
桂琪, 郑大江, 宋光铃
厦门大学材料学院 海洋材料腐蚀防护中心 厦门 361005
GUI Qi, ZHENG Dajiang, SONG Guangling
中图分类号: TG174.46
文章编号: 1005-4537(2018)03-0274-09
通讯作者:
收稿日期: 2018-01-7
网络出版日期: 2018-06-20
版权声明: 2018 《中国腐蚀与防护学报》编辑部 《中国腐蚀与防护学报》编辑部
基金资助:
作者简介:
作者简介 桂琪,男,1991年生,硕士生
展开
摘要
将目前一种电化学阻抗谱和负电位极化相结合的AC/DC/AC技术拓展成正电位阳极极化加速与电化学阻抗评价相结合的技术,并用醇酸清漆/碳钢体系验证了该技术确实能加速涂层/金属体系的腐蚀破坏、快速评价涂层的保护性,不仅适用于阴极保护条件下的涂层,也可用于自然腐蚀甚至被阳极极化的体系。通过实验分析了该技术测得的阻抗数据及样品表面形貌的变化,研究了其加速破坏的机理,建立了涂层加速破坏失效的物理模型。对比浸泡实验、AC/阴极DC/AC循环加速实验及AC/阳极DC/AC循环加速实验阻抗变化规律和腐蚀破坏形貌。结果表明:结合阴极极化和阳极极化将是未来获得一种既快速又合理的有机涂层性能评价技术的途径之一。
关键词:
Abstract
High corrosion resistant organic coatings are widely used for various industrial applications. These coatings normally have service life as long as tens of years. It is of great scientific interest and engineering significance to rapidly evaluate and compare the corrosion resistance of different long-life organic coatings. Different from the negative DC voltage used in the published AC/DC/AC (alternating current/direct current/alternating current) cyclic method to cathodically polarize an organic coating system before AC electrochemical impedance spectrum (EIS) in each cycle, a positive voltage was employed in this paper for the DC polarization in the AC/DC/AC cycling. The modified AC/DC/AC technique proved to be able to accelerate the damage of an alkyd varnish coating on carbon steel and thus quickly evaluate the coating corrosion resistance. Based on the measured impedance spectra and the recorded surface morphologic changes, the acceleration processes involved in the coating corrosion damage were analyzed, and a physical model for the accelerated failure of the coating/metal system was proposed. Based on the experiment results of electrochemical impedance spectroscopy and corrosion morphology from the immersion test, AC/cathodic DC/AC cyclic accelerated test, and AC/anodic DC/AC cyclic accelerated test, it shows that the evaluation method with the combination of cathodic and anodic polarization will be one of the effective and reasonable methods to evaluate the performance of organic coatings.
Keywords:
有机涂层被广泛地应用于金属的腐蚀防护,其涂覆方法多种多样,有浸泡、喷涂和电泳沉积等形式。涂层防腐蚀性能的优劣主要取决于涂层与金属基体之间的粘结强度和涂层对H2O、O及侵蚀性离子的抗渗透能力[1,2,3]。这些涂层的使用寿命可长达几十年。在实际的工程应用中,为了满足不同的工程要求,常需综合考虑各种因素来选择最合适的涂层,而大部分的涂层短期内都有极好的防腐性,它们的性能差别难在短期内区分。因此,有机涂层防腐蚀性能的快速评价,对涂层技术与实际应用都具有重要的意义。
目前,有机涂层性能评价方法大致可分为物理方法[4,5]、仪器分析方法[6,7,8]和电化学方法[9,10,11,12]。其中,电化学方法是研究金属腐蚀导致有机涂层失效最有效的手段。但是,随着有机涂层体系的不断发展,涂层腐蚀防护性能的增强,常规的性能评价方法耗时越来越长[9]。如电化学阻抗谱 (EIS) 技术虽能够有效地评价有机涂层的防腐蚀性能,但阻抗测试的敏感性与有机涂层的孔隙率和膜层失效有关,所以EIS测试周期长,要想在短时间内测试多个样品来获得更可靠的结果往往比较困难,故有机涂层腐蚀失效的加速模拟方法随之孕育而出[4,10,13-17]。
涂层加速腐蚀测试对于性能优异的有机涂层体系来说非常重要,因为要获得其真实的现场性能数据是一项耗时且昂贵的工程。加速腐蚀测试的目的很明确:一是快速测试并比较最新发展的有机涂层的腐蚀防护性能;二是在短时间内对该有机涂层的现场服役寿命做出预测[18]。腐蚀加速模拟技术的关键是在不改变腐蚀机理的前提下加快腐蚀速率,这将导致实验方法设计困难或实验过程不易控。
目前,比较流行的AC/DC/AC加速测试方法最早于1997年由Hollaender[19]提出并用于检测食品包装袋材料的适用性和稳定性。它将传统的EIS和阴极直流电压极化结合起来[4,19],后被引入腐蚀电化学领域,用于有机涂层/金属体系的耐蚀性评价,并已有大量的实验证明了该方法的实用可靠[11,16,20-23]。目前,AC/DC/AC测试技术在评价有机涂层性能方面虽然已经比较成熟,但严格地讲,其模拟的腐蚀环境与涂层服役的自然环境相比还是过于简单。例如严格地从原理上看,阴极极化只是模拟涂层构件受阴极保护时,涂层与基底间发生阴极反应而产生气泡,出现碱化,从而加速涂层的剥离过程。而一般未受阴极保护的涂层构件,在涂层与基底界面上,既有阴极反应,可能产生气泡碱化,又有基底的阳极溶解生锈,两者都会导致涂层的鼓泡剥落。实际上,在大气环境下涂层下的锈蚀导致的涂层鼓泡剥落更为普遍,因为此时阴极保护无法应用。所以AC/DC/AC方法阴极极化期间只破坏有机涂层与基底金属之间的结合力,而对基底金属存在阴极保护作用,与实际的许多有机涂层体系破坏不相符。自然环境中,涂层/金属体系的失效不仅存在阴极反应,同时还会发生基底金属阳极溶解反应,而且实际的体系中可能存在电偶行为 (如基底为多相合金),也会加速阳极金属溶解。遗憾的是目前的AC/DC/AC方法只是研究了阴极极化对涂层服役寿命的影响,而阳极极化的作用却很少被提及,甚至被认为对涂层体系无加速破坏作用[24]。
本研究采用醇酸清漆/碳钢体系证明了恒电位阳极极化也能加速涂层/金属体系的破坏。该方法与阴极极化加速相结合,将是一种既快速又合理的有机涂层性能加速评价技术。
为能在较短的周期内完成评价,本研究采用保护性不太理想的醇酸清漆为涂层,涂覆在45#钢片上构成有机涂层/金属体系。醇酸清漆和低碳钢分别在上海漆盟化工有限公司和武汉佳盟新科实验器材有限公司购置,其中低碳钢片的尺寸为50 mm×40 mm×2 mm。在涂层涂覆工艺前,基底金属依次通过80#,360#和800#砂纸进行表面打磨,随后用去离子水冲洗,吹干后放入丙酮溶液中超声清洗30 min,最后吹干备用。醇酸清漆通过刮片法涂覆在抛光后的金属基底上,首先在样品两边分别粘上两层40 μm厚的透明胶带,然后用刀片贴着透明胶带刮去多余的清漆,控制湿膜厚度约为80 μm,将涂覆后的金属放在干燥箱内固化2 d,温度控制在30 ℃,待醇酸清漆与空气中的O反应至完全固化。固化后的干膜厚度利用Fisher膜厚测试仪测得约为(40±3) µm。
1.2.1 电化学测试和样品形貌表征 本实验主要采用常规的三电极体系进行EIS测试,测试溶液为3.5% (质量分数) NaCl溶液。实验样品暴露在测试液中的面积为4.9 cm2。Pt电极和Ag/AgCl电极分别作为对电极和参比电极,工作电极为测试样品,所有的测试样品在进行阻抗测试前先浸泡2 h并监测其开路电位的变化。为了屏蔽外界电磁信号的干扰,电解池放在屏蔽箱内进行电化学测试。所有的电化学实验均使用PGSTAT 302N电化学工作站完成。所有EIS数据均使用ZView电化学分析软件分析拟合处理。测试前和测试后的样品表面形貌通过3D视频显微镜 (Leica DVM6) 观察获得。
1.2.2 浸泡实验 作为空白对照实验,该涂层/金属体系被暴露在测试液中并定期 (间隔260 min) 进行EIS测试直至涂层失效 (|Z |0.01 Hz<107 Ω·cm2[25])。由于涂层在浸泡120 min后仍不能得到稳定的开路电位,考虑裸露无膜的45#钢开路电位相对Ag/AgCl电极 (饱和KCl) 为-0.42 V (经测试得到),EIS测量时,电位也被控制在相对Ag/AgCl参比电极施加-0.42 V处。本文中未特别说明的电位,都是相对Ag/AgCl参比电极。EIS测试频率范围为105~10-2 Hz,施加的正弦波扰动信号幅值为20 mV,测试温度为室温。
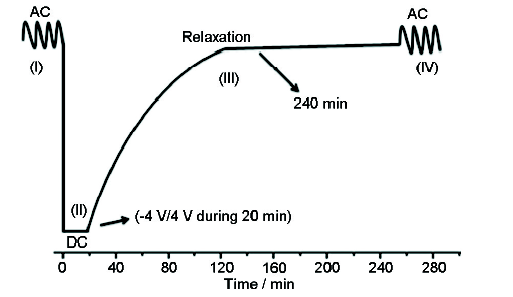
1.2.3 AC/DC/AC循环加速实验 AC/DC/AC循环加速测试主要包括交流和直流测试,具体可分为以下几个阶段:(1) 将覆盖有机涂层的金属试样浸泡在3.5%NaCl溶液中,采用三电极体系进行EIS测试 (测试条件与浸泡实验中的电化学阻抗测试条件相同);(2) 随后施加一直流恒电压 (-4 V或4 V) 进行极化,极化时间为20 min;(3) 记录体系的开路电位随时间的变化直到该体系再次达到一个新的稳定状态,电位弛豫时间为4 h;(4) 最后在与步骤 (1) 相同的条件下再次测试试样的EIS。
步骤 (2) 在此测试方法中为核心步骤,其目的为加速有机涂层的失效,缩短测试时间。步骤 (4) 的目的是检测有机涂层在经过加速破坏后EIS的变化,从而得到相应的信息,AC/DC/AC程序示意图如图1所示。阶段 (1)~(3) 作为一个循环程序,时长约为280 min,该循环程序由电化学工作站自动重复运行至涂层失去保护能力后人工停止。
图2a显示了样品浸泡过程中阻抗随浸泡时间的变化规律。可以看出,有机涂层/金属体系在初始阶段lg|Z |-lgf曲线是一条斜率近似为-1的斜线,且低频段阻抗值|Z |低(10-1~10-2 Hz) 高达1.2×1011 Ω·cm2,说明此时有机涂层相当于一个电阻值很大而电容值很小的绝缘层,具有优异的防腐蚀性能。其涂层电阻和电容可通过一个经典的等效电路[16,21](见图2b) 拟合得到。在等效电路中,Rs是溶液电阻,Rpo是涂层微孔电阻,Cc和Cdl分别代表涂层电容和双电层电容,Rct是基体金属腐蚀反应电阻。由图3a中Cc和图3b中Rpo的变化趋势可知,随着浸泡时间的延长,电解质溶液通过涂层中的缺陷缓慢向有机涂层/金属界面渗透,导致Rpo逐渐减小,而Cc逐渐增加,并在界面处引起电化学反应,表现为Rct随浸泡时间呈减小趋势,如图3d。继续延长浸泡时间,Rpo进一步减小,且Cdl突增 (见图3c),说明涂层与基体金属结合力变差,界面发生剥离,使更大的金属表面接触到溶液而发生腐蚀反应,此处的有机涂层已完全失去保护能力[25],样品表面出现肉眼可见的腐蚀现象 (图4b)。图4a为浸泡试样实验前的表面形貌,样品表面光亮且无明显缺陷。实验总耗时为79.9 h。
图2 试样浸泡实验中不同时期的阻抗变化及有机涂层/碳钢体系阻抗谱的等效电路
Fig.2 AC impedance Bode plots of the coated steel after immersion for different soaking time (a) and equivalent circuit of EIS of the coated sample after total 79.9 h immersion (b)
图3 试样浸泡过程中电化学参数随浸泡时间的变化
Fig.3 Evolutions of Cc (a), Rpo (b), Cdl (c) and Rct (d) derived from EIS data for the coated steel with soaking time
根据腐蚀机理及样品表面形貌变化,可建立浸泡过程中涂层/金属体系破坏失效的物理模型,如图4c所示。在浸泡过程中,缺陷界面处阴极反应和阳极反应同时发生。
图4 试样浸泡实验前后的表面形貌及浸泡过程中涂层/金属体系破坏失效的物理模型
Fig.4 Surface morphologies of the coated steel before (a) and after (b) 79.9 h immersion and failure model of the coating/metal system during soaking (c)
2.2.1 AC/阴极 DC/AC 图5a是有机涂层/金属体系在阴极电位极化条件下的EIS谱。有机涂层/金属体系|Z |低的初始值约为1.0×1011 Ω·cm2,表明涂层的耐蚀性能良好。然而,经过两次负电位极化后,|Z |低骤降至1.0×106 Ω·cm2,涂层失去保护能力,耗时15.75 h。此结果表明,负电位极化能够快速地加速有机涂层/金属体系的破坏失效过程,与García等[4,21]报道的结果一致。
图5 有机涂层/金属样品在AC/阴极DC/AC加速破坏下的EIS谱和电流密度-时间曲线
Fig.5 AC impedance Bode plots (a) and current density vs time curves (b) of the coated steel at different cycles of AC/cathodic DC/AC test (b)
阴极电位极化对涂层/金属体系的加速破坏作用除了可通过体系EIS谱的变化获得外,极化期间的电流密度随时间的变化曲线也可以很明显地反映出涂层/金属界面处的变化。如图5b所示,随着极化次数的增加,电流密度-时间曲线向下移动,电流密度增大。
在中性环境下,阴极极化加速涂层/金属体系破坏失效的机理可以解释为[26]:当涂层缺陷较小时,施加于涂层/金属界面上的阴极极化电压也较少,这时电解质溶液在涂层/金属界面引发的电化学反应的阴极反应为:
造成界面处局部区域碱化。随着界面处碱性增强,涂层发生阴极剥离,缺陷增大。此时,施加于涂层/金属界面处的阴极极化电压会逐渐增大,界面处发生电化学析氢反应:
故当在样品上施加一阴极电位时,界面处的腐蚀电化学反应的阴极反应 (式 (1)) 首先被加速。导致在界面处形成高碱性环境,破坏有机涂层与金属表面之间的结合力,涂层剥离,表现为Cdl急剧增大,Rpo和基体Rct急剧减小 (图6b~d)。此时施加阴极的电位大部分转移到金属界面处,发生阴极析氢反应 (式 (2)),产生H2;而H2的生成逸出进一步导致有机涂层的破裂,使涂层失去保护能力 (图7b)。图7a为样品实验前的表面形貌,样品表面光亮且无肉眼可见的缺陷。由于漆膜较薄,Cc增加幅度不大 (图6a)。由阴极反应 (1) 和 (2) 可知,在阴极电位的作用下,反应 (1) 使缺陷处溶液呈碱性,反应 (2) 会加剧缺陷的破坏程度。同时,负电位会促进不同的阳离子 (如Na+和H+) 向有机涂层/金属界面处聚集。为了维持界面处的电中性,Cl-等阴离子将通过涂层向界面处渗透,这些离子的移动也会加速孔洞的形成和涂层的破坏失效 (图7c)。上述作用共同加速了涂层的破坏过程。这种方法的重要特点是,只加速涂层的鼓泡和破裂,而对基底金属反而有保护作用。因此基底金属的锈蚀并不严重。图7b中的红锈可能是在AC测量时产生的。
图6 AC/阴极 DC/AC条件下的电化学参数随极化次数的变化
Fig.6 Evolutions of Cc (a), Rpo (b), Cdl (c) and Rct (d) derived from EIS data for the coated steel during AC/cathodic DC/AC cycling test
图7 有机涂层/金属样品在AC/阴极DC/AC条件下的表面形貌变化及阴极极化加速涂层/金属体系破坏失效的物理模型
Fig.7 Optical micrographs of the coated steel before (a) and after (b) AC/cathodic DC/AC test and failure model of the coating/metal system due to AC/cathodic DC/AC cycling (c)
2.2.2 AC/阳极 DC/AC 图8a是有机涂层/金属体系在阳极电位极化条件下的EIS谱。结合初始的lg|Z |-lgf曲线可知,有机涂层具有优异的金属保护能力。由lg|Z |-lgf曲线的变化可见,样品的|Z |低经历了一个先下降后上升又突然骤降的过程,这与在阴极电位极化条件下的有机涂层/金属体系的阻抗谱变化规律不同,这种不同的变化与阴极、阳极电位极化机理不同有关。阴极电位极化导致涂层/金属界面处碱性增强,涂层剥离,从而导致样品的阻抗谱中低频段阻抗值急剧减小。而对样品施加一阳极电位极化时,界面处腐蚀电化学的阳极反应将被加速,如下式所示:
图8 有机涂层/金属样品在AC/阳极DC/AC加速破坏下的EIS谱及其在第7次循环测试时的电流密度随时间的变化
Fig.8 AC impedance Bode plots of the coated steel at different cycles of AC/anodic DC/AC test (a) and current density vs time curve during the seventh cycling test (b)
阳极金属溶解,转变成金属离子,进而被氧化成腐蚀产物在界面处堆积。故当电解质溶液通过涂层缺陷渗透至金属表面时,在阳极电位极化的作用下,阳极反应 (3) 被加速,缺陷处金属溶解,界面处生成腐蚀产物,Rpo逐渐减小,随着AC/DC/AC程序循环次数的增加,当腐蚀产物堆积过多导致缺陷孔被堵塞,Rpo又逐渐增大。同时腐蚀产物膜对金属基底有一定的保护作用,也会使金属/涂层界面的Rct升高,如图9b和d所示。此时,点蚀孔形成一个闭塞区,在氧浓差的作用下将进一步加深孔内金属转变成金属离子,腐蚀产物继续堆积导致缺陷变大 (如图10c所示,醇酸清漆涂膜较软,易被腐蚀产物撑起破裂),Rpo骤降。这是由于相当部分的电压降施加在金属/涂层界面上,随着碱性的提高,还可能导致氧析出,促使涂层鼓泡彻底破裂:
图9 AC/阳极DC/AC条件下的电化学参数随极化次数的变化
Fig.9 Evolutions of Cc (a), Rpo (b), Cdl (c) and Rct (d) derived from EIS data for the coated metal during AC/anodic DC/AC cycling test
由于Cdl值随界面腐蚀区域的扩大而增大,随腐蚀产物的积累而减小,故Cdl值随极化次数的增加呈现先增大后减小又增大的过程 (图9c)。图9a为Cc的变化,与浸泡实验和AC/阴极 DC/AC加速实验涂层电容变化类似,变化幅度也较小。
AC/阳极DC/AC加速实验期间极化电流密度-时间曲线的变化能更直观地反映出界面处的变化。图8b是第7次阳极极化时的电流密度随时间的变化,电流密度约在400 s突增,这主要与腐蚀产物的堆积导致缺陷变大有关,随后电流密度的波动可能是腐蚀产物的脱落引发的;在800 s后,电流密度趋于稳定,表明涂层完全失去保护能力,总耗时为37.6 h。
图10是有机涂层/金属样品在正电位极化条件下的表面形貌,图10a和b分别为有机涂层/金属样品实验前/后的表面形貌。对比可见,正电位极化后,样品表面发生局部腐蚀,出现肉眼可见的腐蚀点。从图10c中的三维视图可以很明显地看出,涂层被顶起并产生裂缝。图10d是样品缺陷处的金属表面去除涂层后的形貌,结合三维视图可以看出金属表面形成了一个直径约为390 µm的点蚀孔。
图10 有机涂层/金属样品在AC/阳极 DC/AC条件下表面形貌的变化
Fig.10 Optical micrographs of the coated steel before (a) and after (b) AC/anodic DC/AC test, optical micrograph of the defect in
根据阻抗数据及样品表面形貌变化,可建立阳极极化电位下涂层/金属体系加速破坏失效的物理模型,如图11所示。在阳极极化作用下,涂层/金属缺陷处腐蚀产物堆积,导致涂层隆起,由于醇酸清漆涂膜较软,最终涂层破裂。
图11 阳极极化加速涂层/金属体系破坏失效的物理模型
Fig.11 Failure model of the coating/metal system under anodic polarization
与AC/阴极DC/AC相比较,AC/阳极DC/AC方法主要具有3点优势:(1) 腐蚀加速破坏的机理要求涂层破坏、基底金属发生腐蚀。但是,AC/阴极DC/AC只是加速破坏有机涂层与基底金属的界面粘结作用,对基底金属却起了保护作用;而AC/阳极DC/AC不仅加速了基底金属的腐蚀,同时腐蚀产物的堆积和O2的析出,也会破坏涂层/金属界面。(2) 从EIS结果随时间的变化规律看,AC/阳极DC/AC阻抗变化规律与浸泡阻抗结果更接近。其中,Rpo在实验中期的减小速度有明显地降低,这说明在实际的涂层/金属体系破坏失效过程中,基底金属腐蚀产物的生成在某一阶段对涂层的保护性有一定的增强作用。同时AC/阳极DC/AC实验中的Cdl、基体Rct二者随时间的演变,与浸泡实验的相比,也存在一定的相似性,但前者比后者所用时间短了一半。(3) 从腐蚀破坏的最终形貌看,AC/阳极DC/AC加速破坏条件下的涂层/金属体系失效形式更接近浸泡实验后的涂层/金属体系的。
(1) 阴极极化和阳极极化都可以加速醇酸清漆/碳钢体系的破坏失效,缩短实验周期。在较高的阴极电位极化条件下,有机涂层/金属体系缺陷处局部呈碱性环境,同时后期还会产生H2,主要通过阴极剥离和H2的外溢加速涂层的破坏。
(2) 阳极电位极化下的有机涂层/金属体系主要通过腐蚀产物的堆积挤压来加速涂层的破坏,基底金属发生腐蚀的同时也破坏了涂层/金属界面,更接近实际环境中涂层体系的破坏情况。因此,结合阴极极化和阳极极化将是未来获得一种既快速又合理的有机涂层性能评价技术的途径之一。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}