减小材料残余应力, 也有研究[15 ,16 ] 认为磁化处理可以降低材料磨损率, 还有一些观点[17 ,18 ] 认为磁化处理可以提高材料疲劳寿命. 但是产生这些实验现象的详细的、本质的机理解释还未见诸报道. 本工作以M42 (W2Mo9Cr4VCo8)高速钢材料为研究对象, 在自行设计制造的脉冲磁化处理实验平台上开展高速钢材料脉冲磁场强化处理实验. M42高速钢是一种应用广泛的含Co超硬高速钢, 具有良好的综合性能, 其含Co量高, 在磁化处理过程中可以表现出较强的磁性. 通过透射电镜和激光共聚焦显微镜等观察分析材料脉冲磁场冲击前后位错组态、碳化物分布等微观组织变化, 通过测定材料磁化处理前后Rockwell硬度、显微硬度变化分析脉冲磁化处理对材料力学性能影响, 并基于位错理论分析脉冲磁场强化处理后高速钢微观组织转变以及力学性能变化机理. ...
1
1987
... 图2所示为M42高速钢经脉冲磁场冲击前后位错组态的TEM像. 可以看出, 与未处理试样相比, 脉冲磁场冲击后的试样中位错数量明显增加, 且出现位错缠结以及位错胞结构. M42高速钢材料属于铁磁性材料, 具有自发磁化和畴结构, 在铁磁体内部分成许多大小和方向基本一致的自发磁化区域, 即磁畴, 如图3a所示. 对于不同的磁畴, 其自发磁化强度的方向各不相同. 当铁磁性材料置于磁场中, 磁畴发生转动或磁畴壁位移, 最终与外磁场的方向相一致, 如图3b所示. 这一过程将改变原子之间的平衡距离. 但由于铁磁性材料均具有磁晶各向异性, 磁化强度随磁场的变化因方向不同而有所差别, 也就是说, 在某些方向容易磁化称为易轴, 在另一些方向上则不容易磁化称为难轴. 如Fe单晶的易磁化方向为<100>, 难磁化方向为<111>[19 ] . 因此, 由于外加磁场而导致原子之间平衡距离的改变与晶格晶向有关, 即沿易轴方向的原子之间距离变化与沿难轴方向的原子之间距离的变化是不同的, 这样就产生了晶格畸变, 如图4所示. 在此过程中, 磁场的主要作用是提供晶格畸变的动力, 在脉冲磁场持续冲击作用下, 材料内部晶格的平衡状态不断被打破, 产生新的晶格缺陷, 即位错. 从能量角度来看, 磁场可以减小位错形核能、增加位错运动灵活性并通过提高位错运动来加速材料内部残余应力释放过程[20 ] . 因此在脉冲磁场作用下, 晶体内的位错不断产生增殖、滑移和攀移, 形成高密度的位错胞, 从而使位错密度增加. ...
1
1987
... 图2所示为M42高速钢经脉冲磁场冲击前后位错组态的TEM像. 可以看出, 与未处理试样相比, 脉冲磁场冲击后的试样中位错数量明显增加, 且出现位错缠结以及位错胞结构. M42高速钢材料属于铁磁性材料, 具有自发磁化和畴结构, 在铁磁体内部分成许多大小和方向基本一致的自发磁化区域, 即磁畴, 如图3a所示. 对于不同的磁畴, 其自发磁化强度的方向各不相同. 当铁磁性材料置于磁场中, 磁畴发生转动或磁畴壁位移, 最终与外磁场的方向相一致, 如图3b所示. 这一过程将改变原子之间的平衡距离. 但由于铁磁性材料均具有磁晶各向异性, 磁化强度随磁场的变化因方向不同而有所差别, 也就是说, 在某些方向容易磁化称为易轴, 在另一些方向上则不容易磁化称为难轴. 如Fe单晶的易磁化方向为<100>, 难磁化方向为<111>[19 ] . 因此, 由于外加磁场而导致原子之间平衡距离的改变与晶格晶向有关, 即沿易轴方向的原子之间距离变化与沿难轴方向的原子之间距离的变化是不同的, 这样就产生了晶格畸变, 如图4所示. 在此过程中, 磁场的主要作用是提供晶格畸变的动力, 在脉冲磁场持续冲击作用下, 材料内部晶格的平衡状态不断被打破, 产生新的晶格缺陷, 即位错. 从能量角度来看, 磁场可以减小位错形核能、增加位错运动灵活性并通过提高位错运动来加速材料内部残余应力释放过程[20 ] . 因此在脉冲磁场作用下, 晶体内的位错不断产生增殖、滑移和攀移, 形成高密度的位错胞, 从而使位错密度增加. ...
1
2013
... 图2所示为M42高速钢经脉冲磁场冲击前后位错组态的TEM像. 可以看出, 与未处理试样相比, 脉冲磁场冲击后的试样中位错数量明显增加, 且出现位错缠结以及位错胞结构. M42高速钢材料属于铁磁性材料, 具有自发磁化和畴结构, 在铁磁体内部分成许多大小和方向基本一致的自发磁化区域, 即磁畴, 如图3a所示. 对于不同的磁畴, 其自发磁化强度的方向各不相同. 当铁磁性材料置于磁场中, 磁畴发生转动或磁畴壁位移, 最终与外磁场的方向相一致, 如图3b所示. 这一过程将改变原子之间的平衡距离. 但由于铁磁性材料均具有磁晶各向异性, 磁化强度随磁场的变化因方向不同而有所差别, 也就是说, 在某些方向容易磁化称为易轴, 在另一些方向上则不容易磁化称为难轴. 如Fe单晶的易磁化方向为<100>, 难磁化方向为<111>[19 ] . 因此, 由于外加磁场而导致原子之间平衡距离的改变与晶格晶向有关, 即沿易轴方向的原子之间距离变化与沿难轴方向的原子之间距离的变化是不同的, 这样就产生了晶格畸变, 如图4所示. 在此过程中, 磁场的主要作用是提供晶格畸变的动力, 在脉冲磁场持续冲击作用下, 材料内部晶格的平衡状态不断被打破, 产生新的晶格缺陷, 即位错. 从能量角度来看, 磁场可以减小位错形核能、增加位错运动灵活性并通过提高位错运动来加速材料内部残余应力释放过程[20 ] . 因此在脉冲磁场作用下, 晶体内的位错不断产生增殖、滑移和攀移, 形成高密度的位错胞, 从而使位错密度增加. ...
1
2013
... 图2所示为M42高速钢经脉冲磁场冲击前后位错组态的TEM像. 可以看出, 与未处理试样相比, 脉冲磁场冲击后的试样中位错数量明显增加, 且出现位错缠结以及位错胞结构. M42高速钢材料属于铁磁性材料, 具有自发磁化和畴结构, 在铁磁体内部分成许多大小和方向基本一致的自发磁化区域, 即磁畴, 如图3a所示. 对于不同的磁畴, 其自发磁化强度的方向各不相同. 当铁磁性材料置于磁场中, 磁畴发生转动或磁畴壁位移, 最终与外磁场的方向相一致, 如图3b所示. 这一过程将改变原子之间的平衡距离. 但由于铁磁性材料均具有磁晶各向异性, 磁化强度随磁场的变化因方向不同而有所差别, 也就是说, 在某些方向容易磁化称为易轴, 在另一些方向上则不容易磁化称为难轴. 如Fe单晶的易磁化方向为<100>, 难磁化方向为<111>[19 ] . 因此, 由于外加磁场而导致原子之间平衡距离的改变与晶格晶向有关, 即沿易轴方向的原子之间距离变化与沿难轴方向的原子之间距离的变化是不同的, 这样就产生了晶格畸变, 如图4所示. 在此过程中, 磁场的主要作用是提供晶格畸变的动力, 在脉冲磁场持续冲击作用下, 材料内部晶格的平衡状态不断被打破, 产生新的晶格缺陷, 即位错. 从能量角度来看, 磁场可以减小位错形核能、增加位错运动灵活性并通过提高位错运动来加速材料内部残余应力释放过程[20 ] . 因此在脉冲磁场作用下, 晶体内的位错不断产生增殖、滑移和攀移, 形成高密度的位错胞, 从而使位错密度增加. ...
1
1979
... 图5所示为M42高速钢脉冲磁化处理前后的碳化物分布形貌. 与未处理试样相比, 脉冲磁场冲击后的高速钢材料中碳化物明显增多. 图6所示为脉冲磁化处理前后碳化物的高倍形貌. 可以看出, 高速钢经脉冲磁化处理后碳化物有2种变化形式, 一种是在处理前没有碳化物的部位有新的细小碳化物的析出, 另一种是部分原来存在的块状碳化物碎化为细小的碳化物. 在磁化过程中, 材料内部各原子的自旋矩趋向于同向排列起来, 从而改变了晶体格点之间的平衡距离, 引起晶格畸变, 导致奥氏体产生较小的磁化形变. 在脉冲磁场持续冲击作用下, 材料不断产生晶格畸变, 奥氏体不断产生小的形变, 奥氏体在形变压力作用下, 可显著降低对C的溶解度[21 ] , 所以从奥氏体基体内析出大量弥散碳化物. 同时位错不断运动, 当遇到部分碳化物时, 位错可以切过碳化物从而造成部分碳化物形态发生变化或碎化. 新析出以及碎化的弥散碳化物均可以强化马氏体基体, 增强材料的耐磨性, 因此这也是脉冲磁化处理可以增加刀具寿命的原因之一. ...
1
1979
... 图5所示为M42高速钢脉冲磁化处理前后的碳化物分布形貌. 与未处理试样相比, 脉冲磁场冲击后的高速钢材料中碳化物明显增多. 图6所示为脉冲磁化处理前后碳化物的高倍形貌. 可以看出, 高速钢经脉冲磁化处理后碳化物有2种变化形式, 一种是在处理前没有碳化物的部位有新的细小碳化物的析出, 另一种是部分原来存在的块状碳化物碎化为细小的碳化物. 在磁化过程中, 材料内部各原子的自旋矩趋向于同向排列起来, 从而改变了晶体格点之间的平衡距离, 引起晶格畸变, 导致奥氏体产生较小的磁化形变. 在脉冲磁场持续冲击作用下, 材料不断产生晶格畸变, 奥氏体不断产生小的形变, 奥氏体在形变压力作用下, 可显著降低对C的溶解度[21 ] , 所以从奥氏体基体内析出大量弥散碳化物. 同时位错不断运动, 当遇到部分碳化物时, 位错可以切过碳化物从而造成部分碳化物形态发生变化或碎化. 新析出以及碎化的弥散碳化物均可以强化马氏体基体, 增强材料的耐磨性, 因此这也是脉冲磁化处理可以增加刀具寿命的原因之一. ...
1
1989
... 图7所示为脉冲磁化处理前后M42高速钢的微观组织. 可以看出, 经脉冲磁场冲击后, 微观组织明显变细密, 这可能是由于材料中的残余奥氏体转变为马氏体所致. 外加磁场使金属材料发生磁致伸缩而使奥氏体各向同性膨胀, 导致其转变为马氏体的激活能降低, 这样磁畴转动和磁畴壁位移过程中产生的能量就有可能导致残余奥氏体转变为马氏体[22 ,23 ] . 同时, 原来大块的晶粒在磁化处理后被部分分割和细化, 这是因为新析出的黑色针状贝氏体可以对原奥氏体晶粒起分割作用, 细化了奥氏体晶粒和马氏体束或板条尺寸. 因此, 经脉冲磁场冲击处理后, 晶粒会细化, 进一步增加了材料的强韧性. ...
1
1989
... 图7所示为脉冲磁化处理前后M42高速钢的微观组织. 可以看出, 经脉冲磁场冲击后, 微观组织明显变细密, 这可能是由于材料中的残余奥氏体转变为马氏体所致. 外加磁场使金属材料发生磁致伸缩而使奥氏体各向同性膨胀, 导致其转变为马氏体的激活能降低, 这样磁畴转动和磁畴壁位移过程中产生的能量就有可能导致残余奥氏体转变为马氏体[22 ,23 ] . 同时, 原来大块的晶粒在磁化处理后被部分分割和细化, 这是因为新析出的黑色针状贝氏体可以对原奥氏体晶粒起分割作用, 细化了奥氏体晶粒和马氏体束或板条尺寸. 因此, 经脉冲磁场冲击处理后, 晶粒会细化, 进一步增加了材料的强韧性. ...
1
2002
... 图7所示为脉冲磁化处理前后M42高速钢的微观组织. 可以看出, 经脉冲磁场冲击后, 微观组织明显变细密, 这可能是由于材料中的残余奥氏体转变为马氏体所致. 外加磁场使金属材料发生磁致伸缩而使奥氏体各向同性膨胀, 导致其转变为马氏体的激活能降低, 这样磁畴转动和磁畴壁位移过程中产生的能量就有可能导致残余奥氏体转变为马氏体[22 ,23 ] . 同时, 原来大块的晶粒在磁化处理后被部分分割和细化, 这是因为新析出的黑色针状贝氏体可以对原奥氏体晶粒起分割作用, 细化了奥氏体晶粒和马氏体束或板条尺寸. 因此, 经脉冲磁场冲击处理后, 晶粒会细化, 进一步增加了材料的强韧性. ...
1
2002
... 图7所示为脉冲磁化处理前后M42高速钢的微观组织. 可以看出, 经脉冲磁场冲击后, 微观组织明显变细密, 这可能是由于材料中的残余奥氏体转变为马氏体所致. 外加磁场使金属材料发生磁致伸缩而使奥氏体各向同性膨胀, 导致其转变为马氏体的激活能降低, 这样磁畴转动和磁畴壁位移过程中产生的能量就有可能导致残余奥氏体转变为马氏体[22 ,23 ] . 同时, 原来大块的晶粒在磁化处理后被部分分割和细化, 这是因为新析出的黑色针状贝氏体可以对原奥氏体晶粒起分割作用, 细化了奥氏体晶粒和马氏体束或板条尺寸. 因此, 经脉冲磁场冲击处理后, 晶粒会细化, 进一步增加了材料的强韧性. ...
1
1999
... 磁场中材料位错受力分析如图11所示. 磁场作用于单位长度L位错的力τ 可由下式计算[24 ] : τ = - μ 0 M s H c o s θ
2
2007
... 为了开动位错源, 磁场作用于位错上的驱动力需要克服由位错线张力引起的阻力. 开动单位长度L位错线所需的临界驱动力t c 可由下式计算[25 ] : ...
... 根据位错理论, 磁场驱动位错运动仍需克服由晶格点阵引起的阻力. Peierls-Nabarro (P-N) 力s c 是晶格点阵对位错运动的最大阻力, 可由下式计算得出[25 ] : ...
2
2007
... 为了开动位错源, 磁场作用于位错上的驱动力需要克服由位错线张力引起的阻力. 开动单位长度L位错线所需的临界驱动力t c 可由下式计算[25 ] : ...
... 根据位错理论, 磁场驱动位错运动仍需克服由晶格点阵引起的阻力. Peierls-Nabarro (P-N) 力s c 是晶格点阵对位错运动的最大阻力, 可由下式计算得出[25 ] : ...
1
1997
... 对Fe-C合金材料, Ms =1.7×106 A/m, G=7.94×104 MPa, b=24.8×10- 11 m, υ - 10 m. 当磁场强度为1500 mT时, 由式(1)~(3) 计算所得磁场作用于位错的力为2.5 MPa, 而位错线张力引起的阻力很小, 只有20 Pa, 位错运动的最大阻力P-N力也只有1.5 MPa. 从计算结果可知, 磁场作用于位错上的力足以克服位错线张力引起的阻力以及位错运动的最大阻力P-N力, 因此脉冲磁化处理具备使高速钢材料位错源开动的前提条件. 但位错在实际运动过程中还会受很多因素影响, 如位错的长程弹性交互作用、与林位错交截产生的割阶作用以及会合位错的阻碍作用等, 目前从理论上准确估算这些阻力还有一定困难. 但从图2所示的TEM实验结果可以看出, 在脉冲磁化处理后材料位错密度与位错形貌均发生了变化, 且实验结果与李红旗等[26 ] 通过TEM原位观察的实验结果相符. 由以上分析可证实, 高速钢材料M42经脉冲磁化处理后, 位错开动, 产生位错增殖、位错滑移等位错运动. ...
1
1997
... 对Fe-C合金材料, Ms =1.7×106 A/m, G=7.94×104 MPa, b=24.8×10- 11 m, υ - 10 m. 当磁场强度为1500 mT时, 由式(1)~(3) 计算所得磁场作用于位错的力为2.5 MPa, 而位错线张力引起的阻力很小, 只有20 Pa, 位错运动的最大阻力P-N力也只有1.5 MPa. 从计算结果可知, 磁场作用于位错上的力足以克服位错线张力引起的阻力以及位错运动的最大阻力P-N力, 因此脉冲磁化处理具备使高速钢材料位错源开动的前提条件. 但位错在实际运动过程中还会受很多因素影响, 如位错的长程弹性交互作用、与林位错交截产生的割阶作用以及会合位错的阻碍作用等, 目前从理论上准确估算这些阻力还有一定困难. 但从图2所示的TEM实验结果可以看出, 在脉冲磁化处理后材料位错密度与位错形貌均发生了变化, 且实验结果与李红旗等[26 ] 通过TEM原位观察的实验结果相符. 由以上分析可证实, 高速钢材料M42经脉冲磁化处理后, 位错开动, 产生位错增殖、位错滑移等位错运动. ...

 , 王西彬, 赵文祥, 焦黎, 刘志兵
, 王西彬, 赵文祥, 焦黎, 刘志兵


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}