1 发展简史
1.1 起步阶段 (1974~1985年)
TiAl的密度仅为镍基高温合金的一半, 在600~900 ℃温度区间有可能取代高温合金制作某些航空航天结构件以及地面动力系统转动或往复运动结构件, 实现推力重量比值和燃油效率的大幅度提高. 尽管上世纪50年代中期人们已经认识到γ -TiAl具有很好的高温强度和蠕变抗力, 且其抗氧化性能可以通过添加Ta, Nb, Ag得到改善[1 ] , 但对γ -TiAl的研究真正开始于70年代中期. Shechtman等[2 ] 和Lipsitt等[3 ] 在研究γ -TiAl的变形和断裂机制时发现, 无论对Ti-50Al的合金采用怎样的退火处理, 在透射电镜下看到的都是γ -TiAl+α 2 -Ti3 Al两相片层组织, 不便用于确定γ -TiAl相中的变形位错. 因此, 又制备了富Al侧的Ti-54Al单相合金用于确定γ 相的滑移系. 关于Ti-50Al合金中出现了α 2 相的原因, Shechtman等[2 ] 当时觉得可能是因为Ti-50Al成分位于γ +α 2 两相区内. γ 相区边界的准确位置是多年来关于Ti-Al二元相图的争议之一. 目前最权威的Ti-Al二元相图版本是Schuster和Palm[4 ] 在评估了370余篇相关文献基础上, 于2006年给出的, 见图1. 由图可见, Ti-50Al合金位于γ 单相区内, 但因为该合金首先凝固的是a 相(经有序化反应成为α 2 相), γ 作为次生相在晶界出现, 伴随着Al的偏析. 只有当Al含量大于55% (原子分数, 下同)时γ 才是初生相[5 ] . γ 相的体积分数与凝固速度有关: 对于Ti-50Al合金, 电孤熔炼钮扣锭中仅约为0.3, 熔模铸造合金锭中约为0.5. 因此, 相图上γ 相区边界位置的准确性取决于Al偏析导致的非平衡显微组织能否有效消除. 此外, 如果杂质元素(如O)在两相中的溶解度差别较大, 相界位置也与合金中杂质的含量有关. 更大的争议涉及高温区域, 2个与有序化反应相关的问题至今仍无确定答案: 一是在Ti-Al二元系中, β 相是否会有序化为B2相, 一些研究[6 ,7 ] 认为该有序化反应存在, 但另一些研究[8 ] 认为不可能存在, 图1选择了后者; 二是虽然确认α 相转变成了α 2 相, 但到底是通过α +β →α 2 包析反应[6 ] 还是通过成分全等的有序化反应[8 ,9 ] 形成的尚无定论. 这些问题充分说明了Ti-Al二元相图的复杂性, Witusiewicz等[10 ] 随后于2008年评估的Ti-Al二元相图与图1并不完全一致。
图1 Ti-Al二元相图[4 ]
Fig.1 Ti-Al binary phase diagram[4 ]
图2 先进材料的发展阶段[13 ]
Fig.2 Typical stages of development of advanced materials[13 ]
1974~1982年, 普惠航空发动机公司开展了第一轮TiAl材料研究[11 ] , 于1979年筛选出第一个具有实用价值的合金成分: Ti-48Al-1V-0.1C, 并开展了一系列力学性能、成形工艺和典型试验件研究, 通常认为这是第一代TiAl合金的代表. 该合金断裂韧性较好, 可机械加工, 可铸造, 但室温塑性和冲击性能较低, 铸件易产生表面疏松. 采用该合金铸造的典型结构件包括F100发动机压气机叶片毛坯[11 ] 和JT9D发动机低压涡轮叶片[12 ] 。
1974~1985年, 全世界只有约15篇关于γ -TiAl的公开发表的论文[12 ] , 这些早期开拓性的工作为下一阶段的爆发式研究奠定了基础并指出了大致方向。
先进材料, 特别是应用于苛刻环境的结构材料, 从概念到应用一般认为会经历4个阶段(图2)[13 ] . 在研究热潮阶段, 材料被描述为革命性的. 当热潮冷却下来便进入了研究活动低谷的攻坚阶段, 此时材料被描述为即将兴起, 这一阶段通常是漫长的, 事实上多数先进材料走不出这个“死亡谷”[14 ] . 一旦材料的技术难题被攻克并在某个重要需求拉动下首次应用, 即进入实现特定应用的第3阶段, 只有当材料的稳定性、成本、供应链诸问题妥善解决以后才会成为商品材料, 或称为货架材料. 在这2个阶段, 材料逐渐走向成熟. 到目前为止, γ -TiAl合金的发展历史基本符合图2所示的规律. 基于首先在GE公司发动机上获得工业化应用的4822合金(Ti-48Al-2Cr-2Nb)的发展史, 可以确定γ -TiAl合金各发展阶段的大致时间节点。
1.2 热潮阶段 (1986~1995年)
Aoki和Izumi [15 ] 于1979年发现, B可以改善Ni3 Al的室温塑性, 进一步研究表明B改善Ni3 Al塑性的效应十分显著[16 ] , 由此掀起了金属间化合物研究热潮. 在Ti-Al系中, 早期对于Ti3 Al的期望比TiAl要大得多, 但随着研发的深入, TiAl的重要性超过了Ti3 Al[17 ] 。
热潮阶段始于2个典型第二代γ -TiAl合金的问世, 即4822合金和45XD (Ti-45Al-2Mn-2Nb-0.8vol%TiB2 ), 结束于美国矿冶∙金属∙材料学会(TMS)主办的第一届γ -TiAl国际会议的召开[18 ] , 这10年间, 4822和45XD均走完了从合金熔炼到典型结构件测试的一个循环, 研究进展见文献[5,19~23]。
4822是GE公司研发的迄今室温塑性最高的γ -TiAl合金. 1988年, GE公司认识到该合金具有工程开发价值, 并经过全面比较确定铸造为首选工艺, 于1989年开始铸造工艺研究. GE90发动机的减重需求推动了对γ -TiAl合金重要性的认识, 从而决定在CF6-80C发动机计划中开展采用4822合金制造第5级低压涡轮叶片的实验研究[24 ] , 由Howmet公司铸造出叶片毛坯, 采用电化学方法加工出净尺寸叶片, 于1993~1994年进行了1529循环周次发动机试车. 1995~1996年制造了F414发动机封严支撑环并进行试车。
45XD合金起源于美国国家空天飞机计划(NASP)中由洛克希德-马丁公司等15家单位联合承担的研发项目. 从20世纪80年代中期到90年代中期, Howmet公司和罗罗公司采用该合金针对典型部件进行了应用研发, Howmet公司开展了该合金的精密铸造技术研究[25 ] , 并积累了大量关于该合金的材料性能、工艺和结构件设计与制造数据。
同一时期, ABB公司开发了47WSi合金(Ti-47Al-2W-0.5Si), 并针对工业燃汽轮机叶片和汽车发动机部件进行了应用研究和部件测试[18 ] 。
上述3个合金均属于第二代γ -TiAl合金, 具有各自的性能特点[18 ] : 4822室温塑性最高; 45XD可铸性好, 铸态组织最佳, 高温强度和疲劳性能好; 47WSi合金的高温(760 ℃)蠕变性能优异。
1.3 兴起阶段 (1996~2005年)
在这一阶段, 研究内容更加集中于针对特定应用的工艺与加工方法研究. 例如, 美国的PRET项目[26 ] 主要研究γ -TiAl基础研究成果的技术转化途径, 研究内容包括: 铸造与成形过程中的缺陷与杂质, 微观组织演化与表征, 性能的分散性及其原因, 单向加载条件下缺口强化与尺寸效应, 表面损伤与外物损伤, 以及不同类型显微组织的疲劳行为. NASA支持的γ -TiAl合金耐久性研究内容包括冲击疲劳, 冲击过程模拟和磨损[27 ] . 表面完整性也是重要的研究主题[28 ] . 这些均是γ -TiAl合金作为航空发动机转动部件材料所必须解决的关键问题。
γ -TiAl合金部件在汽车增压器叶轮和排气阀等高温往复运动或转动部件上的应用取得了进展. 日本率先在赛车等高档汽车上采用了γ -TiAl铸造增压器叶轮[29 ] , 多个国家特别是德国研究了铸造和变形工艺制备的γ -TiAl排气阀. 在欧盟第六框架计划支持下, 德国TRW公司、英国伯明翰大学和中国科学院金属研究所联合研究了陶瓷坩埚熔炼浇注排气阀部件工艺[30 ,31 ] , 采用陶瓷坩埚取代水冷金属坩埚使得O含量提高, 塑性下降, 但可提高熔液过热度和成品率, 降低熔炼过程中能量消耗和制造成本[32 ] . 成本是限制γ -TiAl汽车发动机部件应用的主要因素. 从这个角度考虑, 铸造是优选工艺. 但至目前为止, γ -TiAl合金在汽车行业的大规模应用尚未实现。
图3 Ti-46Al-8Nb合金显微组织和冷却速率的关系[37 ]
Fig.3 Relationship between microstructure and cooling rate of Ti-46Al-8Nb alloy[37 ]
针对航空发动机叶片的第二代γ -TiAl合金稳定使用的温度为650 ℃. 欲进一步提高服役温度, 则需要研制第三代合金. 在此阶段, 各国研究者提出了很多种成分, 但合金综合性能得到全面研究的并不多, 综合性能达到应用要求的极少. 这些合金大体上可以分为3大类[33 ] : 高铌合金、β 凝固合金和块状转变合金。
高铌合金是北京科技大学Chen等[34 ] 最早提出的, 德国GKSS研究中心对这类合金开展了大量工作[35 ] . 高铌合金的特点是高温蠕变和抗氧化性能好, 缺点是室温塑性低, 难以铸造. 采用变形工艺可在一定程度上提高室温塑性, 但Al偏析问题仍有待解决[36 ] 。
块状转变合金是中等冷速(约102 K/s)条件下, 高温α 相不经扩散直接转变为γ 相的合金. Ti-46Al-8Nb合金显微组织和冷却速率的关系见图3[37 ] . 可见, 随冷速增大, 该合金依次得到片层组织(包括魏氏片层组织和羽毛状片层组织)、块状转变γ 相和过冷保留的α 2 相. 当在α 2 +γ 两相区热处理时, 片状α 相会遵从Blackburn位向关系[38 ] 从γ 相的4个{111}面上析出[39 ] , 获得接近各向同性的细晶组织. 利用块状转变可有效细化铸态合金晶粒, 改善织构状态, 但通常需要较高冷速, 合金有可能因热应力而开裂. 英国伯明翰大学系统研究了γ -TiAl合金中块状转变的条件和影响因素, 发现因添加B形成的细晶合金[40 ] 和O含量高的合金[41 ] 均难以发生块状转变. 由于块状转变是不发生扩散的位移型相变, 添加难以扩散的难熔金属通常可以促进块状转变, 但难熔金属均具有高密度, 作为合金元素会导致γ -TiAl合金的密度增大。
β 凝固合金首先由Naka等[42 ] 明确提出, 即初始凝固相为β , 且β 相为唯一与液相共存的相. 实际上, 很多高铌合金也属于这类合金. 应该指出, 前述第二代合金45XD已经是β 凝固合金, 只不过当时没有突出强调而已. 如果初始凝固相为β , 则由于Burgers位向关系[43 ] , α 相的基面会平行于β 相的6个{110}面析出, 从而获得近似各向同性的细晶组织, 这与块状转变合金细化晶粒的原理类似. 随后经α →α +γ 相变, 可得到弱织构的细晶片层组织. Kim等[44 ] 将这类合金称为β -γ 合金. 德国和奥地利的大学、研究机构、材料公司和发动机公司组成的联合研究组对β 凝固合金开展了深入的研究[45 ,46 ] , 发展了Ti-43Al-4Nb-1Mo-0.1B合金(TNM). 其指导思想是通过合金化在高温获得较高的β 相体积分数, 利用β 相较易变形的特性使合金可以利用常规设备锻造. 在应用温度如700 ℃附近, β 相的平衡体积分数很低, 以利于尽量消除此相, 以免降低合金的蠕变抗力. 实际上, 视合金成分不同, 某些合金中β 相很难完全消除, 导致室温塑性降低, 在应用温度下长期服役, β 相中易形成w 相, 至使合金进一步脆化[47 ] 。
1.4 特定应用阶段 (2006年~)
2006年6月, GE公司宣布将在GEnx发动机中采用4822合金制造第6, 7两级低压涡轮叶片[48 ] , 这是γ -TiAl合金制造的关键结构件的首次应用, 标志着经过约30年的研发, 这个材料终于突破藩篱进入特殊材料阶段。
随着第二代γ -TiAl合金的工业应用, 与产品制造工艺、供应链、质量稳定性相关的科学与技术问题成为研究重点. 从应用成本等角度考虑, 目前唯一可接受的制造工艺是铸造. 但因为净尺寸精密铸造难度很大, PCC精密铸造公司为GE公司生产的4822合金叶片采用的工艺是先重力铸造出超尺寸毛坯, 再进行加工得到最终尺寸叶片[49 ] . 由于叶型为曲面, 且TiAl加工难度较大, 致使制造成本仍然较高. 至2014年, PCC公司制造TiAl叶片的年产量已达到近4万片[50 ] 。
在工业生产条件下积累相关数据和应用经验需要基础研究的有力支撑. 针对航空发动机γ -TiAl合金涡轮叶片等应用目标, 欧盟第六框架启动了IMPRESS项目[51 ,52 ] , 对金属间化合物关键应用开展历时5年(2005~2009年)的纵向集成和横向集成研究. 欧洲通过IMPRESS项目使分散、碎片化的γ -TiAl基础研究集成起来, 进入国际前列[53 ] . 2011年, 我国973计划启动了轻质高温TiAl金属间化合物主题的项目。
2 主要研究进展
经过近40年的研究, γ -TiAl合金无论在基础科学还是应用技术方面均取得了巨大进展. 除了大量期刊论文外, 5次国际会议的论文集比较集中地记载了这些阶段性研究进展[18 ,54 -57 ] . 2011年, Appel等[33 ] 出版了《γ -TiAl合金: 科学与技术》专著, 对该领域研究工作进行了较为系统的总结. 这些文集与专著较全面地介绍了γ -TiAl合金的研究现状. 本文仅从合金化、显微组织类别、一次加工(凝固)、二次加工(热加工)、性能和三次加工(成形)等6个方面对主要研究进展加以简要回顾。
2.1 合金化
针对γ -TiAl合金的成分设计, 首先是选择2个主元素之一的Al的含量, 根据需要, Al含量可以在42%~48%内变化. 随Al含量提高, 合金抗氧化性能提高、强度降低、室温塑性总体呈提高趋势. 但对于不同的合金体系和加工工艺, 情况较复杂, 塑性数据没有明显规律. 这主要是因为显微组织类别和织构对室温塑性也有很大影响. 总地看来, Al含量最明显的作用是影响合金的凝固类别, 只有低Al含量的合金才可能实现β 凝固, 具体的Al含量界限则取决于添加的其他元素及其含量。
一般可将γ -TiAl中的合金元素分为3类[17 ,33 ] , 它们在周期表中具有确定的位置. 第一类位于Ti的右方(V, Cr, Mn), 它们可提高合金塑性, 但机理各异且至今无定论. 例如, V被认为会提高中温塑性, 但对室温塑性作用不明显[11 ] . Mn被认为利于孪晶变形[58 ] , 而Cr则降低γ 相晶胞c/a比, 减弱共价键方向性, 减小α 2 相体积分数, 细化晶粒[59 ,60 ] 。
第二类合金元素是位于Ti的右下方的难熔金属(Nb, Mo, Ta, W). 这些均属于慢扩散元素, 少量添加这类元素可改善γ -TiAl合金的高温性能, 如强度、抗氧化能力和蠕变抗力. 这些难熔金属均具有bcc结构, 均具有β 稳定作用, 若大量添加则易形成β /β 0 相(β 0 相具有B2结构), 对合金高温性能的影响比较复杂[61 ,62 ] , 因为其中析出了w 相或类w 相[63 ,64 ] . 这些元素又可分为2种: Mo, Ta, W主要溶于α 2 相, 而Nb则在γ 和α 2 两相中近乎均等地配分[42 ] ; Mo, Ta, W等对高温蠕变性能的影响与它们在α 2 相中的选择配分有关. 由于γ -TiAl合金中存在α →γ +α 2 包析反应, 对于除包析点之外的合金成分, 在冷至包析反应温度以下时γ 的体积分数会突然增大[33 ] . 但实际过程中冷速较快, 无法达到相平衡, 造成合金中α /α 2 相的实际体积分数高于平衡体积分数, 在使用温度长期热暴露时α 2 相会逐渐分解[63 ] . 研究[65 ] 表明, 蠕变时因α 2 相溶解W偏聚在α 2 /γ 界面上, 从而减缓α 2 相的溶解. 尤其当α 2 相主要以台阶的界面扫动方式溶解时, 台阶附近W的偏聚尤其明显, 甚至诱导B2相的析出, 这些因素均阻碍α 2 相的溶解, 提高片层组织的稳定性。
Nb的情形不一样, 也更复杂. Nb元素的强化作用, 特别是高铌含量合金中Nb的强化机制一直存在争议. 已提出的机制包括: 低Al含量强化[66 ] 、Nb的固溶强化[67 ] 和反结构桥(anti-structural bridges, ASBs)强化[68 ] . 但Woodward等[69 ] 的计算表明, Al的反位原子强化作用显著, Ti反位原子则很弱. Nb的固溶强化作用同样较弱. 这样低Al含量强化和Nb的固溶强化作用均难以解释高铌合金的高强度. ASBs的强化作用类似于Snoek气团, 由一个反位原子和一个空位结合构成, 它们吸引并阻碍位错运动. 但计算结果[70 ] 表明, 富Ti侧的两类ASBs均导致系统能量升高, ASBs在富Al侧反而容易形成, 因此ASBs机制也难以解释高铌合金的高强度. 当Nb含量较低时, 实验和计算结果均表明, Nb在TiAl中占据Ti亚点阵位置[71 ] . 当Nb含量较高时, 计算结果[70 ] 表明, Nb会转而占据Al亚点阵位置, 并且会在该亚点阵上形成短程有序. 这种短程有序对合金具有显著强化作用, 且可保持到高温, 因此这个强化机制可以较好地解释高铌合金的高强度[70 ,72 ] 。
第三类元素位于周期表的右上方, 包括B, C, Si, 在某种意义上O, N也可视为合金化元素. B是一个重要的元素, Bryant等[73 ] 首先报道了将TiB2 加入铸造γ -TiAl合金中具有细化晶粒的效果, 将纯B加入可形成TiB2 , 具有同样的细化晶粒的效果. 但晶粒细化的机理复杂[74 ] , 其效果不仅与Al含量有关[75 ] , 也与其它合金元素有关[76 ] . 随合金体系和反应动力学等因素不同, 硼化物具有复杂多变的结构和不同的形貌[77 ] . Hecht等[76 ] 研究了低B含量对高铌合金的晶粒细化效果, 发现在β 凝固合金中, 只要B含量超出它在β 相中的溶解度, 形成的硼化物便可向α 相提供异质形核核心, 从而使α 相晶粒显著细化. 但一旦出现包晶α相, 则细化效果大打折扣。
C可大幅度提高γ -TiAl合金的蠕变抗力, 如添加0.2%的C可使Ti-48Al-1V的蠕变抗力提高6倍[11 ] , 在TNM合金中添加0.2%的C具有类似效果[78 ] . 但C显著降低合金的室温塑性, 特别是对铸造合金. C的强化作用主要来源于MAX相析出物[79 ,80 ] , 经过热机械处理, MAX相碳化物尺寸可细化至几十纳米, 它们甚至可以成为纳米孪晶的异质成核核心, 从而释放应力集中, 改善塑性变形[81 ] . C对铸态合金的脆化作用可能主要源于碳化物的粗大尺寸和分布形态。
少量Si (1%以下)在γ -TiAl合金中主要形成Ti5 Si3 相, 从而提高蠕变强度, 通过阻碍动态再结晶增强显微组织稳定性[82 ,83 ] . 虽然Ti5 Si3 与γ -TiAl的晶体结构差别较大, 但几何分析和电镜观察表明, 两者具有几乎完全共格的界面[84 ] . 低的界面能使Ti5 Si3 具有较高的稳定性, 不易发生Ostwald熟化, 即便长大也不会轻易失去与γ -TiAl的共格关系。
O和N对γ -TiAl合金性能的作用与C类似, 例如O被用于增强蠕变抗力[23 ] . O在γ 相中的溶解度仅约为0.03% (原子分数)[85 ,86 ] , 因此, 不同含量的O对γ -TiAl合金具有固溶强化和析出强化(Al2 O3 )作用, 但会使室温塑性恶化. 例如: 加入0.3%的O会使Ti-50Al合金的室温和高温屈服强度提高1.5倍, 而当O含量从0.03%增至0.08%时, 延伸率降低约2~3倍[87 ,88 ] 。
其他元素(如Zr, Re, Fe等)在γ -TiAl合金中不常见, 但也有相关研究. Zr在周期表中与Ti同族, 加入γ -TiAl中会使γ 相c/a比减小, 从而增进各向同性变形[89 ] . 同时, Zr的原子体积小于Ti, 具有固溶强化效应, 且Zr使γ 相中成键的方向性略有增大, 提高位错滑移的点阵阻力, 也具有强化作用. 从电子结构角度看, Fe具有较强烈的效应, 因为Fe-Ti键和 Fe-Al键具有相似的键强[71 ] , 因此, 添加Fe有可能降低γ -TiAl合金性能对Al含量的敏感性. 日本IHI公司研发的Ti-45Al-1.3Fe-1.1V-0.25B合金中就添加了Fe. Re在单晶高温合金中是极为关键的贵重元素, 由于价格和比重的原因, 其作为γ -TiAl的合金化元素则极罕见, 只有法国国家航天航空研究中心研制的G4合金(Ti-47Al-1Re-1W-0.2Si)采用[90 ] . 值得一提的是, Re和W同为难熔元素, 但晶体结构不同(Re具有hcp结构), 对γ -TiAl合金的强化机理也大相径庭. 具有最低蠕变速率的G4合金其蠕变抗力并不取决于片层组织, 而取决于变形亚结构; 富集Re的枝晶间γ 相决定了该合金具有高的蠕变抗力[91 ] 。
2.2 显微组织类别
γ -TiAl合金与其他金属间化合物一样, 其性能除了取决于显微组织, 还敏感地依赖于凝固和热加工造成的缺陷. 对于某些形态的显微组织而言, 织构致使性能具有强烈的各向异性. 本文对于显微组织的讨论将结合凝固反应和热加工展开, 不设专节论述. 但为叙述方便起见, 对γ -TiAl合金的显微组织类别简介如下。
对于γ +α 2 两相合金, 一般可以得到近γ , 双态, 近片层和全片层4类显微组织. 这4类组织可分别通过在图1中γ +α 两相区不同温度热处理获得[19 ] . 对于任一成分, 其垂直线与a /γ +α 相界的交点温度为Tα , 共晶温度为Te (图1中为1120 ℃), 则在Tα 至Te 的线段上可分为上、中、下3段。
在下段温度区间热处理时, 通常得到近γ 组织, 由较粗大的γ 相和被α 2 颗粒钉住的尺寸较小的γ 相组成. 在中段温度区间热处理得到双态组织, γ 和α 两相的体积分数近似相等, 其竞争生长导致较细小的晶粒尺寸. 在上段温度区间热处理得到近片层组织, 由粗大α 片层晶粒和少量γ 晶粒组成. 在高于Tα 短时热处理后冷却, 得到全片层的γ +α 2 两相组织. 片层面平行于α 2 相的基面和γ 相的{111}面, γ 相从α 中的析出符合Blackburn位相关系[38 ] . 这个反应正好与块状相变相反(块状相变是α 相从快速冷却获得的亚稳γ 相中析出)。
2.3 熔炼与凝固反应
由原料和中间合金经熔炼得到合金锭是一切后续加工和成形的基础. 它直接影响铸态合金的显微组织、织构和合金元素的分布, 对于等温锻造和热挤压等热加工和粉末冶金过程也有重要影响。
从图1可以看出, γ -TiAl合金的高温区在相对较窄的Al含量范围内存在2个包晶反应, 这使显微组织对Al含量变化很敏感, 进而导致性能对成分特别是Al含量很敏感. 宏观成分偏析主要与熔炼方法和熔炼参数的控制有关, 微观偏析和织构则主要与凝固反应有关. 熔炼方法, 特别是工业规模的熔炼方法是建立材料供应链的一个关键环节, 对于γ -TiAl合金的研发与应用具有重要意义. 一个著名的实例是GE公司在上世纪90年代前期采用4822合金试制CF6-80C低压涡轮叶片时遇到的困难. 为保证4822合金的性能一致性, 要求将Al含量控制在±0.75% (质量分数)范围内, 但当时Howmet公司和Timet公司的真空自耗熔炼(VAR)技术只能实现±3%Al (质量分数)的均匀性. 由于成分均匀性不满足要求, GE公司不得不研发了一种特殊的热处理工艺使铸造叶片的性能满足要求[24 ] . 后来Allvac公司通过研发改进VAR工艺, 才使Al含量波动范围达到GE公司的要求, 从而建立了4822合金的工业规模熔炼技术, 消除了γ -TiAl合金应用的拦路虎。
目前适用于γ -TiAl合金的熔炼方法主要有3种: VAR, 等离子电弧熔炼(PAM)和感应凝壳熔炼(ISM). 这3种方法各有优缺点: VAR可熔炼大锭型, 但若存在高、低密度夹杂则不易消除; PAM可以消除高、低密度夹杂, 但可能卷入气泡, 不宜作为末次熔炼方法; ISM成分均匀, 但锭型小, 过热度低, 一般仅约20 ℃. 因此, 对于变形合金所需的大锭型, 末次熔炼宜采用VAR; 对于部件铸造, 只能采用ISM方法. 这样熔炼变形合金的可能组合为: VAR+VAR(+VAR), 或PAM+VAR, 或ISM+VAR. 精密铸造的可能组合为: VAR(+VAR)+ISM, 或PAM+ISM. 视具体用途对合金锭质量的要求, 括号内的熔炼步骤可有可无。
从合金质量和经济性来衡量, 无论对于形变合金(末次熔炼为VAR)还是铸造所用母合金的制备(末次熔炼为ISM), 首次熔炼采用PAM均是最佳选择. PAM铸锭从心部到外缘的成分变化问题不大, 因为在末次熔炼过程中均可以进一步均匀化, 但从锭头到锭尾的宏观成分偏析则无法消除(VAR的熔池小, 只是局部熔化; ISM需将一个母合金锭切成数段浇成不同的零件). 易挥发的Al的含量最难控制, 且作为轻元素对其进行准确的定量分析也非常困难. Howmet公司对PAM锭的研究[92 ] 表明, Al含量分析误差对45XD和47WSi合金而言, 分别占到技术指标许可范围的32%和47%, 显然难以达到控制指标(特别是对47WSi合金). 成分偏差等熔炼质量也与熔池深度、熔液驻留时间、中间合金质量、进料方式和速度等熔炼参数有关[33 ] . 例如, 对于47WSi合金[92 ] , 当所用W-Al中间合金为细颗粒时, PAM锭沿锭长的Al含量变化量达2.5% (质量分数, 约3.1% (原子分数)), 而当采用粗颗粒中间合金时, 沿2.5 m锭长的Al含量变化量仅为0.6% (原子分数)。
γ -TiAl合金凝固时形成的初始相及其织构与成分和冷速都有关系. Witusiewicz等[10 ] 的实验结果表明, Ti-Al二元合金在常规冷速下, Al含量在45%以下时为β 凝固; Al含量在49%以上时α 是初始凝固相; Al含量在45%~49%之间时β 枝晶首先形成, 随后α 相以包晶反应方式形成. 从De Graef等[93 ] 的结果推测, 次生的α 相与初生的β 并不遵从Burgers位相关系[43 ] . 对于4822合金, 冷速较高时α 相的[0001]沿热流方向, 导致随后按Blackburn位相关系[38 ] 形成的γ {111}片层面垂直于热流方向; 慢冷时, 平行于热流的方向变成了< 10 1 - 0 γ 相{202}面垂直于热流方向. Johnson等[94 ] 因此提出, 包晶α 相并不依附于初生β 相成核, 而是从熔液中直接成核凝固。
Ti-48Al合金在凝固过程中涉及2个包晶反应, 因此, 在枝晶间很短的距离内Al的微观偏析高达9%[95 ] , 这是由于包晶α 相中扩散较慢的缘故. 相对来讲, β 凝固合金如Ti-45Al的微观偏析则要小得多, 因为β 相的扩散系数要比α 相高2个数量级, 该合金更接近于平衡凝固[96 ] . 但是, 同为β 凝固的Ti-45Al-8Nb合金情形则大不一样, 由于Nb难以扩散, β 相凝固时存在微观偏析。
除了控制成分偏析, 研究凝固反应的重要意义在于寻求细化铸造合金晶粒的途径. 凝固路径及随后的固态转变决定显微组织, 而晶粒和片层晶团的大小和形状则取决于初生相和包晶相的竞争生长、凝固条件以及固态转变的成核方式与动力学. 对于二元Ti-Al合金, Al含量对枝晶尺寸有影响, 但并不显著. 实验结果[97 ] 表明, 在含47%Al时枝晶尺寸具有最小值, 而成核与成分过冷模型在假设2 K过冷度条件下得到β 初生相和α 包晶相共存生长的成分区为(46.1%~48.6%)Al[33 ] , 两者一致. Eiken等[98 ] 的相场模拟结果表明, 对于包晶合金, 若成核过冷度减小可细化晶粒. 对于铸造过程而言, 唯一可控的凝固条件是冷速, 通常通过调节模壳预热温度实现。
2.4 热加工
热加工是利用变形、再结晶和相变等原理使熔铸或粉末冶金获得的坯料实现破碎凝固组织、弥合凝固缺陷、控制织构、优化性能乃至制备部件毛坯的过程. 其中适用于γ -TiAl合金的开坯工艺主要是等温或近等温锻造和热挤压, 坯料需要热等静压, 多数合金需要包套. 二次热加工或成形工艺主要有模锻和轧制. Appel等[33 ] 总结了文献报道的热变形实验, 发现铸造及粗晶合金的变形受位错攀移和动态再结晶控制, 而经过变形和再结晶或由粉末冶金得到的细晶坯料在变形过程中还可发生晶界滑移[99 ] 。
将粗大凝固组织破碎的热加工过程称为开坯. 绝大多数γ -TiAl合金凝固后均为γ +α 2 粗大片层组织. 多数合金的两相区变形温度均在1100~1300 ℃, 远高于钛合金(800~1000 ℃), 且片层组织的变形难度远高于等轴晶组织, 以上特点决定了γ -TiAl合金的开坯过程很难在常规工业设备上进行. 一般开坯失败分3种情况: 断裂, 晶界孔洞所致破坏和流变局域化所致失效. 在低温高应变速率区域变形, 材料发生晶间脆断; 而在低温低应变速率区域变形则易在片层界面等处出现楔形裂纹; 在高温低应变速率区域变形, 材料发生韧性孔洞失效[100 ] . 决定材料由脆性向韧性失效转变的主要因素是动态再结晶. 由于成分不均匀和片层组织不均匀再结晶等原因, γ -TiAl合金易出现流变局域化, 发生剪切带等变形失稳破坏。
图4 Ti-47Al合金在1200 ℃单道压缩至70%的扫描电镜照片[109 ]
Fig.4 SEM image showing deformation and fragmentation of lamellae of Ti-47Al alloy single pass compressed to 70% with strain rate 0.01 s- 1 at 1200 ℃[109 ]
在α 单相区(一般在1300 ℃以上)热加工可细化晶粒, 冷却后形成细小全片层组织, 但有2个不利因素: 一是要求热加工后在α 单相区停留时间尽量短, 以避免晶粒长大, 这要求较高冷速, 对于尺寸大的构件难以实现; 二是这种组织只适于最终组织, 对于还需继续变形或成形的中间坯料则不合适, 因为全片层组织远较等轴或双态组织更难变形。
基于以上考虑, 已报道的多数合金的热加工选在γ +α 2 两相区. γ 的动态再结晶伴随着α 2 相的球化, 这个过程不可避免地涉及到两相间的相变. 有序相的晶界迁移速率可比无序合金低2个数量级[101 ,102 ] , 因此, 再结晶过程要比无序合金慢得多. Semiatin等[103 ] 的研究表明, 对于给定的变形应变, 发生再结晶和球化的体积分数随应变速率降低而增大, 且再结晶的体积分数随温度升高而增大[104 ,105 ] . 换言之, 除了前述避免锻造开裂的考虑之外, 通过再结晶充分破碎、转化粗大铸态组织也要求高温和低应变速率的变形条件. Imayev等[106 ,107 ] 和Fröbel等[108 ] 观察到动态再结晶首先发生于片层晶团界面处, 形成珍珠链状形貌. 对于铸态粗大片层组织, 变形极不均匀, 出现了高度局域化的形变带, 这些形变带甚至贯穿整个工件, 带内形成细小γ 相等轴晶粒或细小两相混合晶粒. 带外变形储存能很小, 再结晶缓慢. 对于片层面平行于加载方向的硬取向晶粒, 片层发生弯曲扭折失稳. 这些不均匀的局域变形和动态再结晶均是应力-应变曲线呈动态软化的原因. 孙伟[109 ] 采用热压缩实验模拟2种合金的等温锻造过程, 通过改变温度、应变速率、道次变形量和道次间停留时间等参数, 系统研究了原始粗大片层结构的破碎过程. 图4给出了Ti-47Al合金在1200 ℃单道压缩至70%的显微组织, 图中压缩方向为垂直方向. 底部垂直于压缩方向的片层已发生碎化分段; 顶部倾斜片层尚基本完好, 但片层界面出现微裂纹(箭头所示); 中间2个晶团界面区域已发生再结晶. 研究结果表明, α 2 相的球化过程滞后于γ 相的再结晶, 而再结晶与应变量和片层位向有关. 片层垂直于加载方向的晶粒最易发生再结晶; 倾斜位向的片层比较稳定, 可能因平行于片层界面的位错滑移使应变得以释放, 但最终这些晶粒通过晶界滑移均会转动到近似垂直于加载方向; 平行于加载方向的片层发生扭折弯曲和断裂, 实现碎化和球化. 图5为实验观察到的再结晶和球化过程示意图[109 ] 。
热挤压是另一种常见的开坯方式. 由于模具不加热, 必须采用包套和隔热层以保证坯料温度的一致性. 热挤压需要考虑的主要问题包括: 包套与坯料在挤压温度下强度的匹配; 变形热导致的坯料心部温度升高; 成分不均匀性导致的沿挤压方向的带状组织; 变形织构. 总地说来, 热挤压工艺的可控性要好于等温锻造, 因此性能的一致性较好. 与单方向等温锻造一样, 力学性能具有各向异性, 这可能源于微观组织的各向异性, 如变形带方向和拉长的晶粒形状, 也可能源于变形织构[110 ,111 ] . 对于圆形对称截面坯料而言(如圆柱坯料经锻造成圆鼓形状或挤压成圆杆状), 织构不明显, 显微组织呈各向异性, 主要是片层面垂直于锻造方向, 平行于挤压方向, 导致力学性能的各向异性[110 ,111 ] . 可以利用这种各向异性制造某些杆状部件, 如可从挤压圆棒直接加工获得高性能汽车发动机排气阀. 图6示出了中国科学院金属研究所采用这种工艺为英国Ilmore汽车发动机公司制造的γ -TiAl合金排气阀及挤压坯料。
图5 γ-TiAl合金片层碎化过程[109 ]
Fig.5 Schematic showing lamella fragmentation of γ -TiAl alloy[109 ] (a) recrystallization of γ and spheroidization of α 2 first occurred at colony boundaries, with inclined lamellae rotating to become horizontal and segmented(b) hard-orientation lamellae segmented through bending and kinking(c) grain refinement due to γ lamella fracture(d) grain refinement due to γ recrystallization
对于换向锻造或非圆截面挤压, 织构必然发生改变, 只有详细追踪形变步骤和织构演变过程, 才能完全掌握微观组织和力学性能随位向的变化规律, 但研究报道极少. Liu等[112 ] 对4722-0.15B合金进行了矩形截面两相区热挤压, 并对挤压态和热处理态显微组织、织构和力学性能演变进行了系统研究. 图7示意总结了挤压与热处理过程中织构的演化过程[112 ] . 挤压件表面(宽面中间位置)与心部γ 相的织构相差很大: 心部为Copper, S, Brass分量组成的β -纤维织构为主, 而表面为Brass和B/G auxiliary分量组成的α -纤维织构为主. 心部与表面在挤压过程中均发生了再结晶, 但表面再结晶体积分数更高. γ 相中形成的丰富织构是其经历的非均匀形变、相变和再结晶过程的反映. 在表面区域存在的C-twin, Y, Z等织构分量表明挤压件表面发生了机械孪晶和切变带. 而B/G auxiliary分量则是由变形向立方再结晶织构的过渡分量. fcc金属再结晶尚未弄清的一个问题是立方织构分量到底源于定向成核还是定向生长[113 ,114 ] . B/G auxiliary分量的存在则为定向成核理论提供了直接证据. 心部Brass织构分量则是因变形过热造成的α 相变所致. 挤压件表面和心部α 2 相的织构类似, 以{ 11 2 - 0 10 1 - 0 α 相固溶处理后经由定向生长再结晶形成{ 10 1 - 0 11 2 - 0 α 相晶粒间具有小角晶界, 在初始再结晶时长大缓慢, 只有在二次再结晶时才加速长大. 这样只要热处理时间控制在两次再结晶之间, 就可以既实现α 固溶, 又避免了晶粒快速长大, 冷却后可获得较理想的细晶全片层组织. 以上结果表明, 对于非圆截面挤压, 除了微观组织各向异性外, 织构导致的各向异性也是力学性能各向异性的重要原因.
图6 中国科学院金属研究所采用热挤压工艺制造的γ -TiAl合金汽车发动机排气阀坯料和加工得到的排气阀
Fig.6 Hot extruded preforms of γ -TiAl (a) and car engine valves machined from the preforms (b) (Institute of Metal Research, CAS)
图7 挤压态组织在α 固溶处理和冷却时织构演化示意图[112 ]
Fig.7 Schematic diagrams illustrating texture evolution and formation of lamellar orientation during α solution treatment and subsequent cooling (The extrusion direction ED is horizontal and the transverse direction TD is vertical. The area of each color is roughly proportional to the intensity of the texture component it represents. The pairs of texture components of the α 2 and γ phases that obey the Blackburn orientation relationship are indicated below the thermo-mechanically treated lamellar (TMTL) microstructure)[112 ]
2.5 性能
决定γ -TiAl合金高温应用温度潜力的主要性能是蠕变和抗氧化能力, 疲劳特性和断裂韧性则决定应力水平和使用寿命. 尽管这类材料的室温塑性难以提高, 但保证一个最低值对于加工、安装等操作和防止局部应力集中造成部件断裂是必须的. 本文不专门介绍高温强度、室温塑性及变形机制, 而集中论述与应用紧密相关的3类性能: 蠕变、氧化和疲劳。
2.5.1 蠕变 关于γ -TiAl合金的蠕变已有很多综述[33 ,115 ,116 ] , 在各种显微组织中, 以全片层组织蠕变性能最佳[117 ,118 ] . γ -TiAl合金的蠕变与一般金属有诸多不同: 在第一阶段应变量较大; 几乎没有第二阶段(稳态蠕变阶段); 而第三阶段可以很长. 这样尽管蠕变寿命很长, 但蠕变变形量过大, 对制作尺寸精度要求高的部件不利. 在一、三阶段之间通常只能测量一个最小蠕变速率. 金属的稳态蠕变是加工硬化和动态回复达到并维持平衡的结果, 位错亚结构在这一阶段得到充分发展, 但在γ -TiAl中没有形成位错亚结构, 只观察到均匀分布的普通位错和形变孪晶[119 ,120 ] . 在γ -TiAl合金复杂的显微组织中多种机制共同作用, 使蠕变速率控制机制难以确定. 随应力增大, 应力指数因子连续增大, 导致模型分析不具有预测和指导意义.
大量研究表明, 微观组织是决定片层γ -TiAl合金蠕变特性的主要因素. 首先, 蠕变速率随晶粒尺寸的变化并不明显(特别是当晶粒尺寸较大时)[121 ] , 但晶界形貌作用明显, 交错的锯齿状晶界可明显降低蠕变速率. 其次, 蠕变速率对α 2 相的体积分数不敏感, 但对片层厚度很敏感, 特别是在高应力条件下, 细片层明显降低蠕变速率, 但片层过薄则不稳定, 易发生相变. 在低应力下, 因发生动态再结晶和片层界面滑移, 片层厚度的作用不明显. 第三, 蠕变速率对片层位向很敏感, 硬位向的蠕变抗力明显高于软位向[122 ] 。
γ -TiAl合金在蠕变第三阶段的应变通常高达15%~25%, 其机制不限于一般金属中的孔洞和缩颈(在γ -TiAl合金中这些机制仅在断裂前起作用), 还有动态再结晶[123 ] 、形变带[124 ] 、晶界滑移[125 ] 和α 2 →γ 相变[126 ] . 在这些过程中, 似乎动态再结晶和相变起主导作用[33 ] 。
由于γ -TiAl合金第一阶段蠕变抗力较小, 甚至在某些应用条件下蠕变应变可以超出设计许可值, 因此, 降低该阶段蠕变速率是过去20年的重要研究内容. 研究[127 ] 表明, 片层界面位错源和已存在的大量位错是全片层组织第一阶段蠕变速率较高的主要原因. 随着界面源增殖位错的逐渐枯竭, 第一阶段蠕变速率逐渐减小. 一个有趣的现象是第一阶段蠕变应变与应力有关[128 ] , 只有当高于某临界应力时, 第一阶段蠕变才会快速增大. 通过添加C, O, N等元素在片层界面形成析出相阻碍位错源开动和通过难熔金属合金化提高临界应力是提高γ -TiAl合金第一阶段蠕变抗力的有效手段。
2.5.2 氧化 γ -TiAl合金的高温氧化是一个看似相对简单、实则非常复杂的物理与化学过程. 氧化抗力从本质上取决于α -Al2 O3 与TiO2 等Ti的多种氧化物的形成与竞争生长, 以及化学成分、相组成和微观组织、气氛、温度、表面力学与化学状态、扩散元与扩散通道等因素对竞争反应的影响. 这个十分复杂的体系中多种机制同时或先后发挥作用, 导致氧化反应随时间和样品深度发生阶段性变化, 并可能伴随多种过渡状态和亚稳相的产生和消失. 由于实验细节不同, 不同研究者对同一问题常常得到貌似矛盾的结果. 例如: Taniguchi等[129 ] 发现水蒸汽显著加快Ti-50Al的氧化速率, 而Brady等[130 ] 则发现水蒸汽对形成Al2 O3 层的合金的氧化性能影响不大, Zeller等[131 ] 则认为水蒸汽的作用取决于氧化层中的TiO2 和Al2 O3 的相对含量. 对于同一元素, 其对氧化性能的影响也与反应的阶段性相关, 例如: Cr在氧化第一阶段促进Al2 O3 形成, 对抗氧化有益; 但在第二阶段加快Al2 O3 分解从而加速氧化过程[132 ] . N则相反, 在第一阶段因形成TiN干扰Al2 O3 形成从而对抗氧化不利, 但在后期若能形成相对连续的氮化物层则可减缓亚表层的内氧化从而减慢Al2 O3 层的消解[132 ,133 ] . 迄今唯一没有争议的合金元素只有Nb, 所有报道的结果一致认为Nb提高γ -TiAl合金的抗氧化性能.
鉴于γ -TiAl合金氧化环节的复杂性和实验研究每一环节机理的难度, 有必要从理论上加以研究, 以理解这些机理与氧化反应细节. 第一原理计算有助于理解氧化反应的热力学与动力学过程, 例如, 对于最简单的纯Ti, 其优异的耐腐蚀性能源于TiO2 /Ti体系, 而计算表明该体系能量高于几种低价氧化物TiO2 - x , 这样氧化膜是一个由扩散控制的非平衡结构[134 ] . 实际上这些低价氧化物在γ -TiAl氧化早期阶段均已观察到[135 ] . γ -TiAl合金氧化的基本问题包括: O原子的吸附行为, 合金原子对Ti-O和Al-O键的影响, 以及合金化对氧化膜生长的影响. Song等[136 ] 的研究表明, 除了Al原子层覆盖的(001)表面外, O原子在其他位置吸附均使O-Ti键强于Al-O键, 但当已存在TiO2 时, Al-O键则强于O-Ti键[137 ] , 有利于Al2 O3 层的形成, 这与实验观察到的γ -TiAl表面氧化膜由TiO2 组成, 而亚表面由Al2 O3 +TiO2 组成的结果一致[138 ] . 计算[137 ] 表明, 在γ -TiAl表面Nb原子使O离开TiO2 而与Al结合成键, 这应该是Nb改善γ -TiAl合金抗氧化性能的本质原因. 对氧化能的计算结果[139 ] 表明, 除Sc之外的大多数元素均降低Al2 O3 和TiO2 的稳定性. Co, Ni, Cu, Zn等提高Al2 O3 相对于TiO2 的稳定性, 而Nb, Mo, W, Re则与之相反. Al2 O3 过于稳定可能导致柱晶生长, 不易形成连续氧化膜; 而较低稳定性的Al2 O3 则更易横向生长, 阻碍内氧化, 从而提高抗氧化性能。
绝大部分氧化研究采用空气或O2 或氧化气氛, 只有一项研究采用了模拟燃烧气氛[140 ] . 结果表明, 只要表面形成了连续Al2 O3 膜, 在模拟燃气中的抗氧化性能优于空气. Kumagai等[141 ] 发现, 在γ -TiAl合金表面卤族元素可以促进连续Al2 O3 膜的形成, F的作用要好于Cl[142 ] 。
与氧化相关的一个重要问题是在使用温度(如650~700 ℃)暴露后的热稳定性, 即室温脆化问题, 不同的研究者提出了多种解释. 法国国家航天航空研究中心对此进行了较系统的研究[90 ] , 结果表明, 长期热暴露后的脆化为表面脆性层所致(包括氧化层、贫Al层、富Nb析出相), 而短期热暴露后的脆化则与以下因素的综合作用有关: 富氧表面, 机械孪晶在表面扩展受阻, 冷却造成的残余应力梯度. 卤族元素尽管可改善抗氧化性能, 但对解决表面脆化问题似乎不起作用[33 ] 。
2.5.3 疲劳与断裂 对于具有本征脆性的金属间化合物, 其断裂和裂纹扩展行为从根本上取决于以下几方面因素的影响: 合金化决定的原子尺度的键合强度; 裂纹与位错、孪晶、晶界和相界等缺陷的交互作用; 温度、加载速率、气氛等环境参数.
大量研究[143 -145 ] 表明, γ 单相合金极脆, 其韧性要比两相合金低得多. 这主要是因为γ 相中d电子与各向异性分布的p电子杂化, 导致极强的方向键[146 -148 ] . 两相合金中全片层组织的断裂韧性(25~30 MPam1/2 )则明显高于双态组织(9~17 MPam1/2 ); 而对全片层组织而言, 粗晶的韧性要好于细晶; 但片层厚度的影响不明显[145 ] . 这些微观组织参数以及片层位向对断裂韧性的影响源于裂纹与片层界面的交互作用. Yoo等[149 ,150 ] 的理论研究表明, (100)γ γ ( 0001 ) α 2 γ ( 0001 ) α 2 [1/2151,152 ] . 这表明, 全片层显微组织若因热加工或铸造产生织构将对断裂韧性产生重要影响.
一般认为变形产生的晶体缺陷如孪晶和位错或多或少对裂纹有一些阻碍作用, 但在很大程度上取决于局部的晶体学位向, 所以在宏观上很难实验验证. 通过预变形引入大量位错, 观察到断裂韧性的提高[153 ] , 提供了位错阻碍裂纹扩展的间接证据。
随温度升高, 裂尖的塑性变形钝化作用愈加显著, 断裂韧性提高. 一般材料随加载速率提高, 裂尖区位错运动速度会逐渐跟不上裂纹扩展速度, 导致韧性下降. 但在γ -TiAl合金室温测试时观察到相反的规律[154 ] , 这种现象被解释为环境因素的影响, 在低加载速率时发生氢脆降低韧性, 高加载速率时裂纹面为新鲜表面, 反而具有较高韧性。
在早期研究中, Sastry和Lipsitt[155 ] 已发现γ -TiAl的疲劳强度在室温到700 ℃范围对温度不敏感. 疲劳极限与循环周次的曲线形状和显微组织类别有关[156 ] , 但均高于极限拉伸强度的75%, 这个结论与材料强度无关, 因此在高强度合金中也成立. 在多数情况下, 疲劳裂纹起源于表面, 因此, 表面加工状况、应力分布和缺陷性质对疲劳抗力的影响比较明显[157 ,158 ] . 总地看来, 非尖锐裂纹对γ -TiAl合金而言不是大问题. 对于长裂纹而言, 基于门槛值的损伤容限方法也适用[159 ,160 ] , 但对于尺寸小于显微组织单元的短裂纹, 门槛值方法失效[161 ] 。
低周疲劳性能主要与合金成分有关, Umakoshi等[162 ] 对PST晶体(polysynthetically twinned crystals)的研究表明, 随Al含量下降, 片层厚度下降, 材料强度和低周疲劳抗力上升. 对于3个第二代合金, 在同为近全片层组织状态下, 45XD合金的低周疲劳性能最好, 4822居中, 48WSi合金最低. 由于双态组织的室温塑性较全片层组织好, 其低周疲劳性能也优于全片层组织[163 ] 。
由于γ -TiAl合金室温塑性低, 低周疲劳研究报道很少. Gloanec等[164 ] 对铸态4822合金的研究表明, 在低应变幅循环变形时, 变形结构主要由普通位错构成, 初始硬化微乎其微; 中等应变幅循环时, 形成脉管状亚结构; 而在高应变幅时, 变形结构由孪晶主导, 循环应变强化效果显著. 而在750 ℃循环时, 变形结构由弯曲长位错组成, 表明交滑移和攀移机制被激活. 高温同时导致变形结构的回复, 位错缠结和位错环的湮灭与位错环的扩大相互竞争,致使应变硬化消失, 甚至出现应变软化现象[164 ] . 在高温循环条件下应力诱导相变和再结晶更易发生[165 ,166 ] , α 2 相溶解, 析出γ 或其它亚稳相。
由于γ -TiAl合金中的缺陷不可避免, 叶片等部件在应用过程中也会遭到外物冲击造成损伤, 因此, 掌握裂纹扩展规律以期预测剩余寿命十分重要. 显微组织对裂纹扩展有显著影响, 片层组织对长裂纹扩展的阻力最大, 粗晶合金好于细晶合金(粗晶闭合效应更显著). 总地来看, 在低扩展速率区, 显微组织的影响相对较小, 但当疲劳裂纹扩展速率da/dN>10- 8 m/cyc时差别明显增大[167 ] 。
真空环境实验结果[168 ] 表明, 经弹性模量修正的有效裂纹扩展门槛值随温度变化保持不变. 环境的影响主要是改变了da/dN曲线的形状, 使门槛值降低、斜率增大. 环境中最主要的影响因素是水蒸汽, 它吸附在裂纹尖端, 分解后导致氢脆[167 ] 。
尽管粗大片层组织的裂纹扩展门槛值最高, 但裂纹扩展门槛值是适用于长裂纹扩展的概念, 难以用于短裂纹. 短裂纹会在低于门槛值扩展, 且速度较快. 对于双态组织, 可以得到一个低于长裂纹扩展门槛值的有效裂纹扩展门槛值, 对设计有指导作用[169 ] . 对于片层组织则无法建立这样一个有效裂纹扩展门槛值[170 ] , 因为裂纹沿片层界面扩展的阻力很低[151 ,152 ] . 因此, 尽管粗大片层组织的裂纹扩展门槛值最高, 综合考虑短裂纹的萌生和扩展, 细小片层组织的疲劳寿命更佳。
2.6 成形
成形是将某种形式的坯料制作成部件或其毛坯的过程. 对于变形合金而言, 成形可视为三次加工, 包括模锻、轧制+超塑成形等工艺. 对于铸造合金而言, 成形是除母合金熔炼的二次加工. 粉末冶金过程比较复杂, 近净形热等静压成形和3D打印可视为二次加工, 但也可采用这种二次加工方法先制备粉末冶金坯料, 再采用等温锻、挤压或轧制等进行三次加工. 显然, 结构件制造成本随加工链的长度和复杂程度成比例上升, 这也是变形的γ -TiAl合金尚未获得大量应用的主要障碍. 成形采用的变形工艺与热加工在原理上没有本质区别, 这里不再论述, 只简要讨论不需进一步变形、成本相对较低的两类近净成形工艺: 精密铸造和粉末冶金+热等静压。
2.6.1 精密铸造 适用于γ -TiAl合金的精密铸造方法[33 ,171 ] , 取决于熔炼方法、浇注方式和模壳材料的组合, 有很多变种. 熔炼方法包括感应熔炼(陶瓷或水冷金属坩埚, 陶瓷可获得高过热度, 但夹杂和间隙污染使它并不适于航空部件等关键应用, 金属坩埚若采用高功率熔炼, 则可使熔液悬浮, 又称悬浮熔炼)、凝壳熔炼; 浇注方式包括静态重力、反重力、吸铸、离心(离心包括水平和垂直2种方式, 均可再细分为泼注和旋溢); 模壳材料包括重复使用的金属模和一次使用的陶瓷模. 使用陶瓷模的又称失蜡铸造(investment casting), 是精密铸造(precision casting)中应用最广泛的一种. 这里仅简要讨论文献报道的适用于航空发动机涡轮叶片的铸造方法.
目前PCC公司为GEnx发动机铸造的4822合金低压涡轮叶片采用的是重力铸造, 叶片采用超尺寸设计, 需要进行机械加工[49 ,50 ] . 同时GE公司也在开发净尺寸叶片成形工艺, 文献[49]报道了一种水平旋溢离心精密铸造的模拟结果. 欧洲的IMPRESS项目支持开发了一种垂直旋溢离心铸造工艺[172 ] . 这些新工艺技术特色鲜明, 但在成品率、缺陷统计表征、批量生产成本分析与控制等方面尚未见报道。
中国科学院金属研究所和德国ACCESS公司相继开发了γ -TiAl合金涡轮叶片的泼注式水平旋转离心铸造工艺, 这是一种常规材料使用最多的精密铸造工艺, 具有降低成本的最大潜力. 应该指出, 上述这些铸造技术尽管工艺细节不同, 但均为失蜡铸造, 对γ -TiAl合金涡轮叶片的制造而言, 其工艺十分复杂, 均包括4个部分: 母合金制备、模壳制备、铸造和质量检验控制. 图8示出了这些工艺环节的主要步骤[173 ] 。
由于Ti的化学活性高, 对γ -TiAl合金的铸造, 必须采用比Ti的氧化物更稳定的氧化物制作模壳面层, 才能最大限度地降低间隙元素污染和夹杂. 在γ -TiAl熔点温度附近, 只有3种元素的氧化物满足上述要求: Ca, Th和Y. Ca的氧化物吸潮, Th有放射性, 事实上仅Y2 O3 可供采用. 制备具有高的化学稳定性、力学稳定性和热稳定性的Y2 O3 面层是γ-TiAl合金精密铸造的关键技术之一。
由于大推力大涵道比发动机的低压涡轮叶片较长, 弦展宽, 排气边很薄, 截面弯度大, 对冶金质量、力学性能和尺寸精度要求高, 是难度最大的精密铸件之一. 对于净尺寸铸造而言, 最常见的缺陷包括: 排气边难以完好充型, 夹杂, 气孔和表面疏松. 铸造工艺涉及多达十几种参数的权衡与优化. 只有采用高稳定性的模壳面层, 才有可能消除上述4类缺陷[72 ] . 图9为中国科学院金属研究所采用离心精密铸造方法制造的γ -TiAl合金低压涡轮叶片. 已在英国罗罗公司Trent XWB发动机上完成了覆盖一个大修周期的1750次模拟飞行循环考核试验. 图10为采用离心精密铸造方法制造的美国通用汽车公司新概念汽车发动机活塞。
如前所述, 合金设计和母合金制备是获得高质量精密铸件的先决条件之一. 适于精密铸造的γ -TiAl合金应具有下述特点: 晶粒细小且对冷速不太敏感, 无织构, 显微组织对成分微小波动不敏感, 不需要复杂热处理. 从这些要求来看, 在力学性能满足要求的前提下, β 凝固合金比包晶反应合金更适于铸造。
Appel等[33 ] 给出了一个显微组织敏感地依赖于成分的实例. 采用Ti-45Al-5Al-0.2B-0.2C合金铸造汽车增压器叶轮时, 同一批次得到了截然不同的2种显微组织, 经分析, 这种差异起源于成分的微小波动(仅0.3%), 导致2个叶轮分别经历了β 凝固和包晶反应凝固2条路线. 这说明, 该合金并不特别适于铸造应用。
图8 失蜡精密铸造技术的工艺环节[173 ]
Fig.8 Process steps of investment casting process required for casting TiAl components[173 ]
图9 中国科学院金属研究所制造的γ -TiAl合金低压涡轮叶片精密铸件
Fig.9 γ -TiAl low pressure turbine blade produced by centrifugal casting at the Institute of Metal Research, CAS
图10 中国科学院金属研究所制造的γ -TiAl合金汽车发动机活塞精密铸件
Fig.10 γ -TiAl car engine pistons produced by centrifugal casting at the Institute of Metal Research, CAS
B是γ -TiAl合金中普遍采用的晶粒细化元素, 随合金体系和相平衡不同可形成多种晶体结构的硼化物. B的晶粒细化机制复杂, 前文已略有述及. 首先, 对于添加TiB2 的合金[73 ] , 未熔透的TiB2 颗粒可作为初生相的形核核心从而细化晶粒. 其次, 在β 凝固合金中, 低含量B可形成硼化物, 向β →α 固态相变提供α 形核核心而细化晶粒[76 ] . 值得注意的是, 这种机理的细化晶粒效果会随着冷速降低而愈加显著[174 ] , 因此, 在失蜡铸造这种冷速不高的情况下有可能保持铸件的细晶组织. 但这种细化方式会因相邻晶团中片层位向过于接近而降低塑性[175 ] . 第三, 硼化物分布于晶界可限制晶粒长大[176 ] 。
正如McQuay和Sikka[171 ] 所指出, γ -TiAl合金这类新材料的铸造是一个系统工程, 需要从结构件设计、技术开发、质量控制到供应链建立通盘考量. 狭义的“可铸性”通常是指熔液填充铸件型腔的能力, 而广义的“可铸性”应该是航空发动机设计师与材料科学家和铸造工程师联合, 在对减重效果、性能提升和成本综合平衡基础上得到的最优工艺[171 ] , 从研发活动的初始阶段就应设计技术成熟度和生产成熟度提升的路径和方案。
2.6.2 粉末冶金+热等静压 作为近净成形方法的粉末冶金技术的优势在于: 成分均匀, 晶粒细小均匀, 无织构, 性能分散性小[177 ] . 对于γ -TiAl合金这类非常难以变形加工的材料而言, 若采用粉末冶金坯料则还有2个优势: 避免开坯变形, 材料利用率大幅度提高. 航空航天应用要求采用高质量的预合金粉末, 主要有2方面的缺点或风险: 一是某些基于电极的制粉方法对电极成分均匀性要求较高; 二是基于气体雾化的制粉方法会将气体卷入部分粉末, 特别是尺寸较大的粉末颗粒, 已有证据表明这些气泡会对板材超塑性变形产生不利影响[178 ] . 由于Ti的化学活性, 制备γ -TiAl合金粉末需避免陶瓷夹杂和间隙元素污染, 粉末的制备、储存、转运和处理均需要在保护气氛中进行.
在预合金粉末制备过程中, 液滴的快速凝固是一个非平衡过程, 扩散不充分甚至被阻止, α →α 2 +γ 相变进行得不彻底, 因此粉末中α 2 体积分数偏高, 且细粉和He气氛中更明显, 因为冷速更高[179 ] . 旋转电极等真空制粉方法则因为冷速较慢导致Al烧损也会使α 2 体积分数过高. 需要指出的是, 前者成分并未变化, 仅是一种非平衡状态, 在600 ℃退火1 h基本可以消除亚稳α 2 相; 后者则使成分改变[180 ] 。
γ -TiAl合金在α 2 +γ 两相区热等静压过程中发生与制粉过程相反的变化: γ 相的体积分数会反常增大. Huang等[181 ] 的解释是γ 相的“原子体积”小于α 2 相, 因此等静压力条件会促进γ 相过量生成. B的添加可有效阻止热等静压过程中晶粒的长大。
尽管粉末在保护气氛中处理, 但由于气氛纯度等原因, 粉末表面仍然不可避免地会吸附O2 和水蒸汽. 粉末表面形成的氧化物会阻碍热等静压过程中颗粒间的冶金结合, 需要选择适当的热等静压参数破碎粉末表面的氧化物, 以消除原始颗粒边界[182 ] . 水蒸汽分解产生的H2 可通过真空除气方法有效去除, 除气比不除气的粉末经热等静压得到的材料, 旋转弯曲疲劳寿命在室温提高3倍, 在650 ℃提高2倍[183 ] . 图11示出了中国科学院金属研究所采用近净形粉末冶金工艺为美国通用汽车公司研制的γ -TiAl合金汽车发动机连杆。
图10 中国科学院金属研究所采用近净形粉末冶金工艺制造的γ -TiAl合金汽车发动机连杆
Fig.10 γ -TiAl car engine connection rod produced by near net- shape powder metallurgy at the Institute of Metal Research, CAS
3 挑战与前景
3.1 核心问题
经过近30余年的研究, γ -TiAl合金终于在众多结构金属间化合物中脱颖而出, 实现了在航空发动机关键部件上的应用, 迈出了重要的一步. 新材料的应用, 特别是在涡轮叶片这类高风险部件上的应用, 需要大量的知识和数据支撑. 从某种意义上说, 新材料被成功“插入”, 被工业界接纳, 是研究的新起点. 在2014年初召开的美国矿冶∙金属∙材料学会第五届γ -TiAl国际会议的总结讨论中, 提出了以下几方面的问题: (1) 如何进一步提高已获应用的铸造合金和技术的成熟度, 提高合格率, 降低成本? (2) 过去几十年对变形合金研究得最为充分, 为什么至今未能获得规模应用? 能否通过进一步研究扫除障碍, 找到出路? (3) 能否找到综合性能好的第三代合金? 高性能的β 凝固合金能否完全实现常规工艺锻造, 能否实现铸造? (4) 如何评估各种新的工艺? 如何保证成分和显微组织的均匀性和一致性? 新工艺的优势和可实现性到底如何? (5) 未来可以拓展哪些新的应用, 需要解决哪些问题?
3.2 挑战与前景
3.2.1 铸造合金与技术的进一步发展 由于相图的复杂性(图1), 凝固显微组织对凝固条件和合金成分高度敏感, 三元、四元合金情况更是如此, 即便对于已获得应用的合金, 这些相平衡数据仍然缺乏. 应该采用材料基因组计划所倡导的集成计算方法[184 ] , 将多尺度的计算模拟相结合, 给出成分-相-显微组织关系的框架, 并加以必要的实验验证, 以更好地理解凝固偏析, 改善显微组织均匀性. 例如, 为什么图1所示的相图中γ /γ +α 2 相界的准确位置难以确定? 前文已提到, O在γ 相中的溶解度约为0.03% (原子分数), 但O在α 2 相中则可溶解0.8%~2.2% (原子分数)[86 ] . 这样大的差异会使相界位置受O含量的影响比较大, 可能导致不同研究者测量的相界位置不同. 要澄清这个问题, 需要对Ti-Al-O相图进行更准确的计算和实验研究. 又如, B尽管细化晶粒, 但当相邻的细晶片层位向比较接近时, 室温延伸率仅为0.45%[175 ] , 需要弄清含硼合金中是否发生织构, 在什么条件下(合金系、Al含量、B含量、硼化物种类)出现织构等问题.
3.2.2 变形合金的挑战 对于γ -TiAl这样的难变形合金, 采用变形工艺意味着材料利用率很低, 成本很高, 这是至今变形合金未实现大批量应用的主要原因之一. 尽管40年来报道了大量工作, 但对一些基本问题仍缺乏系统的研究, 例如α 相的再结晶过程及其机制, 显微组织随两相区变形演化的细节, 还有更重要的变形组织和性能的各向异性. 需要系统表征显微组织和织构随变形工序的演变过程, 在此基础上以最少工序获得最佳组织, 以降低成本.
3.2.3 第三代合金的设计 第二代合金如4822和45XD目前主要用于650 ℃ (偶尔700 ℃)的服役环境. 目前新一代航空发动机要求提高涡轮转速(如齿轮涡扇发动机)从而要求承载更高应力, 或为了提高燃油效率要求提高应用温度, 均需要发展疲劳强度和蠕变抗力更高的第三代γ -TiAl合金. 从拉伸强度来看, 第三代合金比第二代高出很多(图12)[185 ] , 但其他更关键的性能如氧化和蠕变并未得到系统表征和评估, 综合性能离应用要求尚有差距. 如前所述, 像TNM这样的合金主要采用Nb, Mo等难熔元素强化, 同时利用β 相实现高温变形加工, 然后在目标应用温度尽量消除β 相. 这里很多基本问题还没弄清楚, 如β 相(以及析出的w 相或类w 相)对蠕变性能的影响规律; 蠕变与相变的交互作用细节有待研究; 有序相在蠕变过程中的再结晶动力学及其对蠕变速率的影响还有待澄清; 氧化及环境对蠕变寿命的影响有待评估.
3.2.4 新技术基础上的新应用 γ -TiAl合金的低塑性使焊接和连接具有很大的挑战性. 扩散焊、钎焊、电子束焊和激光焊接等问题的解决将扩大γ -TiAl合金的应用范围. 另一项有待深入研究的技术是定向生长γ -TiAl合金的PST晶体[186 ,187 ] , 沿生长方向可以获得高达10%的室温延伸率, 但存在3方面问题: 一是强度偏低; 二是可生长晶体的合金成分很有限; 三是制作部件所需的大尺寸晶体的生长方法有待突破. 进一步优化生长工艺可以拓宽PST晶体的合金成分, 如4722合金, 通过调整O含量可以得到室温屈服强度>500 MPa, 抗拉强度>600 MPa, 延伸率>5%的优异综合性能[188 ] . 获得具有工程应用价值的大尺寸晶体仍具有挑战性.
3.2.5 新成形工艺的适宜性 很多新的金属成形工艺有助于解决γ -TiAl合金的成形难题, 如预合金粉末的火花等离子烧结工艺[189 ] 可一步实现零件或坯料的成形, 可获得细晶全片层组织, 但对于厚截面构件的工艺参数尚需优化, 材料的全面性能和性能一致性需要进一步研究. 基于激光的快速原型制造等增材制造技术早在上世纪90年代已被尝试用于制备γ -TiAl合金[190 ,191 ] . 近年来, 随着3D打印技术的升温, 欧美对γ -TiAl合金开展了较大投入的研究. 美国德克萨斯大学和加州大学等相继开展了电子束打印γ -TiAl合金研究[192 ,193 ] ; 意大利都灵技术大学和意大利航空工业集团、瑞典Arcam公司合作, 采用电子束粉末床技术对制备多种γ -TiAl合金及叶片、叶轮模拟件开展了深入研究[194 -196 ] ; 德国目前正在执行γ -TiAl合金激光增材制造的一项研究计划[197 ] , 这些3D打印技术用于γ -TiAl合金制备必将推动新一代制造方法的进步. 尽管进展较快, 目前仍有很多技术问题没有解决, 如同一工件不同部位性能的一致性、不同批次间性能的一致性、沉积质量与制造效率的矛盾、以及当电子束扫描速率较高时造成的层间偏析等问题还有待深入研究[198 ] .
参考文献
文献选项
[1]
McAndrew J B , Kessler H D . JOM , 1956 ; 10 : 1348
[本文引用: 1]
[2]
Shechtman D Blackburn M J Lipsitt H A Metall Trans , 1974 ; 5 : 1373
[本文引用: 2]
[3]
Lipsitt H A Shechtman D Schafrik R E Metall Trans , 1975 ; 6A : 1991
[本文引用: 1]
[4]
Schuster J C Palm M J Phase Equilib Diffus , 2006 ; 27 : 255
[本文引用: 3]
[5]
Huang S C Chesnutt J C In: Westbrook J H, Fleischer R L eds., Structural Applications of Intermetallic Compounds. Chapter 4, New York: Wiley , 2000 : 1
[本文引用: 1]
[6]
Kainuma R Palm M Inden G Intermetallics , 1994 ; 2 : 321
[本文引用: 2]
[7]
Ohnuma I Fujita Y Mitsui H Ishikawa K Kainuma R Ishida K Acta Mater , 2000 ; 48 : 3113
[本文引用: 1]
[8]
Suzuki A Takeyama M Matsuo T Intermetallics , 2002 ; 10 : 915
[本文引用: 2]
[9]
Veeraraghavan D Pilchowski U Natarajan , B , Vasudevan V K Acta Mater , 1998 ; 46 : 405
[本文引用: 1]
[10]
Witusiewicz V T Bondar A A Hecht U Rex S Velikanova T Ya J Alloys Compd , 2008 ; 465 : 64
[本文引用: 2]
[11]
Blackburn M J Smith M P R&D on Composition and Processing of Titanium Aluminide Alloys for Turbine Engines, AFWAL-TR-82-4086 , June, 1982
[本文引用: 4]
[12]
Lipsitt H A In: Koch C C, Liu C T, Stoloff N S eds., High-Temperature Ordered Intermetallic Alloys. Materials Research Society Symposia Procedings . Vol.39, Warrendale, PA: MRS, 1985 : 351
[本文引用: 2]
[13]
Dimiduk D M Dutton R Technical Report OMB No. 0704-0188, Materials and Manufacturing Directorate Air Force Research Laboratory, January , 2004
[本文引用: 3]
[14]
National Research Council NRC ). Accelerating Technology Transition: Bridging the Valley of Death for Materials and Processes in Defense Systems . Washington : The National Academies Press , 2004 : 1
[本文引用: 1]
[15]
Aoki K Izumi O Nippon Kinzoku Gakkaishi , 1979 ; 43 : 1190
[本文引用: 1]
[16]
Liu C T White C L Horton J A Acta Metall , 1985 ; 33 : 213
[本文引用: 1]
[17]
Djanarthany S Viala J C Bouix J Mater Chem Phys , 2001 ; 72 : 301
[本文引用: 2]
[18]
Kim Y W Wagner R Yamaguchi M eds Gamma Titanium Aluminides, Warrendale, PA: TMS , 1995 : 1
[本文引用: 4]
[19]
Kim Y W JOM , 1989 ; 41 (7 ): 24
[本文引用: 1]
[20]
Kim Y W Dimiduk D M JOM , 1991 ; 43 (8 ): 40
[21]
Kim Y W JOM , 1994 ; 46 (7 ): 30
[22]
Kim Y W JOM , 1995 ; 47 (7 ): 39
[23]
Larsen D E Jr . Mater Sci Eng , 1996 ; A213 : 128
[本文引用: 1]
[24]
National Materials Manufacturing Board Materials Needs and Research and Development Strategy for Future Military Aerospace Propulsion Systems . Washington : National Academies Press , 2011 : 188
[本文引用: 2]
[25]
Sadler P Kumar K S Green J A S Martin Marietta Laboratories Technical Report MML-TR-93-09 , 1993
[本文引用: 1]
[26]
Pollock T M Steif P S A University-Industry Partnership for Research and Transition of Gamma Titanium Aluminides: Final Report, AFRL-SR-BL-TR-01-0633 , 1999
[本文引用: 1]
[27]
Draper S L Lerch B A Pereira M Miyoshi K Arya V K Zhuang W Durability Assessment of Gamma TiAl–Final Report, NASA/TM-2004-212303 , 2004
[本文引用: 1]
[28]
Murtagian G R PhD Dissertation, Georgia Institute of Technology , 2004
[本文引用: 1]
[29]
Tetsui T In: Kim Y W, Dimiduk D M, Loretto M H eds., Gamma Titanium Aluminides, Warrendale, PA: TMS , 1999 : 15
[本文引用: 1]
[30]
Wu X Intermetallics , 2006 ; 14 : 1114
[本文引用: 1]
[31]
Gebauer K Intermetallics , 2006 ; 14 : 355
[本文引用: 1]
[32]
European Commission DG Research and Innovation . Light-Weight Valves for High-Efficiency Engines
, 2000 -2004.
URL
[本文引用: 1]
[33]
Appel F Paul D H Oehring M Gamma Titanium Aluminide Alloys: Science and Technology . Weinheim, Germany: Wiley, 2011 : 1
[本文引用: 12]
[34]
Chen G L Sun Z Q Zhou X Mater Sci Eng , 1992 ; A153 : 597
[本文引用: 1]
[35]
Paul J D H , Appel F Wagner R Acta Mater , 1998 ; 46 : 1075
[本文引用: 1]
[36]
Xu X J Lin J P Zhang L Q Liang Y F In: Kim Y W, Smarsly W, Lin J P, Dimiduk D eds., Gamma Titanium Aluminide, Warrendale, PA: TMS , 2014 : 71
[本文引用: 1]
[37]
Hu D Huang A J Gregoire A Li X Wu X Loretto M Mater Sci Forum , 2005 ; 29 : 172
[本文引用: 3]
[38]
Blackburn M J In: Jaffee R, Promisel N eds., The Science, Technology and Applications of Titanium. London: Pergamon , 1970 : 633
[本文引用: 3]
[39]
Kumagai T Abe E Takeyama M Nakamura M Scr Mater , 1997 ; 36 : 523
[本文引用: 1]
[40]
Hu D Huang A J Novovic D Wu X Intermetallics , 2006 ; 14 : 818
[本文引用: 1]
[41]
Huang A J Loretto M H Hu D Liu K Wu X Intermetallics , 2006 ; 14 : 838
[本文引用: 1]
[42]
Naka S In: Nathal M V, Darolia R, Liu C T, Martin P L, Miracle D B, Wagner R, Yamaguchi M eds., Structural Intermetallics, Warrendale, PA: TMS , 1997 : 313
[本文引用: 2]
[43]
Burgers W G Physica , 1934 ; 1 : 561
[本文引用: 2]
[44]
Kim Y W Kim S L Dimiduk D Woodward C In: Kim Y W, Morris D, Yang R, Leyens C eds., Structrural Applications for High Temperatures, Warrendale, PA: TMS , 2008 : 215
[本文引用: 1]
[45]
Clemens H Chladil H F Wallgram W Zickler G A Gerling R Liss K D Kremmer S Güther V Smarsly W Intermetallics , 2008 ; 16 : 827
[本文引用: 1]
[46]
Wallgram W Schmölzer T Cha L M Das G Güther V Clemens H Int J Mater Res , 2009 ; 100 : 1021
[本文引用: 1]
[47]
Huang Z W Cong T Intermetallics , 2010 ; 18 : 161
[本文引用: 1]
[48]
Norris G Flight International 13th, Power House, June , 2006
[本文引用: 1]
[49]
Bewlay B P Weimer M Kelly T Suzuki A Subramanian P R In: Baker I, Heilmaier M, Kuma S, Yoshimi K eds., Intermetallic-Based Alloys—Science, Technology and Applications, Materials Research Society Symposia Procedings, Vol.1516, Warrendale, PA: MRS , 2013 : 49
[本文引用: 2]
[50]
McQuay P In: Kim Y W, Smarsly W, Lin J P, Dimiduk D eds., Gamma Titanium Aluminide, Warrendale, PA: TMS, 2014: in
[本文引用: 2]
[51]
Javis D J Voss D Mater Sci Eng , 2005 ; A413-414 : 583
[本文引用: 1]
[52]
Heppener M Minster O Jarvis D J Acta Astronaut , 2008 ; 63 : 20
[本文引用: 1]
[53]
European Space Agency 2009 : 1
[本文引用: 1]
[54]
Kim Y W Dimiduk D M Loretto M H eds ., Gamma Titanium Aluminides, Warrendale, PA: TMS , 1999 : 1
[本文引用: 1]
[55]
Kim Y W Clemens H Rosenberger A H eds ., Gamma Titanium Aluminide, Warrendale, PA: TMS , 2003 : 1
[56]
Kim Y W Morris D Yang R Leyens C eds Structural Aluminides for Elevated Temperatures, Warrendale, PA: TMS , 2008 : 1
[57]
Kim Y W Smarsly W Lin J P Dimikuk D eds Gamma Titanium Aluminide, Warrendale, PA: TMS , 2014 : 1
[本文引用: 1]
[58]
Hanamura T Uemori R Tanino M J Mater Res , 1988 ; 3 : 656
[本文引用: 1]
[59]
Huang S C Hall E L Metall Trans , 1991 ; 22A : 2619
[本文引用: 1]
[60]
Kawabata T Tamura T Izumi O Metall Trans , 1993 ; 24A : 141
[本文引用: 1]
[61]
Sun F S Cao C X Kim S E Lee Y T Yan M G Metall Mater Trans , 2001 ; 32A : 1573
[本文引用: 1]
[62]
Beddoes J Seo D Y Chen W R Zhao L Intermetallics , 2001 ; 9 : 915
[本文引用: 1]
[63]
Huang Z W Voice W Bowen P In: Hemker K J, Dimiduk D M, Clemens H, Darolia R, Inui H, Larsen J M, Sikka V K, Thomas M, Whittenberger J D eds., Structural Intermallics, Warrendale, PA: TMS , 2001 : 551
[本文引用: 2]
[64]
Stark A Oehring M Pyczak F Schrreyer A Adv Eng Mater , 2011 ; 13 : 700
[本文引用: 1]
[65]
Yu R He L L Cheng Z Y Zhu J Ye H Q Intermetallics , 2002 ; 10 : 661
[本文引用: 1]
[66]
Paul J D H , Appel F Wagner R Acta Mater , 1998 ; 46 : 1075
[本文引用: 1]
[67]
Zhang W J Deevi S C Chen G L Intermetallics , 2002 ; 10 : 403
[本文引用: 1]
[68]
Fröbel U Appel F Acta Mater , 2002 ; 50 : 3693
[本文引用: 1]
[69]
Woodward C Kajihara S A Rao S I Dimiduk D M In: George E P, Mills M J, Yamaguchi M eds., High-Temperature Ordered Intermetallic Alloys VIII. Warrendale, PA: MRS, 1999: KK281
[本文引用: 1]
[70]
Li Y J Hu Q M Xu D S Yang R Intermetallics , 2011 ; 19 : 793
[本文引用: 3]
[71]
Hao Y L Xu D S Cui Y Y Yang R Li D Acta Mater , 1999 ; 47 : 1129
[本文引用: 2]
[72]
Yang R In: Kim Y W, Smarsly W, Lin J P, Dimiduk D eds., Gamma Titanium Aluminide, Warrendale, PA: TMS , 2014 : 123
[本文引用: 2]
[73]
Bryant J D Christodoulou L Maisano J R Scr Metall Mater , 1990 ; 24 : 33
[本文引用: 2]
[74]
Cheng T T Intermetallics , 2000 ; 8 : 29
[本文引用: 1]
[75]
Hu D Intermetallics , 2001 ; 9 : 1037
[本文引用: 1]
[76]
Hecht U Witusiewicz V Drevermann A Zollinger J Intermeta-llics , 2008 ; 16 : 969
[本文引用: 3]
[77]
Kitkamthorn U Zhang L C Aindow M Intermetallics , 2006 ; 14 : 759
[本文引用: 1]
[78]
Lindemann J Glavatskikh M Leyens C Ross-Fagaraseanu D In: Kim Y W, Morris D, Yang R, Leyens C eds., Structural Aluminides for Elevated Temperatures, Warrendale, PA: TMS , 2008 : 257
[本文引用: 1]
[79]
Chen S Beaven P A Wagner R Scr Metall Mater , 1992 ; 26 : 1205
[本文引用: 1]
[80]
Tian W H Sano T Nemoto M Philos Mag , 1993 ; 68A : 965
[本文引用: 1]
[81]
Appel F Fischer F D Clemens H Acta Mater , 2007 ; 55 : 4915
[本文引用: 1]
[82]
Tsuyama S Mitao S Minakawa K N Mater Sci Eng , 1992 ; A153 : 451
[本文引用: 1]
[83]
Noda T Okabe M Isobe S Sayashi M Mater Sci Eng, 1995; A192 -193 : 774
[本文引用: 1]
[84]
Yu R He L L Guo J T Ye H Q Lupinc V Acta Mater , 2000 ; 48 : 3701
[本文引用: 1]
[85]
Huguet A Menand A Appl Surf Sci , 1994 ; 76-77 : 191
[本文引用: 1]
[86]
Neroc-Partaix A Menand A Scr Mater , 1996 ; 35 : 199
[本文引用: 2]
[87]
Kawabata T Tadano M Izumi O Scr Metall , 1988 ; 22 : 1725
[本文引用: 1]
[88]
Kawabata T Abumiya T Izumi O Acta Metall Mater , 1992 ; 40 : 2557
[本文引用: 1]
[89]
Ponchel A PhD Dissertation, Universite Pierre et Marie Curie Paris VI , 2001
[本文引用: 1]
[90]
Thomas M Bacos M P Aerosp Lab , 2011 ; 3 : 1
[本文引用: 2]
[91]
Grange M Raiart J L Thomas M Metall Mater Trans , 2004 ; 35A : 2087
[本文引用: 1]
[92]
Clemens D R In: Hemker K J, Dimiduk D M, Clemens H, Darolia R, Inui H, Larsen J M, Sikka V K, Thomas M, Whittenberger J D eds., Structrual Intermetallics 2001 , Warrendale, PA: TMS, 2001 : 217
[本文引用: 2]
[93]
De Graef M Biery N Rishel L Pollock T M Cramb A In: Kim Y W, Dimiduk D M, Loretto M H eds., Gamma Titanium Aluminides, Warrendale, PA: TMS , 1999 : 247
[本文引用: 1]
[94]
Johnson D R Inui H Yamaguchi M Intermetallics , 1998 ; 6 : 647
[本文引用: 1]
[95]
Küstner V Oehring M Chatterjee A Güther V Brokmeier H G Clemens H Appel F In: Kim Y W, Clemens H, Rosenberger A H eds., Gamma Titanium Aluminides, Warrendale, PA: TMS , 2003 : 89
[本文引用: 1]
[96]
Hecht U Daloz D Lapin J Drevermann A Witusiewicz V T Zollinger J In: Palm M, Bewlay P B, He Y H, Takeyama M, Wiezorek J M K eds., Mater Research Society Symposium Proceedings, Warrendale, PA: MRS, 2009: paper No.1128-U03-01
[本文引用: 1]
[97]
Jung J Y Park J K Chun C H Intermetallics , 1999 ; 7 : 1033
[本文引用: 1]
[98]
Eiken J Appel M Witsuiewicz V T Zollinger J Hecht U J Phys Condens Matter , 2009 ; 21 : 464104
[本文引用: 1]
[99]
Kim J H Shin D H Semiatin S L Lee C S Mater Sci Eng , 2003 ; A344 : 146
[本文引用: 1]
[100]
Seetharaman V Semiatin S L Metall Mater Trans , 2002 ; 33A : 3817
[本文引用: 1]
[101]
Cahn R W Takeyama M Horton J A Liu C T J Mater Res , 1991 ; 6 : 57
[本文引用: 1]
[102]
Yang R Botton G A Cahn R W Acta Mater , 1996 ; 44 : 3869
[本文引用: 1]
[103]
Semiatin S L Chesnutt J C Austin C Seetharaman V In: Nathal M V, Darolia R, Liu C T, Martin P L, Miracle D B, Wagner R, Yamaguchi M eds., Structural Intermetallics, Warrendale, PA: TMS , 1997 : 263
[本文引用: 1]
[104]
Fukutomi H Nomoto A Osuga Y Ikeda S Mecking H Intermetallics , 1996 ; 4 : S49
[本文引用: 1]
[105]
Salishchev G A Imayev R M Senkov O N Imayev V M Gabdullin N K Shagiev M R Kuznetsov A V Froes F H Mater Sci Eng , 2000 ; A286 : 236
[本文引用: 1]
[106]
Imayev R M Salishchev G A Imayev V M Shagiev M R Kuznetsov M R Appel F Oehring M Senkov O N Froes F H In: Kim Y W, Dimiduk D M, Loretto M H eds., Gamma Titanium Aluminides, Warrendale, PA: TMS , 1999 : 565
[本文引用: 1]
[107]
Imayev R M Imayev V M Oehring M Appel F Metall Mater Trans , 2005 ; 36A : 859
[本文引用: 1]
[108]
Fröbel U Appel F Metall Mater Trans , 2007 ; 38A : 1817
[本文引用: 1]
[109]
Sun W PhD Dissertation, Institute of Metal Research, Chinese Academy of Sciences, Shenyang , 2009
[本文引用: 6]
(孙伟 . 中国科学院金属研究所博士学位论文, 沈阳 , 2009 )
[本文引用: 6]
[110]
Oehring M Lorenz U Niefanger R Christoph U Appe F Wagner R Clemens H Eberhardt N In: Kim Y W, Dimiduk D M, Loretto M H eds., Gamma Titanium Aluminides, Warrendale, PA: TMS , 1999 : 439
[本文引用: 2]
[111]
Oehring M Lorenz U Appel F Roth-Fagaraseanu D In: Hemker K J, Dimiduk D M, Clemens H, Darolia R, Inui H, Larsen J M, Sikka V K, Thomas M, Whittenberger J D eds., Structural Intermetallics, Warrendale, PA: TMS , 2001 : 157
[本文引用: 2]
[112]
Liu R C Liu D Tan J Cui Y Y Yang R Liu F Y Withey P A Intermetallics , 2014 ; 52 : 110
[本文引用: 4]
[113]
Doherty R D Hughes D A Humphreys F J Jonas J J Jensen D J Kassner M E King W E McNelley T R McQueen H J Rollett A D Mater Sci Eng , 1997 ; A238 : 219
[本文引用: 1]
[114]
Brokmeier H G Oehring M Lorenz U Clemens H Appel F Metall Mater Trans , 2004 ; 35A : 3563
[本文引用: 1]
[115]
Zhang W J Deevi S C In: Hemker K J, Dimiduk D M, Clemens H, Darolia R, Inui H, Larsen J M, Sikka V K, Thomas M, Whittenberger J D eds., Structural Intermetallics, Warrendale, PA: TMS , 2001 : 699
[本文引用: 1]
[116]
Veyssière P Mater Sci Eng , 2001 ; A309-310 : 44
[本文引用: 1]
[117]
Es-Souni M Bartels A Wagner R Mater Sci Eng , 1995 ; A192-193 : 698
[本文引用: 1]
[118]
Worth D B Jones J W Allison J E Metall Trans , 1995 ; 26A : 2947
[本文引用: 1]
[119]
Morris M A Leboeuf T Intermetallics , 1997 ; 5 : 339
[本文引用: 1]
[120]
Wang J G Hsiung L M Nieh T G Scr Mater , 1998 ; 39 : 957
[本文引用: 1]
[121]
Maruyama K Yamamoto R Nakakuki H Fujitsuna N Mater Sci Eng , 1997 ; A239-240 : 419
[本文引用: 1]
[122]
Parthasarathy T A Subramanian P R Mendiratta M G Dimiduk D M Acta Mater , 2000 ; 48 : 541
[本文引用: 1]
[123]
Hayes R W Martin P L Acta Metall Mater , 1995 ; 43 : 2761
[本文引用: 1]
[124]
Zhang W J Spigarelli S Cerri E Evangelista E Francesconi L Mater Sci Eng , 1996 ; A211 : 15
[本文引用: 1]
[125]
Du X W Zhu J Kim Y W Intermetallics , 2001 ; 9 : 137
[本文引用: 1]
[126]
Appel F Intermetallics , 2001 ; 9 : 907
[本文引用: 1]
[127]
Es-Souni M Bartels A Wagner R Acta Metall Mater , 1995 ; 43 : 153
[本文引用: 1]
[128]
Zhang W J Deevi S C Intermetallics , 2003 ; 11 : 177
[本文引用: 1]
[129]
Taniguchi S Hongawara N Shibata T Mater Sci Eng , 2001 ; A307 : 107
[本文引用: 1]
[130]
Brady M P Smialek J L Humphrey D L Smith J Acta Mater , 1997 ; 45 : 2371
[本文引用: 1]
[131]
Zeller A Dettenwanger F Schütze M Intermetallics , 2002 ; 10 : 59
[本文引用: 1]
[132]
Rahmel A Quadakkers W J Schütze M Mater Corros , 1995 ; 46 : 271
[本文引用: 2]
[133]
Quadakkers W J Schaaf P Zheng N Gil A Wallura E Mater Corros , 1997 ; 48 : 28
[本文引用: 1]
[134]
Zhu L G Hu Q M Yang R Ackland G J J Phys Chem , 2012 ; 116C : 24201
[本文引用: 1]
[135]
Schmiedgen M Graat P C J , Baretzky B Mittemeijer E J Thin Solid Films , 2002 ; 415 : 114
[本文引用: 1]
[136]
Song Y Dai J H Yang R Surf Sci , 2012 ; 606 : 852
[本文引用: 1]
[137]
Song Y Xing F J Dai J H Yang R Intermetallics , 2014 ; 49 : 1
[本文引用: 2]
[138]
Lang C Schutze M Oxid Met , 1996 ; 46 : 284
[本文引用: 1]
[139]
Ping F P Hu Q M Yang R Acta Metall Sin , 2013 ; 49 : 385
[本文引用: 1]
(平发平 , 胡青苗 , 杨锐 . 金属学报 , 2013 ; 49 : 385 )
[本文引用: 1]
[140]
Li X Y Taniguchi S Intermetallics , 2004 ; 12 : 11
[本文引用: 1]
[141]
Kumagai M Shibue K Kim M S Furuyama T US Pat, 5,451,366 ., 1995
[本文引用: 1]
[142]
Masset P J Neve S Zschau H E Schütze M Mater Corros , 2008 ; 59 : 609
[本文引用: 1]
[143]
Deve H E Evans A G Acta Metall Mater , 1991 ; 39 : 1171
[本文引用: 1]
[144]
Mitao S Tsuyama S Minakawa K Mater Sci Eng , 1991 ; A143 : 51
[145]
Chan K S Kim Y W Acta Metall Mater , 1995 ; 43 : 439
[本文引用: 2]
[146]
Song Y Xu D S Yang R Li D Hu Z Q Intermetallics , 1998 ; 6 : 157
[本文引用: 1]
[147]
Song Y Yang R Li D Hu Z Q Guo Z X Intermetallics , 2000 ; 8 : 563
[148]
Song Y Guo Z X Yang R Li D Comput Mater Sci , 2002 ; 23 : 55
[本文引用: 1]
[149]
Yoo M H Fu C L Mater Sci Eng , 1992 ; A153 : 470
[本文引用: 1]
[150]
Yoo M H Zou J Fu C L Mater Sci Eng , 1995 ; A192-193 : 14
[本文引用: 1]
[151]
Nakano T Kawanaka T Yasuda H Y Umakoshi Y Mater Sci Eng , 1995 ; A194 : 43
[本文引用: 1]
[152]
Yokoshima S Yamaguchi M Acta Mater , 1996 ; 44 : 873
[本文引用: 2]
[153]
Appel F Philos Mag , 2005 ; 85 : 205
[本文引用: 1]
[154]
Lorenz U Appel F Wagner R Mater Sci Eng , 1997 ; A234-236 : 846
[本文引用: 1]
[155]
Sastry S M L , Lipsitt H A Metall Trans , 1977 ; 8A : 299
[本文引用: 1]
[156]
Larsen J M In: Kim Y W, Dimiduck D M, Loretto M eds., Gamma Titanium Aluminides, Warrendal, PA: TMS , 1999 : 463
[本文引用: 1]
[157]
Vaidya W V Schwalbe K H Wagner R In: Kim Y W, Wagner R, Yamaguchi M eds., Gamma Titanium Aluminides, Warrendale, PA: TMS , 1995 : 867
[本文引用: 1]
[158]
Trail S J Bowen P Mater Sci Eng , 1995 ; A193 : 427
[本文引用: 1]
[159]
Harding T S Jones J W Scr Mater , 2000 ; 43 : 623
[本文引用: 1]
[160]
Draper S L Lerch B A Pereira J M Nathal M V Nazmy M Y Staubli M In: Hemker K J, Dimiduk D M, Clemens H, Darolia R, Inui H, Larsen J M, Sikka V K, Thomas M, Whittenberger J D eds., Structural Intermetallics, Warrendale, PA: TMS , 2001 : 295
[本文引用: 1]
[161]
Harding T S Jones J W Metall Mater Trans , 2001 ; 32A : 2975
[本文引用: 1]
[162]
Umakoshi Y Yasuda H Y Nakano T Intermetallics , 1996 ; 4 : S65
[本文引用: 1]
[163]
Recina V Mater Sci Technol , 2000 ; 16 : 333
[本文引用: 1]
[164]
Gloanec A L Bertheau D Jouiad M Henaff G Grange M Belaygue P In: Kim Y W, Rosenberger A H, Clemens H eds., Gamma Titanium Aluminides, San Diego, CA: TMS , 2003 : 485
[本文引用: 2]
[165]
Park Y S Nam S W Hwang S K Mater Lett , 2002 ; 53 : 392
[本文引用: 1]
[166]
Appel F Heckel T K Christ H J Int J Fatigue , 2010 ; 32 : 792
[本文引用: 1]
[167]
Hénaff G Gloanec A L Intermetallics , 2005 ; 13 : 543
[本文引用: 2]
[168]
Hénaff G Tonneau A Mabru C In: Hemker K J, Dimiduk D M, Clemens H, Darolia R, Inui H, Larsen J M, Sikka V K, Thomas M, Whittenberger J D eds., Structural Intermetallics 2001, Warrendale, PA: TMS , 2001 : 571
[本文引用: 1]
[169]
Kruzic J J Campbell J P McKelvey A L Choe H Ritchi R O In: Kim Y W, Dimiduk D M, Loretto M H eds., Gamma Titanium Aluminides, Warrendale, PA: TMS , 1999 : 495
[本文引用: 1]
[170]
Campbell J P Kruzic J J Lillibridge S Venkateswara Rao K T Ritchie R O Scr Mater , 1997 ; 37 : 707
[本文引用: 1]
[171]
McQuay P A Sikka V K In: Westbrook J H, Fleischer R L eds., Intermetallic Compounds—Principles and Practice. Vol.3, London: Wiley , 2002 : 591
[本文引用: 3]
[172]
Harding R A Wickins M Wang H Djambazov G Pericleous K A Intermetallics , 2011 ; 19 : 805
[本文引用: 1]
[173]
Aguilar J Schievenbusch A Kättlitz O Intermetallics , 2011 ; 19 : 757
[本文引用: 3]
[174]
Oehring M Appel F Paul J D H , Imayev R M Imaye V M Lorenz U Mater Sci Forum , 2010 ; 638-642 : 1394
[本文引用: 1]
[175]
Hu D Jiang H Wu X Intermetallics , 2009 ; 17 : 744
[本文引用: 2]
[176]
Imayev R M Imayev V M Oehring M Appel F Intermetallics , 2007 ; 15 : 451
[本文引用: 1]
[177]
Thomas M Raviart J L Popoff F Intermetallics , 2005 ; 13 : 944
[本文引用: 1]
[178]
Clemens H Kestler H Eberhardt N Knabl W In: Kim Y W, Dimiduk D M, Loretto M H eds., Gamma Titanium Aluminides, Warrendale, PA: TMS , 1999 : 209
[本文引用: 1]
[179]
Gerling R Clemens H Schimansky F P Adv Eng Mater , 2004 ; 6 : 23
[本文引用: 1]
[180]
Graves J A Perepezko J H Ward C H Froes F H Scr Metall , 1987 ; 21 : 567
[本文引用: 1]
[181]
Huang A Hu D Loretto M H Mei J Wu X Scr Mater , 2007 ; 56 : 253
[本文引用: 1]
[182]
Xu L Bai C G Liu D Sun W Yu D J Cui Y Y Yang R In: Kim Y W, Morris D, Yang R, Leyens C eds., Structural Aluminides for Elevated Temperatures, Warrendale, PA: TMS , 2008 : 179
[本文引用: 1]
[183]
Xu L Wu J Cui Y Y Yang R In: Kim Y W, Smarsly W, Lin J P, Dimiduk D eds., Gamma Titanium Aluminide, Warrendale, PA: TMS , 2014 : 195
[本文引用: 1]
[184]
Integrated Computational Materials Engineering (ICME ). Implementing ICME in the Aerospace, Automotive and Maritime Industries. Warrendale, PA: TMS , 2013 : 1
[本文引用: 1]
[185]
Lasalmonie A Intermetallics , 2006 ; 14 : 1123
[本文引用: 1]
[186]
Inui H Oh M H Nakamura A Yamaguchi M Acta Metall Mater , 1992 ; 40 : 3095
[本文引用: 1]
[187]
Yokoshima S Yamaguchi M Acta Mater , 1996 ; 44 : 873
[本文引用: 1]
[188]
Jin H Liu R H Cui Y Y Xian Q G Xu D S Yang R In: Kim Y W, Smarsly W, Lin J P, Dimiduk D eds., Gamma Titanium Aluminide, Warrendale, PA: TMS , 2014 : 143
[本文引用: 1]
[189]
Couret A Molenat G Galy J Thomas M Intermetallics , 2008 ; 16 : 1134
[本文引用: 1]
[190]
Moll J H Whitney E Yolton C F Habel U In: Kim Y W, Dimiduk D M, Loretto M H eds., Gamma Titanium Aluminides, Warrendale, PA: TMS , 1999 : 255
[本文引用: 1]
[191]
Srivastava D Chang I T H , Loretto M H In: Kim Y W, Dimiduk D M, Loretto M H eds., Gamma Titanium Aluminides, Warrendale, PA: TMS , 1999 : 265
[本文引用: 1]
[192]
Murr L E Gaytan S M Ceylan A Martinez E Martinez J L Hernandez D H Bachado B I Ramirez D A Medina F Collins S Wicker R B Acta Mater , 2010 ; 58 : 1887
[本文引用: 1]
[193]
Porter J Wooten J Harrysson O Knowlson K Materials Science and Technology—Association for Iron & Steel Technology. Vol.2, Warrendal, PA: Association for Iron & Steel Technology , 2011 : 1434
[本文引用: 1]
[194]
Franzén S F Karlsson J Diploma Work No.37/2010, Chalmers University of Technology, Sweden , 2010
[本文引用: 1]
[195]
Terner M Biamino S Epicoco P Penna A Hedin O Sabbadini S Fino P Pavese M Ackelid U Gennaro P Pelissero F Badni C Steel Res Int , 2012 ; 83 : 943
[196]
Biamino S Klöden B Weissgärber T Kieback B Ackelid U Franuhofer Direct Digital Manufacturing Conference, Berlin, Germany: DDMC , 2014 : 1
[本文引用: 1]
[197]
Leyens C Frückner F Nowotny S Presented at TMS Symposium on Gamma Titanium Aluminide, 16-20 February 2014, San Diego, USA
[本文引用: 1]
[198]
Jüchter V Schwerdtfeger J Körner C Presented at TMS Symposium on Gamma Titanium Aluminide, 16-20 February 2014, San Diego, USA
[本文引用: 1]
[199]
European Science Foundation Materials Science Engineering Expert Committee MatSEEC ). Materials Science and Engineering in Europe: Challengers and Opportunities. Science Position Paper, November , 2013
[200]
Gartner′s 2012 Hype Cycle for Emerging Technologies Identifies ‘Tipping Point’ Technologies That Will Unlock Long-Awaited Technology Scenarios . artner′s 2012 Hype Cycle for Emerging Technologies Identifies ‘Tipping Point’ Technologies That Will Unlock Long-Awaited Technology Scenarios.
(accessed 2014.06.10
URL
[201]
Harrop J Application of 3D Printing 2014-2024: Forcasts, Markets, Players. IDTechEx Report , 2014
1
1956
... TiAl的密度仅为镍基高温合金的一半, 在600~900 ℃温度区间有可能取代高温合金制作某些航空航天结构件以及地面动力系统转动或往复运动结构件, 实现推力重量比值和燃油效率的大幅度提高. 尽管上世纪50年代中期人们已经认识到γ -TiAl具有很好的高温强度和蠕变抗力, 且其抗氧化性能可以通过添加Ta, Nb, Ag得到改善[1 ] , 但对γ -TiAl的研究真正开始于70年代中期. Shechtman等[2 ] 和Lipsitt等[3 ] 在研究γ -TiAl的变形和断裂机制时发现, 无论对Ti-50Al的合金采用怎样的退火处理, 在透射电镜下看到的都是γ -TiAl+α 2 -Ti3 Al两相片层组织, 不便用于确定γ -TiAl相中的变形位错. 因此, 又制备了富Al侧的Ti-54Al单相合金用于确定γ 相的滑移系. 关于Ti-50Al合金中出现了α 2 相的原因, Shechtman等[2 ] 当时觉得可能是因为Ti-50Al成分位于γ +α 2 两相区内. γ 相区边界的准确位置是多年来关于Ti-Al二元相图的争议之一. 目前最权威的Ti-Al二元相图版本是Schuster和Palm[4 ] 在评估了370余篇相关文献基础上, 于2006年给出的, 见图1. 由图可见, Ti-50Al合金位于γ 单相区内, 但因为该合金首先凝固的是a 相(经有序化反应成为α 2 相), γ 作为次生相在晶界出现, 伴随着Al的偏析. 只有当Al含量大于55% (原子分数, 下同)时γ 才是初生相[5 ] . γ 相的体积分数与凝固速度有关: 对于Ti-50Al合金, 电孤熔炼钮扣锭中仅约为0.3, 熔模铸造合金锭中约为0.5. 因此, 相图上γ 相区边界位置的准确性取决于Al偏析导致的非平衡显微组织能否有效消除. 此外, 如果杂质元素(如O)在两相中的溶解度差别较大, 相界位置也与合金中杂质的含量有关. 更大的争议涉及高温区域, 2个与有序化反应相关的问题至今仍无确定答案: 一是在Ti-Al二元系中, β 相是否会有序化为B2相, 一些研究[6 ,7 ] 认为该有序化反应存在, 但另一些研究[8 ] 认为不可能存在, 图1选择了后者; 二是虽然确认α 相转变成了α 2 相, 但到底是通过α +β →α 2 包析反应[6 ] 还是通过成分全等的有序化反应[8 ,9 ] 形成的尚无定论. 这些问题充分说明了Ti-Al二元相图的复杂性, Witusiewicz等[10 ] 随后于2008年评估的Ti-Al二元相图与图1并不完全一致. ...
2
1974
... TiAl的密度仅为镍基高温合金的一半, 在600~900 ℃温度区间有可能取代高温合金制作某些航空航天结构件以及地面动力系统转动或往复运动结构件, 实现推力重量比值和燃油效率的大幅度提高. 尽管上世纪50年代中期人们已经认识到γ -TiAl具有很好的高温强度和蠕变抗力, 且其抗氧化性能可以通过添加Ta, Nb, Ag得到改善[1 ] , 但对γ -TiAl的研究真正开始于70年代中期. Shechtman等[2 ] 和Lipsitt等[3 ] 在研究γ -TiAl的变形和断裂机制时发现, 无论对Ti-50Al的合金采用怎样的退火处理, 在透射电镜下看到的都是γ -TiAl+α 2 -Ti3 Al两相片层组织, 不便用于确定γ -TiAl相中的变形位错. 因此, 又制备了富Al侧的Ti-54Al单相合金用于确定γ 相的滑移系. 关于Ti-50Al合金中出现了α 2 相的原因, Shechtman等[2 ] 当时觉得可能是因为Ti-50Al成分位于γ +α 2 两相区内. γ 相区边界的准确位置是多年来关于Ti-Al二元相图的争议之一. 目前最权威的Ti-Al二元相图版本是Schuster和Palm[4 ] 在评估了370余篇相关文献基础上, 于2006年给出的, 见图1. 由图可见, Ti-50Al合金位于γ 单相区内, 但因为该合金首先凝固的是a 相(经有序化反应成为α 2 相), γ 作为次生相在晶界出现, 伴随着Al的偏析. 只有当Al含量大于55% (原子分数, 下同)时γ 才是初生相[5 ] . γ 相的体积分数与凝固速度有关: 对于Ti-50Al合金, 电孤熔炼钮扣锭中仅约为0.3, 熔模铸造合金锭中约为0.5. 因此, 相图上γ 相区边界位置的准确性取决于Al偏析导致的非平衡显微组织能否有效消除. 此外, 如果杂质元素(如O)在两相中的溶解度差别较大, 相界位置也与合金中杂质的含量有关. 更大的争议涉及高温区域, 2个与有序化反应相关的问题至今仍无确定答案: 一是在Ti-Al二元系中, β 相是否会有序化为B2相, 一些研究[6 ,7 ] 认为该有序化反应存在, 但另一些研究[8 ] 认为不可能存在, 图1选择了后者; 二是虽然确认α 相转变成了α 2 相, 但到底是通过α +β →α 2 包析反应[6 ] 还是通过成分全等的有序化反应[8 ,9 ] 形成的尚无定论. 这些问题充分说明了Ti-Al二元相图的复杂性, Witusiewicz等[10 ] 随后于2008年评估的Ti-Al二元相图与图1并不完全一致. ...
... [2 ]当时觉得可能是因为Ti-50Al成分位于γ +α 2 两相区内. γ 相区边界的准确位置是多年来关于Ti-Al二元相图的争议之一. 目前最权威的Ti-Al二元相图版本是Schuster和Palm[4 ] 在评估了370余篇相关文献基础上, 于2006年给出的, 见图1. 由图可见, Ti-50Al合金位于γ 单相区内, 但因为该合金首先凝固的是a 相(经有序化反应成为α 2 相), γ 作为次生相在晶界出现, 伴随着Al的偏析. 只有当Al含量大于55% (原子分数, 下同)时γ 才是初生相[5 ] . γ 相的体积分数与凝固速度有关: 对于Ti-50Al合金, 电孤熔炼钮扣锭中仅约为0.3, 熔模铸造合金锭中约为0.5. 因此, 相图上γ 相区边界位置的准确性取决于Al偏析导致的非平衡显微组织能否有效消除. 此外, 如果杂质元素(如O)在两相中的溶解度差别较大, 相界位置也与合金中杂质的含量有关. 更大的争议涉及高温区域, 2个与有序化反应相关的问题至今仍无确定答案: 一是在Ti-Al二元系中, β 相是否会有序化为B2相, 一些研究[6 ,7 ] 认为该有序化反应存在, 但另一些研究[8 ] 认为不可能存在, 图1选择了后者; 二是虽然确认α 相转变成了α 2 相, 但到底是通过α +β →α 2 包析反应[6 ] 还是通过成分全等的有序化反应[8 ,9 ] 形成的尚无定论. 这些问题充分说明了Ti-Al二元相图的复杂性, Witusiewicz等[10 ] 随后于2008年评估的Ti-Al二元相图与图1并不完全一致. ...
1
1975
... TiAl的密度仅为镍基高温合金的一半, 在600~900 ℃温度区间有可能取代高温合金制作某些航空航天结构件以及地面动力系统转动或往复运动结构件, 实现推力重量比值和燃油效率的大幅度提高. 尽管上世纪50年代中期人们已经认识到γ -TiAl具有很好的高温强度和蠕变抗力, 且其抗氧化性能可以通过添加Ta, Nb, Ag得到改善[1 ] , 但对γ -TiAl的研究真正开始于70年代中期. Shechtman等[2 ] 和Lipsitt等[3 ] 在研究γ -TiAl的变形和断裂机制时发现, 无论对Ti-50Al的合金采用怎样的退火处理, 在透射电镜下看到的都是γ -TiAl+α 2 -Ti3 Al两相片层组织, 不便用于确定γ -TiAl相中的变形位错. 因此, 又制备了富Al侧的Ti-54Al单相合金用于确定γ 相的滑移系. 关于Ti-50Al合金中出现了α 2 相的原因, Shechtman等[2 ] 当时觉得可能是因为Ti-50Al成分位于γ +α 2 两相区内. γ 相区边界的准确位置是多年来关于Ti-Al二元相图的争议之一. 目前最权威的Ti-Al二元相图版本是Schuster和Palm[4 ] 在评估了370余篇相关文献基础上, 于2006年给出的, 见图1. 由图可见, Ti-50Al合金位于γ 单相区内, 但因为该合金首先凝固的是a 相(经有序化反应成为α 2 相), γ 作为次生相在晶界出现, 伴随着Al的偏析. 只有当Al含量大于55% (原子分数, 下同)时γ 才是初生相[5 ] . γ 相的体积分数与凝固速度有关: 对于Ti-50Al合金, 电孤熔炼钮扣锭中仅约为0.3, 熔模铸造合金锭中约为0.5. 因此, 相图上γ 相区边界位置的准确性取决于Al偏析导致的非平衡显微组织能否有效消除. 此外, 如果杂质元素(如O)在两相中的溶解度差别较大, 相界位置也与合金中杂质的含量有关. 更大的争议涉及高温区域, 2个与有序化反应相关的问题至今仍无确定答案: 一是在Ti-Al二元系中, β 相是否会有序化为B2相, 一些研究[6 ,7 ] 认为该有序化反应存在, 但另一些研究[8 ] 认为不可能存在, 图1选择了后者; 二是虽然确认α 相转变成了α 2 相, 但到底是通过α +β →α 2 包析反应[6 ] 还是通过成分全等的有序化反应[8 ,9 ] 形成的尚无定论. 这些问题充分说明了Ti-Al二元相图的复杂性, Witusiewicz等[10 ] 随后于2008年评估的Ti-Al二元相图与图1并不完全一致. ...
3
2006
... TiAl的密度仅为镍基高温合金的一半, 在600~900 ℃温度区间有可能取代高温合金制作某些航空航天结构件以及地面动力系统转动或往复运动结构件, 实现推力重量比值和燃油效率的大幅度提高. 尽管上世纪50年代中期人们已经认识到γ -TiAl具有很好的高温强度和蠕变抗力, 且其抗氧化性能可以通过添加Ta, Nb, Ag得到改善[1 ] , 但对γ -TiAl的研究真正开始于70年代中期. Shechtman等[2 ] 和Lipsitt等[3 ] 在研究γ -TiAl的变形和断裂机制时发现, 无论对Ti-50Al的合金采用怎样的退火处理, 在透射电镜下看到的都是γ -TiAl+α 2 -Ti3 Al两相片层组织, 不便用于确定γ -TiAl相中的变形位错. 因此, 又制备了富Al侧的Ti-54Al单相合金用于确定γ 相的滑移系. 关于Ti-50Al合金中出现了α 2 相的原因, Shechtman等[2 ] 当时觉得可能是因为Ti-50Al成分位于γ +α 2 两相区内. γ 相区边界的准确位置是多年来关于Ti-Al二元相图的争议之一. 目前最权威的Ti-Al二元相图版本是Schuster和Palm[4 ] 在评估了370余篇相关文献基础上, 于2006年给出的, 见图1. 由图可见, Ti-50Al合金位于γ 单相区内, 但因为该合金首先凝固的是a 相(经有序化反应成为α 2 相), γ 作为次生相在晶界出现, 伴随着Al的偏析. 只有当Al含量大于55% (原子分数, 下同)时γ 才是初生相[5 ] . γ 相的体积分数与凝固速度有关: 对于Ti-50Al合金, 电孤熔炼钮扣锭中仅约为0.3, 熔模铸造合金锭中约为0.5. 因此, 相图上γ 相区边界位置的准确性取决于Al偏析导致的非平衡显微组织能否有效消除. 此外, 如果杂质元素(如O)在两相中的溶解度差别较大, 相界位置也与合金中杂质的含量有关. 更大的争议涉及高温区域, 2个与有序化反应相关的问题至今仍无确定答案: 一是在Ti-Al二元系中, β 相是否会有序化为B2相, 一些研究[6 ,7 ] 认为该有序化反应存在, 但另一些研究[8 ] 认为不可能存在, 图1选择了后者; 二是虽然确认α 相转变成了α 2 相, 但到底是通过α +β →α 2 包析反应[6 ] 还是通过成分全等的有序化反应[8 ,9 ] 形成的尚无定论. 这些问题充分说明了Ti-Al二元相图的复杂性, Witusiewicz等[10 ] 随后于2008年评估的Ti-Al二元相图与图1并不完全一致. ...
... Ti-Al binary phase diagram[4 ] ...
... Ti-Al二元相图[4 ] ...
1
2000
... TiAl的密度仅为镍基高温合金的一半, 在600~900 ℃温度区间有可能取代高温合金制作某些航空航天结构件以及地面动力系统转动或往复运动结构件, 实现推力重量比值和燃油效率的大幅度提高. 尽管上世纪50年代中期人们已经认识到γ -TiAl具有很好的高温强度和蠕变抗力, 且其抗氧化性能可以通过添加Ta, Nb, Ag得到改善[1 ] , 但对γ -TiAl的研究真正开始于70年代中期. Shechtman等[2 ] 和Lipsitt等[3 ] 在研究γ -TiAl的变形和断裂机制时发现, 无论对Ti-50Al的合金采用怎样的退火处理, 在透射电镜下看到的都是γ -TiAl+α 2 -Ti3 Al两相片层组织, 不便用于确定γ -TiAl相中的变形位错. 因此, 又制备了富Al侧的Ti-54Al单相合金用于确定γ 相的滑移系. 关于Ti-50Al合金中出现了α 2 相的原因, Shechtman等[2 ] 当时觉得可能是因为Ti-50Al成分位于γ +α 2 两相区内. γ 相区边界的准确位置是多年来关于Ti-Al二元相图的争议之一. 目前最权威的Ti-Al二元相图版本是Schuster和Palm[4 ] 在评估了370余篇相关文献基础上, 于2006年给出的, 见图1. 由图可见, Ti-50Al合金位于γ 单相区内, 但因为该合金首先凝固的是a 相(经有序化反应成为α 2 相), γ 作为次生相在晶界出现, 伴随着Al的偏析. 只有当Al含量大于55% (原子分数, 下同)时γ 才是初生相[5 ] . γ 相的体积分数与凝固速度有关: 对于Ti-50Al合金, 电孤熔炼钮扣锭中仅约为0.3, 熔模铸造合金锭中约为0.5. 因此, 相图上γ 相区边界位置的准确性取决于Al偏析导致的非平衡显微组织能否有效消除. 此外, 如果杂质元素(如O)在两相中的溶解度差别较大, 相界位置也与合金中杂质的含量有关. 更大的争议涉及高温区域, 2个与有序化反应相关的问题至今仍无确定答案: 一是在Ti-Al二元系中, β 相是否会有序化为B2相, 一些研究[6 ,7 ] 认为该有序化反应存在, 但另一些研究[8 ] 认为不可能存在, 图1选择了后者; 二是虽然确认α 相转变成了α 2 相, 但到底是通过α +β →α 2 包析反应[6 ] 还是通过成分全等的有序化反应[8 ,9 ] 形成的尚无定论. 这些问题充分说明了Ti-Al二元相图的复杂性, Witusiewicz等[10 ] 随后于2008年评估的Ti-Al二元相图与图1并不完全一致. ...
2
1994
... TiAl的密度仅为镍基高温合金的一半, 在600~900 ℃温度区间有可能取代高温合金制作某些航空航天结构件以及地面动力系统转动或往复运动结构件, 实现推力重量比值和燃油效率的大幅度提高. 尽管上世纪50年代中期人们已经认识到γ -TiAl具有很好的高温强度和蠕变抗力, 且其抗氧化性能可以通过添加Ta, Nb, Ag得到改善[1 ] , 但对γ -TiAl的研究真正开始于70年代中期. Shechtman等[2 ] 和Lipsitt等[3 ] 在研究γ -TiAl的变形和断裂机制时发现, 无论对Ti-50Al的合金采用怎样的退火处理, 在透射电镜下看到的都是γ -TiAl+α 2 -Ti3 Al两相片层组织, 不便用于确定γ -TiAl相中的变形位错. 因此, 又制备了富Al侧的Ti-54Al单相合金用于确定γ 相的滑移系. 关于Ti-50Al合金中出现了α 2 相的原因, Shechtman等[2 ] 当时觉得可能是因为Ti-50Al成分位于γ +α 2 两相区内. γ 相区边界的准确位置是多年来关于Ti-Al二元相图的争议之一. 目前最权威的Ti-Al二元相图版本是Schuster和Palm[4 ] 在评估了370余篇相关文献基础上, 于2006年给出的, 见图1. 由图可见, Ti-50Al合金位于γ 单相区内, 但因为该合金首先凝固的是a 相(经有序化反应成为α 2 相), γ 作为次生相在晶界出现, 伴随着Al的偏析. 只有当Al含量大于55% (原子分数, 下同)时γ 才是初生相[5 ] . γ 相的体积分数与凝固速度有关: 对于Ti-50Al合金, 电孤熔炼钮扣锭中仅约为0.3, 熔模铸造合金锭中约为0.5. 因此, 相图上γ 相区边界位置的准确性取决于Al偏析导致的非平衡显微组织能否有效消除. 此外, 如果杂质元素(如O)在两相中的溶解度差别较大, 相界位置也与合金中杂质的含量有关. 更大的争议涉及高温区域, 2个与有序化反应相关的问题至今仍无确定答案: 一是在Ti-Al二元系中, β 相是否会有序化为B2相, 一些研究[6 ,7 ] 认为该有序化反应存在, 但另一些研究[8 ] 认为不可能存在, 图1选择了后者; 二是虽然确认α 相转变成了α 2 相, 但到底是通过α +β →α 2 包析反应[6 ] 还是通过成分全等的有序化反应[8 ,9 ] 形成的尚无定论. 这些问题充分说明了Ti-Al二元相图的复杂性, Witusiewicz等[10 ] 随后于2008年评估的Ti-Al二元相图与图1并不完全一致. ...
... [6 ]还是通过成分全等的有序化反应[8 ,9 ] 形成的尚无定论. 这些问题充分说明了Ti-Al二元相图的复杂性, Witusiewicz等[10 ] 随后于2008年评估的Ti-Al二元相图与图1并不完全一致. ...
1
2000
... TiAl的密度仅为镍基高温合金的一半, 在600~900 ℃温度区间有可能取代高温合金制作某些航空航天结构件以及地面动力系统转动或往复运动结构件, 实现推力重量比值和燃油效率的大幅度提高. 尽管上世纪50年代中期人们已经认识到γ -TiAl具有很好的高温强度和蠕变抗力, 且其抗氧化性能可以通过添加Ta, Nb, Ag得到改善[1 ] , 但对γ -TiAl的研究真正开始于70年代中期. Shechtman等[2 ] 和Lipsitt等[3 ] 在研究γ -TiAl的变形和断裂机制时发现, 无论对Ti-50Al的合金采用怎样的退火处理, 在透射电镜下看到的都是γ -TiAl+α 2 -Ti3 Al两相片层组织, 不便用于确定γ -TiAl相中的变形位错. 因此, 又制备了富Al侧的Ti-54Al单相合金用于确定γ 相的滑移系. 关于Ti-50Al合金中出现了α 2 相的原因, Shechtman等[2 ] 当时觉得可能是因为Ti-50Al成分位于γ +α 2 两相区内. γ 相区边界的准确位置是多年来关于Ti-Al二元相图的争议之一. 目前最权威的Ti-Al二元相图版本是Schuster和Palm[4 ] 在评估了370余篇相关文献基础上, 于2006年给出的, 见图1. 由图可见, Ti-50Al合金位于γ 单相区内, 但因为该合金首先凝固的是a 相(经有序化反应成为α 2 相), γ 作为次生相在晶界出现, 伴随着Al的偏析. 只有当Al含量大于55% (原子分数, 下同)时γ 才是初生相[5 ] . γ 相的体积分数与凝固速度有关: 对于Ti-50Al合金, 电孤熔炼钮扣锭中仅约为0.3, 熔模铸造合金锭中约为0.5. 因此, 相图上γ 相区边界位置的准确性取决于Al偏析导致的非平衡显微组织能否有效消除. 此外, 如果杂质元素(如O)在两相中的溶解度差别较大, 相界位置也与合金中杂质的含量有关. 更大的争议涉及高温区域, 2个与有序化反应相关的问题至今仍无确定答案: 一是在Ti-Al二元系中, β 相是否会有序化为B2相, 一些研究[6 ,7 ] 认为该有序化反应存在, 但另一些研究[8 ] 认为不可能存在, 图1选择了后者; 二是虽然确认α 相转变成了α 2 相, 但到底是通过α +β →α 2 包析反应[6 ] 还是通过成分全等的有序化反应[8 ,9 ] 形成的尚无定论. 这些问题充分说明了Ti-Al二元相图的复杂性, Witusiewicz等[10 ] 随后于2008年评估的Ti-Al二元相图与图1并不完全一致. ...
2
2002
... TiAl的密度仅为镍基高温合金的一半, 在600~900 ℃温度区间有可能取代高温合金制作某些航空航天结构件以及地面动力系统转动或往复运动结构件, 实现推力重量比值和燃油效率的大幅度提高. 尽管上世纪50年代中期人们已经认识到γ -TiAl具有很好的高温强度和蠕变抗力, 且其抗氧化性能可以通过添加Ta, Nb, Ag得到改善[1 ] , 但对γ -TiAl的研究真正开始于70年代中期. Shechtman等[2 ] 和Lipsitt等[3 ] 在研究γ -TiAl的变形和断裂机制时发现, 无论对Ti-50Al的合金采用怎样的退火处理, 在透射电镜下看到的都是γ -TiAl+α 2 -Ti3 Al两相片层组织, 不便用于确定γ -TiAl相中的变形位错. 因此, 又制备了富Al侧的Ti-54Al单相合金用于确定γ 相的滑移系. 关于Ti-50Al合金中出现了α 2 相的原因, Shechtman等[2 ] 当时觉得可能是因为Ti-50Al成分位于γ +α 2 两相区内. γ 相区边界的准确位置是多年来关于Ti-Al二元相图的争议之一. 目前最权威的Ti-Al二元相图版本是Schuster和Palm[4 ] 在评估了370余篇相关文献基础上, 于2006年给出的, 见图1. 由图可见, Ti-50Al合金位于γ 单相区内, 但因为该合金首先凝固的是a 相(经有序化反应成为α 2 相), γ 作为次生相在晶界出现, 伴随着Al的偏析. 只有当Al含量大于55% (原子分数, 下同)时γ 才是初生相[5 ] . γ 相的体积分数与凝固速度有关: 对于Ti-50Al合金, 电孤熔炼钮扣锭中仅约为0.3, 熔模铸造合金锭中约为0.5. 因此, 相图上γ 相区边界位置的准确性取决于Al偏析导致的非平衡显微组织能否有效消除. 此外, 如果杂质元素(如O)在两相中的溶解度差别较大, 相界位置也与合金中杂质的含量有关. 更大的争议涉及高温区域, 2个与有序化反应相关的问题至今仍无确定答案: 一是在Ti-Al二元系中, β 相是否会有序化为B2相, 一些研究[6 ,7 ] 认为该有序化反应存在, 但另一些研究[8 ] 认为不可能存在, 图1选择了后者; 二是虽然确认α 相转变成了α 2 相, 但到底是通过α +β →α 2 包析反应[6 ] 还是通过成分全等的有序化反应[8 ,9 ] 形成的尚无定论. 这些问题充分说明了Ti-Al二元相图的复杂性, Witusiewicz等[10 ] 随后于2008年评估的Ti-Al二元相图与图1并不完全一致. ...
... [8 ,9 ]形成的尚无定论. 这些问题充分说明了Ti-Al二元相图的复杂性, Witusiewicz等[10 ] 随后于2008年评估的Ti-Al二元相图与图1并不完全一致. ...
1
1998
... TiAl的密度仅为镍基高温合金的一半, 在600~900 ℃温度区间有可能取代高温合金制作某些航空航天结构件以及地面动力系统转动或往复运动结构件, 实现推力重量比值和燃油效率的大幅度提高. 尽管上世纪50年代中期人们已经认识到γ -TiAl具有很好的高温强度和蠕变抗力, 且其抗氧化性能可以通过添加Ta, Nb, Ag得到改善[1 ] , 但对γ -TiAl的研究真正开始于70年代中期. Shechtman等[2 ] 和Lipsitt等[3 ] 在研究γ -TiAl的变形和断裂机制时发现, 无论对Ti-50Al的合金采用怎样的退火处理, 在透射电镜下看到的都是γ -TiAl+α 2 -Ti3 Al两相片层组织, 不便用于确定γ -TiAl相中的变形位错. 因此, 又制备了富Al侧的Ti-54Al单相合金用于确定γ 相的滑移系. 关于Ti-50Al合金中出现了α 2 相的原因, Shechtman等[2 ] 当时觉得可能是因为Ti-50Al成分位于γ +α 2 两相区内. γ 相区边界的准确位置是多年来关于Ti-Al二元相图的争议之一. 目前最权威的Ti-Al二元相图版本是Schuster和Palm[4 ] 在评估了370余篇相关文献基础上, 于2006年给出的, 见图1. 由图可见, Ti-50Al合金位于γ 单相区内, 但因为该合金首先凝固的是a 相(经有序化反应成为α 2 相), γ 作为次生相在晶界出现, 伴随着Al的偏析. 只有当Al含量大于55% (原子分数, 下同)时γ 才是初生相[5 ] . γ 相的体积分数与凝固速度有关: 对于Ti-50Al合金, 电孤熔炼钮扣锭中仅约为0.3, 熔模铸造合金锭中约为0.5. 因此, 相图上γ 相区边界位置的准确性取决于Al偏析导致的非平衡显微组织能否有效消除. 此外, 如果杂质元素(如O)在两相中的溶解度差别较大, 相界位置也与合金中杂质的含量有关. 更大的争议涉及高温区域, 2个与有序化反应相关的问题至今仍无确定答案: 一是在Ti-Al二元系中, β 相是否会有序化为B2相, 一些研究[6 ,7 ] 认为该有序化反应存在, 但另一些研究[8 ] 认为不可能存在, 图1选择了后者; 二是虽然确认α 相转变成了α 2 相, 但到底是通过α +β →α 2 包析反应[6 ] 还是通过成分全等的有序化反应[8 ,9 ] 形成的尚无定论. 这些问题充分说明了Ti-Al二元相图的复杂性, Witusiewicz等[10 ] 随后于2008年评估的Ti-Al二元相图与图1并不完全一致. ...
2
2008
... TiAl的密度仅为镍基高温合金的一半, 在600~900 ℃温度区间有可能取代高温合金制作某些航空航天结构件以及地面动力系统转动或往复运动结构件, 实现推力重量比值和燃油效率的大幅度提高. 尽管上世纪50年代中期人们已经认识到γ -TiAl具有很好的高温强度和蠕变抗力, 且其抗氧化性能可以通过添加Ta, Nb, Ag得到改善[1 ] , 但对γ -TiAl的研究真正开始于70年代中期. Shechtman等[2 ] 和Lipsitt等[3 ] 在研究γ -TiAl的变形和断裂机制时发现, 无论对Ti-50Al的合金采用怎样的退火处理, 在透射电镜下看到的都是γ -TiAl+α 2 -Ti3 Al两相片层组织, 不便用于确定γ -TiAl相中的变形位错. 因此, 又制备了富Al侧的Ti-54Al单相合金用于确定γ 相的滑移系. 关于Ti-50Al合金中出现了α 2 相的原因, Shechtman等[2 ] 当时觉得可能是因为Ti-50Al成分位于γ +α 2 两相区内. γ 相区边界的准确位置是多年来关于Ti-Al二元相图的争议之一. 目前最权威的Ti-Al二元相图版本是Schuster和Palm[4 ] 在评估了370余篇相关文献基础上, 于2006年给出的, 见图1. 由图可见, Ti-50Al合金位于γ 单相区内, 但因为该合金首先凝固的是a 相(经有序化反应成为α 2 相), γ 作为次生相在晶界出现, 伴随着Al的偏析. 只有当Al含量大于55% (原子分数, 下同)时γ 才是初生相[5 ] . γ 相的体积分数与凝固速度有关: 对于Ti-50Al合金, 电孤熔炼钮扣锭中仅约为0.3, 熔模铸造合金锭中约为0.5. 因此, 相图上γ 相区边界位置的准确性取决于Al偏析导致的非平衡显微组织能否有效消除. 此外, 如果杂质元素(如O)在两相中的溶解度差别较大, 相界位置也与合金中杂质的含量有关. 更大的争议涉及高温区域, 2个与有序化反应相关的问题至今仍无确定答案: 一是在Ti-Al二元系中, β 相是否会有序化为B2相, 一些研究[6 ,7 ] 认为该有序化反应存在, 但另一些研究[8 ] 认为不可能存在, 图1选择了后者; 二是虽然确认α 相转变成了α 2 相, 但到底是通过α +β →α 2 包析反应[6 ] 还是通过成分全等的有序化反应[8 ,9 ] 形成的尚无定论. 这些问题充分说明了Ti-Al二元相图的复杂性, Witusiewicz等[10 ] 随后于2008年评估的Ti-Al二元相图与图1并不完全一致. ...
... γ -TiAl合金凝固时形成的初始相及其织构与成分和冷速都有关系. Witusiewicz等[10 ] 的实验结果表明, Ti-Al二元合金在常规冷速下, Al含量在45%以下时为β 凝固; Al含量在49%以上时α 是初始凝固相; Al含量在45%~49%之间时β 枝晶首先形成, 随后α 相以包晶反应方式形成. 从De Graef等[93 ] 的结果推测, 次生的α 相与初生的β 并不遵从Burgers位相关系[43 ] . 对于4822合金, 冷速较高时α 相的[0001]沿热流方向, 导致随后按Blackburn位相关系[38 ] 形成的γ {111}片层面垂直于热流方向; 慢冷时, 平行于热流的方向变成了< 10 1 - 0 γ 相{202}面垂直于热流方向. Johnson等[94 ] 因此提出, 包晶α 相并不依附于初生β 相成核, 而是从熔液中直接成核凝固. ...
4
1982
... 1974~1982年, 普惠航空发动机公司开展了第一轮TiAl材料研究[11 ] , 于1979年筛选出第一个具有实用价值的合金成分: Ti-48Al-1V-0.1C, 并开展了一系列力学性能、成形工艺和典型试验件研究, 通常认为这是第一代TiAl合金的代表. 该合金断裂韧性较好, 可机械加工, 可铸造, 但室温塑性和冲击性能较低, 铸件易产生表面疏松. 采用该合金铸造的典型结构件包括F100发动机压气机叶片毛坯[11 ] 和JT9D发动机低压涡轮叶片[12 ] . ...
... [11 ]和JT9D发动机低压涡轮叶片[12 ] . ...
... 一般可将γ -TiAl中的合金元素分为3类[17 ,33 ] , 它们在周期表中具有确定的位置. 第一类位于Ti的右方(V, Cr, Mn), 它们可提高合金塑性, 但机理各异且至今无定论. 例如, V被认为会提高中温塑性, 但对室温塑性作用不明显[11 ] . Mn被认为利于孪晶变形[58 ] , 而Cr则降低γ 相晶胞c/a比, 减弱共价键方向性, 减小α 2 相体积分数, 细化晶粒[59 ,60 ] . ...
... C可大幅度提高γ -TiAl合金的蠕变抗力, 如添加0.2%的C可使Ti-48Al-1V的蠕变抗力提高6倍[11 ] , 在TNM合金中添加0.2%的C具有类似效果[78 ] . 但C显著降低合金的室温塑性, 特别是对铸造合金. C的强化作用主要来源于MAX相析出物[79 ,80 ] , 经过热机械处理, MAX相碳化物尺寸可细化至几十纳米, 它们甚至可以成为纳米孪晶的异质成核核心, 从而释放应力集中, 改善塑性变形[81 ] . C对铸态合金的脆化作用可能主要源于碳化物的粗大尺寸和分布形态. ...
2
1985
... 1974~1982年, 普惠航空发动机公司开展了第一轮TiAl材料研究[11 ] , 于1979年筛选出第一个具有实用价值的合金成分: Ti-48Al-1V-0.1C, 并开展了一系列力学性能、成形工艺和典型试验件研究, 通常认为这是第一代TiAl合金的代表. 该合金断裂韧性较好, 可机械加工, 可铸造, 但室温塑性和冲击性能较低, 铸件易产生表面疏松. 采用该合金铸造的典型结构件包括F100发动机压气机叶片毛坯[11 ] 和JT9D发动机低压涡轮叶片[12 ] . ...
... 1974~1985年, 全世界只有约15篇关于γ -TiAl的公开发表的论文[12 ] , 这些早期开拓性的工作为下一阶段的爆发式研究奠定了基础并指出了大致方向. ...
3
2004
... Typical stages of development of advanced materials[13 ] ...
... 先进材料的发展阶段[13 ] ...
... 先进材料, 特别是应用于苛刻环境的结构材料, 从概念到应用一般认为会经历4个阶段(图2)[13 ] . 在研究热潮阶段, 材料被描述为革命性的. 当热潮冷却下来便进入了研究活动低谷的攻坚阶段, 此时材料被描述为即将兴起, 这一阶段通常是漫长的, 事实上多数先进材料走不出这个“死亡谷”[14 ] . 一旦材料的技术难题被攻克并在某个重要需求拉动下首次应用, 即进入实现特定应用的第3阶段, 只有当材料的稳定性、成本、供应链诸问题妥善解决以后才会成为商品材料, 或称为货架材料. 在这2个阶段, 材料逐渐走向成熟. 到目前为止, γ -TiAl合金的发展历史基本符合图2所示的规律. 基于首先在GE公司发动机上获得工业化应用的4822合金(Ti-48Al-2Cr-2Nb)的发展史, 可以确定γ -TiAl合金各发展阶段的大致时间节点. ...
1
2004
... 先进材料, 特别是应用于苛刻环境的结构材料, 从概念到应用一般认为会经历4个阶段(图2)[13 ] . 在研究热潮阶段, 材料被描述为革命性的. 当热潮冷却下来便进入了研究活动低谷的攻坚阶段, 此时材料被描述为即将兴起, 这一阶段通常是漫长的, 事实上多数先进材料走不出这个“死亡谷”[14 ] . 一旦材料的技术难题被攻克并在某个重要需求拉动下首次应用, 即进入实现特定应用的第3阶段, 只有当材料的稳定性、成本、供应链诸问题妥善解决以后才会成为商品材料, 或称为货架材料. 在这2个阶段, 材料逐渐走向成熟. 到目前为止, γ -TiAl合金的发展历史基本符合图2所示的规律. 基于首先在GE公司发动机上获得工业化应用的4822合金(Ti-48Al-2Cr-2Nb)的发展史, 可以确定γ -TiAl合金各发展阶段的大致时间节点. ...
1
1979
... Aoki和Izumi [15 ] 于1979年发现, B可以改善Ni3 Al的室温塑性, 进一步研究表明B改善Ni3 Al塑性的效应十分显著[16 ] , 由此掀起了金属间化合物研究热潮. 在Ti-Al系中, 早期对于Ti3 Al的期望比TiAl要大得多, 但随着研发的深入, TiAl的重要性超过了Ti3 Al[17 ] . ...
1
1985
... Aoki和Izumi [15 ] 于1979年发现, B可以改善Ni3 Al的室温塑性, 进一步研究表明B改善Ni3 Al塑性的效应十分显著[16 ] , 由此掀起了金属间化合物研究热潮. 在Ti-Al系中, 早期对于Ti3 Al的期望比TiAl要大得多, 但随着研发的深入, TiAl的重要性超过了Ti3 Al[17 ] . ...
2
2001
... Aoki和Izumi [15 ] 于1979年发现, B可以改善Ni3 Al的室温塑性, 进一步研究表明B改善Ni3 Al塑性的效应十分显著[16 ] , 由此掀起了金属间化合物研究热潮. 在Ti-Al系中, 早期对于Ti3 Al的期望比TiAl要大得多, 但随着研发的深入, TiAl的重要性超过了Ti3 Al[17 ] . ...
... 一般可将γ -TiAl中的合金元素分为3类[17 ,33 ] , 它们在周期表中具有确定的位置. 第一类位于Ti的右方(V, Cr, Mn), 它们可提高合金塑性, 但机理各异且至今无定论. 例如, V被认为会提高中温塑性, 但对室温塑性作用不明显[11 ] . Mn被认为利于孪晶变形[58 ] , 而Cr则降低γ 相晶胞c/a比, 减弱共价键方向性, 减小α 2 相体积分数, 细化晶粒[59 ,60 ] . ...
4
1995
... 热潮阶段始于2个典型第二代γ -TiAl合金的问世, 即4822合金和45XD (Ti-45Al-2Mn-2Nb-0.8vol%TiB2 ), 结束于美国矿冶∙金属∙材料学会(TMS)主办的第一届γ -TiAl国际会议的召开[18 ] , 这10年间, 4822和45XD均走完了从合金熔炼到典型结构件测试的一个循环, 研究进展见文献[5,19~23]. ...
... 同一时期, ABB公司开发了47WSi合金(Ti-47Al-2W-0.5Si), 并针对工业燃汽轮机叶片和汽车发动机部件进行了应用研究和部件测试[18 ] . ...
... 上述3个合金均属于第二代γ -TiAl合金, 具有各自的性能特点[18 ] : 4822室温塑性最高; 45XD可铸性好, 铸态组织最佳, 高温强度和疲劳性能好; 47WSi合金的高温(760 ℃)蠕变性能优异. ...
... 经过近40年的研究, γ -TiAl合金无论在基础科学还是应用技术方面均取得了巨大进展. 除了大量期刊论文外, 5次国际会议的论文集比较集中地记载了这些阶段性研究进展[18 ,54 -57 ] . 2011年, Appel等[33 ] 出版了《γ -TiAl合金: 科学与技术》专著, 对该领域研究工作进行了较为系统的总结. 这些文集与专著较全面地介绍了γ -TiAl合金的研究现状. 本文仅从合金化、显微组织类别、一次加工(凝固)、二次加工(热加工)、性能和三次加工(成形)等6个方面对主要研究进展加以简要回顾. ...
1
1989
... 对于γ +α 2 两相合金, 一般可以得到近γ , 双态, 近片层和全片层4类显微组织. 这4类组织可分别通过在图1中γ +α 两相区不同温度热处理获得[19 ] . 对于任一成分, 其垂直线与a /γ +α 相界的交点温度为Tα , 共晶温度为Te (图1中为1120 ℃), 则在Tα 至Te 的线段上可分为上、中、下3段. ...
1
1996
... O和N对γ -TiAl合金性能的作用与C类似, 例如O被用于增强蠕变抗力[23 ] . O在γ 相中的溶解度仅约为0.03% (原子分数)[85 ,86 ] , 因此, 不同含量的O对γ -TiAl合金具有固溶强化和析出强化(Al2 O3 )作用, 但会使室温塑性恶化. 例如: 加入0.3%的O会使Ti-50Al合金的室温和高温屈服强度提高1.5倍, 而当O含量从0.03%增至0.08%时, 延伸率降低约2~3倍[87 ,88 ] . ...
2
2011
... 4822是GE公司研发的迄今室温塑性最高的γ -TiAl合金. 1988年, GE公司认识到该合金具有工程开发价值, 并经过全面比较确定铸造为首选工艺, 于1989年开始铸造工艺研究. GE90发动机的减重需求推动了对γ -TiAl合金重要性的认识, 从而决定在CF6-80C发动机计划中开展采用4822合金制造第5级低压涡轮叶片的实验研究[24 ] , 由Howmet公司铸造出叶片毛坯, 采用电化学方法加工出净尺寸叶片, 于1993~1994年进行了1529循环周次发动机试车. 1995~1996年制造了F414发动机封严支撑环并进行试车. ...
... 从图1可以看出, γ -TiAl合金的高温区在相对较窄的Al含量范围内存在2个包晶反应, 这使显微组织对Al含量变化很敏感, 进而导致性能对成分特别是Al含量很敏感. 宏观成分偏析主要与熔炼方法和熔炼参数的控制有关, 微观偏析和织构则主要与凝固反应有关. 熔炼方法, 特别是工业规模的熔炼方法是建立材料供应链的一个关键环节, 对于γ -TiAl合金的研发与应用具有重要意义. 一个著名的实例是GE公司在上世纪90年代前期采用4822合金试制CF6-80C低压涡轮叶片时遇到的困难. 为保证4822合金的性能一致性, 要求将Al含量控制在±0.75% (质量分数)范围内, 但当时Howmet公司和Timet公司的真空自耗熔炼(VAR)技术只能实现±3%Al (质量分数)的均匀性. 由于成分均匀性不满足要求, GE公司不得不研发了一种特殊的热处理工艺使铸造叶片的性能满足要求[24 ] . 后来Allvac公司通过研发改进VAR工艺, 才使Al含量波动范围达到GE公司的要求, 从而建立了4822合金的工业规模熔炼技术, 消除了γ -TiAl合金应用的拦路虎. ...
1
... 45XD合金起源于美国国家空天飞机计划(NASP)中由洛克希德-马丁公司等15家单位联合承担的研发项目. 从20世纪80年代中期到90年代中期, Howmet公司和罗罗公司采用该合金针对典型部件进行了应用研发, Howmet公司开展了该合金的精密铸造技术研究[25 ] , 并积累了大量关于该合金的材料性能、工艺和结构件设计与制造数据. ...
1
... 在这一阶段, 研究内容更加集中于针对特定应用的工艺与加工方法研究. 例如, 美国的PRET项目[26 ] 主要研究γ -TiAl基础研究成果的技术转化途径, 研究内容包括: 铸造与成形过程中的缺陷与杂质, 微观组织演化与表征, 性能的分散性及其原因, 单向加载条件下缺口强化与尺寸效应, 表面损伤与外物损伤, 以及不同类型显微组织的疲劳行为. NASA支持的γ -TiAl合金耐久性研究内容包括冲击疲劳, 冲击过程模拟和磨损[27 ] . 表面完整性也是重要的研究主题[28 ] . 这些均是γ -TiAl合金作为航空发动机转动部件材料所必须解决的关键问题. ...
1
... 在这一阶段, 研究内容更加集中于针对特定应用的工艺与加工方法研究. 例如, 美国的PRET项目[26 ] 主要研究γ -TiAl基础研究成果的技术转化途径, 研究内容包括: 铸造与成形过程中的缺陷与杂质, 微观组织演化与表征, 性能的分散性及其原因, 单向加载条件下缺口强化与尺寸效应, 表面损伤与外物损伤, 以及不同类型显微组织的疲劳行为. NASA支持的γ -TiAl合金耐久性研究内容包括冲击疲劳, 冲击过程模拟和磨损[27 ] . 表面完整性也是重要的研究主题[28 ] . 这些均是γ -TiAl合金作为航空发动机转动部件材料所必须解决的关键问题. ...
1
2004
... 在这一阶段, 研究内容更加集中于针对特定应用的工艺与加工方法研究. 例如, 美国的PRET项目[26 ] 主要研究γ -TiAl基础研究成果的技术转化途径, 研究内容包括: 铸造与成形过程中的缺陷与杂质, 微观组织演化与表征, 性能的分散性及其原因, 单向加载条件下缺口强化与尺寸效应, 表面损伤与外物损伤, 以及不同类型显微组织的疲劳行为. NASA支持的γ -TiAl合金耐久性研究内容包括冲击疲劳, 冲击过程模拟和磨损[27 ] . 表面完整性也是重要的研究主题[28 ] . 这些均是γ -TiAl合金作为航空发动机转动部件材料所必须解决的关键问题. ...
1
1999
... γ -TiAl合金部件在汽车增压器叶轮和排气阀等高温往复运动或转动部件上的应用取得了进展. 日本率先在赛车等高档汽车上采用了γ -TiAl铸造增压器叶轮[29 ] , 多个国家特别是德国研究了铸造和变形工艺制备的γ -TiAl排气阀. 在欧盟第六框架计划支持下, 德国TRW公司、英国伯明翰大学和中国科学院金属研究所联合研究了陶瓷坩埚熔炼浇注排气阀部件工艺[30 ,31 ] , 采用陶瓷坩埚取代水冷金属坩埚使得O含量提高, 塑性下降, 但可提高熔液过热度和成品率, 降低熔炼过程中能量消耗和制造成本[32 ] . 成本是限制γ -TiAl汽车发动机部件应用的主要因素. 从这个角度考虑, 铸造是优选工艺. 但至目前为止, γ -TiAl合金在汽车行业的大规模应用尚未实现. ...
1
2006
... γ -TiAl合金部件在汽车增压器叶轮和排气阀等高温往复运动或转动部件上的应用取得了进展. 日本率先在赛车等高档汽车上采用了γ -TiAl铸造增压器叶轮[29 ] , 多个国家特别是德国研究了铸造和变形工艺制备的γ -TiAl排气阀. 在欧盟第六框架计划支持下, 德国TRW公司、英国伯明翰大学和中国科学院金属研究所联合研究了陶瓷坩埚熔炼浇注排气阀部件工艺[30 ,31 ] , 采用陶瓷坩埚取代水冷金属坩埚使得O含量提高, 塑性下降, 但可提高熔液过热度和成品率, 降低熔炼过程中能量消耗和制造成本[32 ] . 成本是限制γ -TiAl汽车发动机部件应用的主要因素. 从这个角度考虑, 铸造是优选工艺. 但至目前为止, γ -TiAl合金在汽车行业的大规模应用尚未实现. ...
1
2006
... γ -TiAl合金部件在汽车增压器叶轮和排气阀等高温往复运动或转动部件上的应用取得了进展. 日本率先在赛车等高档汽车上采用了γ -TiAl铸造增压器叶轮[29 ] , 多个国家特别是德国研究了铸造和变形工艺制备的γ -TiAl排气阀. 在欧盟第六框架计划支持下, 德国TRW公司、英国伯明翰大学和中国科学院金属研究所联合研究了陶瓷坩埚熔炼浇注排气阀部件工艺[30 ,31 ] , 采用陶瓷坩埚取代水冷金属坩埚使得O含量提高, 塑性下降, 但可提高熔液过热度和成品率, 降低熔炼过程中能量消耗和制造成本[32 ] . 成本是限制γ -TiAl汽车发动机部件应用的主要因素. 从这个角度考虑, 铸造是优选工艺. 但至目前为止, γ -TiAl合金在汽车行业的大规模应用尚未实现. ...
Light-Weight Valves for High-Efficiency Engines
1
2000
... γ -TiAl合金部件在汽车增压器叶轮和排气阀等高温往复运动或转动部件上的应用取得了进展. 日本率先在赛车等高档汽车上采用了γ -TiAl铸造增压器叶轮[29 ] , 多个国家特别是德国研究了铸造和变形工艺制备的γ -TiAl排气阀. 在欧盟第六框架计划支持下, 德国TRW公司、英国伯明翰大学和中国科学院金属研究所联合研究了陶瓷坩埚熔炼浇注排气阀部件工艺[30 ,31 ] , 采用陶瓷坩埚取代水冷金属坩埚使得O含量提高, 塑性下降, 但可提高熔液过热度和成品率, 降低熔炼过程中能量消耗和制造成本[32 ] . 成本是限制γ -TiAl汽车发动机部件应用的主要因素. 从这个角度考虑, 铸造是优选工艺. 但至目前为止, γ -TiAl合金在汽车行业的大规模应用尚未实现. ...
12
2011
... 针对航空发动机叶片的第二代γ -TiAl合金稳定使用的温度为650 ℃. 欲进一步提高服役温度, 则需要研制第三代合金. 在此阶段, 各国研究者提出了很多种成分, 但合金综合性能得到全面研究的并不多, 综合性能达到应用要求的极少. 这些合金大体上可以分为3大类[33 ] : 高铌合金、β 凝固合金和块状转变合金. ...
... 经过近40年的研究, γ -TiAl合金无论在基础科学还是应用技术方面均取得了巨大进展. 除了大量期刊论文外, 5次国际会议的论文集比较集中地记载了这些阶段性研究进展[18 ,54 -57 ] . 2011年, Appel等[33 ] 出版了《γ -TiAl合金: 科学与技术》专著, 对该领域研究工作进行了较为系统的总结. 这些文集与专著较全面地介绍了γ -TiAl合金的研究现状. 本文仅从合金化、显微组织类别、一次加工(凝固)、二次加工(热加工)、性能和三次加工(成形)等6个方面对主要研究进展加以简要回顾. ...
... 一般可将γ -TiAl中的合金元素分为3类[17 ,33 ] , 它们在周期表中具有确定的位置. 第一类位于Ti的右方(V, Cr, Mn), 它们可提高合金塑性, 但机理各异且至今无定论. 例如, V被认为会提高中温塑性, 但对室温塑性作用不明显[11 ] . Mn被认为利于孪晶变形[58 ] , 而Cr则降低γ 相晶胞c/a比, 减弱共价键方向性, 减小α 2 相体积分数, 细化晶粒[59 ,60 ] . ...
... 第二类合金元素是位于Ti的右下方的难熔金属(Nb, Mo, Ta, W). 这些均属于慢扩散元素, 少量添加这类元素可改善γ -TiAl合金的高温性能, 如强度、抗氧化能力和蠕变抗力. 这些难熔金属均具有bcc结构, 均具有β 稳定作用, 若大量添加则易形成β /β 0 相(β 0 相具有B2结构), 对合金高温性能的影响比较复杂[61 ,62 ] , 因为其中析出了w 相或类w 相[63 ,64 ] . 这些元素又可分为2种: Mo, Ta, W主要溶于α 2 相, 而Nb则在γ 和α 2 两相中近乎均等地配分[42 ] ; Mo, Ta, W等对高温蠕变性能的影响与它们在α 2 相中的选择配分有关. 由于γ -TiAl合金中存在α →γ +α 2 包析反应, 对于除包析点之外的合金成分, 在冷至包析反应温度以下时γ 的体积分数会突然增大[33 ] . 但实际过程中冷速较快, 无法达到相平衡, 造成合金中α /α 2 相的实际体积分数高于平衡体积分数, 在使用温度长期热暴露时α 2 相会逐渐分解[63 ] . 研究[65 ] 表明, 蠕变时因α 2 相溶解W偏聚在α 2 /γ 界面上, 从而减缓α 2 相的溶解. 尤其当α 2 相主要以台阶的界面扫动方式溶解时, 台阶附近W的偏聚尤其明显, 甚至诱导B2相的析出, 这些因素均阻碍α 2 相的溶解, 提高片层组织的稳定性. ...
... 从合金质量和经济性来衡量, 无论对于形变合金(末次熔炼为VAR)还是铸造所用母合金的制备(末次熔炼为ISM), 首次熔炼采用PAM均是最佳选择. PAM铸锭从心部到外缘的成分变化问题不大, 因为在末次熔炼过程中均可以进一步均匀化, 但从锭头到锭尾的宏观成分偏析则无法消除(VAR的熔池小, 只是局部熔化; ISM需将一个母合金锭切成数段浇成不同的零件). 易挥发的Al的含量最难控制, 且作为轻元素对其进行准确的定量分析也非常困难. Howmet公司对PAM锭的研究[92 ] 表明, Al含量分析误差对45XD和47WSi合金而言, 分别占到技术指标许可范围的32%和47%, 显然难以达到控制指标(特别是对47WSi合金). 成分偏差等熔炼质量也与熔池深度、熔液驻留时间、中间合金质量、进料方式和速度等熔炼参数有关[33 ] . 例如, 对于47WSi合金[92 ] , 当所用W-Al中间合金为细颗粒时, PAM锭沿锭长的Al含量变化量达2.5% (质量分数, 约3.1% (原子分数)), 而当采用粗颗粒中间合金时, 沿2.5 m锭长的Al含量变化量仅为0.6% (原子分数). ...
... 除了控制成分偏析, 研究凝固反应的重要意义在于寻求细化铸造合金晶粒的途径. 凝固路径及随后的固态转变决定显微组织, 而晶粒和片层晶团的大小和形状则取决于初生相和包晶相的竞争生长、凝固条件以及固态转变的成核方式与动力学. 对于二元Ti-Al合金, Al含量对枝晶尺寸有影响, 但并不显著. 实验结果[97 ] 表明, 在含47%Al时枝晶尺寸具有最小值, 而成核与成分过冷模型在假设2 K过冷度条件下得到β 初生相和α 包晶相共存生长的成分区为(46.1%~48.6%)Al[33 ] , 两者一致. Eiken等[98 ] 的相场模拟结果表明, 对于包晶合金, 若成核过冷度减小可细化晶粒. 对于铸造过程而言, 唯一可控的凝固条件是冷速, 通常通过调节模壳预热温度实现. ...
... 热加工是利用变形、再结晶和相变等原理使熔铸或粉末冶金获得的坯料实现破碎凝固组织、弥合凝固缺陷、控制织构、优化性能乃至制备部件毛坯的过程. 其中适用于γ -TiAl合金的开坯工艺主要是等温或近等温锻造和热挤压, 坯料需要热等静压, 多数合金需要包套. 二次热加工或成形工艺主要有模锻和轧制. Appel等[33 ] 总结了文献报道的热变形实验, 发现铸造及粗晶合金的变形受位错攀移和动态再结晶控制, 而经过变形和再结晶或由粉末冶金得到的细晶坯料在变形过程中还可发生晶界滑移[99 ] . ...
... 2.5.1 蠕变 关于γ -TiAl合金的蠕变已有很多综述[33 ,115 ,116 ] , 在各种显微组织中, 以全片层组织蠕变性能最佳[117 ,118 ] . γ -TiAl合金的蠕变与一般金属有诸多不同: 在第一阶段应变量较大; 几乎没有第二阶段(稳态蠕变阶段); 而第三阶段可以很长. 这样尽管蠕变寿命很长, 但蠕变变形量过大, 对制作尺寸精度要求高的部件不利. 在一、三阶段之间通常只能测量一个最小蠕变速率. 金属的稳态蠕变是加工硬化和动态回复达到并维持平衡的结果, 位错亚结构在这一阶段得到充分发展, 但在γ -TiAl中没有形成位错亚结构, 只观察到均匀分布的普通位错和形变孪晶[119 ,120 ] . 在γ -TiAl合金复杂的显微组织中多种机制共同作用, 使蠕变速率控制机制难以确定. 随应力增大, 应力指数因子连续增大, 导致模型分析不具有预测和指导意义. ...
... γ -TiAl合金在蠕变第三阶段的应变通常高达15%~25%, 其机制不限于一般金属中的孔洞和缩颈(在γ -TiAl合金中这些机制仅在断裂前起作用), 还有动态再结晶[123 ] 、形变带[124 ] 、晶界滑移[125 ] 和α 2 →γ 相变[126 ] . 在这些过程中, 似乎动态再结晶和相变起主导作用[33 ] . ...
... 与氧化相关的一个重要问题是在使用温度(如650~700 ℃)暴露后的热稳定性, 即室温脆化问题, 不同的研究者提出了多种解释. 法国国家航天航空研究中心对此进行了较系统的研究[90 ] , 结果表明, 长期热暴露后的脆化为表面脆性层所致(包括氧化层、贫Al层、富Nb析出相), 而短期热暴露后的脆化则与以下因素的综合作用有关: 富氧表面, 机械孪晶在表面扩展受阻, 冷却造成的残余应力梯度. 卤族元素尽管可改善抗氧化性能, 但对解决表面脆化问题似乎不起作用[33 ] . ...
... 2.6.1 精密铸造 适用于γ -TiAl合金的精密铸造方法[33 ,171 ] , 取决于熔炼方法、浇注方式和模壳材料的组合, 有很多变种. 熔炼方法包括感应熔炼(陶瓷或水冷金属坩埚, 陶瓷可获得高过热度, 但夹杂和间隙污染使它并不适于航空部件等关键应用, 金属坩埚若采用高功率熔炼, 则可使熔液悬浮, 又称悬浮熔炼)、凝壳熔炼; 浇注方式包括静态重力、反重力、吸铸、离心(离心包括水平和垂直2种方式, 均可再细分为泼注和旋溢); 模壳材料包括重复使用的金属模和一次使用的陶瓷模. 使用陶瓷模的又称失蜡铸造(investment casting), 是精密铸造(precision casting)中应用最广泛的一种. 这里仅简要讨论文献报道的适用于航空发动机涡轮叶片的铸造方法. ...
... Appel等[33 ] 给出了一个显微组织敏感地依赖于成分的实例. 采用Ti-45Al-5Al-0.2B-0.2C合金铸造汽车增压器叶轮时, 同一批次得到了截然不同的2种显微组织, 经分析, 这种差异起源于成分的微小波动(仅0.3%), 导致2个叶轮分别经历了β 凝固和包晶反应凝固2条路线. 这说明, 该合金并不特别适于铸造应用. ...
1
1992
... 高铌合金是北京科技大学Chen等[34 ] 最早提出的, 德国GKSS研究中心对这类合金开展了大量工作[35 ] . 高铌合金的特点是高温蠕变和抗氧化性能好, 缺点是室温塑性低, 难以铸造. 采用变形工艺可在一定程度上提高室温塑性, 但Al偏析问题仍有待解决[36 ] . ...
1
1998
... 高铌合金是北京科技大学Chen等[34 ] 最早提出的, 德国GKSS研究中心对这类合金开展了大量工作[35 ] . 高铌合金的特点是高温蠕变和抗氧化性能好, 缺点是室温塑性低, 难以铸造. 采用变形工艺可在一定程度上提高室温塑性, 但Al偏析问题仍有待解决[36 ] . ...
1
2014
... 高铌合金是北京科技大学Chen等[34 ] 最早提出的, 德国GKSS研究中心对这类合金开展了大量工作[35 ] . 高铌合金的特点是高温蠕变和抗氧化性能好, 缺点是室温塑性低, 难以铸造. 采用变形工艺可在一定程度上提高室温塑性, 但Al偏析问题仍有待解决[36 ] . ...
3
2005
... Relationship between microstructure and cooling rate of Ti-46Al-8Nb alloy[37 ] ...
... Ti-46Al-8Nb合金显微组织和冷却速率的关系[37 ] ...
... 块状转变合金是中等冷速(约102 K/s)条件下, 高温α 相不经扩散直接转变为γ 相的合金. Ti-46Al-8Nb合金显微组织和冷却速率的关系见图3[37 ] . 可见, 随冷速增大, 该合金依次得到片层组织(包括魏氏片层组织和羽毛状片层组织)、块状转变γ 相和过冷保留的α 2 相. 当在α 2 +γ 两相区热处理时, 片状α 相会遵从Blackburn位向关系[38 ] 从γ 相的4个{111}面上析出[39 ] , 获得接近各向同性的细晶组织. 利用块状转变可有效细化铸态合金晶粒, 改善织构状态, 但通常需要较高冷速, 合金有可能因热应力而开裂. 英国伯明翰大学系统研究了γ -TiAl合金中块状转变的条件和影响因素, 发现因添加B形成的细晶合金[40 ] 和O含量高的合金[41 ] 均难以发生块状转变. 由于块状转变是不发生扩散的位移型相变, 添加难以扩散的难熔金属通常可以促进块状转变, 但难熔金属均具有高密度, 作为合金元素会导致γ -TiAl合金的密度增大. ...
3
1970
... 块状转变合金是中等冷速(约102 K/s)条件下, 高温α 相不经扩散直接转变为γ 相的合金. Ti-46Al-8Nb合金显微组织和冷却速率的关系见图3[37 ] . 可见, 随冷速增大, 该合金依次得到片层组织(包括魏氏片层组织和羽毛状片层组织)、块状转变γ 相和过冷保留的α 2 相. 当在α 2 +γ 两相区热处理时, 片状α 相会遵从Blackburn位向关系[38 ] 从γ 相的4个{111}面上析出[39 ] , 获得接近各向同性的细晶组织. 利用块状转变可有效细化铸态合金晶粒, 改善织构状态, 但通常需要较高冷速, 合金有可能因热应力而开裂. 英国伯明翰大学系统研究了γ -TiAl合金中块状转变的条件和影响因素, 发现因添加B形成的细晶合金[40 ] 和O含量高的合金[41 ] 均难以发生块状转变. 由于块状转变是不发生扩散的位移型相变, 添加难以扩散的难熔金属通常可以促进块状转变, 但难熔金属均具有高密度, 作为合金元素会导致γ -TiAl合金的密度增大. ...
... 在下段温度区间热处理时, 通常得到近γ 组织, 由较粗大的γ 相和被α 2 颗粒钉住的尺寸较小的γ 相组成. 在中段温度区间热处理得到双态组织, γ 和α 两相的体积分数近似相等, 其竞争生长导致较细小的晶粒尺寸. 在上段温度区间热处理得到近片层组织, 由粗大α 片层晶粒和少量γ 晶粒组成. 在高于Tα 短时热处理后冷却, 得到全片层的γ +α 2 两相组织. 片层面平行于α 2 相的基面和γ 相的{111}面, γ 相从α 中的析出符合Blackburn位相关系[38 ] . 这个反应正好与块状相变相反(块状相变是α 相从快速冷却获得的亚稳γ 相中析出). ...
... γ -TiAl合金凝固时形成的初始相及其织构与成分和冷速都有关系. Witusiewicz等[10 ] 的实验结果表明, Ti-Al二元合金在常规冷速下, Al含量在45%以下时为β 凝固; Al含量在49%以上时α 是初始凝固相; Al含量在45%~49%之间时β 枝晶首先形成, 随后α 相以包晶反应方式形成. 从De Graef等[93 ] 的结果推测, 次生的α 相与初生的β 并不遵从Burgers位相关系[43 ] . 对于4822合金, 冷速较高时α 相的[0001]沿热流方向, 导致随后按Blackburn位相关系[38 ] 形成的γ {111}片层面垂直于热流方向; 慢冷时, 平行于热流的方向变成了< 10 1 - 0 γ 相{202}面垂直于热流方向. Johnson等[94 ] 因此提出, 包晶α 相并不依附于初生β 相成核, 而是从熔液中直接成核凝固. ...
1
1997
... 块状转变合金是中等冷速(约102 K/s)条件下, 高温α 相不经扩散直接转变为γ 相的合金. Ti-46Al-8Nb合金显微组织和冷却速率的关系见图3[37 ] . 可见, 随冷速增大, 该合金依次得到片层组织(包括魏氏片层组织和羽毛状片层组织)、块状转变γ 相和过冷保留的α 2 相. 当在α 2 +γ 两相区热处理时, 片状α 相会遵从Blackburn位向关系[38 ] 从γ 相的4个{111}面上析出[39 ] , 获得接近各向同性的细晶组织. 利用块状转变可有效细化铸态合金晶粒, 改善织构状态, 但通常需要较高冷速, 合金有可能因热应力而开裂. 英国伯明翰大学系统研究了γ -TiAl合金中块状转变的条件和影响因素, 发现因添加B形成的细晶合金[40 ] 和O含量高的合金[41 ] 均难以发生块状转变. 由于块状转变是不发生扩散的位移型相变, 添加难以扩散的难熔金属通常可以促进块状转变, 但难熔金属均具有高密度, 作为合金元素会导致γ -TiAl合金的密度增大. ...
1
2006
... 块状转变合金是中等冷速(约102 K/s)条件下, 高温α 相不经扩散直接转变为γ 相的合金. Ti-46Al-8Nb合金显微组织和冷却速率的关系见图3[37 ] . 可见, 随冷速增大, 该合金依次得到片层组织(包括魏氏片层组织和羽毛状片层组织)、块状转变γ 相和过冷保留的α 2 相. 当在α 2 +γ 两相区热处理时, 片状α 相会遵从Blackburn位向关系[38 ] 从γ 相的4个{111}面上析出[39 ] , 获得接近各向同性的细晶组织. 利用块状转变可有效细化铸态合金晶粒, 改善织构状态, 但通常需要较高冷速, 合金有可能因热应力而开裂. 英国伯明翰大学系统研究了γ -TiAl合金中块状转变的条件和影响因素, 发现因添加B形成的细晶合金[40 ] 和O含量高的合金[41 ] 均难以发生块状转变. 由于块状转变是不发生扩散的位移型相变, 添加难以扩散的难熔金属通常可以促进块状转变, 但难熔金属均具有高密度, 作为合金元素会导致γ -TiAl合金的密度增大. ...
1
2006
... 块状转变合金是中等冷速(约102 K/s)条件下, 高温α 相不经扩散直接转变为γ 相的合金. Ti-46Al-8Nb合金显微组织和冷却速率的关系见图3[37 ] . 可见, 随冷速增大, 该合金依次得到片层组织(包括魏氏片层组织和羽毛状片层组织)、块状转变γ 相和过冷保留的α 2 相. 当在α 2 +γ 两相区热处理时, 片状α 相会遵从Blackburn位向关系[38 ] 从γ 相的4个{111}面上析出[39 ] , 获得接近各向同性的细晶组织. 利用块状转变可有效细化铸态合金晶粒, 改善织构状态, 但通常需要较高冷速, 合金有可能因热应力而开裂. 英国伯明翰大学系统研究了γ -TiAl合金中块状转变的条件和影响因素, 发现因添加B形成的细晶合金[40 ] 和O含量高的合金[41 ] 均难以发生块状转变. 由于块状转变是不发生扩散的位移型相变, 添加难以扩散的难熔金属通常可以促进块状转变, 但难熔金属均具有高密度, 作为合金元素会导致γ -TiAl合金的密度增大. ...
2
1997
... β 凝固合金首先由Naka等[42 ] 明确提出, 即初始凝固相为β , 且β 相为唯一与液相共存的相. 实际上, 很多高铌合金也属于这类合金. 应该指出, 前述第二代合金45XD已经是β 凝固合金, 只不过当时没有突出强调而已. 如果初始凝固相为β , 则由于Burgers位向关系[43 ] , α 相的基面会平行于β 相的6个{110}面析出, 从而获得近似各向同性的细晶组织, 这与块状转变合金细化晶粒的原理类似. 随后经α →α +γ 相变, 可得到弱织构的细晶片层组织. Kim等[44 ] 将这类合金称为β -γ 合金. 德国和奥地利的大学、研究机构、材料公司和发动机公司组成的联合研究组对β 凝固合金开展了深入的研究[45 ,46 ] , 发展了Ti-43Al-4Nb-1Mo-0.1B合金(TNM). 其指导思想是通过合金化在高温获得较高的β 相体积分数, 利用β 相较易变形的特性使合金可以利用常规设备锻造. 在应用温度如700 ℃附近, β 相的平衡体积分数很低, 以利于尽量消除此相, 以免降低合金的蠕变抗力. 实际上, 视合金成分不同, 某些合金中β 相很难完全消除, 导致室温塑性降低, 在应用温度下长期服役, β 相中易形成w 相, 至使合金进一步脆化[47 ] . ...
... 第二类合金元素是位于Ti的右下方的难熔金属(Nb, Mo, Ta, W). 这些均属于慢扩散元素, 少量添加这类元素可改善γ -TiAl合金的高温性能, 如强度、抗氧化能力和蠕变抗力. 这些难熔金属均具有bcc结构, 均具有β 稳定作用, 若大量添加则易形成β /β 0 相(β 0 相具有B2结构), 对合金高温性能的影响比较复杂[61 ,62 ] , 因为其中析出了w 相或类w 相[63 ,64 ] . 这些元素又可分为2种: Mo, Ta, W主要溶于α 2 相, 而Nb则在γ 和α 2 两相中近乎均等地配分[42 ] ; Mo, Ta, W等对高温蠕变性能的影响与它们在α 2 相中的选择配分有关. 由于γ -TiAl合金中存在α →γ +α 2 包析反应, 对于除包析点之外的合金成分, 在冷至包析反应温度以下时γ 的体积分数会突然增大[33 ] . 但实际过程中冷速较快, 无法达到相平衡, 造成合金中α /α 2 相的实际体积分数高于平衡体积分数, 在使用温度长期热暴露时α 2 相会逐渐分解[63 ] . 研究[65 ] 表明, 蠕变时因α 2 相溶解W偏聚在α 2 /γ 界面上, 从而减缓α 2 相的溶解. 尤其当α 2 相主要以台阶的界面扫动方式溶解时, 台阶附近W的偏聚尤其明显, 甚至诱导B2相的析出, 这些因素均阻碍α 2 相的溶解, 提高片层组织的稳定性. ...
2
1934
... β 凝固合金首先由Naka等[42 ] 明确提出, 即初始凝固相为β , 且β 相为唯一与液相共存的相. 实际上, 很多高铌合金也属于这类合金. 应该指出, 前述第二代合金45XD已经是β 凝固合金, 只不过当时没有突出强调而已. 如果初始凝固相为β , 则由于Burgers位向关系[43 ] , α 相的基面会平行于β 相的6个{110}面析出, 从而获得近似各向同性的细晶组织, 这与块状转变合金细化晶粒的原理类似. 随后经α →α +γ 相变, 可得到弱织构的细晶片层组织. Kim等[44 ] 将这类合金称为β -γ 合金. 德国和奥地利的大学、研究机构、材料公司和发动机公司组成的联合研究组对β 凝固合金开展了深入的研究[45 ,46 ] , 发展了Ti-43Al-4Nb-1Mo-0.1B合金(TNM). 其指导思想是通过合金化在高温获得较高的β 相体积分数, 利用β 相较易变形的特性使合金可以利用常规设备锻造. 在应用温度如700 ℃附近, β 相的平衡体积分数很低, 以利于尽量消除此相, 以免降低合金的蠕变抗力. 实际上, 视合金成分不同, 某些合金中β 相很难完全消除, 导致室温塑性降低, 在应用温度下长期服役, β 相中易形成w 相, 至使合金进一步脆化[47 ] . ...
... γ -TiAl合金凝固时形成的初始相及其织构与成分和冷速都有关系. Witusiewicz等[10 ] 的实验结果表明, Ti-Al二元合金在常规冷速下, Al含量在45%以下时为β 凝固; Al含量在49%以上时α 是初始凝固相; Al含量在45%~49%之间时β 枝晶首先形成, 随后α 相以包晶反应方式形成. 从De Graef等[93 ] 的结果推测, 次生的α 相与初生的β 并不遵从Burgers位相关系[43 ] . 对于4822合金, 冷速较高时α 相的[0001]沿热流方向, 导致随后按Blackburn位相关系[38 ] 形成的γ {111}片层面垂直于热流方向; 慢冷时, 平行于热流的方向变成了< 10 1 - 0 γ 相{202}面垂直于热流方向. Johnson等[94 ] 因此提出, 包晶α 相并不依附于初生β 相成核, 而是从熔液中直接成核凝固. ...
1
2008
... β 凝固合金首先由Naka等[42 ] 明确提出, 即初始凝固相为β , 且β 相为唯一与液相共存的相. 实际上, 很多高铌合金也属于这类合金. 应该指出, 前述第二代合金45XD已经是β 凝固合金, 只不过当时没有突出强调而已. 如果初始凝固相为β , 则由于Burgers位向关系[43 ] , α 相的基面会平行于β 相的6个{110}面析出, 从而获得近似各向同性的细晶组织, 这与块状转变合金细化晶粒的原理类似. 随后经α →α +γ 相变, 可得到弱织构的细晶片层组织. Kim等[44 ] 将这类合金称为β -γ 合金. 德国和奥地利的大学、研究机构、材料公司和发动机公司组成的联合研究组对β 凝固合金开展了深入的研究[45 ,46 ] , 发展了Ti-43Al-4Nb-1Mo-0.1B合金(TNM). 其指导思想是通过合金化在高温获得较高的β 相体积分数, 利用β 相较易变形的特性使合金可以利用常规设备锻造. 在应用温度如700 ℃附近, β 相的平衡体积分数很低, 以利于尽量消除此相, 以免降低合金的蠕变抗力. 实际上, 视合金成分不同, 某些合金中β 相很难完全消除, 导致室温塑性降低, 在应用温度下长期服役, β 相中易形成w 相, 至使合金进一步脆化[47 ] . ...
1
2008
... β 凝固合金首先由Naka等[42 ] 明确提出, 即初始凝固相为β , 且β 相为唯一与液相共存的相. 实际上, 很多高铌合金也属于这类合金. 应该指出, 前述第二代合金45XD已经是β 凝固合金, 只不过当时没有突出强调而已. 如果初始凝固相为β , 则由于Burgers位向关系[43 ] , α 相的基面会平行于β 相的6个{110}面析出, 从而获得近似各向同性的细晶组织, 这与块状转变合金细化晶粒的原理类似. 随后经α →α +γ 相变, 可得到弱织构的细晶片层组织. Kim等[44 ] 将这类合金称为β -γ 合金. 德国和奥地利的大学、研究机构、材料公司和发动机公司组成的联合研究组对β 凝固合金开展了深入的研究[45 ,46 ] , 发展了Ti-43Al-4Nb-1Mo-0.1B合金(TNM). 其指导思想是通过合金化在高温获得较高的β 相体积分数, 利用β 相较易变形的特性使合金可以利用常规设备锻造. 在应用温度如700 ℃附近, β 相的平衡体积分数很低, 以利于尽量消除此相, 以免降低合金的蠕变抗力. 实际上, 视合金成分不同, 某些合金中β 相很难完全消除, 导致室温塑性降低, 在应用温度下长期服役, β 相中易形成w 相, 至使合金进一步脆化[47 ] . ...
1
2009
... β 凝固合金首先由Naka等[42 ] 明确提出, 即初始凝固相为β , 且β 相为唯一与液相共存的相. 实际上, 很多高铌合金也属于这类合金. 应该指出, 前述第二代合金45XD已经是β 凝固合金, 只不过当时没有突出强调而已. 如果初始凝固相为β , 则由于Burgers位向关系[43 ] , α 相的基面会平行于β 相的6个{110}面析出, 从而获得近似各向同性的细晶组织, 这与块状转变合金细化晶粒的原理类似. 随后经α →α +γ 相变, 可得到弱织构的细晶片层组织. Kim等[44 ] 将这类合金称为β -γ 合金. 德国和奥地利的大学、研究机构、材料公司和发动机公司组成的联合研究组对β 凝固合金开展了深入的研究[45 ,46 ] , 发展了Ti-43Al-4Nb-1Mo-0.1B合金(TNM). 其指导思想是通过合金化在高温获得较高的β 相体积分数, 利用β 相较易变形的特性使合金可以利用常规设备锻造. 在应用温度如700 ℃附近, β 相的平衡体积分数很低, 以利于尽量消除此相, 以免降低合金的蠕变抗力. 实际上, 视合金成分不同, 某些合金中β 相很难完全消除, 导致室温塑性降低, 在应用温度下长期服役, β 相中易形成w 相, 至使合金进一步脆化[47 ] . ...
1
2010
... β 凝固合金首先由Naka等[42 ] 明确提出, 即初始凝固相为β , 且β 相为唯一与液相共存的相. 实际上, 很多高铌合金也属于这类合金. 应该指出, 前述第二代合金45XD已经是β 凝固合金, 只不过当时没有突出强调而已. 如果初始凝固相为β , 则由于Burgers位向关系[43 ] , α 相的基面会平行于β 相的6个{110}面析出, 从而获得近似各向同性的细晶组织, 这与块状转变合金细化晶粒的原理类似. 随后经α →α +γ 相变, 可得到弱织构的细晶片层组织. Kim等[44 ] 将这类合金称为β -γ 合金. 德国和奥地利的大学、研究机构、材料公司和发动机公司组成的联合研究组对β 凝固合金开展了深入的研究[45 ,46 ] , 发展了Ti-43Al-4Nb-1Mo-0.1B合金(TNM). 其指导思想是通过合金化在高温获得较高的β 相体积分数, 利用β 相较易变形的特性使合金可以利用常规设备锻造. 在应用温度如700 ℃附近, β 相的平衡体积分数很低, 以利于尽量消除此相, 以免降低合金的蠕变抗力. 实际上, 视合金成分不同, 某些合金中β 相很难完全消除, 导致室温塑性降低, 在应用温度下长期服役, β 相中易形成w 相, 至使合金进一步脆化[47 ] . ...
1
2006
... 2006年6月, GE公司宣布将在GEnx发动机中采用4822合金制造第6, 7两级低压涡轮叶片[48 ] , 这是γ -TiAl合金制造的关键结构件的首次应用, 标志着经过约30年的研发, 这个材料终于突破藩篱进入特殊材料阶段. ...
2
2013
... 随着第二代γ -TiAl合金的工业应用, 与产品制造工艺、供应链、质量稳定性相关的科学与技术问题成为研究重点. 从应用成本等角度考虑, 目前唯一可接受的制造工艺是铸造. 但因为净尺寸精密铸造难度很大, PCC精密铸造公司为GE公司生产的4822合金叶片采用的工艺是先重力铸造出超尺寸毛坯, 再进行加工得到最终尺寸叶片[49 ] . 由于叶型为曲面, 且TiAl加工难度较大, 致使制造成本仍然较高. 至2014年, PCC公司制造TiAl叶片的年产量已达到近4万片[50 ] . ...
... 目前PCC公司为GEnx发动机铸造的4822合金低压涡轮叶片采用的是重力铸造, 叶片采用超尺寸设计, 需要进行机械加工[49 ,50 ] . 同时GE公司也在开发净尺寸叶片成形工艺, 文献[49]报道了一种水平旋溢离心精密铸造的模拟结果. 欧洲的IMPRESS项目支持开发了一种垂直旋溢离心铸造工艺[172 ] . 这些新工艺技术特色鲜明, 但在成品率、缺陷统计表征、批量生产成本分析与控制等方面尚未见报道. ...
2
... 随着第二代γ -TiAl合金的工业应用, 与产品制造工艺、供应链、质量稳定性相关的科学与技术问题成为研究重点. 从应用成本等角度考虑, 目前唯一可接受的制造工艺是铸造. 但因为净尺寸精密铸造难度很大, PCC精密铸造公司为GE公司生产的4822合金叶片采用的工艺是先重力铸造出超尺寸毛坯, 再进行加工得到最终尺寸叶片[49 ] . 由于叶型为曲面, 且TiAl加工难度较大, 致使制造成本仍然较高. 至2014年, PCC公司制造TiAl叶片的年产量已达到近4万片[50 ] . ...
... 目前PCC公司为GEnx发动机铸造的4822合金低压涡轮叶片采用的是重力铸造, 叶片采用超尺寸设计, 需要进行机械加工[49 ,50 ] . 同时GE公司也在开发净尺寸叶片成形工艺, 文献[49]报道了一种水平旋溢离心精密铸造的模拟结果. 欧洲的IMPRESS项目支持开发了一种垂直旋溢离心铸造工艺[172 ] . 这些新工艺技术特色鲜明, 但在成品率、缺陷统计表征、批量生产成本分析与控制等方面尚未见报道. ...
1
2005
... 在工业生产条件下积累相关数据和应用经验需要基础研究的有力支撑. 针对航空发动机γ -TiAl合金涡轮叶片等应用目标, 欧盟第六框架启动了IMPRESS项目[51 ,52 ] , 对金属间化合物关键应用开展历时5年(2005~2009年)的纵向集成和横向集成研究. 欧洲通过IMPRESS项目使分散、碎片化的γ -TiAl基础研究集成起来, 进入国际前列[53 ] . 2011年, 我国973计划启动了轻质高温TiAl金属间化合物主题的项目. ...
1
2008
... 在工业生产条件下积累相关数据和应用经验需要基础研究的有力支撑. 针对航空发动机γ -TiAl合金涡轮叶片等应用目标, 欧盟第六框架启动了IMPRESS项目[51 ,52 ] , 对金属间化合物关键应用开展历时5年(2005~2009年)的纵向集成和横向集成研究. 欧洲通过IMPRESS项目使分散、碎片化的γ -TiAl基础研究集成起来, 进入国际前列[53 ] . 2011年, 我国973计划启动了轻质高温TiAl金属间化合物主题的项目. ...
1
2009
... 在工业生产条件下积累相关数据和应用经验需要基础研究的有力支撑. 针对航空发动机γ -TiAl合金涡轮叶片等应用目标, 欧盟第六框架启动了IMPRESS项目[51 ,52 ] , 对金属间化合物关键应用开展历时5年(2005~2009年)的纵向集成和横向集成研究. 欧洲通过IMPRESS项目使分散、碎片化的γ -TiAl基础研究集成起来, 进入国际前列[53 ] . 2011年, 我国973计划启动了轻质高温TiAl金属间化合物主题的项目. ...
1
1999
... 经过近40年的研究, γ -TiAl合金无论在基础科学还是应用技术方面均取得了巨大进展. 除了大量期刊论文外, 5次国际会议的论文集比较集中地记载了这些阶段性研究进展[18 ,54 -57 ] . 2011年, Appel等[33 ] 出版了《γ -TiAl合金: 科学与技术》专著, 对该领域研究工作进行了较为系统的总结. 这些文集与专著较全面地介绍了γ -TiAl合金的研究现状. 本文仅从合金化、显微组织类别、一次加工(凝固)、二次加工(热加工)、性能和三次加工(成形)等6个方面对主要研究进展加以简要回顾. ...
1
2014
... 经过近40年的研究, γ -TiAl合金无论在基础科学还是应用技术方面均取得了巨大进展. 除了大量期刊论文外, 5次国际会议的论文集比较集中地记载了这些阶段性研究进展[18 ,54 -57 ] . 2011年, Appel等[33 ] 出版了《γ -TiAl合金: 科学与技术》专著, 对该领域研究工作进行了较为系统的总结. 这些文集与专著较全面地介绍了γ -TiAl合金的研究现状. 本文仅从合金化、显微组织类别、一次加工(凝固)、二次加工(热加工)、性能和三次加工(成形)等6个方面对主要研究进展加以简要回顾. ...
1
1988
... 一般可将γ -TiAl中的合金元素分为3类[17 ,33 ] , 它们在周期表中具有确定的位置. 第一类位于Ti的右方(V, Cr, Mn), 它们可提高合金塑性, 但机理各异且至今无定论. 例如, V被认为会提高中温塑性, 但对室温塑性作用不明显[11 ] . Mn被认为利于孪晶变形[58 ] , 而Cr则降低γ 相晶胞c/a比, 减弱共价键方向性, 减小α 2 相体积分数, 细化晶粒[59 ,60 ] . ...
1
1991
... 一般可将γ -TiAl中的合金元素分为3类[17 ,33 ] , 它们在周期表中具有确定的位置. 第一类位于Ti的右方(V, Cr, Mn), 它们可提高合金塑性, 但机理各异且至今无定论. 例如, V被认为会提高中温塑性, 但对室温塑性作用不明显[11 ] . Mn被认为利于孪晶变形[58 ] , 而Cr则降低γ 相晶胞c/a比, 减弱共价键方向性, 减小α 2 相体积分数, 细化晶粒[59 ,60 ] . ...
1
1993
... 一般可将γ -TiAl中的合金元素分为3类[17 ,33 ] , 它们在周期表中具有确定的位置. 第一类位于Ti的右方(V, Cr, Mn), 它们可提高合金塑性, 但机理各异且至今无定论. 例如, V被认为会提高中温塑性, 但对室温塑性作用不明显[11 ] . Mn被认为利于孪晶变形[58 ] , 而Cr则降低γ 相晶胞c/a比, 减弱共价键方向性, 减小α 2 相体积分数, 细化晶粒[59 ,60 ] . ...
1
2001
... 第二类合金元素是位于Ti的右下方的难熔金属(Nb, Mo, Ta, W). 这些均属于慢扩散元素, 少量添加这类元素可改善γ -TiAl合金的高温性能, 如强度、抗氧化能力和蠕变抗力. 这些难熔金属均具有bcc结构, 均具有β 稳定作用, 若大量添加则易形成β /β 0 相(β 0 相具有B2结构), 对合金高温性能的影响比较复杂[61 ,62 ] , 因为其中析出了w 相或类w 相[63 ,64 ] . 这些元素又可分为2种: Mo, Ta, W主要溶于α 2 相, 而Nb则在γ 和α 2 两相中近乎均等地配分[42 ] ; Mo, Ta, W等对高温蠕变性能的影响与它们在α 2 相中的选择配分有关. 由于γ -TiAl合金中存在α →γ +α 2 包析反应, 对于除包析点之外的合金成分, 在冷至包析反应温度以下时γ 的体积分数会突然增大[33 ] . 但实际过程中冷速较快, 无法达到相平衡, 造成合金中α /α 2 相的实际体积分数高于平衡体积分数, 在使用温度长期热暴露时α 2 相会逐渐分解[63 ] . 研究[65 ] 表明, 蠕变时因α 2 相溶解W偏聚在α 2 /γ 界面上, 从而减缓α 2 相的溶解. 尤其当α 2 相主要以台阶的界面扫动方式溶解时, 台阶附近W的偏聚尤其明显, 甚至诱导B2相的析出, 这些因素均阻碍α 2 相的溶解, 提高片层组织的稳定性. ...
1
2001
... 第二类合金元素是位于Ti的右下方的难熔金属(Nb, Mo, Ta, W). 这些均属于慢扩散元素, 少量添加这类元素可改善γ -TiAl合金的高温性能, 如强度、抗氧化能力和蠕变抗力. 这些难熔金属均具有bcc结构, 均具有β 稳定作用, 若大量添加则易形成β /β 0 相(β 0 相具有B2结构), 对合金高温性能的影响比较复杂[61 ,62 ] , 因为其中析出了w 相或类w 相[63 ,64 ] . 这些元素又可分为2种: Mo, Ta, W主要溶于α 2 相, 而Nb则在γ 和α 2 两相中近乎均等地配分[42 ] ; Mo, Ta, W等对高温蠕变性能的影响与它们在α 2 相中的选择配分有关. 由于γ -TiAl合金中存在α →γ +α 2 包析反应, 对于除包析点之外的合金成分, 在冷至包析反应温度以下时γ 的体积分数会突然增大[33 ] . 但实际过程中冷速较快, 无法达到相平衡, 造成合金中α /α 2 相的实际体积分数高于平衡体积分数, 在使用温度长期热暴露时α 2 相会逐渐分解[63 ] . 研究[65 ] 表明, 蠕变时因α 2 相溶解W偏聚在α 2 /γ 界面上, 从而减缓α 2 相的溶解. 尤其当α 2 相主要以台阶的界面扫动方式溶解时, 台阶附近W的偏聚尤其明显, 甚至诱导B2相的析出, 这些因素均阻碍α 2 相的溶解, 提高片层组织的稳定性. ...
2
2001
... 第二类合金元素是位于Ti的右下方的难熔金属(Nb, Mo, Ta, W). 这些均属于慢扩散元素, 少量添加这类元素可改善γ -TiAl合金的高温性能, 如强度、抗氧化能力和蠕变抗力. 这些难熔金属均具有bcc结构, 均具有β 稳定作用, 若大量添加则易形成β /β 0 相(β 0 相具有B2结构), 对合金高温性能的影响比较复杂[61 ,62 ] , 因为其中析出了w 相或类w 相[63 ,64 ] . 这些元素又可分为2种: Mo, Ta, W主要溶于α 2 相, 而Nb则在γ 和α 2 两相中近乎均等地配分[42 ] ; Mo, Ta, W等对高温蠕变性能的影响与它们在α 2 相中的选择配分有关. 由于γ -TiAl合金中存在α →γ +α 2 包析反应, 对于除包析点之外的合金成分, 在冷至包析反应温度以下时γ 的体积分数会突然增大[33 ] . 但实际过程中冷速较快, 无法达到相平衡, 造成合金中α /α 2 相的实际体积分数高于平衡体积分数, 在使用温度长期热暴露时α 2 相会逐渐分解[63 ] . 研究[65 ] 表明, 蠕变时因α 2 相溶解W偏聚在α 2 /γ 界面上, 从而减缓α 2 相的溶解. 尤其当α 2 相主要以台阶的界面扫动方式溶解时, 台阶附近W的偏聚尤其明显, 甚至诱导B2相的析出, 这些因素均阻碍α 2 相的溶解, 提高片层组织的稳定性. ...
... [63 ]. 研究[65 ] 表明, 蠕变时因α 2 相溶解W偏聚在α 2 /γ 界面上, 从而减缓α 2 相的溶解. 尤其当α 2 相主要以台阶的界面扫动方式溶解时, 台阶附近W的偏聚尤其明显, 甚至诱导B2相的析出, 这些因素均阻碍α 2 相的溶解, 提高片层组织的稳定性. ...
1
2011
... 第二类合金元素是位于Ti的右下方的难熔金属(Nb, Mo, Ta, W). 这些均属于慢扩散元素, 少量添加这类元素可改善γ -TiAl合金的高温性能, 如强度、抗氧化能力和蠕变抗力. 这些难熔金属均具有bcc结构, 均具有β 稳定作用, 若大量添加则易形成β /β 0 相(β 0 相具有B2结构), 对合金高温性能的影响比较复杂[61 ,62 ] , 因为其中析出了w 相或类w 相[63 ,64 ] . 这些元素又可分为2种: Mo, Ta, W主要溶于α 2 相, 而Nb则在γ 和α 2 两相中近乎均等地配分[42 ] ; Mo, Ta, W等对高温蠕变性能的影响与它们在α 2 相中的选择配分有关. 由于γ -TiAl合金中存在α →γ +α 2 包析反应, 对于除包析点之外的合金成分, 在冷至包析反应温度以下时γ 的体积分数会突然增大[33 ] . 但实际过程中冷速较快, 无法达到相平衡, 造成合金中α /α 2 相的实际体积分数高于平衡体积分数, 在使用温度长期热暴露时α 2 相会逐渐分解[63 ] . 研究[65 ] 表明, 蠕变时因α 2 相溶解W偏聚在α 2 /γ 界面上, 从而减缓α 2 相的溶解. 尤其当α 2 相主要以台阶的界面扫动方式溶解时, 台阶附近W的偏聚尤其明显, 甚至诱导B2相的析出, 这些因素均阻碍α 2 相的溶解, 提高片层组织的稳定性. ...
1
2002
... 第二类合金元素是位于Ti的右下方的难熔金属(Nb, Mo, Ta, W). 这些均属于慢扩散元素, 少量添加这类元素可改善γ -TiAl合金的高温性能, 如强度、抗氧化能力和蠕变抗力. 这些难熔金属均具有bcc结构, 均具有β 稳定作用, 若大量添加则易形成β /β 0 相(β 0 相具有B2结构), 对合金高温性能的影响比较复杂[61 ,62 ] , 因为其中析出了w 相或类w 相[63 ,64 ] . 这些元素又可分为2种: Mo, Ta, W主要溶于α 2 相, 而Nb则在γ 和α 2 两相中近乎均等地配分[42 ] ; Mo, Ta, W等对高温蠕变性能的影响与它们在α 2 相中的选择配分有关. 由于γ -TiAl合金中存在α →γ +α 2 包析反应, 对于除包析点之外的合金成分, 在冷至包析反应温度以下时γ 的体积分数会突然增大[33 ] . 但实际过程中冷速较快, 无法达到相平衡, 造成合金中α /α 2 相的实际体积分数高于平衡体积分数, 在使用温度长期热暴露时α 2 相会逐渐分解[63 ] . 研究[65 ] 表明, 蠕变时因α 2 相溶解W偏聚在α 2 /γ 界面上, 从而减缓α 2 相的溶解. 尤其当α 2 相主要以台阶的界面扫动方式溶解时, 台阶附近W的偏聚尤其明显, 甚至诱导B2相的析出, 这些因素均阻碍α 2 相的溶解, 提高片层组织的稳定性. ...
1
1998
... Nb的情形不一样, 也更复杂. Nb元素的强化作用, 特别是高铌含量合金中Nb的强化机制一直存在争议. 已提出的机制包括: 低Al含量强化[66 ] 、Nb的固溶强化[67 ] 和反结构桥(anti-structural bridges, ASBs)强化[68 ] . 但Woodward等[69 ] 的计算表明, Al的反位原子强化作用显著, Ti反位原子则很弱. Nb的固溶强化作用同样较弱. 这样低Al含量强化和Nb的固溶强化作用均难以解释高铌合金的高强度. ASBs的强化作用类似于Snoek气团, 由一个反位原子和一个空位结合构成, 它们吸引并阻碍位错运动. 但计算结果[70 ] 表明, 富Ti侧的两类ASBs均导致系统能量升高, ASBs在富Al侧反而容易形成, 因此ASBs机制也难以解释高铌合金的高强度. 当Nb含量较低时, 实验和计算结果均表明, Nb在TiAl中占据Ti亚点阵位置[71 ] . 当Nb含量较高时, 计算结果[70 ] 表明, Nb会转而占据Al亚点阵位置, 并且会在该亚点阵上形成短程有序. 这种短程有序对合金具有显著强化作用, 且可保持到高温, 因此这个强化机制可以较好地解释高铌合金的高强度[70 ,72 ] . ...
1
2002
... Nb的情形不一样, 也更复杂. Nb元素的强化作用, 特别是高铌含量合金中Nb的强化机制一直存在争议. 已提出的机制包括: 低Al含量强化[66 ] 、Nb的固溶强化[67 ] 和反结构桥(anti-structural bridges, ASBs)强化[68 ] . 但Woodward等[69 ] 的计算表明, Al的反位原子强化作用显著, Ti反位原子则很弱. Nb的固溶强化作用同样较弱. 这样低Al含量强化和Nb的固溶强化作用均难以解释高铌合金的高强度. ASBs的强化作用类似于Snoek气团, 由一个反位原子和一个空位结合构成, 它们吸引并阻碍位错运动. 但计算结果[70 ] 表明, 富Ti侧的两类ASBs均导致系统能量升高, ASBs在富Al侧反而容易形成, 因此ASBs机制也难以解释高铌合金的高强度. 当Nb含量较低时, 实验和计算结果均表明, Nb在TiAl中占据Ti亚点阵位置[71 ] . 当Nb含量较高时, 计算结果[70 ] 表明, Nb会转而占据Al亚点阵位置, 并且会在该亚点阵上形成短程有序. 这种短程有序对合金具有显著强化作用, 且可保持到高温, 因此这个强化机制可以较好地解释高铌合金的高强度[70 ,72 ] . ...
1
2002
... Nb的情形不一样, 也更复杂. Nb元素的强化作用, 特别是高铌含量合金中Nb的强化机制一直存在争议. 已提出的机制包括: 低Al含量强化[66 ] 、Nb的固溶强化[67 ] 和反结构桥(anti-structural bridges, ASBs)强化[68 ] . 但Woodward等[69 ] 的计算表明, Al的反位原子强化作用显著, Ti反位原子则很弱. Nb的固溶强化作用同样较弱. 这样低Al含量强化和Nb的固溶强化作用均难以解释高铌合金的高强度. ASBs的强化作用类似于Snoek气团, 由一个反位原子和一个空位结合构成, 它们吸引并阻碍位错运动. 但计算结果[70 ] 表明, 富Ti侧的两类ASBs均导致系统能量升高, ASBs在富Al侧反而容易形成, 因此ASBs机制也难以解释高铌合金的高强度. 当Nb含量较低时, 实验和计算结果均表明, Nb在TiAl中占据Ti亚点阵位置[71 ] . 当Nb含量较高时, 计算结果[70 ] 表明, Nb会转而占据Al亚点阵位置, 并且会在该亚点阵上形成短程有序. 这种短程有序对合金具有显著强化作用, 且可保持到高温, 因此这个强化机制可以较好地解释高铌合金的高强度[70 ,72 ] . ...
1
... Nb的情形不一样, 也更复杂. Nb元素的强化作用, 特别是高铌含量合金中Nb的强化机制一直存在争议. 已提出的机制包括: 低Al含量强化[66 ] 、Nb的固溶强化[67 ] 和反结构桥(anti-structural bridges, ASBs)强化[68 ] . 但Woodward等[69 ] 的计算表明, Al的反位原子强化作用显著, Ti反位原子则很弱. Nb的固溶强化作用同样较弱. 这样低Al含量强化和Nb的固溶强化作用均难以解释高铌合金的高强度. ASBs的强化作用类似于Snoek气团, 由一个反位原子和一个空位结合构成, 它们吸引并阻碍位错运动. 但计算结果[70 ] 表明, 富Ti侧的两类ASBs均导致系统能量升高, ASBs在富Al侧反而容易形成, 因此ASBs机制也难以解释高铌合金的高强度. 当Nb含量较低时, 实验和计算结果均表明, Nb在TiAl中占据Ti亚点阵位置[71 ] . 当Nb含量较高时, 计算结果[70 ] 表明, Nb会转而占据Al亚点阵位置, 并且会在该亚点阵上形成短程有序. 这种短程有序对合金具有显著强化作用, 且可保持到高温, 因此这个强化机制可以较好地解释高铌合金的高强度[70 ,72 ] . ...
3
2011
... Nb的情形不一样, 也更复杂. Nb元素的强化作用, 特别是高铌含量合金中Nb的强化机制一直存在争议. 已提出的机制包括: 低Al含量强化[66 ] 、Nb的固溶强化[67 ] 和反结构桥(anti-structural bridges, ASBs)强化[68 ] . 但Woodward等[69 ] 的计算表明, Al的反位原子强化作用显著, Ti反位原子则很弱. Nb的固溶强化作用同样较弱. 这样低Al含量强化和Nb的固溶强化作用均难以解释高铌合金的高强度. ASBs的强化作用类似于Snoek气团, 由一个反位原子和一个空位结合构成, 它们吸引并阻碍位错运动. 但计算结果[70 ] 表明, 富Ti侧的两类ASBs均导致系统能量升高, ASBs在富Al侧反而容易形成, 因此ASBs机制也难以解释高铌合金的高强度. 当Nb含量较低时, 实验和计算结果均表明, Nb在TiAl中占据Ti亚点阵位置[71 ] . 当Nb含量较高时, 计算结果[70 ] 表明, Nb会转而占据Al亚点阵位置, 并且会在该亚点阵上形成短程有序. 这种短程有序对合金具有显著强化作用, 且可保持到高温, 因此这个强化机制可以较好地解释高铌合金的高强度[70 ,72 ] . ...
... [70 ]表明, Nb会转而占据Al亚点阵位置, 并且会在该亚点阵上形成短程有序. 这种短程有序对合金具有显著强化作用, 且可保持到高温, 因此这个强化机制可以较好地解释高铌合金的高强度[70 ,72 ] . ...
... [70 ,72 ]. ...
2
1999
... Nb的情形不一样, 也更复杂. Nb元素的强化作用, 特别是高铌含量合金中Nb的强化机制一直存在争议. 已提出的机制包括: 低Al含量强化[66 ] 、Nb的固溶强化[67 ] 和反结构桥(anti-structural bridges, ASBs)强化[68 ] . 但Woodward等[69 ] 的计算表明, Al的反位原子强化作用显著, Ti反位原子则很弱. Nb的固溶强化作用同样较弱. 这样低Al含量强化和Nb的固溶强化作用均难以解释高铌合金的高强度. ASBs的强化作用类似于Snoek气团, 由一个反位原子和一个空位结合构成, 它们吸引并阻碍位错运动. 但计算结果[70 ] 表明, 富Ti侧的两类ASBs均导致系统能量升高, ASBs在富Al侧反而容易形成, 因此ASBs机制也难以解释高铌合金的高强度. 当Nb含量较低时, 实验和计算结果均表明, Nb在TiAl中占据Ti亚点阵位置[71 ] . 当Nb含量较高时, 计算结果[70 ] 表明, Nb会转而占据Al亚点阵位置, 并且会在该亚点阵上形成短程有序. 这种短程有序对合金具有显著强化作用, 且可保持到高温, 因此这个强化机制可以较好地解释高铌合金的高强度[70 ,72 ] . ...
... 其他元素(如Zr, Re, Fe等)在γ -TiAl合金中不常见, 但也有相关研究. Zr在周期表中与Ti同族, 加入γ -TiAl中会使γ 相c/a比减小, 从而增进各向同性变形[89 ] . 同时, Zr的原子体积小于Ti, 具有固溶强化效应, 且Zr使γ 相中成键的方向性略有增大, 提高位错滑移的点阵阻力, 也具有强化作用. 从电子结构角度看, Fe具有较强烈的效应, 因为Fe-Ti键和 Fe-Al键具有相似的键强[71 ] , 因此, 添加Fe有可能降低γ -TiAl合金性能对Al含量的敏感性. 日本IHI公司研发的Ti-45Al-1.3Fe-1.1V-0.25B合金中就添加了Fe. Re在单晶高温合金中是极为关键的贵重元素, 由于价格和比重的原因, 其作为γ -TiAl的合金化元素则极罕见, 只有法国国家航天航空研究中心研制的G4合金(Ti-47Al-1Re-1W-0.2Si)采用[90 ] . 值得一提的是, Re和W同为难熔元素, 但晶体结构不同(Re具有hcp结构), 对γ -TiAl合金的强化机理也大相径庭. 具有最低蠕变速率的G4合金其蠕变抗力并不取决于片层组织, 而取决于变形亚结构; 富集Re的枝晶间γ 相决定了该合金具有高的蠕变抗力[91 ] . ...
2
2014
... Nb的情形不一样, 也更复杂. Nb元素的强化作用, 特别是高铌含量合金中Nb的强化机制一直存在争议. 已提出的机制包括: 低Al含量强化[66 ] 、Nb的固溶强化[67 ] 和反结构桥(anti-structural bridges, ASBs)强化[68 ] . 但Woodward等[69 ] 的计算表明, Al的反位原子强化作用显著, Ti反位原子则很弱. Nb的固溶强化作用同样较弱. 这样低Al含量强化和Nb的固溶强化作用均难以解释高铌合金的高强度. ASBs的强化作用类似于Snoek气团, 由一个反位原子和一个空位结合构成, 它们吸引并阻碍位错运动. 但计算结果[70 ] 表明, 富Ti侧的两类ASBs均导致系统能量升高, ASBs在富Al侧反而容易形成, 因此ASBs机制也难以解释高铌合金的高强度. 当Nb含量较低时, 实验和计算结果均表明, Nb在TiAl中占据Ti亚点阵位置[71 ] . 当Nb含量较高时, 计算结果[70 ] 表明, Nb会转而占据Al亚点阵位置, 并且会在该亚点阵上形成短程有序. 这种短程有序对合金具有显著强化作用, 且可保持到高温, 因此这个强化机制可以较好地解释高铌合金的高强度[70 ,72 ] . ...
... 由于大推力大涵道比发动机的低压涡轮叶片较长, 弦展宽, 排气边很薄, 截面弯度大, 对冶金质量、力学性能和尺寸精度要求高, 是难度最大的精密铸件之一. 对于净尺寸铸造而言, 最常见的缺陷包括: 排气边难以完好充型, 夹杂, 气孔和表面疏松. 铸造工艺涉及多达十几种参数的权衡与优化. 只有采用高稳定性的模壳面层, 才有可能消除上述4类缺陷[72 ] . 图9为中国科学院金属研究所采用离心精密铸造方法制造的γ -TiAl合金低压涡轮叶片. 已在英国罗罗公司Trent XWB发动机上完成了覆盖一个大修周期的1750次模拟飞行循环考核试验. 图10为采用离心精密铸造方法制造的美国通用汽车公司新概念汽车发动机活塞. ...
2
1990
... 第三类元素位于周期表的右上方, 包括B, C, Si, 在某种意义上O, N也可视为合金化元素. B是一个重要的元素, Bryant等[73 ] 首先报道了将TiB2 加入铸造γ -TiAl合金中具有细化晶粒的效果, 将纯B加入可形成TiB2 , 具有同样的细化晶粒的效果. 但晶粒细化的机理复杂[74 ] , 其效果不仅与Al含量有关[75 ] , 也与其它合金元素有关[76 ] . 随合金体系和反应动力学等因素不同, 硼化物具有复杂多变的结构和不同的形貌[77 ] . Hecht等[76 ] 研究了低B含量对高铌合金的晶粒细化效果, 发现在β 凝固合金中, 只要B含量超出它在β 相中的溶解度, 形成的硼化物便可向α 相提供异质形核核心, 从而使α 相晶粒显著细化. 但一旦出现包晶α相, 则细化效果大打折扣. ...
... B是γ -TiAl合金中普遍采用的晶粒细化元素, 随合金体系和相平衡不同可形成多种晶体结构的硼化物. B的晶粒细化机制复杂, 前文已略有述及. 首先, 对于添加TiB2 的合金[73 ] , 未熔透的TiB2 颗粒可作为初生相的形核核心从而细化晶粒. 其次, 在β 凝固合金中, 低含量B可形成硼化物, 向β →α 固态相变提供α 形核核心而细化晶粒[76 ] . 值得注意的是, 这种机理的细化晶粒效果会随着冷速降低而愈加显著[174 ] , 因此, 在失蜡铸造这种冷速不高的情况下有可能保持铸件的细晶组织. 但这种细化方式会因相邻晶团中片层位向过于接近而降低塑性[175 ] . 第三, 硼化物分布于晶界可限制晶粒长大[176 ] . ...
1
2000
... 第三类元素位于周期表的右上方, 包括B, C, Si, 在某种意义上O, N也可视为合金化元素. B是一个重要的元素, Bryant等[73 ] 首先报道了将TiB2 加入铸造γ -TiAl合金中具有细化晶粒的效果, 将纯B加入可形成TiB2 , 具有同样的细化晶粒的效果. 但晶粒细化的机理复杂[74 ] , 其效果不仅与Al含量有关[75 ] , 也与其它合金元素有关[76 ] . 随合金体系和反应动力学等因素不同, 硼化物具有复杂多变的结构和不同的形貌[77 ] . Hecht等[76 ] 研究了低B含量对高铌合金的晶粒细化效果, 发现在β 凝固合金中, 只要B含量超出它在β 相中的溶解度, 形成的硼化物便可向α 相提供异质形核核心, 从而使α 相晶粒显著细化. 但一旦出现包晶α相, 则细化效果大打折扣. ...
1
2001
... 第三类元素位于周期表的右上方, 包括B, C, Si, 在某种意义上O, N也可视为合金化元素. B是一个重要的元素, Bryant等[73 ] 首先报道了将TiB2 加入铸造γ -TiAl合金中具有细化晶粒的效果, 将纯B加入可形成TiB2 , 具有同样的细化晶粒的效果. 但晶粒细化的机理复杂[74 ] , 其效果不仅与Al含量有关[75 ] , 也与其它合金元素有关[76 ] . 随合金体系和反应动力学等因素不同, 硼化物具有复杂多变的结构和不同的形貌[77 ] . Hecht等[76 ] 研究了低B含量对高铌合金的晶粒细化效果, 发现在β 凝固合金中, 只要B含量超出它在β 相中的溶解度, 形成的硼化物便可向α 相提供异质形核核心, 从而使α 相晶粒显著细化. 但一旦出现包晶α相, 则细化效果大打折扣. ...
3
2008
... 第三类元素位于周期表的右上方, 包括B, C, Si, 在某种意义上O, N也可视为合金化元素. B是一个重要的元素, Bryant等[73 ] 首先报道了将TiB2 加入铸造γ -TiAl合金中具有细化晶粒的效果, 将纯B加入可形成TiB2 , 具有同样的细化晶粒的效果. 但晶粒细化的机理复杂[74 ] , 其效果不仅与Al含量有关[75 ] , 也与其它合金元素有关[76 ] . 随合金体系和反应动力学等因素不同, 硼化物具有复杂多变的结构和不同的形貌[77 ] . Hecht等[76 ] 研究了低B含量对高铌合金的晶粒细化效果, 发现在β 凝固合金中, 只要B含量超出它在β 相中的溶解度, 形成的硼化物便可向α 相提供异质形核核心, 从而使α 相晶粒显著细化. 但一旦出现包晶α相, 则细化效果大打折扣. ...
... [76 ]研究了低B含量对高铌合金的晶粒细化效果, 发现在β 凝固合金中, 只要B含量超出它在β 相中的溶解度, 形成的硼化物便可向α 相提供异质形核核心, 从而使α 相晶粒显著细化. 但一旦出现包晶α相, 则细化效果大打折扣. ...
... B是γ -TiAl合金中普遍采用的晶粒细化元素, 随合金体系和相平衡不同可形成多种晶体结构的硼化物. B的晶粒细化机制复杂, 前文已略有述及. 首先, 对于添加TiB2 的合金[73 ] , 未熔透的TiB2 颗粒可作为初生相的形核核心从而细化晶粒. 其次, 在β 凝固合金中, 低含量B可形成硼化物, 向β →α 固态相变提供α 形核核心而细化晶粒[76 ] . 值得注意的是, 这种机理的细化晶粒效果会随着冷速降低而愈加显著[174 ] , 因此, 在失蜡铸造这种冷速不高的情况下有可能保持铸件的细晶组织. 但这种细化方式会因相邻晶团中片层位向过于接近而降低塑性[175 ] . 第三, 硼化物分布于晶界可限制晶粒长大[176 ] . ...
1
2006
... 第三类元素位于周期表的右上方, 包括B, C, Si, 在某种意义上O, N也可视为合金化元素. B是一个重要的元素, Bryant等[73 ] 首先报道了将TiB2 加入铸造γ -TiAl合金中具有细化晶粒的效果, 将纯B加入可形成TiB2 , 具有同样的细化晶粒的效果. 但晶粒细化的机理复杂[74 ] , 其效果不仅与Al含量有关[75 ] , 也与其它合金元素有关[76 ] . 随合金体系和反应动力学等因素不同, 硼化物具有复杂多变的结构和不同的形貌[77 ] . Hecht等[76 ] 研究了低B含量对高铌合金的晶粒细化效果, 发现在β 凝固合金中, 只要B含量超出它在β 相中的溶解度, 形成的硼化物便可向α 相提供异质形核核心, 从而使α 相晶粒显著细化. 但一旦出现包晶α相, 则细化效果大打折扣. ...
1
2008
... C可大幅度提高γ -TiAl合金的蠕变抗力, 如添加0.2%的C可使Ti-48Al-1V的蠕变抗力提高6倍[11 ] , 在TNM合金中添加0.2%的C具有类似效果[78 ] . 但C显著降低合金的室温塑性, 特别是对铸造合金. C的强化作用主要来源于MAX相析出物[79 ,80 ] , 经过热机械处理, MAX相碳化物尺寸可细化至几十纳米, 它们甚至可以成为纳米孪晶的异质成核核心, 从而释放应力集中, 改善塑性变形[81 ] . C对铸态合金的脆化作用可能主要源于碳化物的粗大尺寸和分布形态. ...
1
1992
... C可大幅度提高γ -TiAl合金的蠕变抗力, 如添加0.2%的C可使Ti-48Al-1V的蠕变抗力提高6倍[11 ] , 在TNM合金中添加0.2%的C具有类似效果[78 ] . 但C显著降低合金的室温塑性, 特别是对铸造合金. C的强化作用主要来源于MAX相析出物[79 ,80 ] , 经过热机械处理, MAX相碳化物尺寸可细化至几十纳米, 它们甚至可以成为纳米孪晶的异质成核核心, 从而释放应力集中, 改善塑性变形[81 ] . C对铸态合金的脆化作用可能主要源于碳化物的粗大尺寸和分布形态. ...
1
1993
... C可大幅度提高γ -TiAl合金的蠕变抗力, 如添加0.2%的C可使Ti-48Al-1V的蠕变抗力提高6倍[11 ] , 在TNM合金中添加0.2%的C具有类似效果[78 ] . 但C显著降低合金的室温塑性, 特别是对铸造合金. C的强化作用主要来源于MAX相析出物[79 ,80 ] , 经过热机械处理, MAX相碳化物尺寸可细化至几十纳米, 它们甚至可以成为纳米孪晶的异质成核核心, 从而释放应力集中, 改善塑性变形[81 ] . C对铸态合金的脆化作用可能主要源于碳化物的粗大尺寸和分布形态. ...
1
2007
... C可大幅度提高γ -TiAl合金的蠕变抗力, 如添加0.2%的C可使Ti-48Al-1V的蠕变抗力提高6倍[11 ] , 在TNM合金中添加0.2%的C具有类似效果[78 ] . 但C显著降低合金的室温塑性, 特别是对铸造合金. C的强化作用主要来源于MAX相析出物[79 ,80 ] , 经过热机械处理, MAX相碳化物尺寸可细化至几十纳米, 它们甚至可以成为纳米孪晶的异质成核核心, 从而释放应力集中, 改善塑性变形[81 ] . C对铸态合金的脆化作用可能主要源于碳化物的粗大尺寸和分布形态. ...
1
1992
... 少量Si (1%以下)在γ -TiAl合金中主要形成Ti5 Si3 相, 从而提高蠕变强度, 通过阻碍动态再结晶增强显微组织稳定性[82 ,83 ] . 虽然Ti5 Si3 与γ -TiAl的晶体结构差别较大, 但几何分析和电镜观察表明, 两者具有几乎完全共格的界面[84 ] . 低的界面能使Ti5 Si3 具有较高的稳定性, 不易发生Ostwald熟化, 即便长大也不会轻易失去与γ -TiAl的共格关系. ...
1
... 少量Si (1%以下)在γ -TiAl合金中主要形成Ti5 Si3 相, 从而提高蠕变强度, 通过阻碍动态再结晶增强显微组织稳定性[82 ,83 ] . 虽然Ti5 Si3 与γ -TiAl的晶体结构差别较大, 但几何分析和电镜观察表明, 两者具有几乎完全共格的界面[84 ] . 低的界面能使Ti5 Si3 具有较高的稳定性, 不易发生Ostwald熟化, 即便长大也不会轻易失去与γ -TiAl的共格关系. ...
1
2000
... 少量Si (1%以下)在γ -TiAl合金中主要形成Ti5 Si3 相, 从而提高蠕变强度, 通过阻碍动态再结晶增强显微组织稳定性[82 ,83 ] . 虽然Ti5 Si3 与γ -TiAl的晶体结构差别较大, 但几何分析和电镜观察表明, 两者具有几乎完全共格的界面[84 ] . 低的界面能使Ti5 Si3 具有较高的稳定性, 不易发生Ostwald熟化, 即便长大也不会轻易失去与γ -TiAl的共格关系. ...
1
1994
... O和N对γ -TiAl合金性能的作用与C类似, 例如O被用于增强蠕变抗力[23 ] . O在γ 相中的溶解度仅约为0.03% (原子分数)[85 ,86 ] , 因此, 不同含量的O对γ -TiAl合金具有固溶强化和析出强化(Al2 O3 )作用, 但会使室温塑性恶化. 例如: 加入0.3%的O会使Ti-50Al合金的室温和高温屈服强度提高1.5倍, 而当O含量从0.03%增至0.08%时, 延伸率降低约2~3倍[87 ,88 ] . ...
2
1996
... O和N对γ -TiAl合金性能的作用与C类似, 例如O被用于增强蠕变抗力[23 ] . O在γ 相中的溶解度仅约为0.03% (原子分数)[85 ,86 ] , 因此, 不同含量的O对γ -TiAl合金具有固溶强化和析出强化(Al2 O3 )作用, 但会使室温塑性恶化. 例如: 加入0.3%的O会使Ti-50Al合金的室温和高温屈服强度提高1.5倍, 而当O含量从0.03%增至0.08%时, 延伸率降低约2~3倍[87 ,88 ] . ...
... 3.2.1 铸造合金与技术的进一步发展 由于相图的复杂性(图1), 凝固显微组织对凝固条件和合金成分高度敏感, 三元、四元合金情况更是如此, 即便对于已获得应用的合金, 这些相平衡数据仍然缺乏. 应该采用材料基因组计划所倡导的集成计算方法[184 ] , 将多尺度的计算模拟相结合, 给出成分-相-显微组织关系的框架, 并加以必要的实验验证, 以更好地理解凝固偏析, 改善显微组织均匀性. 例如, 为什么图1所示的相图中γ /γ +α 2 相界的准确位置难以确定? 前文已提到, O在γ 相中的溶解度约为0.03% (原子分数), 但O在α 2 相中则可溶解0.8%~2.2% (原子分数)[86 ] . 这样大的差异会使相界位置受O含量的影响比较大, 可能导致不同研究者测量的相界位置不同. 要澄清这个问题, 需要对Ti-Al-O相图进行更准确的计算和实验研究. 又如, B尽管细化晶粒, 但当相邻的细晶片层位向比较接近时, 室温延伸率仅为0.45%[175 ] , 需要弄清含硼合金中是否发生织构, 在什么条件下(合金系、Al含量、B含量、硼化物种类)出现织构等问题. ...
1
1988
... O和N对γ -TiAl合金性能的作用与C类似, 例如O被用于增强蠕变抗力[23 ] . O在γ 相中的溶解度仅约为0.03% (原子分数)[85 ,86 ] , 因此, 不同含量的O对γ -TiAl合金具有固溶强化和析出强化(Al2 O3 )作用, 但会使室温塑性恶化. 例如: 加入0.3%的O会使Ti-50Al合金的室温和高温屈服强度提高1.5倍, 而当O含量从0.03%增至0.08%时, 延伸率降低约2~3倍[87 ,88 ] . ...
1
1992
... O和N对γ -TiAl合金性能的作用与C类似, 例如O被用于增强蠕变抗力[23 ] . O在γ 相中的溶解度仅约为0.03% (原子分数)[85 ,86 ] , 因此, 不同含量的O对γ -TiAl合金具有固溶强化和析出强化(Al2 O3 )作用, 但会使室温塑性恶化. 例如: 加入0.3%的O会使Ti-50Al合金的室温和高温屈服强度提高1.5倍, 而当O含量从0.03%增至0.08%时, 延伸率降低约2~3倍[87 ,88 ] . ...
1
2001
... 其他元素(如Zr, Re, Fe等)在γ -TiAl合金中不常见, 但也有相关研究. Zr在周期表中与Ti同族, 加入γ -TiAl中会使γ 相c/a比减小, 从而增进各向同性变形[89 ] . 同时, Zr的原子体积小于Ti, 具有固溶强化效应, 且Zr使γ 相中成键的方向性略有增大, 提高位错滑移的点阵阻力, 也具有强化作用. 从电子结构角度看, Fe具有较强烈的效应, 因为Fe-Ti键和 Fe-Al键具有相似的键强[71 ] , 因此, 添加Fe有可能降低γ -TiAl合金性能对Al含量的敏感性. 日本IHI公司研发的Ti-45Al-1.3Fe-1.1V-0.25B合金中就添加了Fe. Re在单晶高温合金中是极为关键的贵重元素, 由于价格和比重的原因, 其作为γ -TiAl的合金化元素则极罕见, 只有法国国家航天航空研究中心研制的G4合金(Ti-47Al-1Re-1W-0.2Si)采用[90 ] . 值得一提的是, Re和W同为难熔元素, 但晶体结构不同(Re具有hcp结构), 对γ -TiAl合金的强化机理也大相径庭. 具有最低蠕变速率的G4合金其蠕变抗力并不取决于片层组织, 而取决于变形亚结构; 富集Re的枝晶间γ 相决定了该合金具有高的蠕变抗力[91 ] . ...
2
2011
... 其他元素(如Zr, Re, Fe等)在γ -TiAl合金中不常见, 但也有相关研究. Zr在周期表中与Ti同族, 加入γ -TiAl中会使γ 相c/a比减小, 从而增进各向同性变形[89 ] . 同时, Zr的原子体积小于Ti, 具有固溶强化效应, 且Zr使γ 相中成键的方向性略有增大, 提高位错滑移的点阵阻力, 也具有强化作用. 从电子结构角度看, Fe具有较强烈的效应, 因为Fe-Ti键和 Fe-Al键具有相似的键强[71 ] , 因此, 添加Fe有可能降低γ -TiAl合金性能对Al含量的敏感性. 日本IHI公司研发的Ti-45Al-1.3Fe-1.1V-0.25B合金中就添加了Fe. Re在单晶高温合金中是极为关键的贵重元素, 由于价格和比重的原因, 其作为γ -TiAl的合金化元素则极罕见, 只有法国国家航天航空研究中心研制的G4合金(Ti-47Al-1Re-1W-0.2Si)采用[90 ] . 值得一提的是, Re和W同为难熔元素, 但晶体结构不同(Re具有hcp结构), 对γ -TiAl合金的强化机理也大相径庭. 具有最低蠕变速率的G4合金其蠕变抗力并不取决于片层组织, 而取决于变形亚结构; 富集Re的枝晶间γ 相决定了该合金具有高的蠕变抗力[91 ] . ...
... 与氧化相关的一个重要问题是在使用温度(如650~700 ℃)暴露后的热稳定性, 即室温脆化问题, 不同的研究者提出了多种解释. 法国国家航天航空研究中心对此进行了较系统的研究[90 ] , 结果表明, 长期热暴露后的脆化为表面脆性层所致(包括氧化层、贫Al层、富Nb析出相), 而短期热暴露后的脆化则与以下因素的综合作用有关: 富氧表面, 机械孪晶在表面扩展受阻, 冷却造成的残余应力梯度. 卤族元素尽管可改善抗氧化性能, 但对解决表面脆化问题似乎不起作用[33 ] . ...
1
2004
... 其他元素(如Zr, Re, Fe等)在γ -TiAl合金中不常见, 但也有相关研究. Zr在周期表中与Ti同族, 加入γ -TiAl中会使γ 相c/a比减小, 从而增进各向同性变形[89 ] . 同时, Zr的原子体积小于Ti, 具有固溶强化效应, 且Zr使γ 相中成键的方向性略有增大, 提高位错滑移的点阵阻力, 也具有强化作用. 从电子结构角度看, Fe具有较强烈的效应, 因为Fe-Ti键和 Fe-Al键具有相似的键强[71 ] , 因此, 添加Fe有可能降低γ -TiAl合金性能对Al含量的敏感性. 日本IHI公司研发的Ti-45Al-1.3Fe-1.1V-0.25B合金中就添加了Fe. Re在单晶高温合金中是极为关键的贵重元素, 由于价格和比重的原因, 其作为γ -TiAl的合金化元素则极罕见, 只有法国国家航天航空研究中心研制的G4合金(Ti-47Al-1Re-1W-0.2Si)采用[90 ] . 值得一提的是, Re和W同为难熔元素, 但晶体结构不同(Re具有hcp结构), 对γ -TiAl合金的强化机理也大相径庭. 具有最低蠕变速率的G4合金其蠕变抗力并不取决于片层组织, 而取决于变形亚结构; 富集Re的枝晶间γ 相决定了该合金具有高的蠕变抗力[91 ] . ...
2
2001
... 从合金质量和经济性来衡量, 无论对于形变合金(末次熔炼为VAR)还是铸造所用母合金的制备(末次熔炼为ISM), 首次熔炼采用PAM均是最佳选择. PAM铸锭从心部到外缘的成分变化问题不大, 因为在末次熔炼过程中均可以进一步均匀化, 但从锭头到锭尾的宏观成分偏析则无法消除(VAR的熔池小, 只是局部熔化; ISM需将一个母合金锭切成数段浇成不同的零件). 易挥发的Al的含量最难控制, 且作为轻元素对其进行准确的定量分析也非常困难. Howmet公司对PAM锭的研究[92 ] 表明, Al含量分析误差对45XD和47WSi合金而言, 分别占到技术指标许可范围的32%和47%, 显然难以达到控制指标(特别是对47WSi合金). 成分偏差等熔炼质量也与熔池深度、熔液驻留时间、中间合金质量、进料方式和速度等熔炼参数有关[33 ] . 例如, 对于47WSi合金[92 ] , 当所用W-Al中间合金为细颗粒时, PAM锭沿锭长的Al含量变化量达2.5% (质量分数, 约3.1% (原子分数)), 而当采用粗颗粒中间合金时, 沿2.5 m锭长的Al含量变化量仅为0.6% (原子分数). ...
... [92 ], 当所用W-Al中间合金为细颗粒时, PAM锭沿锭长的Al含量变化量达2.5% (质量分数, 约3.1% (原子分数)), 而当采用粗颗粒中间合金时, 沿2.5 m锭长的Al含量变化量仅为0.6% (原子分数). ...
1
1999
... γ -TiAl合金凝固时形成的初始相及其织构与成分和冷速都有关系. Witusiewicz等[10 ] 的实验结果表明, Ti-Al二元合金在常规冷速下, Al含量在45%以下时为β 凝固; Al含量在49%以上时α 是初始凝固相; Al含量在45%~49%之间时β 枝晶首先形成, 随后α 相以包晶反应方式形成. 从De Graef等[93 ] 的结果推测, 次生的α 相与初生的β 并不遵从Burgers位相关系[43 ] . 对于4822合金, 冷速较高时α 相的[0001]沿热流方向, 导致随后按Blackburn位相关系[38 ] 形成的γ {111}片层面垂直于热流方向; 慢冷时, 平行于热流的方向变成了< 10 1 - 0 γ 相{202}面垂直于热流方向. Johnson等[94 ] 因此提出, 包晶α 相并不依附于初生β 相成核, 而是从熔液中直接成核凝固. ...
1
1998
... γ -TiAl合金凝固时形成的初始相及其织构与成分和冷速都有关系. Witusiewicz等[10 ] 的实验结果表明, Ti-Al二元合金在常规冷速下, Al含量在45%以下时为β 凝固; Al含量在49%以上时α 是初始凝固相; Al含量在45%~49%之间时β 枝晶首先形成, 随后α 相以包晶反应方式形成. 从De Graef等[93 ] 的结果推测, 次生的α 相与初生的β 并不遵从Burgers位相关系[43 ] . 对于4822合金, 冷速较高时α 相的[0001]沿热流方向, 导致随后按Blackburn位相关系[38 ] 形成的γ {111}片层面垂直于热流方向; 慢冷时, 平行于热流的方向变成了< 10 1 - 0 γ 相{202}面垂直于热流方向. Johnson等[94 ] 因此提出, 包晶α 相并不依附于初生β 相成核, 而是从熔液中直接成核凝固. ...
1
2003
... Ti-48Al合金在凝固过程中涉及2个包晶反应, 因此, 在枝晶间很短的距离内Al的微观偏析高达9%[95 ] , 这是由于包晶α 相中扩散较慢的缘故. 相对来讲, β 凝固合金如Ti-45Al的微观偏析则要小得多, 因为β 相的扩散系数要比α 相高2个数量级, 该合金更接近于平衡凝固[96 ] . 但是, 同为β 凝固的Ti-45Al-8Nb合金情形则大不一样, 由于Nb难以扩散, β 相凝固时存在微观偏析. ...
1
... Ti-48Al合金在凝固过程中涉及2个包晶反应, 因此, 在枝晶间很短的距离内Al的微观偏析高达9%[95 ] , 这是由于包晶α 相中扩散较慢的缘故. 相对来讲, β 凝固合金如Ti-45Al的微观偏析则要小得多, 因为β 相的扩散系数要比α 相高2个数量级, 该合金更接近于平衡凝固[96 ] . 但是, 同为β 凝固的Ti-45Al-8Nb合金情形则大不一样, 由于Nb难以扩散, β 相凝固时存在微观偏析. ...
1
1999
... 除了控制成分偏析, 研究凝固反应的重要意义在于寻求细化铸造合金晶粒的途径. 凝固路径及随后的固态转变决定显微组织, 而晶粒和片层晶团的大小和形状则取决于初生相和包晶相的竞争生长、凝固条件以及固态转变的成核方式与动力学. 对于二元Ti-Al合金, Al含量对枝晶尺寸有影响, 但并不显著. 实验结果[97 ] 表明, 在含47%Al时枝晶尺寸具有最小值, 而成核与成分过冷模型在假设2 K过冷度条件下得到β 初生相和α 包晶相共存生长的成分区为(46.1%~48.6%)Al[33 ] , 两者一致. Eiken等[98 ] 的相场模拟结果表明, 对于包晶合金, 若成核过冷度减小可细化晶粒. 对于铸造过程而言, 唯一可控的凝固条件是冷速, 通常通过调节模壳预热温度实现. ...
1
2009
... 除了控制成分偏析, 研究凝固反应的重要意义在于寻求细化铸造合金晶粒的途径. 凝固路径及随后的固态转变决定显微组织, 而晶粒和片层晶团的大小和形状则取决于初生相和包晶相的竞争生长、凝固条件以及固态转变的成核方式与动力学. 对于二元Ti-Al合金, Al含量对枝晶尺寸有影响, 但并不显著. 实验结果[97 ] 表明, 在含47%Al时枝晶尺寸具有最小值, 而成核与成分过冷模型在假设2 K过冷度条件下得到β 初生相和α 包晶相共存生长的成分区为(46.1%~48.6%)Al[33 ] , 两者一致. Eiken等[98 ] 的相场模拟结果表明, 对于包晶合金, 若成核过冷度减小可细化晶粒. 对于铸造过程而言, 唯一可控的凝固条件是冷速, 通常通过调节模壳预热温度实现. ...
1
2003
... 热加工是利用变形、再结晶和相变等原理使熔铸或粉末冶金获得的坯料实现破碎凝固组织、弥合凝固缺陷、控制织构、优化性能乃至制备部件毛坯的过程. 其中适用于γ -TiAl合金的开坯工艺主要是等温或近等温锻造和热挤压, 坯料需要热等静压, 多数合金需要包套. 二次热加工或成形工艺主要有模锻和轧制. Appel等[33 ] 总结了文献报道的热变形实验, 发现铸造及粗晶合金的变形受位错攀移和动态再结晶控制, 而经过变形和再结晶或由粉末冶金得到的细晶坯料在变形过程中还可发生晶界滑移[99 ] . ...
1
2002
... 将粗大凝固组织破碎的热加工过程称为开坯. 绝大多数γ -TiAl合金凝固后均为γ +α 2 粗大片层组织. 多数合金的两相区变形温度均在1100~1300 ℃, 远高于钛合金(800~1000 ℃), 且片层组织的变形难度远高于等轴晶组织, 以上特点决定了γ -TiAl合金的开坯过程很难在常规工业设备上进行. 一般开坯失败分3种情况: 断裂, 晶界孔洞所致破坏和流变局域化所致失效. 在低温高应变速率区域变形, 材料发生晶间脆断; 而在低温低应变速率区域变形则易在片层界面等处出现楔形裂纹; 在高温低应变速率区域变形, 材料发生韧性孔洞失效[100 ] . 决定材料由脆性向韧性失效转变的主要因素是动态再结晶. 由于成分不均匀和片层组织不均匀再结晶等原因, γ -TiAl合金易出现流变局域化, 发生剪切带等变形失稳破坏. ...
1
1991
... 基于以上考虑, 已报道的多数合金的热加工选在γ +α 2 两相区. γ 的动态再结晶伴随着α 2 相的球化, 这个过程不可避免地涉及到两相间的相变. 有序相的晶界迁移速率可比无序合金低2个数量级[101 ,102 ] , 因此, 再结晶过程要比无序合金慢得多. Semiatin等[103 ] 的研究表明, 对于给定的变形应变, 发生再结晶和球化的体积分数随应变速率降低而增大, 且再结晶的体积分数随温度升高而增大[104 ,105 ] . 换言之, 除了前述避免锻造开裂的考虑之外, 通过再结晶充分破碎、转化粗大铸态组织也要求高温和低应变速率的变形条件. Imayev等[106 ,107 ] 和Fröbel等[108 ] 观察到动态再结晶首先发生于片层晶团界面处, 形成珍珠链状形貌. 对于铸态粗大片层组织, 变形极不均匀, 出现了高度局域化的形变带, 这些形变带甚至贯穿整个工件, 带内形成细小γ 相等轴晶粒或细小两相混合晶粒. 带外变形储存能很小, 再结晶缓慢. 对于片层面平行于加载方向的硬取向晶粒, 片层发生弯曲扭折失稳. 这些不均匀的局域变形和动态再结晶均是应力-应变曲线呈动态软化的原因. 孙伟[109 ] 采用热压缩实验模拟2种合金的等温锻造过程, 通过改变温度、应变速率、道次变形量和道次间停留时间等参数, 系统研究了原始粗大片层结构的破碎过程. 图4给出了Ti-47Al合金在1200 ℃单道压缩至70%的显微组织, 图中压缩方向为垂直方向. 底部垂直于压缩方向的片层已发生碎化分段; 顶部倾斜片层尚基本完好, 但片层界面出现微裂纹(箭头所示); 中间2个晶团界面区域已发生再结晶. 研究结果表明, α 2 相的球化过程滞后于γ 相的再结晶, 而再结晶与应变量和片层位向有关. 片层垂直于加载方向的晶粒最易发生再结晶; 倾斜位向的片层比较稳定, 可能因平行于片层界面的位错滑移使应变得以释放, 但最终这些晶粒通过晶界滑移均会转动到近似垂直于加载方向; 平行于加载方向的片层发生扭折弯曲和断裂, 实现碎化和球化. 图5为实验观察到的再结晶和球化过程示意图[109 ] . ...
1
1996
... 基于以上考虑, 已报道的多数合金的热加工选在γ +α 2 两相区. γ 的动态再结晶伴随着α 2 相的球化, 这个过程不可避免地涉及到两相间的相变. 有序相的晶界迁移速率可比无序合金低2个数量级[101 ,102 ] , 因此, 再结晶过程要比无序合金慢得多. Semiatin等[103 ] 的研究表明, 对于给定的变形应变, 发生再结晶和球化的体积分数随应变速率降低而增大, 且再结晶的体积分数随温度升高而增大[104 ,105 ] . 换言之, 除了前述避免锻造开裂的考虑之外, 通过再结晶充分破碎、转化粗大铸态组织也要求高温和低应变速率的变形条件. Imayev等[106 ,107 ] 和Fröbel等[108 ] 观察到动态再结晶首先发生于片层晶团界面处, 形成珍珠链状形貌. 对于铸态粗大片层组织, 变形极不均匀, 出现了高度局域化的形变带, 这些形变带甚至贯穿整个工件, 带内形成细小γ 相等轴晶粒或细小两相混合晶粒. 带外变形储存能很小, 再结晶缓慢. 对于片层面平行于加载方向的硬取向晶粒, 片层发生弯曲扭折失稳. 这些不均匀的局域变形和动态再结晶均是应力-应变曲线呈动态软化的原因. 孙伟[109 ] 采用热压缩实验模拟2种合金的等温锻造过程, 通过改变温度、应变速率、道次变形量和道次间停留时间等参数, 系统研究了原始粗大片层结构的破碎过程. 图4给出了Ti-47Al合金在1200 ℃单道压缩至70%的显微组织, 图中压缩方向为垂直方向. 底部垂直于压缩方向的片层已发生碎化分段; 顶部倾斜片层尚基本完好, 但片层界面出现微裂纹(箭头所示); 中间2个晶团界面区域已发生再结晶. 研究结果表明, α 2 相的球化过程滞后于γ 相的再结晶, 而再结晶与应变量和片层位向有关. 片层垂直于加载方向的晶粒最易发生再结晶; 倾斜位向的片层比较稳定, 可能因平行于片层界面的位错滑移使应变得以释放, 但最终这些晶粒通过晶界滑移均会转动到近似垂直于加载方向; 平行于加载方向的片层发生扭折弯曲和断裂, 实现碎化和球化. 图5为实验观察到的再结晶和球化过程示意图[109 ] . ...
1
1997
... 基于以上考虑, 已报道的多数合金的热加工选在γ +α 2 两相区. γ 的动态再结晶伴随着α 2 相的球化, 这个过程不可避免地涉及到两相间的相变. 有序相的晶界迁移速率可比无序合金低2个数量级[101 ,102 ] , 因此, 再结晶过程要比无序合金慢得多. Semiatin等[103 ] 的研究表明, 对于给定的变形应变, 发生再结晶和球化的体积分数随应变速率降低而增大, 且再结晶的体积分数随温度升高而增大[104 ,105 ] . 换言之, 除了前述避免锻造开裂的考虑之外, 通过再结晶充分破碎、转化粗大铸态组织也要求高温和低应变速率的变形条件. Imayev等[106 ,107 ] 和Fröbel等[108 ] 观察到动态再结晶首先发生于片层晶团界面处, 形成珍珠链状形貌. 对于铸态粗大片层组织, 变形极不均匀, 出现了高度局域化的形变带, 这些形变带甚至贯穿整个工件, 带内形成细小γ 相等轴晶粒或细小两相混合晶粒. 带外变形储存能很小, 再结晶缓慢. 对于片层面平行于加载方向的硬取向晶粒, 片层发生弯曲扭折失稳. 这些不均匀的局域变形和动态再结晶均是应力-应变曲线呈动态软化的原因. 孙伟[109 ] 采用热压缩实验模拟2种合金的等温锻造过程, 通过改变温度、应变速率、道次变形量和道次间停留时间等参数, 系统研究了原始粗大片层结构的破碎过程. 图4给出了Ti-47Al合金在1200 ℃单道压缩至70%的显微组织, 图中压缩方向为垂直方向. 底部垂直于压缩方向的片层已发生碎化分段; 顶部倾斜片层尚基本完好, 但片层界面出现微裂纹(箭头所示); 中间2个晶团界面区域已发生再结晶. 研究结果表明, α 2 相的球化过程滞后于γ 相的再结晶, 而再结晶与应变量和片层位向有关. 片层垂直于加载方向的晶粒最易发生再结晶; 倾斜位向的片层比较稳定, 可能因平行于片层界面的位错滑移使应变得以释放, 但最终这些晶粒通过晶界滑移均会转动到近似垂直于加载方向; 平行于加载方向的片层发生扭折弯曲和断裂, 实现碎化和球化. 图5为实验观察到的再结晶和球化过程示意图[109 ] . ...
1
1996
... 基于以上考虑, 已报道的多数合金的热加工选在γ +α 2 两相区. γ 的动态再结晶伴随着α 2 相的球化, 这个过程不可避免地涉及到两相间的相变. 有序相的晶界迁移速率可比无序合金低2个数量级[101 ,102 ] , 因此, 再结晶过程要比无序合金慢得多. Semiatin等[103 ] 的研究表明, 对于给定的变形应变, 发生再结晶和球化的体积分数随应变速率降低而增大, 且再结晶的体积分数随温度升高而增大[104 ,105 ] . 换言之, 除了前述避免锻造开裂的考虑之外, 通过再结晶充分破碎、转化粗大铸态组织也要求高温和低应变速率的变形条件. Imayev等[106 ,107 ] 和Fröbel等[108 ] 观察到动态再结晶首先发生于片层晶团界面处, 形成珍珠链状形貌. 对于铸态粗大片层组织, 变形极不均匀, 出现了高度局域化的形变带, 这些形变带甚至贯穿整个工件, 带内形成细小γ 相等轴晶粒或细小两相混合晶粒. 带外变形储存能很小, 再结晶缓慢. 对于片层面平行于加载方向的硬取向晶粒, 片层发生弯曲扭折失稳. 这些不均匀的局域变形和动态再结晶均是应力-应变曲线呈动态软化的原因. 孙伟[109 ] 采用热压缩实验模拟2种合金的等温锻造过程, 通过改变温度、应变速率、道次变形量和道次间停留时间等参数, 系统研究了原始粗大片层结构的破碎过程. 图4给出了Ti-47Al合金在1200 ℃单道压缩至70%的显微组织, 图中压缩方向为垂直方向. 底部垂直于压缩方向的片层已发生碎化分段; 顶部倾斜片层尚基本完好, 但片层界面出现微裂纹(箭头所示); 中间2个晶团界面区域已发生再结晶. 研究结果表明, α 2 相的球化过程滞后于γ 相的再结晶, 而再结晶与应变量和片层位向有关. 片层垂直于加载方向的晶粒最易发生再结晶; 倾斜位向的片层比较稳定, 可能因平行于片层界面的位错滑移使应变得以释放, 但最终这些晶粒通过晶界滑移均会转动到近似垂直于加载方向; 平行于加载方向的片层发生扭折弯曲和断裂, 实现碎化和球化. 图5为实验观察到的再结晶和球化过程示意图[109 ] . ...
1
2000
... 基于以上考虑, 已报道的多数合金的热加工选在γ +α 2 两相区. γ 的动态再结晶伴随着α 2 相的球化, 这个过程不可避免地涉及到两相间的相变. 有序相的晶界迁移速率可比无序合金低2个数量级[101 ,102 ] , 因此, 再结晶过程要比无序合金慢得多. Semiatin等[103 ] 的研究表明, 对于给定的变形应变, 发生再结晶和球化的体积分数随应变速率降低而增大, 且再结晶的体积分数随温度升高而增大[104 ,105 ] . 换言之, 除了前述避免锻造开裂的考虑之外, 通过再结晶充分破碎、转化粗大铸态组织也要求高温和低应变速率的变形条件. Imayev等[106 ,107 ] 和Fröbel等[108 ] 观察到动态再结晶首先发生于片层晶团界面处, 形成珍珠链状形貌. 对于铸态粗大片层组织, 变形极不均匀, 出现了高度局域化的形变带, 这些形变带甚至贯穿整个工件, 带内形成细小γ 相等轴晶粒或细小两相混合晶粒. 带外变形储存能很小, 再结晶缓慢. 对于片层面平行于加载方向的硬取向晶粒, 片层发生弯曲扭折失稳. 这些不均匀的局域变形和动态再结晶均是应力-应变曲线呈动态软化的原因. 孙伟[109 ] 采用热压缩实验模拟2种合金的等温锻造过程, 通过改变温度、应变速率、道次变形量和道次间停留时间等参数, 系统研究了原始粗大片层结构的破碎过程. 图4给出了Ti-47Al合金在1200 ℃单道压缩至70%的显微组织, 图中压缩方向为垂直方向. 底部垂直于压缩方向的片层已发生碎化分段; 顶部倾斜片层尚基本完好, 但片层界面出现微裂纹(箭头所示); 中间2个晶团界面区域已发生再结晶. 研究结果表明, α 2 相的球化过程滞后于γ 相的再结晶, 而再结晶与应变量和片层位向有关. 片层垂直于加载方向的晶粒最易发生再结晶; 倾斜位向的片层比较稳定, 可能因平行于片层界面的位错滑移使应变得以释放, 但最终这些晶粒通过晶界滑移均会转动到近似垂直于加载方向; 平行于加载方向的片层发生扭折弯曲和断裂, 实现碎化和球化. 图5为实验观察到的再结晶和球化过程示意图[109 ] . ...
1
1999
... 基于以上考虑, 已报道的多数合金的热加工选在γ +α 2 两相区. γ 的动态再结晶伴随着α 2 相的球化, 这个过程不可避免地涉及到两相间的相变. 有序相的晶界迁移速率可比无序合金低2个数量级[101 ,102 ] , 因此, 再结晶过程要比无序合金慢得多. Semiatin等[103 ] 的研究表明, 对于给定的变形应变, 发生再结晶和球化的体积分数随应变速率降低而增大, 且再结晶的体积分数随温度升高而增大[104 ,105 ] . 换言之, 除了前述避免锻造开裂的考虑之外, 通过再结晶充分破碎、转化粗大铸态组织也要求高温和低应变速率的变形条件. Imayev等[106 ,107 ] 和Fröbel等[108 ] 观察到动态再结晶首先发生于片层晶团界面处, 形成珍珠链状形貌. 对于铸态粗大片层组织, 变形极不均匀, 出现了高度局域化的形变带, 这些形变带甚至贯穿整个工件, 带内形成细小γ 相等轴晶粒或细小两相混合晶粒. 带外变形储存能很小, 再结晶缓慢. 对于片层面平行于加载方向的硬取向晶粒, 片层发生弯曲扭折失稳. 这些不均匀的局域变形和动态再结晶均是应力-应变曲线呈动态软化的原因. 孙伟[109 ] 采用热压缩实验模拟2种合金的等温锻造过程, 通过改变温度、应变速率、道次变形量和道次间停留时间等参数, 系统研究了原始粗大片层结构的破碎过程. 图4给出了Ti-47Al合金在1200 ℃单道压缩至70%的显微组织, 图中压缩方向为垂直方向. 底部垂直于压缩方向的片层已发生碎化分段; 顶部倾斜片层尚基本完好, 但片层界面出现微裂纹(箭头所示); 中间2个晶团界面区域已发生再结晶. 研究结果表明, α 2 相的球化过程滞后于γ 相的再结晶, 而再结晶与应变量和片层位向有关. 片层垂直于加载方向的晶粒最易发生再结晶; 倾斜位向的片层比较稳定, 可能因平行于片层界面的位错滑移使应变得以释放, 但最终这些晶粒通过晶界滑移均会转动到近似垂直于加载方向; 平行于加载方向的片层发生扭折弯曲和断裂, 实现碎化和球化. 图5为实验观察到的再结晶和球化过程示意图[109 ] . ...
1
2005
... 基于以上考虑, 已报道的多数合金的热加工选在γ +α 2 两相区. γ 的动态再结晶伴随着α 2 相的球化, 这个过程不可避免地涉及到两相间的相变. 有序相的晶界迁移速率可比无序合金低2个数量级[101 ,102 ] , 因此, 再结晶过程要比无序合金慢得多. Semiatin等[103 ] 的研究表明, 对于给定的变形应变, 发生再结晶和球化的体积分数随应变速率降低而增大, 且再结晶的体积分数随温度升高而增大[104 ,105 ] . 换言之, 除了前述避免锻造开裂的考虑之外, 通过再结晶充分破碎、转化粗大铸态组织也要求高温和低应变速率的变形条件. Imayev等[106 ,107 ] 和Fröbel等[108 ] 观察到动态再结晶首先发生于片层晶团界面处, 形成珍珠链状形貌. 对于铸态粗大片层组织, 变形极不均匀, 出现了高度局域化的形变带, 这些形变带甚至贯穿整个工件, 带内形成细小γ 相等轴晶粒或细小两相混合晶粒. 带外变形储存能很小, 再结晶缓慢. 对于片层面平行于加载方向的硬取向晶粒, 片层发生弯曲扭折失稳. 这些不均匀的局域变形和动态再结晶均是应力-应变曲线呈动态软化的原因. 孙伟[109 ] 采用热压缩实验模拟2种合金的等温锻造过程, 通过改变温度、应变速率、道次变形量和道次间停留时间等参数, 系统研究了原始粗大片层结构的破碎过程. 图4给出了Ti-47Al合金在1200 ℃单道压缩至70%的显微组织, 图中压缩方向为垂直方向. 底部垂直于压缩方向的片层已发生碎化分段; 顶部倾斜片层尚基本完好, 但片层界面出现微裂纹(箭头所示); 中间2个晶团界面区域已发生再结晶. 研究结果表明, α 2 相的球化过程滞后于γ 相的再结晶, 而再结晶与应变量和片层位向有关. 片层垂直于加载方向的晶粒最易发生再结晶; 倾斜位向的片层比较稳定, 可能因平行于片层界面的位错滑移使应变得以释放, 但最终这些晶粒通过晶界滑移均会转动到近似垂直于加载方向; 平行于加载方向的片层发生扭折弯曲和断裂, 实现碎化和球化. 图5为实验观察到的再结晶和球化过程示意图[109 ] . ...
1
2007
... 基于以上考虑, 已报道的多数合金的热加工选在γ +α 2 两相区. γ 的动态再结晶伴随着α 2 相的球化, 这个过程不可避免地涉及到两相间的相变. 有序相的晶界迁移速率可比无序合金低2个数量级[101 ,102 ] , 因此, 再结晶过程要比无序合金慢得多. Semiatin等[103 ] 的研究表明, 对于给定的变形应变, 发生再结晶和球化的体积分数随应变速率降低而增大, 且再结晶的体积分数随温度升高而增大[104 ,105 ] . 换言之, 除了前述避免锻造开裂的考虑之外, 通过再结晶充分破碎、转化粗大铸态组织也要求高温和低应变速率的变形条件. Imayev等[106 ,107 ] 和Fröbel等[108 ] 观察到动态再结晶首先发生于片层晶团界面处, 形成珍珠链状形貌. 对于铸态粗大片层组织, 变形极不均匀, 出现了高度局域化的形变带, 这些形变带甚至贯穿整个工件, 带内形成细小γ 相等轴晶粒或细小两相混合晶粒. 带外变形储存能很小, 再结晶缓慢. 对于片层面平行于加载方向的硬取向晶粒, 片层发生弯曲扭折失稳. 这些不均匀的局域变形和动态再结晶均是应力-应变曲线呈动态软化的原因. 孙伟[109 ] 采用热压缩实验模拟2种合金的等温锻造过程, 通过改变温度、应变速率、道次变形量和道次间停留时间等参数, 系统研究了原始粗大片层结构的破碎过程. 图4给出了Ti-47Al合金在1200 ℃单道压缩至70%的显微组织, 图中压缩方向为垂直方向. 底部垂直于压缩方向的片层已发生碎化分段; 顶部倾斜片层尚基本完好, 但片层界面出现微裂纹(箭头所示); 中间2个晶团界面区域已发生再结晶. 研究结果表明, α 2 相的球化过程滞后于γ 相的再结晶, 而再结晶与应变量和片层位向有关. 片层垂直于加载方向的晶粒最易发生再结晶; 倾斜位向的片层比较稳定, 可能因平行于片层界面的位错滑移使应变得以释放, 但最终这些晶粒通过晶界滑移均会转动到近似垂直于加载方向; 平行于加载方向的片层发生扭折弯曲和断裂, 实现碎化和球化. 图5为实验观察到的再结晶和球化过程示意图[109 ] . ...
6
2009
... SEM image showing deformation and fragmentation of lamellae of Ti-47Al alloy single pass compressed to 70% with strain rate 0.01 s- 1 at 1200 ℃[109 ] ...
... Ti-47Al合金在1200 ℃单道压缩至70%的扫描电镜照片[109 ] ...
... 基于以上考虑, 已报道的多数合金的热加工选在γ +α 2 两相区. γ 的动态再结晶伴随着α 2 相的球化, 这个过程不可避免地涉及到两相间的相变. 有序相的晶界迁移速率可比无序合金低2个数量级[101 ,102 ] , 因此, 再结晶过程要比无序合金慢得多. Semiatin等[103 ] 的研究表明, 对于给定的变形应变, 发生再结晶和球化的体积分数随应变速率降低而增大, 且再结晶的体积分数随温度升高而增大[104 ,105 ] . 换言之, 除了前述避免锻造开裂的考虑之外, 通过再结晶充分破碎、转化粗大铸态组织也要求高温和低应变速率的变形条件. Imayev等[106 ,107 ] 和Fröbel等[108 ] 观察到动态再结晶首先发生于片层晶团界面处, 形成珍珠链状形貌. 对于铸态粗大片层组织, 变形极不均匀, 出现了高度局域化的形变带, 这些形变带甚至贯穿整个工件, 带内形成细小γ 相等轴晶粒或细小两相混合晶粒. 带外变形储存能很小, 再结晶缓慢. 对于片层面平行于加载方向的硬取向晶粒, 片层发生弯曲扭折失稳. 这些不均匀的局域变形和动态再结晶均是应力-应变曲线呈动态软化的原因. 孙伟[109 ] 采用热压缩实验模拟2种合金的等温锻造过程, 通过改变温度、应变速率、道次变形量和道次间停留时间等参数, 系统研究了原始粗大片层结构的破碎过程. 图4给出了Ti-47Al合金在1200 ℃单道压缩至70%的显微组织, 图中压缩方向为垂直方向. 底部垂直于压缩方向的片层已发生碎化分段; 顶部倾斜片层尚基本完好, 但片层界面出现微裂纹(箭头所示); 中间2个晶团界面区域已发生再结晶. 研究结果表明, α 2 相的球化过程滞后于γ 相的再结晶, 而再结晶与应变量和片层位向有关. 片层垂直于加载方向的晶粒最易发生再结晶; 倾斜位向的片层比较稳定, 可能因平行于片层界面的位错滑移使应变得以释放, 但最终这些晶粒通过晶界滑移均会转动到近似垂直于加载方向; 平行于加载方向的片层发生扭折弯曲和断裂, 实现碎化和球化. 图5为实验观察到的再结晶和球化过程示意图[109 ] . ...
... [109 ]. ...
... Schematic showing lamella fragmentation of γ -TiAl alloy[109 ] ...
... γ-TiAl合金片层碎化过程[109 ] ...
6
2009
... SEM image showing deformation and fragmentation of lamellae of Ti-47Al alloy single pass compressed to 70% with strain rate 0.01 s- 1 at 1200 ℃[109 ] ...
... Ti-47Al合金在1200 ℃单道压缩至70%的扫描电镜照片[109 ] ...
... 基于以上考虑, 已报道的多数合金的热加工选在γ +α 2 两相区. γ 的动态再结晶伴随着α 2 相的球化, 这个过程不可避免地涉及到两相间的相变. 有序相的晶界迁移速率可比无序合金低2个数量级[101 ,102 ] , 因此, 再结晶过程要比无序合金慢得多. Semiatin等[103 ] 的研究表明, 对于给定的变形应变, 发生再结晶和球化的体积分数随应变速率降低而增大, 且再结晶的体积分数随温度升高而增大[104 ,105 ] . 换言之, 除了前述避免锻造开裂的考虑之外, 通过再结晶充分破碎、转化粗大铸态组织也要求高温和低应变速率的变形条件. Imayev等[106 ,107 ] 和Fröbel等[108 ] 观察到动态再结晶首先发生于片层晶团界面处, 形成珍珠链状形貌. 对于铸态粗大片层组织, 变形极不均匀, 出现了高度局域化的形变带, 这些形变带甚至贯穿整个工件, 带内形成细小γ 相等轴晶粒或细小两相混合晶粒. 带外变形储存能很小, 再结晶缓慢. 对于片层面平行于加载方向的硬取向晶粒, 片层发生弯曲扭折失稳. 这些不均匀的局域变形和动态再结晶均是应力-应变曲线呈动态软化的原因. 孙伟[109 ] 采用热压缩实验模拟2种合金的等温锻造过程, 通过改变温度、应变速率、道次变形量和道次间停留时间等参数, 系统研究了原始粗大片层结构的破碎过程. 图4给出了Ti-47Al合金在1200 ℃单道压缩至70%的显微组织, 图中压缩方向为垂直方向. 底部垂直于压缩方向的片层已发生碎化分段; 顶部倾斜片层尚基本完好, 但片层界面出现微裂纹(箭头所示); 中间2个晶团界面区域已发生再结晶. 研究结果表明, α 2 相的球化过程滞后于γ 相的再结晶, 而再结晶与应变量和片层位向有关. 片层垂直于加载方向的晶粒最易发生再结晶; 倾斜位向的片层比较稳定, 可能因平行于片层界面的位错滑移使应变得以释放, 但最终这些晶粒通过晶界滑移均会转动到近似垂直于加载方向; 平行于加载方向的片层发生扭折弯曲和断裂, 实现碎化和球化. 图5为实验观察到的再结晶和球化过程示意图[109 ] . ...
... [109 ]. ...
... Schematic showing lamella fragmentation of γ -TiAl alloy[109 ] ...
... γ-TiAl合金片层碎化过程[109 ] ...
2
1999
... 热挤压是另一种常见的开坯方式. 由于模具不加热, 必须采用包套和隔热层以保证坯料温度的一致性. 热挤压需要考虑的主要问题包括: 包套与坯料在挤压温度下强度的匹配; 变形热导致的坯料心部温度升高; 成分不均匀性导致的沿挤压方向的带状组织; 变形织构. 总地说来, 热挤压工艺的可控性要好于等温锻造, 因此性能的一致性较好. 与单方向等温锻造一样, 力学性能具有各向异性, 这可能源于微观组织的各向异性, 如变形带方向和拉长的晶粒形状, 也可能源于变形织构[110 ,111 ] . 对于圆形对称截面坯料而言(如圆柱坯料经锻造成圆鼓形状或挤压成圆杆状), 织构不明显, 显微组织呈各向异性, 主要是片层面垂直于锻造方向, 平行于挤压方向, 导致力学性能的各向异性[110 ,111 ] . 可以利用这种各向异性制造某些杆状部件, 如可从挤压圆棒直接加工获得高性能汽车发动机排气阀. 图6示出了中国科学院金属研究所采用这种工艺为英国Ilmore汽车发动机公司制造的γ -TiAl合金排气阀及挤压坯料. ...
... [110 ,111 ]. 可以利用这种各向异性制造某些杆状部件, 如可从挤压圆棒直接加工获得高性能汽车发动机排气阀. 图6示出了中国科学院金属研究所采用这种工艺为英国Ilmore汽车发动机公司制造的γ -TiAl合金排气阀及挤压坯料. ...
2
2001
... 热挤压是另一种常见的开坯方式. 由于模具不加热, 必须采用包套和隔热层以保证坯料温度的一致性. 热挤压需要考虑的主要问题包括: 包套与坯料在挤压温度下强度的匹配; 变形热导致的坯料心部温度升高; 成分不均匀性导致的沿挤压方向的带状组织; 变形织构. 总地说来, 热挤压工艺的可控性要好于等温锻造, 因此性能的一致性较好. 与单方向等温锻造一样, 力学性能具有各向异性, 这可能源于微观组织的各向异性, 如变形带方向和拉长的晶粒形状, 也可能源于变形织构[110 ,111 ] . 对于圆形对称截面坯料而言(如圆柱坯料经锻造成圆鼓形状或挤压成圆杆状), 织构不明显, 显微组织呈各向异性, 主要是片层面垂直于锻造方向, 平行于挤压方向, 导致力学性能的各向异性[110 ,111 ] . 可以利用这种各向异性制造某些杆状部件, 如可从挤压圆棒直接加工获得高性能汽车发动机排气阀. 图6示出了中国科学院金属研究所采用这种工艺为英国Ilmore汽车发动机公司制造的γ -TiAl合金排气阀及挤压坯料. ...
... ,111 ]. 可以利用这种各向异性制造某些杆状部件, 如可从挤压圆棒直接加工获得高性能汽车发动机排气阀. 图6示出了中国科学院金属研究所采用这种工艺为英国Ilmore汽车发动机公司制造的γ -TiAl合金排气阀及挤压坯料. ...
4
2014
... 对于换向锻造或非圆截面挤压, 织构必然发生改变, 只有详细追踪形变步骤和织构演变过程, 才能完全掌握微观组织和力学性能随位向的变化规律, 但研究报道极少. Liu等[112 ] 对4722-0.15B合金进行了矩形截面两相区热挤压, 并对挤压态和热处理态显微组织、织构和力学性能演变进行了系统研究. 图7示意总结了挤压与热处理过程中织构的演化过程[112 ] . 挤压件表面(宽面中间位置)与心部γ 相的织构相差很大: 心部为Copper, S, Brass分量组成的β -纤维织构为主, 而表面为Brass和B/G auxiliary分量组成的α -纤维织构为主. 心部与表面在挤压过程中均发生了再结晶, 但表面再结晶体积分数更高. γ 相中形成的丰富织构是其经历的非均匀形变、相变和再结晶过程的反映. 在表面区域存在的C-twin, Y, Z等织构分量表明挤压件表面发生了机械孪晶和切变带. 而B/G auxiliary分量则是由变形向立方再结晶织构的过渡分量. fcc金属再结晶尚未弄清的一个问题是立方织构分量到底源于定向成核还是定向生长[113 ,114 ] . B/G auxiliary分量的存在则为定向成核理论提供了直接证据. 心部Brass织构分量则是因变形过热造成的α 相变所致. 挤压件表面和心部α 2 相的织构类似, 以{ 11 2 - 0 10 1 - 0 α 相固溶处理后经由定向生长再结晶形成{ 10 1 - 0 11 2 - 0 α 相晶粒间具有小角晶界, 在初始再结晶时长大缓慢, 只有在二次再结晶时才加速长大. 这样只要热处理时间控制在两次再结晶之间, 就可以既实现α 固溶, 又避免了晶粒快速长大, 冷却后可获得较理想的细晶全片层组织. 以上结果表明, 对于非圆截面挤压, 除了微观组织各向异性外, 织构导致的各向异性也是力学性能各向异性的重要原因. ...
... [112 ]. 挤压件表面(宽面中间位置)与心部γ 相的织构相差很大: 心部为Copper, S, Brass分量组成的β -纤维织构为主, 而表面为Brass和B/G auxiliary分量组成的α -纤维织构为主. 心部与表面在挤压过程中均发生了再结晶, 但表面再结晶体积分数更高. γ 相中形成的丰富织构是其经历的非均匀形变、相变和再结晶过程的反映. 在表面区域存在的C-twin, Y, Z等织构分量表明挤压件表面发生了机械孪晶和切变带. 而B/G auxiliary分量则是由变形向立方再结晶织构的过渡分量. fcc金属再结晶尚未弄清的一个问题是立方织构分量到底源于定向成核还是定向生长[113 ,114 ] . B/G auxiliary分量的存在则为定向成核理论提供了直接证据. 心部Brass织构分量则是因变形过热造成的α 相变所致. 挤压件表面和心部α 2 相的织构类似, 以{ 11 2 - 0 10 1 - 0 α 相固溶处理后经由定向生长再结晶形成{ 10 1 - 0 11 2 - 0 α 相晶粒间具有小角晶界, 在初始再结晶时长大缓慢, 只有在二次再结晶时才加速长大. 这样只要热处理时间控制在两次再结晶之间, 就可以既实现α 固溶, 又避免了晶粒快速长大, 冷却后可获得较理想的细晶全片层组织. 以上结果表明, 对于非圆截面挤压, 除了微观组织各向异性外, 织构导致的各向异性也是力学性能各向异性的重要原因. ...
... Schematic diagrams illustrating texture evolution and formation of lamellar orientation during α solution treatment and subsequent cooling (The extrusion direction ED is horizontal and the transverse direction TD is vertical. The area of each color is roughly proportional to the intensity of the texture component it represents. The pairs of texture components of the α 2 and γ phases that obey the Blackburn orientation relationship are indicated below the thermo-mechanically treated lamellar (TMTL) microstructure)[112 ] ...
... 挤压态组织在α 固溶处理和冷却时织构演化示意图[112 ] ...
1
1997
... 对于换向锻造或非圆截面挤压, 织构必然发生改变, 只有详细追踪形变步骤和织构演变过程, 才能完全掌握微观组织和力学性能随位向的变化规律, 但研究报道极少. Liu等[112 ] 对4722-0.15B合金进行了矩形截面两相区热挤压, 并对挤压态和热处理态显微组织、织构和力学性能演变进行了系统研究. 图7示意总结了挤压与热处理过程中织构的演化过程[112 ] . 挤压件表面(宽面中间位置)与心部γ 相的织构相差很大: 心部为Copper, S, Brass分量组成的β -纤维织构为主, 而表面为Brass和B/G auxiliary分量组成的α -纤维织构为主. 心部与表面在挤压过程中均发生了再结晶, 但表面再结晶体积分数更高. γ 相中形成的丰富织构是其经历的非均匀形变、相变和再结晶过程的反映. 在表面区域存在的C-twin, Y, Z等织构分量表明挤压件表面发生了机械孪晶和切变带. 而B/G auxiliary分量则是由变形向立方再结晶织构的过渡分量. fcc金属再结晶尚未弄清的一个问题是立方织构分量到底源于定向成核还是定向生长[113 ,114 ] . B/G auxiliary分量的存在则为定向成核理论提供了直接证据. 心部Brass织构分量则是因变形过热造成的α 相变所致. 挤压件表面和心部α 2 相的织构类似, 以{ 11 2 - 0 10 1 - 0 α 相固溶处理后经由定向生长再结晶形成{ 10 1 - 0 11 2 - 0 α 相晶粒间具有小角晶界, 在初始再结晶时长大缓慢, 只有在二次再结晶时才加速长大. 这样只要热处理时间控制在两次再结晶之间, 就可以既实现α 固溶, 又避免了晶粒快速长大, 冷却后可获得较理想的细晶全片层组织. 以上结果表明, 对于非圆截面挤压, 除了微观组织各向异性外, 织构导致的各向异性也是力学性能各向异性的重要原因. ...
1
2004
... 对于换向锻造或非圆截面挤压, 织构必然发生改变, 只有详细追踪形变步骤和织构演变过程, 才能完全掌握微观组织和力学性能随位向的变化规律, 但研究报道极少. Liu等[112 ] 对4722-0.15B合金进行了矩形截面两相区热挤压, 并对挤压态和热处理态显微组织、织构和力学性能演变进行了系统研究. 图7示意总结了挤压与热处理过程中织构的演化过程[112 ] . 挤压件表面(宽面中间位置)与心部γ 相的织构相差很大: 心部为Copper, S, Brass分量组成的β -纤维织构为主, 而表面为Brass和B/G auxiliary分量组成的α -纤维织构为主. 心部与表面在挤压过程中均发生了再结晶, 但表面再结晶体积分数更高. γ 相中形成的丰富织构是其经历的非均匀形变、相变和再结晶过程的反映. 在表面区域存在的C-twin, Y, Z等织构分量表明挤压件表面发生了机械孪晶和切变带. 而B/G auxiliary分量则是由变形向立方再结晶织构的过渡分量. fcc金属再结晶尚未弄清的一个问题是立方织构分量到底源于定向成核还是定向生长[113 ,114 ] . B/G auxiliary分量的存在则为定向成核理论提供了直接证据. 心部Brass织构分量则是因变形过热造成的α 相变所致. 挤压件表面和心部α 2 相的织构类似, 以{ 11 2 - 0 10 1 - 0 α 相固溶处理后经由定向生长再结晶形成{ 10 1 - 0 11 2 - 0 α 相晶粒间具有小角晶界, 在初始再结晶时长大缓慢, 只有在二次再结晶时才加速长大. 这样只要热处理时间控制在两次再结晶之间, 就可以既实现α 固溶, 又避免了晶粒快速长大, 冷却后可获得较理想的细晶全片层组织. 以上结果表明, 对于非圆截面挤压, 除了微观组织各向异性外, 织构导致的各向异性也是力学性能各向异性的重要原因. ...
1
2001
... 2.5.1 蠕变 关于γ -TiAl合金的蠕变已有很多综述[33 ,115 ,116 ] , 在各种显微组织中, 以全片层组织蠕变性能最佳[117 ,118 ] . γ -TiAl合金的蠕变与一般金属有诸多不同: 在第一阶段应变量较大; 几乎没有第二阶段(稳态蠕变阶段); 而第三阶段可以很长. 这样尽管蠕变寿命很长, 但蠕变变形量过大, 对制作尺寸精度要求高的部件不利. 在一、三阶段之间通常只能测量一个最小蠕变速率. 金属的稳态蠕变是加工硬化和动态回复达到并维持平衡的结果, 位错亚结构在这一阶段得到充分发展, 但在γ -TiAl中没有形成位错亚结构, 只观察到均匀分布的普通位错和形变孪晶[119 ,120 ] . 在γ -TiAl合金复杂的显微组织中多种机制共同作用, 使蠕变速率控制机制难以确定. 随应力增大, 应力指数因子连续增大, 导致模型分析不具有预测和指导意义. ...
1
2001
... 2.5.1 蠕变 关于γ -TiAl合金的蠕变已有很多综述[33 ,115 ,116 ] , 在各种显微组织中, 以全片层组织蠕变性能最佳[117 ,118 ] . γ -TiAl合金的蠕变与一般金属有诸多不同: 在第一阶段应变量较大; 几乎没有第二阶段(稳态蠕变阶段); 而第三阶段可以很长. 这样尽管蠕变寿命很长, 但蠕变变形量过大, 对制作尺寸精度要求高的部件不利. 在一、三阶段之间通常只能测量一个最小蠕变速率. 金属的稳态蠕变是加工硬化和动态回复达到并维持平衡的结果, 位错亚结构在这一阶段得到充分发展, 但在γ -TiAl中没有形成位错亚结构, 只观察到均匀分布的普通位错和形变孪晶[119 ,120 ] . 在γ -TiAl合金复杂的显微组织中多种机制共同作用, 使蠕变速率控制机制难以确定. 随应力增大, 应力指数因子连续增大, 导致模型分析不具有预测和指导意义. ...
1
1995
... 2.5.1 蠕变 关于γ -TiAl合金的蠕变已有很多综述[33 ,115 ,116 ] , 在各种显微组织中, 以全片层组织蠕变性能最佳[117 ,118 ] . γ -TiAl合金的蠕变与一般金属有诸多不同: 在第一阶段应变量较大; 几乎没有第二阶段(稳态蠕变阶段); 而第三阶段可以很长. 这样尽管蠕变寿命很长, 但蠕变变形量过大, 对制作尺寸精度要求高的部件不利. 在一、三阶段之间通常只能测量一个最小蠕变速率. 金属的稳态蠕变是加工硬化和动态回复达到并维持平衡的结果, 位错亚结构在这一阶段得到充分发展, 但在γ -TiAl中没有形成位错亚结构, 只观察到均匀分布的普通位错和形变孪晶[119 ,120 ] . 在γ -TiAl合金复杂的显微组织中多种机制共同作用, 使蠕变速率控制机制难以确定. 随应力增大, 应力指数因子连续增大, 导致模型分析不具有预测和指导意义. ...
1
1995
... 2.5.1 蠕变 关于γ -TiAl合金的蠕变已有很多综述[33 ,115 ,116 ] , 在各种显微组织中, 以全片层组织蠕变性能最佳[117 ,118 ] . γ -TiAl合金的蠕变与一般金属有诸多不同: 在第一阶段应变量较大; 几乎没有第二阶段(稳态蠕变阶段); 而第三阶段可以很长. 这样尽管蠕变寿命很长, 但蠕变变形量过大, 对制作尺寸精度要求高的部件不利. 在一、三阶段之间通常只能测量一个最小蠕变速率. 金属的稳态蠕变是加工硬化和动态回复达到并维持平衡的结果, 位错亚结构在这一阶段得到充分发展, 但在γ -TiAl中没有形成位错亚结构, 只观察到均匀分布的普通位错和形变孪晶[119 ,120 ] . 在γ -TiAl合金复杂的显微组织中多种机制共同作用, 使蠕变速率控制机制难以确定. 随应力增大, 应力指数因子连续增大, 导致模型分析不具有预测和指导意义. ...
1
1997
... 2.5.1 蠕变 关于γ -TiAl合金的蠕变已有很多综述[33 ,115 ,116 ] , 在各种显微组织中, 以全片层组织蠕变性能最佳[117 ,118 ] . γ -TiAl合金的蠕变与一般金属有诸多不同: 在第一阶段应变量较大; 几乎没有第二阶段(稳态蠕变阶段); 而第三阶段可以很长. 这样尽管蠕变寿命很长, 但蠕变变形量过大, 对制作尺寸精度要求高的部件不利. 在一、三阶段之间通常只能测量一个最小蠕变速率. 金属的稳态蠕变是加工硬化和动态回复达到并维持平衡的结果, 位错亚结构在这一阶段得到充分发展, 但在γ -TiAl中没有形成位错亚结构, 只观察到均匀分布的普通位错和形变孪晶[119 ,120 ] . 在γ -TiAl合金复杂的显微组织中多种机制共同作用, 使蠕变速率控制机制难以确定. 随应力增大, 应力指数因子连续增大, 导致模型分析不具有预测和指导意义. ...
1
1998
... 2.5.1 蠕变 关于γ -TiAl合金的蠕变已有很多综述[33 ,115 ,116 ] , 在各种显微组织中, 以全片层组织蠕变性能最佳[117 ,118 ] . γ -TiAl合金的蠕变与一般金属有诸多不同: 在第一阶段应变量较大; 几乎没有第二阶段(稳态蠕变阶段); 而第三阶段可以很长. 这样尽管蠕变寿命很长, 但蠕变变形量过大, 对制作尺寸精度要求高的部件不利. 在一、三阶段之间通常只能测量一个最小蠕变速率. 金属的稳态蠕变是加工硬化和动态回复达到并维持平衡的结果, 位错亚结构在这一阶段得到充分发展, 但在γ -TiAl中没有形成位错亚结构, 只观察到均匀分布的普通位错和形变孪晶[119 ,120 ] . 在γ -TiAl合金复杂的显微组织中多种机制共同作用, 使蠕变速率控制机制难以确定. 随应力增大, 应力指数因子连续增大, 导致模型分析不具有预测和指导意义. ...
1
1997
... 大量研究表明, 微观组织是决定片层γ -TiAl合金蠕变特性的主要因素. 首先, 蠕变速率随晶粒尺寸的变化并不明显(特别是当晶粒尺寸较大时)[121 ] , 但晶界形貌作用明显, 交错的锯齿状晶界可明显降低蠕变速率. 其次, 蠕变速率对α 2 相的体积分数不敏感, 但对片层厚度很敏感, 特别是在高应力条件下, 细片层明显降低蠕变速率, 但片层过薄则不稳定, 易发生相变. 在低应力下, 因发生动态再结晶和片层界面滑移, 片层厚度的作用不明显. 第三, 蠕变速率对片层位向很敏感, 硬位向的蠕变抗力明显高于软位向[122 ] . ...
1
2000
... 大量研究表明, 微观组织是决定片层γ -TiAl合金蠕变特性的主要因素. 首先, 蠕变速率随晶粒尺寸的变化并不明显(特别是当晶粒尺寸较大时)[121 ] , 但晶界形貌作用明显, 交错的锯齿状晶界可明显降低蠕变速率. 其次, 蠕变速率对α 2 相的体积分数不敏感, 但对片层厚度很敏感, 特别是在高应力条件下, 细片层明显降低蠕变速率, 但片层过薄则不稳定, 易发生相变. 在低应力下, 因发生动态再结晶和片层界面滑移, 片层厚度的作用不明显. 第三, 蠕变速率对片层位向很敏感, 硬位向的蠕变抗力明显高于软位向[122 ] . ...
1
1995
... γ -TiAl合金在蠕变第三阶段的应变通常高达15%~25%, 其机制不限于一般金属中的孔洞和缩颈(在γ -TiAl合金中这些机制仅在断裂前起作用), 还有动态再结晶[123 ] 、形变带[124 ] 、晶界滑移[125 ] 和α 2 →γ 相变[126 ] . 在这些过程中, 似乎动态再结晶和相变起主导作用[33 ] . ...
1
1996
... γ -TiAl合金在蠕变第三阶段的应变通常高达15%~25%, 其机制不限于一般金属中的孔洞和缩颈(在γ -TiAl合金中这些机制仅在断裂前起作用), 还有动态再结晶[123 ] 、形变带[124 ] 、晶界滑移[125 ] 和α 2 →γ 相变[126 ] . 在这些过程中, 似乎动态再结晶和相变起主导作用[33 ] . ...
1
2001
... γ -TiAl合金在蠕变第三阶段的应变通常高达15%~25%, 其机制不限于一般金属中的孔洞和缩颈(在γ -TiAl合金中这些机制仅在断裂前起作用), 还有动态再结晶[123 ] 、形变带[124 ] 、晶界滑移[125 ] 和α 2 →γ 相变[126 ] . 在这些过程中, 似乎动态再结晶和相变起主导作用[33 ] . ...
1
2001
... γ -TiAl合金在蠕变第三阶段的应变通常高达15%~25%, 其机制不限于一般金属中的孔洞和缩颈(在γ -TiAl合金中这些机制仅在断裂前起作用), 还有动态再结晶[123 ] 、形变带[124 ] 、晶界滑移[125 ] 和α 2 →γ 相变[126 ] . 在这些过程中, 似乎动态再结晶和相变起主导作用[33 ] . ...
1
1995
... 由于γ -TiAl合金第一阶段蠕变抗力较小, 甚至在某些应用条件下蠕变应变可以超出设计许可值, 因此, 降低该阶段蠕变速率是过去20年的重要研究内容. 研究[127 ] 表明, 片层界面位错源和已存在的大量位错是全片层组织第一阶段蠕变速率较高的主要原因. 随着界面源增殖位错的逐渐枯竭, 第一阶段蠕变速率逐渐减小. 一个有趣的现象是第一阶段蠕变应变与应力有关[128 ] , 只有当高于某临界应力时, 第一阶段蠕变才会快速增大. 通过添加C, O, N等元素在片层界面形成析出相阻碍位错源开动和通过难熔金属合金化提高临界应力是提高γ -TiAl合金第一阶段蠕变抗力的有效手段. ...
1
2003
... 由于γ -TiAl合金第一阶段蠕变抗力较小, 甚至在某些应用条件下蠕变应变可以超出设计许可值, 因此, 降低该阶段蠕变速率是过去20年的重要研究内容. 研究[127 ] 表明, 片层界面位错源和已存在的大量位错是全片层组织第一阶段蠕变速率较高的主要原因. 随着界面源增殖位错的逐渐枯竭, 第一阶段蠕变速率逐渐减小. 一个有趣的现象是第一阶段蠕变应变与应力有关[128 ] , 只有当高于某临界应力时, 第一阶段蠕变才会快速增大. 通过添加C, O, N等元素在片层界面形成析出相阻碍位错源开动和通过难熔金属合金化提高临界应力是提高γ -TiAl合金第一阶段蠕变抗力的有效手段. ...
1
2001
... 2.5.2 氧化 γ -TiAl合金的高温氧化是一个看似相对简单、实则非常复杂的物理与化学过程. 氧化抗力从本质上取决于α -Al2 O3 与TiO2 等Ti的多种氧化物的形成与竞争生长, 以及化学成分、相组成和微观组织、气氛、温度、表面力学与化学状态、扩散元与扩散通道等因素对竞争反应的影响. 这个十分复杂的体系中多种机制同时或先后发挥作用, 导致氧化反应随时间和样品深度发生阶段性变化, 并可能伴随多种过渡状态和亚稳相的产生和消失. 由于实验细节不同, 不同研究者对同一问题常常得到貌似矛盾的结果. 例如: Taniguchi等[129 ] 发现水蒸汽显著加快Ti-50Al的氧化速率, 而Brady等[130 ] 则发现水蒸汽对形成Al2 O3 层的合金的氧化性能影响不大, Zeller等[131 ] 则认为水蒸汽的作用取决于氧化层中的TiO2 和Al2 O3 的相对含量. 对于同一元素, 其对氧化性能的影响也与反应的阶段性相关, 例如: Cr在氧化第一阶段促进Al2 O3 形成, 对抗氧化有益; 但在第二阶段加快Al2 O3 分解从而加速氧化过程[132 ] . N则相反, 在第一阶段因形成TiN干扰Al2 O3 形成从而对抗氧化不利, 但在后期若能形成相对连续的氮化物层则可减缓亚表层的内氧化从而减慢Al2 O3 层的消解[132 ,133 ] . 迄今唯一没有争议的合金元素只有Nb, 所有报道的结果一致认为Nb提高γ -TiAl合金的抗氧化性能. ...
1
1997
... 2.5.2 氧化 γ -TiAl合金的高温氧化是一个看似相对简单、实则非常复杂的物理与化学过程. 氧化抗力从本质上取决于α -Al2 O3 与TiO2 等Ti的多种氧化物的形成与竞争生长, 以及化学成分、相组成和微观组织、气氛、温度、表面力学与化学状态、扩散元与扩散通道等因素对竞争反应的影响. 这个十分复杂的体系中多种机制同时或先后发挥作用, 导致氧化反应随时间和样品深度发生阶段性变化, 并可能伴随多种过渡状态和亚稳相的产生和消失. 由于实验细节不同, 不同研究者对同一问题常常得到貌似矛盾的结果. 例如: Taniguchi等[129 ] 发现水蒸汽显著加快Ti-50Al的氧化速率, 而Brady等[130 ] 则发现水蒸汽对形成Al2 O3 层的合金的氧化性能影响不大, Zeller等[131 ] 则认为水蒸汽的作用取决于氧化层中的TiO2 和Al2 O3 的相对含量. 对于同一元素, 其对氧化性能的影响也与反应的阶段性相关, 例如: Cr在氧化第一阶段促进Al2 O3 形成, 对抗氧化有益; 但在第二阶段加快Al2 O3 分解从而加速氧化过程[132 ] . N则相反, 在第一阶段因形成TiN干扰Al2 O3 形成从而对抗氧化不利, 但在后期若能形成相对连续的氮化物层则可减缓亚表层的内氧化从而减慢Al2 O3 层的消解[132 ,133 ] . 迄今唯一没有争议的合金元素只有Nb, 所有报道的结果一致认为Nb提高γ -TiAl合金的抗氧化性能. ...
1
2002
... 2.5.2 氧化 γ -TiAl合金的高温氧化是一个看似相对简单、实则非常复杂的物理与化学过程. 氧化抗力从本质上取决于α -Al2 O3 与TiO2 等Ti的多种氧化物的形成与竞争生长, 以及化学成分、相组成和微观组织、气氛、温度、表面力学与化学状态、扩散元与扩散通道等因素对竞争反应的影响. 这个十分复杂的体系中多种机制同时或先后发挥作用, 导致氧化反应随时间和样品深度发生阶段性变化, 并可能伴随多种过渡状态和亚稳相的产生和消失. 由于实验细节不同, 不同研究者对同一问题常常得到貌似矛盾的结果. 例如: Taniguchi等[129 ] 发现水蒸汽显著加快Ti-50Al的氧化速率, 而Brady等[130 ] 则发现水蒸汽对形成Al2 O3 层的合金的氧化性能影响不大, Zeller等[131 ] 则认为水蒸汽的作用取决于氧化层中的TiO2 和Al2 O3 的相对含量. 对于同一元素, 其对氧化性能的影响也与反应的阶段性相关, 例如: Cr在氧化第一阶段促进Al2 O3 形成, 对抗氧化有益; 但在第二阶段加快Al2 O3 分解从而加速氧化过程[132 ] . N则相反, 在第一阶段因形成TiN干扰Al2 O3 形成从而对抗氧化不利, 但在后期若能形成相对连续的氮化物层则可减缓亚表层的内氧化从而减慢Al2 O3 层的消解[132 ,133 ] . 迄今唯一没有争议的合金元素只有Nb, 所有报道的结果一致认为Nb提高γ -TiAl合金的抗氧化性能. ...
2
1995
... 2.5.2 氧化 γ -TiAl合金的高温氧化是一个看似相对简单、实则非常复杂的物理与化学过程. 氧化抗力从本质上取决于α -Al2 O3 与TiO2 等Ti的多种氧化物的形成与竞争生长, 以及化学成分、相组成和微观组织、气氛、温度、表面力学与化学状态、扩散元与扩散通道等因素对竞争反应的影响. 这个十分复杂的体系中多种机制同时或先后发挥作用, 导致氧化反应随时间和样品深度发生阶段性变化, 并可能伴随多种过渡状态和亚稳相的产生和消失. 由于实验细节不同, 不同研究者对同一问题常常得到貌似矛盾的结果. 例如: Taniguchi等[129 ] 发现水蒸汽显著加快Ti-50Al的氧化速率, 而Brady等[130 ] 则发现水蒸汽对形成Al2 O3 层的合金的氧化性能影响不大, Zeller等[131 ] 则认为水蒸汽的作用取决于氧化层中的TiO2 和Al2 O3 的相对含量. 对于同一元素, 其对氧化性能的影响也与反应的阶段性相关, 例如: Cr在氧化第一阶段促进Al2 O3 形成, 对抗氧化有益; 但在第二阶段加快Al2 O3 分解从而加速氧化过程[132 ] . N则相反, 在第一阶段因形成TiN干扰Al2 O3 形成从而对抗氧化不利, 但在后期若能形成相对连续的氮化物层则可减缓亚表层的内氧化从而减慢Al2 O3 层的消解[132 ,133 ] . 迄今唯一没有争议的合金元素只有Nb, 所有报道的结果一致认为Nb提高γ -TiAl合金的抗氧化性能. ...
... [132 ,133 ]. 迄今唯一没有争议的合金元素只有Nb, 所有报道的结果一致认为Nb提高γ -TiAl合金的抗氧化性能. ...
1
1997
... 2.5.2 氧化 γ -TiAl合金的高温氧化是一个看似相对简单、实则非常复杂的物理与化学过程. 氧化抗力从本质上取决于α -Al2 O3 与TiO2 等Ti的多种氧化物的形成与竞争生长, 以及化学成分、相组成和微观组织、气氛、温度、表面力学与化学状态、扩散元与扩散通道等因素对竞争反应的影响. 这个十分复杂的体系中多种机制同时或先后发挥作用, 导致氧化反应随时间和样品深度发生阶段性变化, 并可能伴随多种过渡状态和亚稳相的产生和消失. 由于实验细节不同, 不同研究者对同一问题常常得到貌似矛盾的结果. 例如: Taniguchi等[129 ] 发现水蒸汽显著加快Ti-50Al的氧化速率, 而Brady等[130 ] 则发现水蒸汽对形成Al2 O3 层的合金的氧化性能影响不大, Zeller等[131 ] 则认为水蒸汽的作用取决于氧化层中的TiO2 和Al2 O3 的相对含量. 对于同一元素, 其对氧化性能的影响也与反应的阶段性相关, 例如: Cr在氧化第一阶段促进Al2 O3 形成, 对抗氧化有益; 但在第二阶段加快Al2 O3 分解从而加速氧化过程[132 ] . N则相反, 在第一阶段因形成TiN干扰Al2 O3 形成从而对抗氧化不利, 但在后期若能形成相对连续的氮化物层则可减缓亚表层的内氧化从而减慢Al2 O3 层的消解[132 ,133 ] . 迄今唯一没有争议的合金元素只有Nb, 所有报道的结果一致认为Nb提高γ -TiAl合金的抗氧化性能. ...
1
2012
... 鉴于γ -TiAl合金氧化环节的复杂性和实验研究每一环节机理的难度, 有必要从理论上加以研究, 以理解这些机理与氧化反应细节. 第一原理计算有助于理解氧化反应的热力学与动力学过程, 例如, 对于最简单的纯Ti, 其优异的耐腐蚀性能源于TiO2 /Ti体系, 而计算表明该体系能量高于几种低价氧化物TiO2 - x , 这样氧化膜是一个由扩散控制的非平衡结构[134 ] . 实际上这些低价氧化物在γ -TiAl氧化早期阶段均已观察到[135 ] . γ -TiAl合金氧化的基本问题包括: O原子的吸附行为, 合金原子对Ti-O和Al-O键的影响, 以及合金化对氧化膜生长的影响. Song等[136 ] 的研究表明, 除了Al原子层覆盖的(001)表面外, O原子在其他位置吸附均使O-Ti键强于Al-O键, 但当已存在TiO2 时, Al-O键则强于O-Ti键[137 ] , 有利于Al2 O3 层的形成, 这与实验观察到的γ -TiAl表面氧化膜由TiO2 组成, 而亚表面由Al2 O3 +TiO2 组成的结果一致[138 ] . 计算[137 ] 表明, 在γ -TiAl表面Nb原子使O离开TiO2 而与Al结合成键, 这应该是Nb改善γ -TiAl合金抗氧化性能的本质原因. 对氧化能的计算结果[139 ] 表明, 除Sc之外的大多数元素均降低Al2 O3 和TiO2 的稳定性. Co, Ni, Cu, Zn等提高Al2 O3 相对于TiO2 的稳定性, 而Nb, Mo, W, Re则与之相反. Al2 O3 过于稳定可能导致柱晶生长, 不易形成连续氧化膜; 而较低稳定性的Al2 O3 则更易横向生长, 阻碍内氧化, 从而提高抗氧化性能. ...
1
2002
... 鉴于γ -TiAl合金氧化环节的复杂性和实验研究每一环节机理的难度, 有必要从理论上加以研究, 以理解这些机理与氧化反应细节. 第一原理计算有助于理解氧化反应的热力学与动力学过程, 例如, 对于最简单的纯Ti, 其优异的耐腐蚀性能源于TiO2 /Ti体系, 而计算表明该体系能量高于几种低价氧化物TiO2 - x , 这样氧化膜是一个由扩散控制的非平衡结构[134 ] . 实际上这些低价氧化物在γ -TiAl氧化早期阶段均已观察到[135 ] . γ -TiAl合金氧化的基本问题包括: O原子的吸附行为, 合金原子对Ti-O和Al-O键的影响, 以及合金化对氧化膜生长的影响. Song等[136 ] 的研究表明, 除了Al原子层覆盖的(001)表面外, O原子在其他位置吸附均使O-Ti键强于Al-O键, 但当已存在TiO2 时, Al-O键则强于O-Ti键[137 ] , 有利于Al2 O3 层的形成, 这与实验观察到的γ -TiAl表面氧化膜由TiO2 组成, 而亚表面由Al2 O3 +TiO2 组成的结果一致[138 ] . 计算[137 ] 表明, 在γ -TiAl表面Nb原子使O离开TiO2 而与Al结合成键, 这应该是Nb改善γ -TiAl合金抗氧化性能的本质原因. 对氧化能的计算结果[139 ] 表明, 除Sc之外的大多数元素均降低Al2 O3 和TiO2 的稳定性. Co, Ni, Cu, Zn等提高Al2 O3 相对于TiO2 的稳定性, 而Nb, Mo, W, Re则与之相反. Al2 O3 过于稳定可能导致柱晶生长, 不易形成连续氧化膜; 而较低稳定性的Al2 O3 则更易横向生长, 阻碍内氧化, 从而提高抗氧化性能. ...
1
2012
... 鉴于γ -TiAl合金氧化环节的复杂性和实验研究每一环节机理的难度, 有必要从理论上加以研究, 以理解这些机理与氧化反应细节. 第一原理计算有助于理解氧化反应的热力学与动力学过程, 例如, 对于最简单的纯Ti, 其优异的耐腐蚀性能源于TiO2 /Ti体系, 而计算表明该体系能量高于几种低价氧化物TiO2 - x , 这样氧化膜是一个由扩散控制的非平衡结构[134 ] . 实际上这些低价氧化物在γ -TiAl氧化早期阶段均已观察到[135 ] . γ -TiAl合金氧化的基本问题包括: O原子的吸附行为, 合金原子对Ti-O和Al-O键的影响, 以及合金化对氧化膜生长的影响. Song等[136 ] 的研究表明, 除了Al原子层覆盖的(001)表面外, O原子在其他位置吸附均使O-Ti键强于Al-O键, 但当已存在TiO2 时, Al-O键则强于O-Ti键[137 ] , 有利于Al2 O3 层的形成, 这与实验观察到的γ -TiAl表面氧化膜由TiO2 组成, 而亚表面由Al2 O3 +TiO2 组成的结果一致[138 ] . 计算[137 ] 表明, 在γ -TiAl表面Nb原子使O离开TiO2 而与Al结合成键, 这应该是Nb改善γ -TiAl合金抗氧化性能的本质原因. 对氧化能的计算结果[139 ] 表明, 除Sc之外的大多数元素均降低Al2 O3 和TiO2 的稳定性. Co, Ni, Cu, Zn等提高Al2 O3 相对于TiO2 的稳定性, 而Nb, Mo, W, Re则与之相反. Al2 O3 过于稳定可能导致柱晶生长, 不易形成连续氧化膜; 而较低稳定性的Al2 O3 则更易横向生长, 阻碍内氧化, 从而提高抗氧化性能. ...
2
2014
... 鉴于γ -TiAl合金氧化环节的复杂性和实验研究每一环节机理的难度, 有必要从理论上加以研究, 以理解这些机理与氧化反应细节. 第一原理计算有助于理解氧化反应的热力学与动力学过程, 例如, 对于最简单的纯Ti, 其优异的耐腐蚀性能源于TiO2 /Ti体系, 而计算表明该体系能量高于几种低价氧化物TiO2 - x , 这样氧化膜是一个由扩散控制的非平衡结构[134 ] . 实际上这些低价氧化物在γ -TiAl氧化早期阶段均已观察到[135 ] . γ -TiAl合金氧化的基本问题包括: O原子的吸附行为, 合金原子对Ti-O和Al-O键的影响, 以及合金化对氧化膜生长的影响. Song等[136 ] 的研究表明, 除了Al原子层覆盖的(001)表面外, O原子在其他位置吸附均使O-Ti键强于Al-O键, 但当已存在TiO2 时, Al-O键则强于O-Ti键[137 ] , 有利于Al2 O3 层的形成, 这与实验观察到的γ -TiAl表面氧化膜由TiO2 组成, 而亚表面由Al2 O3 +TiO2 组成的结果一致[138 ] . 计算[137 ] 表明, 在γ -TiAl表面Nb原子使O离开TiO2 而与Al结合成键, 这应该是Nb改善γ -TiAl合金抗氧化性能的本质原因. 对氧化能的计算结果[139 ] 表明, 除Sc之外的大多数元素均降低Al2 O3 和TiO2 的稳定性. Co, Ni, Cu, Zn等提高Al2 O3 相对于TiO2 的稳定性, 而Nb, Mo, W, Re则与之相反. Al2 O3 过于稳定可能导致柱晶生长, 不易形成连续氧化膜; 而较低稳定性的Al2 O3 则更易横向生长, 阻碍内氧化, 从而提高抗氧化性能. ...
... [137 ]表明, 在γ -TiAl表面Nb原子使O离开TiO2 而与Al结合成键, 这应该是Nb改善γ -TiAl合金抗氧化性能的本质原因. 对氧化能的计算结果[139 ] 表明, 除Sc之外的大多数元素均降低Al2 O3 和TiO2 的稳定性. Co, Ni, Cu, Zn等提高Al2 O3 相对于TiO2 的稳定性, 而Nb, Mo, W, Re则与之相反. Al2 O3 过于稳定可能导致柱晶生长, 不易形成连续氧化膜; 而较低稳定性的Al2 O3 则更易横向生长, 阻碍内氧化, 从而提高抗氧化性能. ...
1
1996
... 鉴于γ -TiAl合金氧化环节的复杂性和实验研究每一环节机理的难度, 有必要从理论上加以研究, 以理解这些机理与氧化反应细节. 第一原理计算有助于理解氧化反应的热力学与动力学过程, 例如, 对于最简单的纯Ti, 其优异的耐腐蚀性能源于TiO2 /Ti体系, 而计算表明该体系能量高于几种低价氧化物TiO2 - x , 这样氧化膜是一个由扩散控制的非平衡结构[134 ] . 实际上这些低价氧化物在γ -TiAl氧化早期阶段均已观察到[135 ] . γ -TiAl合金氧化的基本问题包括: O原子的吸附行为, 合金原子对Ti-O和Al-O键的影响, 以及合金化对氧化膜生长的影响. Song等[136 ] 的研究表明, 除了Al原子层覆盖的(001)表面外, O原子在其他位置吸附均使O-Ti键强于Al-O键, 但当已存在TiO2 时, Al-O键则强于O-Ti键[137 ] , 有利于Al2 O3 层的形成, 这与实验观察到的γ -TiAl表面氧化膜由TiO2 组成, 而亚表面由Al2 O3 +TiO2 组成的结果一致[138 ] . 计算[137 ] 表明, 在γ -TiAl表面Nb原子使O离开TiO2 而与Al结合成键, 这应该是Nb改善γ -TiAl合金抗氧化性能的本质原因. 对氧化能的计算结果[139 ] 表明, 除Sc之外的大多数元素均降低Al2 O3 和TiO2 的稳定性. Co, Ni, Cu, Zn等提高Al2 O3 相对于TiO2 的稳定性, 而Nb, Mo, W, Re则与之相反. Al2 O3 过于稳定可能导致柱晶生长, 不易形成连续氧化膜; 而较低稳定性的Al2 O3 则更易横向生长, 阻碍内氧化, 从而提高抗氧化性能. ...
1
2013
... 鉴于γ -TiAl合金氧化环节的复杂性和实验研究每一环节机理的难度, 有必要从理论上加以研究, 以理解这些机理与氧化反应细节. 第一原理计算有助于理解氧化反应的热力学与动力学过程, 例如, 对于最简单的纯Ti, 其优异的耐腐蚀性能源于TiO2 /Ti体系, 而计算表明该体系能量高于几种低价氧化物TiO2 - x , 这样氧化膜是一个由扩散控制的非平衡结构[134 ] . 实际上这些低价氧化物在γ -TiAl氧化早期阶段均已观察到[135 ] . γ -TiAl合金氧化的基本问题包括: O原子的吸附行为, 合金原子对Ti-O和Al-O键的影响, 以及合金化对氧化膜生长的影响. Song等[136 ] 的研究表明, 除了Al原子层覆盖的(001)表面外, O原子在其他位置吸附均使O-Ti键强于Al-O键, 但当已存在TiO2 时, Al-O键则强于O-Ti键[137 ] , 有利于Al2 O3 层的形成, 这与实验观察到的γ -TiAl表面氧化膜由TiO2 组成, 而亚表面由Al2 O3 +TiO2 组成的结果一致[138 ] . 计算[137 ] 表明, 在γ -TiAl表面Nb原子使O离开TiO2 而与Al结合成键, 这应该是Nb改善γ -TiAl合金抗氧化性能的本质原因. 对氧化能的计算结果[139 ] 表明, 除Sc之外的大多数元素均降低Al2 O3 和TiO2 的稳定性. Co, Ni, Cu, Zn等提高Al2 O3 相对于TiO2 的稳定性, 而Nb, Mo, W, Re则与之相反. Al2 O3 过于稳定可能导致柱晶生长, 不易形成连续氧化膜; 而较低稳定性的Al2 O3 则更易横向生长, 阻碍内氧化, 从而提高抗氧化性能. ...
1
2013
... 鉴于γ -TiAl合金氧化环节的复杂性和实验研究每一环节机理的难度, 有必要从理论上加以研究, 以理解这些机理与氧化反应细节. 第一原理计算有助于理解氧化反应的热力学与动力学过程, 例如, 对于最简单的纯Ti, 其优异的耐腐蚀性能源于TiO2 /Ti体系, 而计算表明该体系能量高于几种低价氧化物TiO2 - x , 这样氧化膜是一个由扩散控制的非平衡结构[134 ] . 实际上这些低价氧化物在γ -TiAl氧化早期阶段均已观察到[135 ] . γ -TiAl合金氧化的基本问题包括: O原子的吸附行为, 合金原子对Ti-O和Al-O键的影响, 以及合金化对氧化膜生长的影响. Song等[136 ] 的研究表明, 除了Al原子层覆盖的(001)表面外, O原子在其他位置吸附均使O-Ti键强于Al-O键, 但当已存在TiO2 时, Al-O键则强于O-Ti键[137 ] , 有利于Al2 O3 层的形成, 这与实验观察到的γ -TiAl表面氧化膜由TiO2 组成, 而亚表面由Al2 O3 +TiO2 组成的结果一致[138 ] . 计算[137 ] 表明, 在γ -TiAl表面Nb原子使O离开TiO2 而与Al结合成键, 这应该是Nb改善γ -TiAl合金抗氧化性能的本质原因. 对氧化能的计算结果[139 ] 表明, 除Sc之外的大多数元素均降低Al2 O3 和TiO2 的稳定性. Co, Ni, Cu, Zn等提高Al2 O3 相对于TiO2 的稳定性, 而Nb, Mo, W, Re则与之相反. Al2 O3 过于稳定可能导致柱晶生长, 不易形成连续氧化膜; 而较低稳定性的Al2 O3 则更易横向生长, 阻碍内氧化, 从而提高抗氧化性能. ...
1
2004
... 绝大部分氧化研究采用空气或O2 或氧化气氛, 只有一项研究采用了模拟燃烧气氛[140 ] . 结果表明, 只要表面形成了连续Al2 O3 膜, 在模拟燃气中的抗氧化性能优于空气. Kumagai等[141 ] 发现, 在γ -TiAl合金表面卤族元素可以促进连续Al2 O3 膜的形成, F的作用要好于Cl[142 ] . ...
1
... 绝大部分氧化研究采用空气或O2 或氧化气氛, 只有一项研究采用了模拟燃烧气氛[140 ] . 结果表明, 只要表面形成了连续Al2 O3 膜, 在模拟燃气中的抗氧化性能优于空气. Kumagai等[141 ] 发现, 在γ -TiAl合金表面卤族元素可以促进连续Al2 O3 膜的形成, F的作用要好于Cl[142 ] . ...
1
2008
... 绝大部分氧化研究采用空气或O2 或氧化气氛, 只有一项研究采用了模拟燃烧气氛[140 ] . 结果表明, 只要表面形成了连续Al2 O3 膜, 在模拟燃气中的抗氧化性能优于空气. Kumagai等[141 ] 发现, 在γ -TiAl合金表面卤族元素可以促进连续Al2 O3 膜的形成, F的作用要好于Cl[142 ] . ...
1
1991
... 大量研究[143 -145 ] 表明, γ 单相合金极脆, 其韧性要比两相合金低得多. 这主要是因为γ 相中d电子与各向异性分布的p电子杂化, 导致极强的方向键[146 -148 ] . 两相合金中全片层组织的断裂韧性(25~30 MPam1/2 )则明显高于双态组织(9~17 MPam1/2 ); 而对全片层组织而言, 粗晶的韧性要好于细晶; 但片层厚度的影响不明显[145 ] . 这些微观组织参数以及片层位向对断裂韧性的影响源于裂纹与片层界面的交互作用. Yoo等[149 ,150 ] 的理论研究表明, (100)γ γ ( 0001 ) α 2 γ ( 0001 ) α 2 [1/2151,152 ] . 这表明, 全片层显微组织若因热加工或铸造产生织构将对断裂韧性产生重要影响. ...
2
1995
... 大量研究[143 -145 ] 表明, γ 单相合金极脆, 其韧性要比两相合金低得多. 这主要是因为γ 相中d电子与各向异性分布的p电子杂化, 导致极强的方向键[146 -148 ] . 两相合金中全片层组织的断裂韧性(25~30 MPam1/2 )则明显高于双态组织(9~17 MPam1/2 ); 而对全片层组织而言, 粗晶的韧性要好于细晶; 但片层厚度的影响不明显[145 ] . 这些微观组织参数以及片层位向对断裂韧性的影响源于裂纹与片层界面的交互作用. Yoo等[149 ,150 ] 的理论研究表明, (100)γ γ ( 0001 ) α 2 γ ( 0001 ) α 2 [1/2151,152 ] . 这表明, 全片层显微组织若因热加工或铸造产生织构将对断裂韧性产生重要影响. ...
... [145 ]. 这些微观组织参数以及片层位向对断裂韧性的影响源于裂纹与片层界面的交互作用. Yoo等[149 ,150 ] 的理论研究表明, (100)γ γ ( 0001 ) α 2 γ ( 0001 ) α 2 [1/2151,152 ] . 这表明, 全片层显微组织若因热加工或铸造产生织构将对断裂韧性产生重要影响. ...
1
1998
... 大量研究[143 -145 ] 表明, γ 单相合金极脆, 其韧性要比两相合金低得多. 这主要是因为γ 相中d电子与各向异性分布的p电子杂化, 导致极强的方向键[146 -148 ] . 两相合金中全片层组织的断裂韧性(25~30 MPam1/2 )则明显高于双态组织(9~17 MPam1/2 ); 而对全片层组织而言, 粗晶的韧性要好于细晶; 但片层厚度的影响不明显[145 ] . 这些微观组织参数以及片层位向对断裂韧性的影响源于裂纹与片层界面的交互作用. Yoo等[149 ,150 ] 的理论研究表明, (100)γ γ ( 0001 ) α 2 γ ( 0001 ) α 2 [1/2151,152 ] . 这表明, 全片层显微组织若因热加工或铸造产生织构将对断裂韧性产生重要影响. ...
1
2002
... 大量研究[143 -145 ] 表明, γ 单相合金极脆, 其韧性要比两相合金低得多. 这主要是因为γ 相中d电子与各向异性分布的p电子杂化, 导致极强的方向键[146 -148 ] . 两相合金中全片层组织的断裂韧性(25~30 MPam1/2 )则明显高于双态组织(9~17 MPam1/2 ); 而对全片层组织而言, 粗晶的韧性要好于细晶; 但片层厚度的影响不明显[145 ] . 这些微观组织参数以及片层位向对断裂韧性的影响源于裂纹与片层界面的交互作用. Yoo等[149 ,150 ] 的理论研究表明, (100)γ γ ( 0001 ) α 2 γ ( 0001 ) α 2 [1/2151,152 ] . 这表明, 全片层显微组织若因热加工或铸造产生织构将对断裂韧性产生重要影响. ...
1
1992
... 大量研究[143 -145 ] 表明, γ 单相合金极脆, 其韧性要比两相合金低得多. 这主要是因为γ 相中d电子与各向异性分布的p电子杂化, 导致极强的方向键[146 -148 ] . 两相合金中全片层组织的断裂韧性(25~30 MPam1/2 )则明显高于双态组织(9~17 MPam1/2 ); 而对全片层组织而言, 粗晶的韧性要好于细晶; 但片层厚度的影响不明显[145 ] . 这些微观组织参数以及片层位向对断裂韧性的影响源于裂纹与片层界面的交互作用. Yoo等[149 ,150 ] 的理论研究表明, (100)γ γ ( 0001 ) α 2 γ ( 0001 ) α 2 [1/2151,152 ] . 这表明, 全片层显微组织若因热加工或铸造产生织构将对断裂韧性产生重要影响. ...
1
1995
... 大量研究[143 -145 ] 表明, γ 单相合金极脆, 其韧性要比两相合金低得多. 这主要是因为γ 相中d电子与各向异性分布的p电子杂化, 导致极强的方向键[146 -148 ] . 两相合金中全片层组织的断裂韧性(25~30 MPam1/2 )则明显高于双态组织(9~17 MPam1/2 ); 而对全片层组织而言, 粗晶的韧性要好于细晶; 但片层厚度的影响不明显[145 ] . 这些微观组织参数以及片层位向对断裂韧性的影响源于裂纹与片层界面的交互作用. Yoo等[149 ,150 ] 的理论研究表明, (100)γ γ ( 0001 ) α 2 γ ( 0001 ) α 2 [1/2151,152 ] . 这表明, 全片层显微组织若因热加工或铸造产生织构将对断裂韧性产生重要影响. ...
1
1995
... 尽管粗大片层组织的裂纹扩展门槛值最高, 但裂纹扩展门槛值是适用于长裂纹扩展的概念, 难以用于短裂纹. 短裂纹会在低于门槛值扩展, 且速度较快. 对于双态组织, 可以得到一个低于长裂纹扩展门槛值的有效裂纹扩展门槛值, 对设计有指导作用[169 ] . 对于片层组织则无法建立这样一个有效裂纹扩展门槛值[170 ] , 因为裂纹沿片层界面扩展的阻力很低[151 ,152 ] . 因此, 尽管粗大片层组织的裂纹扩展门槛值最高, 综合考虑短裂纹的萌生和扩展, 细小片层组织的疲劳寿命更佳. ...
2
1996
... 大量研究[143 -145 ] 表明, γ 单相合金极脆, 其韧性要比两相合金低得多. 这主要是因为γ 相中d电子与各向异性分布的p电子杂化, 导致极强的方向键[146 -148 ] . 两相合金中全片层组织的断裂韧性(25~30 MPam1/2 )则明显高于双态组织(9~17 MPam1/2 ); 而对全片层组织而言, 粗晶的韧性要好于细晶; 但片层厚度的影响不明显[145 ] . 这些微观组织参数以及片层位向对断裂韧性的影响源于裂纹与片层界面的交互作用. Yoo等[149 ,150 ] 的理论研究表明, (100)γ γ ( 0001 ) α 2 γ ( 0001 ) α 2 [1/2151,152 ] . 这表明, 全片层显微组织若因热加工或铸造产生织构将对断裂韧性产生重要影响. ...
... 尽管粗大片层组织的裂纹扩展门槛值最高, 但裂纹扩展门槛值是适用于长裂纹扩展的概念, 难以用于短裂纹. 短裂纹会在低于门槛值扩展, 且速度较快. 对于双态组织, 可以得到一个低于长裂纹扩展门槛值的有效裂纹扩展门槛值, 对设计有指导作用[169 ] . 对于片层组织则无法建立这样一个有效裂纹扩展门槛值[170 ] , 因为裂纹沿片层界面扩展的阻力很低[151 ,152 ] . 因此, 尽管粗大片层组织的裂纹扩展门槛值最高, 综合考虑短裂纹的萌生和扩展, 细小片层组织的疲劳寿命更佳. ...
1
2005
... 一般认为变形产生的晶体缺陷如孪晶和位错或多或少对裂纹有一些阻碍作用, 但在很大程度上取决于局部的晶体学位向, 所以在宏观上很难实验验证. 通过预变形引入大量位错, 观察到断裂韧性的提高[153 ] , 提供了位错阻碍裂纹扩展的间接证据. ...
1
1997
... 随温度升高, 裂尖的塑性变形钝化作用愈加显著, 断裂韧性提高. 一般材料随加载速率提高, 裂尖区位错运动速度会逐渐跟不上裂纹扩展速度, 导致韧性下降. 但在γ -TiAl合金室温测试时观察到相反的规律[154 ] , 这种现象被解释为环境因素的影响, 在低加载速率时发生氢脆降低韧性, 高加载速率时裂纹面为新鲜表面, 反而具有较高韧性. ...
1
1977
... 在早期研究中, Sastry和Lipsitt[155 ] 已发现γ -TiAl的疲劳强度在室温到700 ℃范围对温度不敏感. 疲劳极限与循环周次的曲线形状和显微组织类别有关[156 ] , 但均高于极限拉伸强度的75%, 这个结论与材料强度无关, 因此在高强度合金中也成立. 在多数情况下, 疲劳裂纹起源于表面, 因此, 表面加工状况、应力分布和缺陷性质对疲劳抗力的影响比较明显[157 ,158 ] . 总地看来, 非尖锐裂纹对γ -TiAl合金而言不是大问题. 对于长裂纹而言, 基于门槛值的损伤容限方法也适用[159 ,160 ] , 但对于尺寸小于显微组织单元的短裂纹, 门槛值方法失效[161 ] . ...
1
1999
... 在早期研究中, Sastry和Lipsitt[155 ] 已发现γ -TiAl的疲劳强度在室温到700 ℃范围对温度不敏感. 疲劳极限与循环周次的曲线形状和显微组织类别有关[156 ] , 但均高于极限拉伸强度的75%, 这个结论与材料强度无关, 因此在高强度合金中也成立. 在多数情况下, 疲劳裂纹起源于表面, 因此, 表面加工状况、应力分布和缺陷性质对疲劳抗力的影响比较明显[157 ,158 ] . 总地看来, 非尖锐裂纹对γ -TiAl合金而言不是大问题. 对于长裂纹而言, 基于门槛值的损伤容限方法也适用[159 ,160 ] , 但对于尺寸小于显微组织单元的短裂纹, 门槛值方法失效[161 ] . ...
1
1995
... 在早期研究中, Sastry和Lipsitt[155 ] 已发现γ -TiAl的疲劳强度在室温到700 ℃范围对温度不敏感. 疲劳极限与循环周次的曲线形状和显微组织类别有关[156 ] , 但均高于极限拉伸强度的75%, 这个结论与材料强度无关, 因此在高强度合金中也成立. 在多数情况下, 疲劳裂纹起源于表面, 因此, 表面加工状况、应力分布和缺陷性质对疲劳抗力的影响比较明显[157 ,158 ] . 总地看来, 非尖锐裂纹对γ -TiAl合金而言不是大问题. 对于长裂纹而言, 基于门槛值的损伤容限方法也适用[159 ,160 ] , 但对于尺寸小于显微组织单元的短裂纹, 门槛值方法失效[161 ] . ...
1
1995
... 在早期研究中, Sastry和Lipsitt[155 ] 已发现γ -TiAl的疲劳强度在室温到700 ℃范围对温度不敏感. 疲劳极限与循环周次的曲线形状和显微组织类别有关[156 ] , 但均高于极限拉伸强度的75%, 这个结论与材料强度无关, 因此在高强度合金中也成立. 在多数情况下, 疲劳裂纹起源于表面, 因此, 表面加工状况、应力分布和缺陷性质对疲劳抗力的影响比较明显[157 ,158 ] . 总地看来, 非尖锐裂纹对γ -TiAl合金而言不是大问题. 对于长裂纹而言, 基于门槛值的损伤容限方法也适用[159 ,160 ] , 但对于尺寸小于显微组织单元的短裂纹, 门槛值方法失效[161 ] . ...
1
2000
... 在早期研究中, Sastry和Lipsitt[155 ] 已发现γ -TiAl的疲劳强度在室温到700 ℃范围对温度不敏感. 疲劳极限与循环周次的曲线形状和显微组织类别有关[156 ] , 但均高于极限拉伸强度的75%, 这个结论与材料强度无关, 因此在高强度合金中也成立. 在多数情况下, 疲劳裂纹起源于表面, 因此, 表面加工状况、应力分布和缺陷性质对疲劳抗力的影响比较明显[157 ,158 ] . 总地看来, 非尖锐裂纹对γ -TiAl合金而言不是大问题. 对于长裂纹而言, 基于门槛值的损伤容限方法也适用[159 ,160 ] , 但对于尺寸小于显微组织单元的短裂纹, 门槛值方法失效[161 ] . ...
1
2001
... 在早期研究中, Sastry和Lipsitt[155 ] 已发现γ -TiAl的疲劳强度在室温到700 ℃范围对温度不敏感. 疲劳极限与循环周次的曲线形状和显微组织类别有关[156 ] , 但均高于极限拉伸强度的75%, 这个结论与材料强度无关, 因此在高强度合金中也成立. 在多数情况下, 疲劳裂纹起源于表面, 因此, 表面加工状况、应力分布和缺陷性质对疲劳抗力的影响比较明显[157 ,158 ] . 总地看来, 非尖锐裂纹对γ -TiAl合金而言不是大问题. 对于长裂纹而言, 基于门槛值的损伤容限方法也适用[159 ,160 ] , 但对于尺寸小于显微组织单元的短裂纹, 门槛值方法失效[161 ] . ...
1
2001
... 在早期研究中, Sastry和Lipsitt[155 ] 已发现γ -TiAl的疲劳强度在室温到700 ℃范围对温度不敏感. 疲劳极限与循环周次的曲线形状和显微组织类别有关[156 ] , 但均高于极限拉伸强度的75%, 这个结论与材料强度无关, 因此在高强度合金中也成立. 在多数情况下, 疲劳裂纹起源于表面, 因此, 表面加工状况、应力分布和缺陷性质对疲劳抗力的影响比较明显[157 ,158 ] . 总地看来, 非尖锐裂纹对γ -TiAl合金而言不是大问题. 对于长裂纹而言, 基于门槛值的损伤容限方法也适用[159 ,160 ] , 但对于尺寸小于显微组织单元的短裂纹, 门槛值方法失效[161 ] . ...
1
1996
... 低周疲劳性能主要与合金成分有关, Umakoshi等[162 ] 对PST晶体(polysynthetically twinned crystals)的研究表明, 随Al含量下降, 片层厚度下降, 材料强度和低周疲劳抗力上升. 对于3个第二代合金, 在同为近全片层组织状态下, 45XD合金的低周疲劳性能最好, 4822居中, 48WSi合金最低. 由于双态组织的室温塑性较全片层组织好, 其低周疲劳性能也优于全片层组织[163 ] . ...
1
2000
... 低周疲劳性能主要与合金成分有关, Umakoshi等[162 ] 对PST晶体(polysynthetically twinned crystals)的研究表明, 随Al含量下降, 片层厚度下降, 材料强度和低周疲劳抗力上升. 对于3个第二代合金, 在同为近全片层组织状态下, 45XD合金的低周疲劳性能最好, 4822居中, 48WSi合金最低. 由于双态组织的室温塑性较全片层组织好, 其低周疲劳性能也优于全片层组织[163 ] . ...
2
2003
... 由于γ -TiAl合金室温塑性低, 低周疲劳研究报道很少. Gloanec等[164 ] 对铸态4822合金的研究表明, 在低应变幅循环变形时, 变形结构主要由普通位错构成, 初始硬化微乎其微; 中等应变幅循环时, 形成脉管状亚结构; 而在高应变幅时, 变形结构由孪晶主导, 循环应变强化效果显著. 而在750 ℃循环时, 变形结构由弯曲长位错组成, 表明交滑移和攀移机制被激活. 高温同时导致变形结构的回复, 位错缠结和位错环的湮灭与位错环的扩大相互竞争,致使应变硬化消失, 甚至出现应变软化现象[164 ] . 在高温循环条件下应力诱导相变和再结晶更易发生[165 ,166 ] , α 2 相溶解, 析出γ 或其它亚稳相. ...
... [164 ]. 在高温循环条件下应力诱导相变和再结晶更易发生[165 ,166 ] , α 2 相溶解, 析出γ 或其它亚稳相. ...
1
2002
... 由于γ -TiAl合金室温塑性低, 低周疲劳研究报道很少. Gloanec等[164 ] 对铸态4822合金的研究表明, 在低应变幅循环变形时, 变形结构主要由普通位错构成, 初始硬化微乎其微; 中等应变幅循环时, 形成脉管状亚结构; 而在高应变幅时, 变形结构由孪晶主导, 循环应变强化效果显著. 而在750 ℃循环时, 变形结构由弯曲长位错组成, 表明交滑移和攀移机制被激活. 高温同时导致变形结构的回复, 位错缠结和位错环的湮灭与位错环的扩大相互竞争,致使应变硬化消失, 甚至出现应变软化现象[164 ] . 在高温循环条件下应力诱导相变和再结晶更易发生[165 ,166 ] , α 2 相溶解, 析出γ 或其它亚稳相. ...
1
2010
... 由于γ -TiAl合金室温塑性低, 低周疲劳研究报道很少. Gloanec等[164 ] 对铸态4822合金的研究表明, 在低应变幅循环变形时, 变形结构主要由普通位错构成, 初始硬化微乎其微; 中等应变幅循环时, 形成脉管状亚结构; 而在高应变幅时, 变形结构由孪晶主导, 循环应变强化效果显著. 而在750 ℃循环时, 变形结构由弯曲长位错组成, 表明交滑移和攀移机制被激活. 高温同时导致变形结构的回复, 位错缠结和位错环的湮灭与位错环的扩大相互竞争,致使应变硬化消失, 甚至出现应变软化现象[164 ] . 在高温循环条件下应力诱导相变和再结晶更易发生[165 ,166 ] , α 2 相溶解, 析出γ 或其它亚稳相. ...
2
2005
... 由于γ -TiAl合金中的缺陷不可避免, 叶片等部件在应用过程中也会遭到外物冲击造成损伤, 因此, 掌握裂纹扩展规律以期预测剩余寿命十分重要. 显微组织对裂纹扩展有显著影响, 片层组织对长裂纹扩展的阻力最大, 粗晶合金好于细晶合金(粗晶闭合效应更显著). 总地来看, 在低扩展速率区, 显微组织的影响相对较小, 但当疲劳裂纹扩展速率da/dN>10- 8 m/cyc时差别明显增大[167 ] . ...
... 真空环境实验结果[168 ] 表明, 经弹性模量修正的有效裂纹扩展门槛值随温度变化保持不变. 环境的影响主要是改变了da/dN曲线的形状, 使门槛值降低、斜率增大. 环境中最主要的影响因素是水蒸汽, 它吸附在裂纹尖端, 分解后导致氢脆[167 ] . ...
1
2001
... 真空环境实验结果[168 ] 表明, 经弹性模量修正的有效裂纹扩展门槛值随温度变化保持不变. 环境的影响主要是改变了da/dN曲线的形状, 使门槛值降低、斜率增大. 环境中最主要的影响因素是水蒸汽, 它吸附在裂纹尖端, 分解后导致氢脆[167 ] . ...
1
1999
... 尽管粗大片层组织的裂纹扩展门槛值最高, 但裂纹扩展门槛值是适用于长裂纹扩展的概念, 难以用于短裂纹. 短裂纹会在低于门槛值扩展, 且速度较快. 对于双态组织, 可以得到一个低于长裂纹扩展门槛值的有效裂纹扩展门槛值, 对设计有指导作用[169 ] . 对于片层组织则无法建立这样一个有效裂纹扩展门槛值[170 ] , 因为裂纹沿片层界面扩展的阻力很低[151 ,152 ] . 因此, 尽管粗大片层组织的裂纹扩展门槛值最高, 综合考虑短裂纹的萌生和扩展, 细小片层组织的疲劳寿命更佳. ...
1
1997
... 尽管粗大片层组织的裂纹扩展门槛值最高, 但裂纹扩展门槛值是适用于长裂纹扩展的概念, 难以用于短裂纹. 短裂纹会在低于门槛值扩展, 且速度较快. 对于双态组织, 可以得到一个低于长裂纹扩展门槛值的有效裂纹扩展门槛值, 对设计有指导作用[169 ] . 对于片层组织则无法建立这样一个有效裂纹扩展门槛值[170 ] , 因为裂纹沿片层界面扩展的阻力很低[151 ,152 ] . 因此, 尽管粗大片层组织的裂纹扩展门槛值最高, 综合考虑短裂纹的萌生和扩展, 细小片层组织的疲劳寿命更佳. ...
3
2002
... 2.6.1 精密铸造 适用于γ -TiAl合金的精密铸造方法[33 ,171 ] , 取决于熔炼方法、浇注方式和模壳材料的组合, 有很多变种. 熔炼方法包括感应熔炼(陶瓷或水冷金属坩埚, 陶瓷可获得高过热度, 但夹杂和间隙污染使它并不适于航空部件等关键应用, 金属坩埚若采用高功率熔炼, 则可使熔液悬浮, 又称悬浮熔炼)、凝壳熔炼; 浇注方式包括静态重力、反重力、吸铸、离心(离心包括水平和垂直2种方式, 均可再细分为泼注和旋溢); 模壳材料包括重复使用的金属模和一次使用的陶瓷模. 使用陶瓷模的又称失蜡铸造(investment casting), 是精密铸造(precision casting)中应用最广泛的一种. 这里仅简要讨论文献报道的适用于航空发动机涡轮叶片的铸造方法. ...
... 正如McQuay和Sikka[171 ] 所指出, γ -TiAl合金这类新材料的铸造是一个系统工程, 需要从结构件设计、技术开发、质量控制到供应链建立通盘考量. 狭义的“可铸性”通常是指熔液填充铸件型腔的能力, 而广义的“可铸性”应该是航空发动机设计师与材料科学家和铸造工程师联合, 在对减重效果、性能提升和成本综合平衡基础上得到的最优工艺[171 ] , 从研发活动的初始阶段就应设计技术成熟度和生产成熟度提升的路径和方案. ...
... [171 ], 从研发活动的初始阶段就应设计技术成熟度和生产成熟度提升的路径和方案. ...
1
2011
... 目前PCC公司为GEnx发动机铸造的4822合金低压涡轮叶片采用的是重力铸造, 叶片采用超尺寸设计, 需要进行机械加工[49 ,50 ] . 同时GE公司也在开发净尺寸叶片成形工艺, 文献[49]报道了一种水平旋溢离心精密铸造的模拟结果. 欧洲的IMPRESS项目支持开发了一种垂直旋溢离心铸造工艺[172 ] . 这些新工艺技术特色鲜明, 但在成品率、缺陷统计表征、批量生产成本分析与控制等方面尚未见报道. ...
3
2011
... 中国科学院金属研究所和德国ACCESS公司相继开发了γ -TiAl合金涡轮叶片的泼注式水平旋转离心铸造工艺, 这是一种常规材料使用最多的精密铸造工艺, 具有降低成本的最大潜力. 应该指出, 上述这些铸造技术尽管工艺细节不同, 但均为失蜡铸造, 对γ -TiAl合金涡轮叶片的制造而言, 其工艺十分复杂, 均包括4个部分: 母合金制备、模壳制备、铸造和质量检验控制. 图8示出了这些工艺环节的主要步骤[173 ] . ...
... Process steps of investment casting process required for casting TiAl components[173 ] ...
... 失蜡精密铸造技术的工艺环节[173 ] ...
1
2010
... B是γ -TiAl合金中普遍采用的晶粒细化元素, 随合金体系和相平衡不同可形成多种晶体结构的硼化物. B的晶粒细化机制复杂, 前文已略有述及. 首先, 对于添加TiB2 的合金[73 ] , 未熔透的TiB2 颗粒可作为初生相的形核核心从而细化晶粒. 其次, 在β 凝固合金中, 低含量B可形成硼化物, 向β →α 固态相变提供α 形核核心而细化晶粒[76 ] . 值得注意的是, 这种机理的细化晶粒效果会随着冷速降低而愈加显著[174 ] , 因此, 在失蜡铸造这种冷速不高的情况下有可能保持铸件的细晶组织. 但这种细化方式会因相邻晶团中片层位向过于接近而降低塑性[175 ] . 第三, 硼化物分布于晶界可限制晶粒长大[176 ] . ...
2
2009
... B是γ -TiAl合金中普遍采用的晶粒细化元素, 随合金体系和相平衡不同可形成多种晶体结构的硼化物. B的晶粒细化机制复杂, 前文已略有述及. 首先, 对于添加TiB2 的合金[73 ] , 未熔透的TiB2 颗粒可作为初生相的形核核心从而细化晶粒. 其次, 在β 凝固合金中, 低含量B可形成硼化物, 向β →α 固态相变提供α 形核核心而细化晶粒[76 ] . 值得注意的是, 这种机理的细化晶粒效果会随着冷速降低而愈加显著[174 ] , 因此, 在失蜡铸造这种冷速不高的情况下有可能保持铸件的细晶组织. 但这种细化方式会因相邻晶团中片层位向过于接近而降低塑性[175 ] . 第三, 硼化物分布于晶界可限制晶粒长大[176 ] . ...
... 3.2.1 铸造合金与技术的进一步发展 由于相图的复杂性(图1), 凝固显微组织对凝固条件和合金成分高度敏感, 三元、四元合金情况更是如此, 即便对于已获得应用的合金, 这些相平衡数据仍然缺乏. 应该采用材料基因组计划所倡导的集成计算方法[184 ] , 将多尺度的计算模拟相结合, 给出成分-相-显微组织关系的框架, 并加以必要的实验验证, 以更好地理解凝固偏析, 改善显微组织均匀性. 例如, 为什么图1所示的相图中γ /γ +α 2 相界的准确位置难以确定? 前文已提到, O在γ 相中的溶解度约为0.03% (原子分数), 但O在α 2 相中则可溶解0.8%~2.2% (原子分数)[86 ] . 这样大的差异会使相界位置受O含量的影响比较大, 可能导致不同研究者测量的相界位置不同. 要澄清这个问题, 需要对Ti-Al-O相图进行更准确的计算和实验研究. 又如, B尽管细化晶粒, 但当相邻的细晶片层位向比较接近时, 室温延伸率仅为0.45%[175 ] , 需要弄清含硼合金中是否发生织构, 在什么条件下(合金系、Al含量、B含量、硼化物种类)出现织构等问题. ...
1
2007
... B是γ -TiAl合金中普遍采用的晶粒细化元素, 随合金体系和相平衡不同可形成多种晶体结构的硼化物. B的晶粒细化机制复杂, 前文已略有述及. 首先, 对于添加TiB2 的合金[73 ] , 未熔透的TiB2 颗粒可作为初生相的形核核心从而细化晶粒. 其次, 在β 凝固合金中, 低含量B可形成硼化物, 向β →α 固态相变提供α 形核核心而细化晶粒[76 ] . 值得注意的是, 这种机理的细化晶粒效果会随着冷速降低而愈加显著[174 ] , 因此, 在失蜡铸造这种冷速不高的情况下有可能保持铸件的细晶组织. 但这种细化方式会因相邻晶团中片层位向过于接近而降低塑性[175 ] . 第三, 硼化物分布于晶界可限制晶粒长大[176 ] . ...
1
2005
... 2.6.2 粉末冶金+热等静压 作为近净成形方法的粉末冶金技术的优势在于: 成分均匀, 晶粒细小均匀, 无织构, 性能分散性小[177 ] . 对于γ -TiAl合金这类非常难以变形加工的材料而言, 若采用粉末冶金坯料则还有2个优势: 避免开坯变形, 材料利用率大幅度提高. 航空航天应用要求采用高质量的预合金粉末, 主要有2方面的缺点或风险: 一是某些基于电极的制粉方法对电极成分均匀性要求较高; 二是基于气体雾化的制粉方法会将气体卷入部分粉末, 特别是尺寸较大的粉末颗粒, 已有证据表明这些气泡会对板材超塑性变形产生不利影响[178 ] . 由于Ti的化学活性, 制备γ -TiAl合金粉末需避免陶瓷夹杂和间隙元素污染, 粉末的制备、储存、转运和处理均需要在保护气氛中进行. ...
1
1999
... 2.6.2 粉末冶金+热等静压 作为近净成形方法的粉末冶金技术的优势在于: 成分均匀, 晶粒细小均匀, 无织构, 性能分散性小[177 ] . 对于γ -TiAl合金这类非常难以变形加工的材料而言, 若采用粉末冶金坯料则还有2个优势: 避免开坯变形, 材料利用率大幅度提高. 航空航天应用要求采用高质量的预合金粉末, 主要有2方面的缺点或风险: 一是某些基于电极的制粉方法对电极成分均匀性要求较高; 二是基于气体雾化的制粉方法会将气体卷入部分粉末, 特别是尺寸较大的粉末颗粒, 已有证据表明这些气泡会对板材超塑性变形产生不利影响[178 ] . 由于Ti的化学活性, 制备γ -TiAl合金粉末需避免陶瓷夹杂和间隙元素污染, 粉末的制备、储存、转运和处理均需要在保护气氛中进行. ...
1
2004
... 在预合金粉末制备过程中, 液滴的快速凝固是一个非平衡过程, 扩散不充分甚至被阻止, α →α 2 +γ 相变进行得不彻底, 因此粉末中α 2 体积分数偏高, 且细粉和He气氛中更明显, 因为冷速更高[179 ] . 旋转电极等真空制粉方法则因为冷速较慢导致Al烧损也会使α 2 体积分数过高. 需要指出的是, 前者成分并未变化, 仅是一种非平衡状态, 在600 ℃退火1 h基本可以消除亚稳α 2 相; 后者则使成分改变[180 ] . ...
1
1987
... 在预合金粉末制备过程中, 液滴的快速凝固是一个非平衡过程, 扩散不充分甚至被阻止, α →α 2 +γ 相变进行得不彻底, 因此粉末中α 2 体积分数偏高, 且细粉和He气氛中更明显, 因为冷速更高[179 ] . 旋转电极等真空制粉方法则因为冷速较慢导致Al烧损也会使α 2 体积分数过高. 需要指出的是, 前者成分并未变化, 仅是一种非平衡状态, 在600 ℃退火1 h基本可以消除亚稳α 2 相; 后者则使成分改变[180 ] . ...
1
2007
... γ -TiAl合金在α 2 +γ 两相区热等静压过程中发生与制粉过程相反的变化: γ 相的体积分数会反常增大. Huang等[181 ] 的解释是γ 相的“原子体积”小于α 2 相, 因此等静压力条件会促进γ 相过量生成. B的添加可有效阻止热等静压过程中晶粒的长大. ...
1
2008
... 尽管粉末在保护气氛中处理, 但由于气氛纯度等原因, 粉末表面仍然不可避免地会吸附O2 和水蒸汽. 粉末表面形成的氧化物会阻碍热等静压过程中颗粒间的冶金结合, 需要选择适当的热等静压参数破碎粉末表面的氧化物, 以消除原始颗粒边界[182 ] . 水蒸汽分解产生的H2 可通过真空除气方法有效去除, 除气比不除气的粉末经热等静压得到的材料, 旋转弯曲疲劳寿命在室温提高3倍, 在650 ℃提高2倍[183 ] . 图11示出了中国科学院金属研究所采用近净形粉末冶金工艺为美国通用汽车公司研制的γ -TiAl合金汽车发动机连杆. ...
1
2014
... 尽管粉末在保护气氛中处理, 但由于气氛纯度等原因, 粉末表面仍然不可避免地会吸附O2 和水蒸汽. 粉末表面形成的氧化物会阻碍热等静压过程中颗粒间的冶金结合, 需要选择适当的热等静压参数破碎粉末表面的氧化物, 以消除原始颗粒边界[182 ] . 水蒸汽分解产生的H2 可通过真空除气方法有效去除, 除气比不除气的粉末经热等静压得到的材料, 旋转弯曲疲劳寿命在室温提高3倍, 在650 ℃提高2倍[183 ] . 图11示出了中国科学院金属研究所采用近净形粉末冶金工艺为美国通用汽车公司研制的γ -TiAl合金汽车发动机连杆. ...
1
2013
... 3.2.1 铸造合金与技术的进一步发展 由于相图的复杂性(图1), 凝固显微组织对凝固条件和合金成分高度敏感, 三元、四元合金情况更是如此, 即便对于已获得应用的合金, 这些相平衡数据仍然缺乏. 应该采用材料基因组计划所倡导的集成计算方法[184 ] , 将多尺度的计算模拟相结合, 给出成分-相-显微组织关系的框架, 并加以必要的实验验证, 以更好地理解凝固偏析, 改善显微组织均匀性. 例如, 为什么图1所示的相图中γ /γ +α 2 相界的准确位置难以确定? 前文已提到, O在γ 相中的溶解度约为0.03% (原子分数), 但O在α 2 相中则可溶解0.8%~2.2% (原子分数)[86 ] . 这样大的差异会使相界位置受O含量的影响比较大, 可能导致不同研究者测量的相界位置不同. 要澄清这个问题, 需要对Ti-Al-O相图进行更准确的计算和实验研究. 又如, B尽管细化晶粒, 但当相邻的细晶片层位向比较接近时, 室温延伸率仅为0.45%[175 ] , 需要弄清含硼合金中是否发生织构, 在什么条件下(合金系、Al含量、B含量、硼化物种类)出现织构等问题. ...
1
2006
... 3.2.3 第三代合金的设计 第二代合金如4822和45XD目前主要用于650 ℃ (偶尔700 ℃)的服役环境. 目前新一代航空发动机要求提高涡轮转速(如齿轮涡扇发动机)从而要求承载更高应力, 或为了提高燃油效率要求提高应用温度, 均需要发展疲劳强度和蠕变抗力更高的第三代γ -TiAl合金. 从拉伸强度来看, 第三代合金比第二代高出很多(图12)[185 ] , 但其他更关键的性能如氧化和蠕变并未得到系统表征和评估, 综合性能离应用要求尚有差距. 如前所述, 像TNM这样的合金主要采用Nb, Mo等难熔元素强化, 同时利用β 相实现高温变形加工, 然后在目标应用温度尽量消除β 相. 这里很多基本问题还没弄清楚, 如β 相(以及析出的w 相或类w 相)对蠕变性能的影响规律; 蠕变与相变的交互作用细节有待研究; 有序相在蠕变过程中的再结晶动力学及其对蠕变速率的影响还有待澄清; 氧化及环境对蠕变寿命的影响有待评估. ...
1
1992
... 3.2.4 新技术基础上的新应用 γ -TiAl合金的低塑性使焊接和连接具有很大的挑战性. 扩散焊、钎焊、电子束焊和激光焊接等问题的解决将扩大γ -TiAl合金的应用范围. 另一项有待深入研究的技术是定向生长γ -TiAl合金的PST晶体[186 ,187 ] , 沿生长方向可以获得高达10%的室温延伸率, 但存在3方面问题: 一是强度偏低; 二是可生长晶体的合金成分很有限; 三是制作部件所需的大尺寸晶体的生长方法有待突破. 进一步优化生长工艺可以拓宽PST晶体的合金成分, 如4722合金, 通过调整O含量可以得到室温屈服强度>500 MPa, 抗拉强度>600 MPa, 延伸率>5%的优异综合性能[188 ] . 获得具有工程应用价值的大尺寸晶体仍具有挑战性. ...
1
1996
... 3.2.4 新技术基础上的新应用 γ -TiAl合金的低塑性使焊接和连接具有很大的挑战性. 扩散焊、钎焊、电子束焊和激光焊接等问题的解决将扩大γ -TiAl合金的应用范围. 另一项有待深入研究的技术是定向生长γ -TiAl合金的PST晶体[186 ,187 ] , 沿生长方向可以获得高达10%的室温延伸率, 但存在3方面问题: 一是强度偏低; 二是可生长晶体的合金成分很有限; 三是制作部件所需的大尺寸晶体的生长方法有待突破. 进一步优化生长工艺可以拓宽PST晶体的合金成分, 如4722合金, 通过调整O含量可以得到室温屈服强度>500 MPa, 抗拉强度>600 MPa, 延伸率>5%的优异综合性能[188 ] . 获得具有工程应用价值的大尺寸晶体仍具有挑战性. ...
1
2014
... 3.2.4 新技术基础上的新应用 γ -TiAl合金的低塑性使焊接和连接具有很大的挑战性. 扩散焊、钎焊、电子束焊和激光焊接等问题的解决将扩大γ -TiAl合金的应用范围. 另一项有待深入研究的技术是定向生长γ -TiAl合金的PST晶体[186 ,187 ] , 沿生长方向可以获得高达10%的室温延伸率, 但存在3方面问题: 一是强度偏低; 二是可生长晶体的合金成分很有限; 三是制作部件所需的大尺寸晶体的生长方法有待突破. 进一步优化生长工艺可以拓宽PST晶体的合金成分, 如4722合金, 通过调整O含量可以得到室温屈服强度>500 MPa, 抗拉强度>600 MPa, 延伸率>5%的优异综合性能[188 ] . 获得具有工程应用价值的大尺寸晶体仍具有挑战性. ...
1
2008
... 3.2.5 新成形工艺的适宜性 很多新的金属成形工艺有助于解决γ -TiAl合金的成形难题, 如预合金粉末的火花等离子烧结工艺[189 ] 可一步实现零件或坯料的成形, 可获得细晶全片层组织, 但对于厚截面构件的工艺参数尚需优化, 材料的全面性能和性能一致性需要进一步研究. 基于激光的快速原型制造等增材制造技术早在上世纪90年代已被尝试用于制备γ -TiAl合金[190 ,191 ] . 近年来, 随着3D打印技术的升温, 欧美对γ -TiAl合金开展了较大投入的研究. 美国德克萨斯大学和加州大学等相继开展了电子束打印γ -TiAl合金研究[192 ,193 ] ; 意大利都灵技术大学和意大利航空工业集团、瑞典Arcam公司合作, 采用电子束粉末床技术对制备多种γ -TiAl合金及叶片、叶轮模拟件开展了深入研究[194 -196 ] ; 德国目前正在执行γ -TiAl合金激光增材制造的一项研究计划[197 ] , 这些3D打印技术用于γ -TiAl合金制备必将推动新一代制造方法的进步. 尽管进展较快, 目前仍有很多技术问题没有解决, 如同一工件不同部位性能的一致性、不同批次间性能的一致性、沉积质量与制造效率的矛盾、以及当电子束扫描速率较高时造成的层间偏析等问题还有待深入研究[198 ] . ...
1
1999
... 3.2.5 新成形工艺的适宜性 很多新的金属成形工艺有助于解决γ -TiAl合金的成形难题, 如预合金粉末的火花等离子烧结工艺[189 ] 可一步实现零件或坯料的成形, 可获得细晶全片层组织, 但对于厚截面构件的工艺参数尚需优化, 材料的全面性能和性能一致性需要进一步研究. 基于激光的快速原型制造等增材制造技术早在上世纪90年代已被尝试用于制备γ -TiAl合金[190 ,191 ] . 近年来, 随着3D打印技术的升温, 欧美对γ -TiAl合金开展了较大投入的研究. 美国德克萨斯大学和加州大学等相继开展了电子束打印γ -TiAl合金研究[192 ,193 ] ; 意大利都灵技术大学和意大利航空工业集团、瑞典Arcam公司合作, 采用电子束粉末床技术对制备多种γ -TiAl合金及叶片、叶轮模拟件开展了深入研究[194 -196 ] ; 德国目前正在执行γ -TiAl合金激光增材制造的一项研究计划[197 ] , 这些3D打印技术用于γ -TiAl合金制备必将推动新一代制造方法的进步. 尽管进展较快, 目前仍有很多技术问题没有解决, 如同一工件不同部位性能的一致性、不同批次间性能的一致性、沉积质量与制造效率的矛盾、以及当电子束扫描速率较高时造成的层间偏析等问题还有待深入研究[198 ] . ...
1
1999
... 3.2.5 新成形工艺的适宜性 很多新的金属成形工艺有助于解决γ -TiAl合金的成形难题, 如预合金粉末的火花等离子烧结工艺[189 ] 可一步实现零件或坯料的成形, 可获得细晶全片层组织, 但对于厚截面构件的工艺参数尚需优化, 材料的全面性能和性能一致性需要进一步研究. 基于激光的快速原型制造等增材制造技术早在上世纪90年代已被尝试用于制备γ -TiAl合金[190 ,191 ] . 近年来, 随着3D打印技术的升温, 欧美对γ -TiAl合金开展了较大投入的研究. 美国德克萨斯大学和加州大学等相继开展了电子束打印γ -TiAl合金研究[192 ,193 ] ; 意大利都灵技术大学和意大利航空工业集团、瑞典Arcam公司合作, 采用电子束粉末床技术对制备多种γ -TiAl合金及叶片、叶轮模拟件开展了深入研究[194 -196 ] ; 德国目前正在执行γ -TiAl合金激光增材制造的一项研究计划[197 ] , 这些3D打印技术用于γ -TiAl合金制备必将推动新一代制造方法的进步. 尽管进展较快, 目前仍有很多技术问题没有解决, 如同一工件不同部位性能的一致性、不同批次间性能的一致性、沉积质量与制造效率的矛盾、以及当电子束扫描速率较高时造成的层间偏析等问题还有待深入研究[198 ] . ...
1
2010
... 3.2.5 新成形工艺的适宜性 很多新的金属成形工艺有助于解决γ -TiAl合金的成形难题, 如预合金粉末的火花等离子烧结工艺[189 ] 可一步实现零件或坯料的成形, 可获得细晶全片层组织, 但对于厚截面构件的工艺参数尚需优化, 材料的全面性能和性能一致性需要进一步研究. 基于激光的快速原型制造等增材制造技术早在上世纪90年代已被尝试用于制备γ -TiAl合金[190 ,191 ] . 近年来, 随着3D打印技术的升温, 欧美对γ -TiAl合金开展了较大投入的研究. 美国德克萨斯大学和加州大学等相继开展了电子束打印γ -TiAl合金研究[192 ,193 ] ; 意大利都灵技术大学和意大利航空工业集团、瑞典Arcam公司合作, 采用电子束粉末床技术对制备多种γ -TiAl合金及叶片、叶轮模拟件开展了深入研究[194 -196 ] ; 德国目前正在执行γ -TiAl合金激光增材制造的一项研究计划[197 ] , 这些3D打印技术用于γ -TiAl合金制备必将推动新一代制造方法的进步. 尽管进展较快, 目前仍有很多技术问题没有解决, 如同一工件不同部位性能的一致性、不同批次间性能的一致性、沉积质量与制造效率的矛盾、以及当电子束扫描速率较高时造成的层间偏析等问题还有待深入研究[198 ] . ...
1
2011
... 3.2.5 新成形工艺的适宜性 很多新的金属成形工艺有助于解决γ -TiAl合金的成形难题, 如预合金粉末的火花等离子烧结工艺[189 ] 可一步实现零件或坯料的成形, 可获得细晶全片层组织, 但对于厚截面构件的工艺参数尚需优化, 材料的全面性能和性能一致性需要进一步研究. 基于激光的快速原型制造等增材制造技术早在上世纪90年代已被尝试用于制备γ -TiAl合金[190 ,191 ] . 近年来, 随着3D打印技术的升温, 欧美对γ -TiAl合金开展了较大投入的研究. 美国德克萨斯大学和加州大学等相继开展了电子束打印γ -TiAl合金研究[192 ,193 ] ; 意大利都灵技术大学和意大利航空工业集团、瑞典Arcam公司合作, 采用电子束粉末床技术对制备多种γ -TiAl合金及叶片、叶轮模拟件开展了深入研究[194 -196 ] ; 德国目前正在执行γ -TiAl合金激光增材制造的一项研究计划[197 ] , 这些3D打印技术用于γ -TiAl合金制备必将推动新一代制造方法的进步. 尽管进展较快, 目前仍有很多技术问题没有解决, 如同一工件不同部位性能的一致性、不同批次间性能的一致性、沉积质量与制造效率的矛盾、以及当电子束扫描速率较高时造成的层间偏析等问题还有待深入研究[198 ] . ...
1
2010
... 3.2.5 新成形工艺的适宜性 很多新的金属成形工艺有助于解决γ -TiAl合金的成形难题, 如预合金粉末的火花等离子烧结工艺[189 ] 可一步实现零件或坯料的成形, 可获得细晶全片层组织, 但对于厚截面构件的工艺参数尚需优化, 材料的全面性能和性能一致性需要进一步研究. 基于激光的快速原型制造等增材制造技术早在上世纪90年代已被尝试用于制备γ -TiAl合金[190 ,191 ] . 近年来, 随着3D打印技术的升温, 欧美对γ -TiAl合金开展了较大投入的研究. 美国德克萨斯大学和加州大学等相继开展了电子束打印γ -TiAl合金研究[192 ,193 ] ; 意大利都灵技术大学和意大利航空工业集团、瑞典Arcam公司合作, 采用电子束粉末床技术对制备多种γ -TiAl合金及叶片、叶轮模拟件开展了深入研究[194 -196 ] ; 德国目前正在执行γ -TiAl合金激光增材制造的一项研究计划[197 ] , 这些3D打印技术用于γ -TiAl合金制备必将推动新一代制造方法的进步. 尽管进展较快, 目前仍有很多技术问题没有解决, 如同一工件不同部位性能的一致性、不同批次间性能的一致性、沉积质量与制造效率的矛盾、以及当电子束扫描速率较高时造成的层间偏析等问题还有待深入研究[198 ] . ...
1
2014
... 3.2.5 新成形工艺的适宜性 很多新的金属成形工艺有助于解决γ -TiAl合金的成形难题, 如预合金粉末的火花等离子烧结工艺[189 ] 可一步实现零件或坯料的成形, 可获得细晶全片层组织, 但对于厚截面构件的工艺参数尚需优化, 材料的全面性能和性能一致性需要进一步研究. 基于激光的快速原型制造等增材制造技术早在上世纪90年代已被尝试用于制备γ -TiAl合金[190 ,191 ] . 近年来, 随着3D打印技术的升温, 欧美对γ -TiAl合金开展了较大投入的研究. 美国德克萨斯大学和加州大学等相继开展了电子束打印γ -TiAl合金研究[192 ,193 ] ; 意大利都灵技术大学和意大利航空工业集团、瑞典Arcam公司合作, 采用电子束粉末床技术对制备多种γ -TiAl合金及叶片、叶轮模拟件开展了深入研究[194 -196 ] ; 德国目前正在执行γ -TiAl合金激光增材制造的一项研究计划[197 ] , 这些3D打印技术用于γ -TiAl合金制备必将推动新一代制造方法的进步. 尽管进展较快, 目前仍有很多技术问题没有解决, 如同一工件不同部位性能的一致性、不同批次间性能的一致性、沉积质量与制造效率的矛盾、以及当电子束扫描速率较高时造成的层间偏析等问题还有待深入研究[198 ] . ...
1
... 3.2.5 新成形工艺的适宜性 很多新的金属成形工艺有助于解决γ -TiAl合金的成形难题, 如预合金粉末的火花等离子烧结工艺[189 ] 可一步实现零件或坯料的成形, 可获得细晶全片层组织, 但对于厚截面构件的工艺参数尚需优化, 材料的全面性能和性能一致性需要进一步研究. 基于激光的快速原型制造等增材制造技术早在上世纪90年代已被尝试用于制备γ -TiAl合金[190 ,191 ] . 近年来, 随着3D打印技术的升温, 欧美对γ -TiAl合金开展了较大投入的研究. 美国德克萨斯大学和加州大学等相继开展了电子束打印γ -TiAl合金研究[192 ,193 ] ; 意大利都灵技术大学和意大利航空工业集团、瑞典Arcam公司合作, 采用电子束粉末床技术对制备多种γ -TiAl合金及叶片、叶轮模拟件开展了深入研究[194 -196 ] ; 德国目前正在执行γ -TiAl合金激光增材制造的一项研究计划[197 ] , 这些3D打印技术用于γ -TiAl合金制备必将推动新一代制造方法的进步. 尽管进展较快, 目前仍有很多技术问题没有解决, 如同一工件不同部位性能的一致性、不同批次间性能的一致性、沉积质量与制造效率的矛盾、以及当电子束扫描速率较高时造成的层间偏析等问题还有待深入研究[198 ] . ...
1
... 3.2.5 新成形工艺的适宜性 很多新的金属成形工艺有助于解决γ -TiAl合金的成形难题, 如预合金粉末的火花等离子烧结工艺[189 ] 可一步实现零件或坯料的成形, 可获得细晶全片层组织, 但对于厚截面构件的工艺参数尚需优化, 材料的全面性能和性能一致性需要进一步研究. 基于激光的快速原型制造等增材制造技术早在上世纪90年代已被尝试用于制备γ -TiAl合金[190 ,191 ] . 近年来, 随着3D打印技术的升温, 欧美对γ -TiAl合金开展了较大投入的研究. 美国德克萨斯大学和加州大学等相继开展了电子束打印γ -TiAl合金研究[192 ,193 ] ; 意大利都灵技术大学和意大利航空工业集团、瑞典Arcam公司合作, 采用电子束粉末床技术对制备多种γ -TiAl合金及叶片、叶轮模拟件开展了深入研究[194 -196 ] ; 德国目前正在执行γ -TiAl合金激光增材制造的一项研究计划[197 ] , 这些3D打印技术用于γ -TiAl合金制备必将推动新一代制造方法的进步. 尽管进展较快, 目前仍有很多技术问题没有解决, 如同一工件不同部位性能的一致性、不同批次间性能的一致性、沉积质量与制造效率的矛盾、以及当电子束扫描速率较高时造成的层间偏析等问题还有待深入研究[198 ] . ...
artner′s 2012 Hype Cycle for Emerging Technologies Identifies ‘Tipping Point’ Technologies That Will Unlock Long-Awaited Technology Scenarios.
0




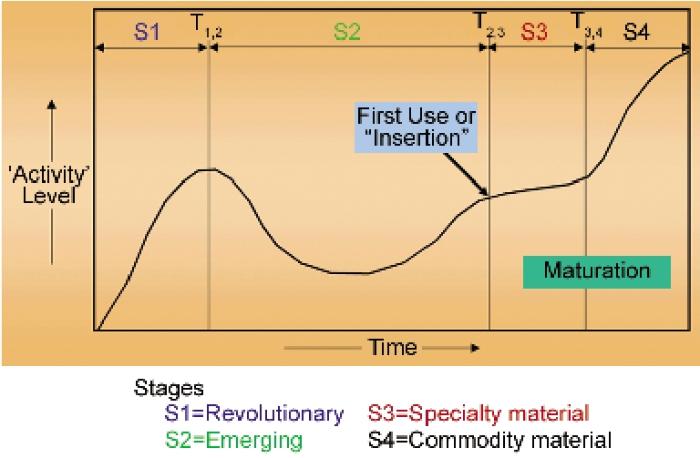
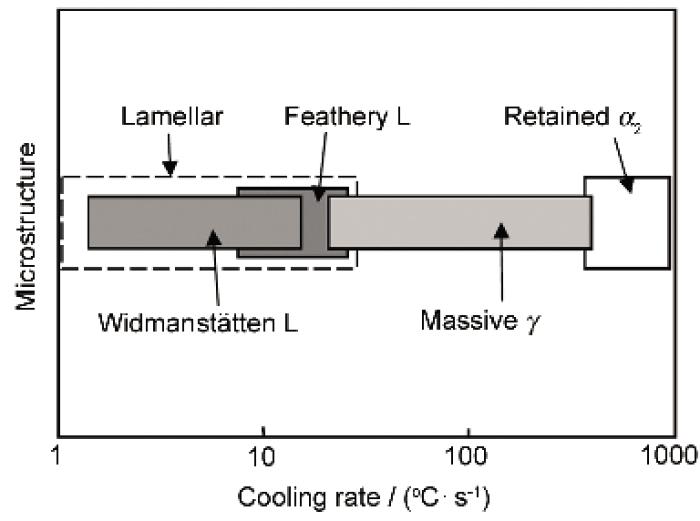
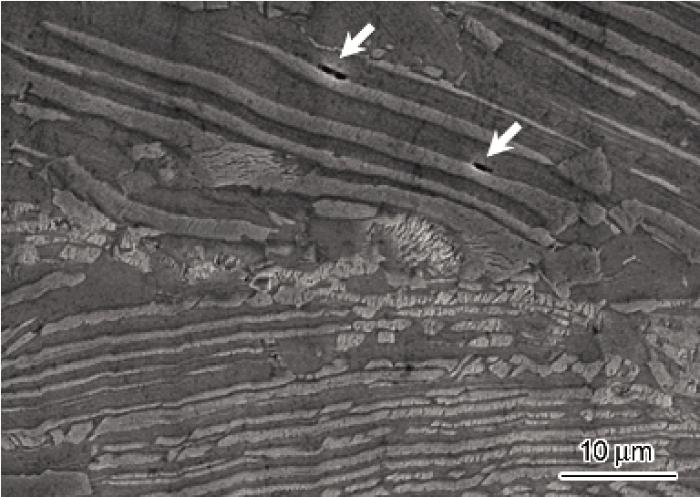


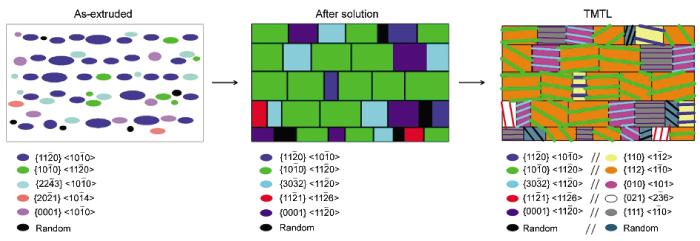
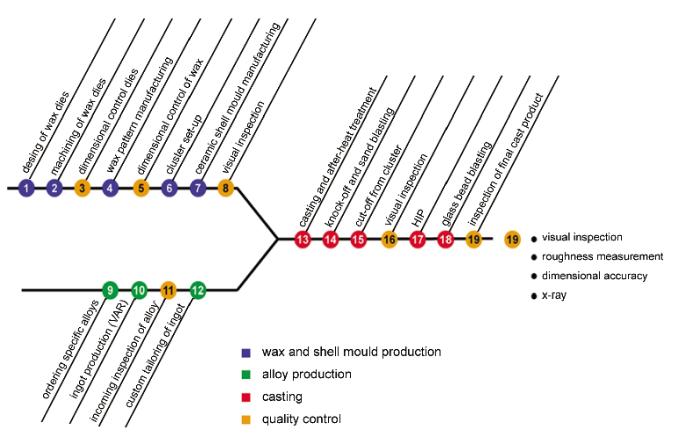



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}